焊线机(AB339)机器操作说明书
焊線機(AB339)機器操作說明書
一.用途:焊線
二.作業步驟:
1.1把L/F放入Lnput Magazine
1.2把Lnput/out Magazine 放至定位
1.3把線和磁咀裝上,並空好線,放電燒好球。
1.4按Lnx送入L/F到定位,並調Index位置
1.5進入
2.TEACH/5.Delete Program(刪除先前的程式)Sure To Delete Program
A=Yes stop=No 選擇A Reset Parameter Windows A=Yes Stop=No 選擇
Stop
1.5進入
2.TZACH/
3.Teach Program /1.Teach Alignment.
1.5.1出現Pair of align point,回答2 表示要對2對PR
1-1對Die 0-1(Lead第1點)之位置點,用滑球對准對點按ENTER
1-2對Die 0-2(Lead第2點)的位置點
1-3對Die 1-1(Die晶片第一點)之位置點,要對第一個Die
1-4對Die 1-2(Die晶片第二點)之位置點,和Die第一點共點
1.6進入Teach Lst PR(PR設定)
0.Load PR Pattern確定PR點及燈光
1.Adjust Lmage變更燈光及明暗度
2.Search Pattern搜尋大小
3.Template圖櫃大小(11,可以用調大小)
4.Change Grade辨識等級(A.B.C.D.E)一般選擇C
5.Change Len 改變鏡頭放大倍數大小(大或小)
6.PR Load/Search Mode Binary GreyLVL PR儲存模式
7.AUTO Setting Disable(Enable)PR 自動設定(關/開)一般選擇Disable 1.6.1進行Die o(Lead)-1調整
可以先改變3.4.5.6(Lead只有Binary選擇)項再進入
1.Adpust /mage 變更燈光及明暗度。
1.Threshold(對比)2Loax(同軸光)3Side(側向光)調整完後出現AAAA 為PR 識別等級.AAAA 最好
1.6.2進行Die o (Lead)-2之調整同1.6.1
1.6.3進行Die1-1及Die1-2之調整可以先改變3.4.5.6(可以選擇Binary 或G
reyLVL )項再進入1 Adjust Lmage 變更燈光及明暗度,選擇Bingry 時
1.Theshold (對比)
1.Coax(軸向光)3.Side(側向光)選擇GreyLVL 時
2.Coax(軸向光)
2.Side 側向光,一般選擇Binary
*Die
GreyLVL
Enter 編輯一條線 *雙線輸入2
1.7
進入2/3/9.AUTO Teach Wire
1.7.1將4.RP Support Mode Both 改成
None
1.7.2 Teach wire (wire pt1 ref Die)進入
2.Change Bond on A :change Bond on lead
Teach wire (wire1 pt1 ref lead)給線的第一點
1.7.3Teach wire (wire1 pt2 ref lead)
進入2.Change Bond on B:Change Bond on
Die Teach wire (wire1 pt2 ref Die)
給線的第二點焊雙線可接下面步驟作出程度
a .1-2 Teach…教導
b. 1-2-5 Delete program 清除舊程式
c .1-2-3 Teach program 教導新程式
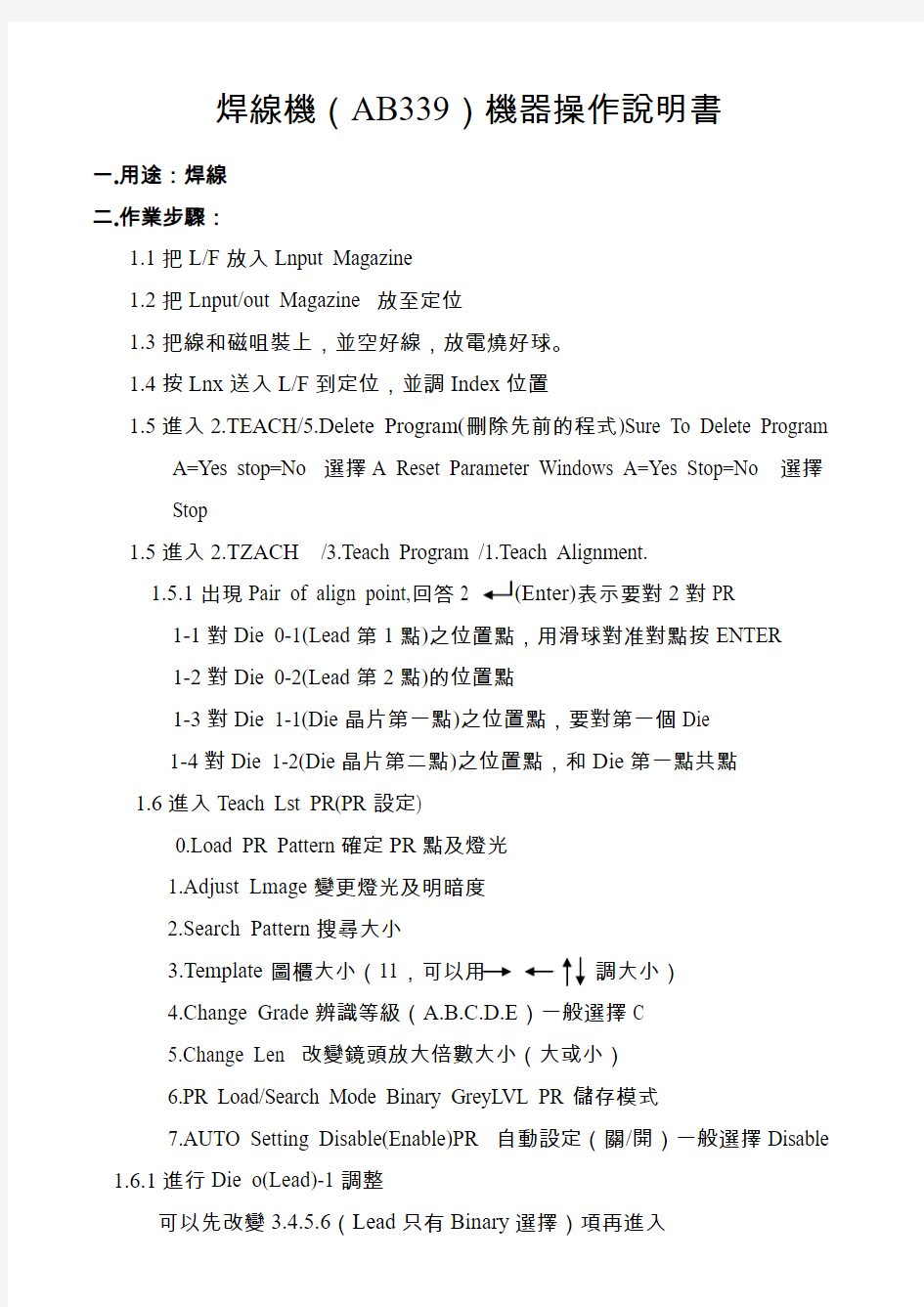
d .Teach Aligninent 輸入對點數值,焊2根線可改為3在下圖“+”字線處按“Enter ”
Die1 Die2 Die1 Die2
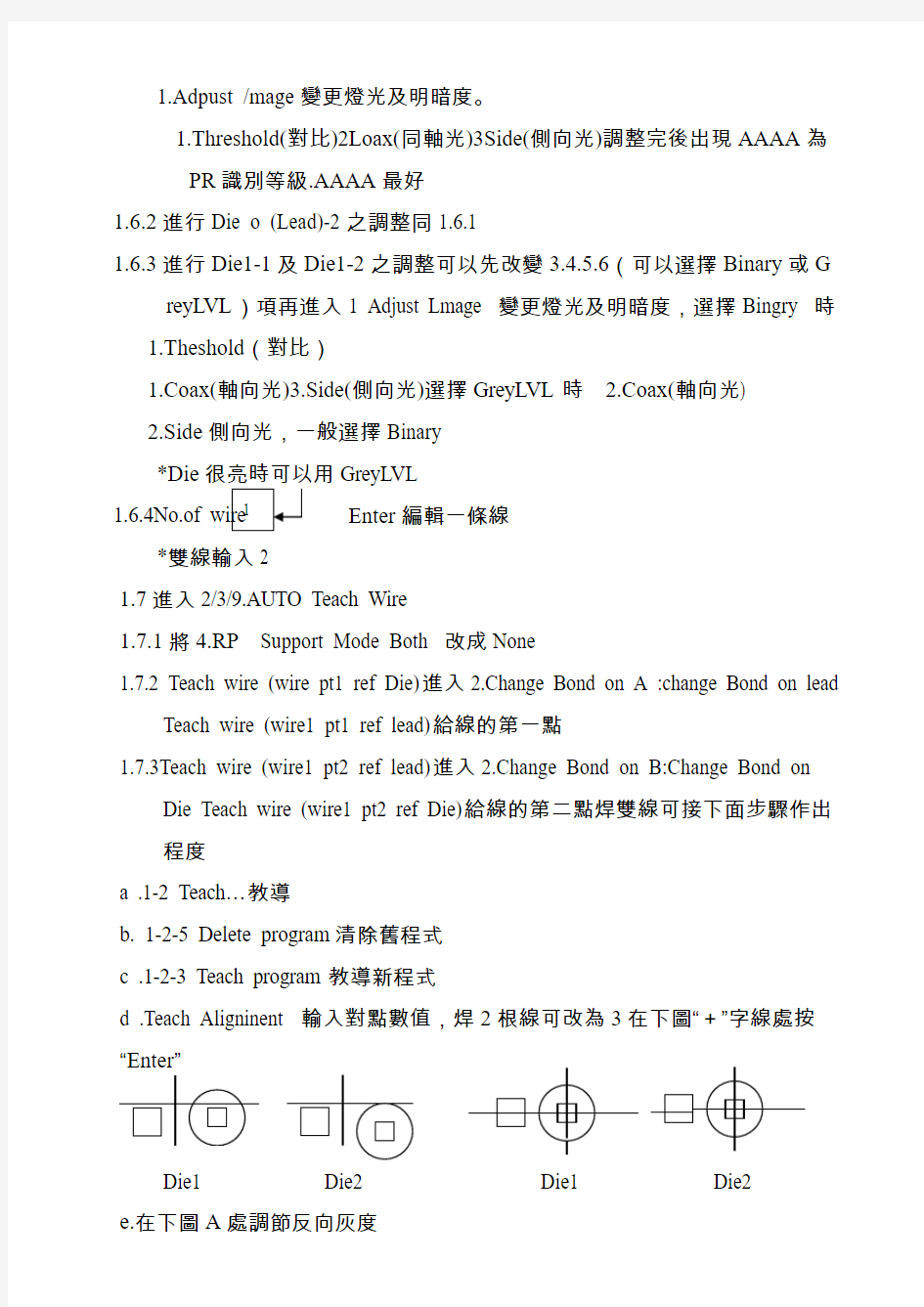
e.在下圖A 處調節反向灰度
Die1 Die2 Die1 Die2 輸入每次焊線顆數2
f.
按2進入change bond on
Die2/Die0/Die1/Die0按鍵選擇。
Wire1 Wire2
1.8進入4/2,Reference Parameter做Lead及Die之高度並將Die之Aln no改成1 *雙線為2
1.9進入2,Teach/2,step&repeat
None / HybRMat /ahead /HybRev /Hybfwd /Matrix選擇Hyb fwd
Enter Sub-units :Row(列)1,Enter Col(行)2,Enter後在下圖“+”字線位置按Enter:
Die0 Die2 Die0 Die1
完成以上1.2動作後按Stop跳出完成由焊一根線的程序復制變為焊2根線的程序。
三、1.1 1/0/0 Bond Tip off ste:校正磁咀中心位置
1.2 1/0/6 2002(密碼)9,Calibrate Transducer 校正磁嘴
*更換新磁咀後,先做之再做1
1.3 1/4/4/0 Edit loop Height Correetion調線弧高度
1.4 1/4/4/1 Edit Reverse Distance測高
1.5 1/4/5/0 Edit Stand off Ball(N,B,S)N:第二點不焊球B:第點先焊球再焊線
S:第點先焊線再焊球。
1.6 1/4/A/0 Edit Stick Detection 1:焊線第一點打粘是否偵測
1.7 1/4/A/1 Edit Stick Detection 2:焊線第二點打粘是否偵測
1.8 1/6/4(2002密碼)Adjust:Lxele Lyele Lzele輸入端料盒調整
Rexle Ryele Rzele輸出端料盒調整
Track軌道高度i ndex牽引IO位
1.9 Utility/0 manual & CRT Bond/1.star CRT Bond:手動焊線
2.0 1/8/2 Standby Mode:預備模式(關機)
2.1 1/9/0/0 Save Bond program:儲存程式
2.2 1/9/0/1 Load Bond program:叫程式
2.3 1/9/0/2 Delete Bond program:刪除程式
Enter 出現功能菜單
0:自動焊線1.Sngl bnd 單一焊線2.Cont L/F 支架連續或單一
3.no pause:焊一行線壓停或不停
4.dumbud空打一點燒球
5.Corrbnd:補線
6.btoffset:校正磁咀中心點9.tail short線尾
Enter按F1按2ediwire 校正焊點位置
7.sticdadj:阻抗值9.tail stick
2.6 3/0/0 Align ment Tolerance L/D:對位公差
3/0/1 Search Delay:搜尋時間延遲
3/0/2 Search Range L/D:搜尋范圍
*一般選擇(12,12)或(12,7)
2.7 4/0/3 Tail length:線尾長度
2.8 4/0/4 Fire Level:Transducer(換能器)高度
2.9 4/1/3 Stanby power:預備power
3.0 4/1/0 Time Base 1/2:1/2點焊線接觸時間
3.1 4/1/1 Power Base 1/2:1/2點焊線超音波
3.2 4/1/2 Force Base 1/2:1/2點焊線重力
3.4 4/1/4 Power Factor 超音波補償
3.5 4/1/5 Force Factor重力補償
3.6 4/1/6 Wcl Force op/cl:夾線力量
3.7 4/0/7/0/1 Wire Size:線徑
3.8 4/0/7/0/6 Ball Size:焊球大小
3.9 4/0/7/0/7 Ball Thichness:焊球厚度
4.0 4/0/7/1/7 Wire type:線型式
4.1 4/3 Light parameter:燈光參數
4.2 4/4 Loop Type:線弧模式
4.3 4/7 (Q)AUTO Loop…線弧高度參數
最新ASM焊线机操作指导书.pdf
文件编号WI-P-016 生效日期2010-01-20 文件名称 ASM焊线机 操作指导书与保养规范 文件版次A/0 页码第 1 页,共 6 页 1目的:规范生产作业,提高生产效率及产品品质. 2范围:焊线站操作人员. 3职责 3.1设备部:制定及修改此作业指导书. 3.2生产部:按照此作业指导书作业. 3.3品质部:监督生产作业是否按作业指导书之要求作业. 4参考文件 《ihawk自动焊线机操作指导书》 《ihawk自动焊线机保养手册》 5作业内容 5.1开机与机台运行 5.1.1打开机台后面气压开关,用手把焊头移动到压板的中心位置,按下机台前面绿色开 关按钮ON键,机台启动,此时机台各部分进行复位动作. 5.1.2机台各部分动作完成后显示器上面显示BQM的校正信息,按Stop看BQM第二点的 校正信息,再按Stop键退出,等待热板升到设定的温度,开机完毕. 5.1.3装支架:将固有晶片的支架按同一方向摆放在料盒中放在进料电梯上,再拿一个 空料盒放在出料电梯上,检查焊接温度是否达到指定要求。核对已烘烤过的材料,检查 产品型号及前段作业情况,核对流程单时,发现有未签名或未记录的材料退回前段,不 得出现记录不全而继续作业情况. 5.1.4装金线,揭开Wire Spool面盖,然后把金线装在滚轮上,线头(绿色)应从顺时 针方向送出,线尾(红色)应接到滚轮前面的接地端子上. 5.1.5把金线绕过Tensional Bar(线盘)下面,把金线的前端拉直并按THREAD WIRE打 开Air TensionerA(真空拉紧器)之吸气把金线穿过去. 5.1.6按Wclamp键打开线夹并用夹子把金线穿过线夹且把金线拉到焊针前下方(先不用 穿过焊针),然后先关闭线夹用镊子拉直金线并将其切断. 5.1.7用镊子在焊针上方把金线夹紧,然后按Wclamp键打开线夹,把金线拉起穿过焊针 孔直至从焊嘴露出来,松开Wclamp把线夹关上再松开镊子. 5.1.8按一下Dmmybd键,然后把焊头移到PCB位置,再按4把金线切断,用镊子将PCB 上的金线夹掉,装线完成.
波峰焊操作规程
I If 编号:SM-ZD-92506 波峰焊操作规程 Through the p rocess agreeme nt to achieve a uni fied action p olicy for differe nt people, so as to coord in ate acti on, reduce bli ndn ess, and make the work orderly. 编制: 审核: 批准: 本文档下载后可任意修改
波峰焊操作规程 简介:该规程资料适用于公司或组织通过合理化地制定计划,达成上下级或不同的人员之间形成统一的行动方针,明确执行目标,工作内容,执行方式,执行进度,从而使整体计划目标统一,行动协调,过程有条不紊。文档可直接下载或修改,使用时请详细阅读内容。 1、焊接前准备检查待焊PCB (该PCB已经过涂敷贴片胶、 SMC/SMD 贴片、胶固化并完成THC插装工序)后附元器件插孔的焊接面以及金手指等部位是否涂好阻焊剂或用耐咼温粘带贴住,以防波峰后插孔被焊料堵塞。如有较大尺寸的槽和孔也应用耐高温粘带贴住,以防波峰焊时焊锡流到PCB的上表面。将助焊剂接到喷雾器的软管上。 2、开炉打开波峰焊机和排风机电源。根据PCB宽度调整波峰焊 机传送带(或夹具)的宽度。 3、设置焊接参数助焊剂流量:根据助焊剂接触PCB底面的情况确 定。使 助焊剂均匀地涂覆到PCB的底面。还可以从PCB上的通孔处观察,应有少量的助焊剂从通孔中向上渗透到通孔顶面的
焊盘上,但不要渗透到组件体上。 预热温度:根据波峰焊机预热区的实际情况设定(PCB 上表面温度一般在90-130 C,大板、厚板、以及贴片元器件 较多的组装板取上限)。 传送带速度:根据不同的波峰焊机和待焊接PCB的情况 设定(一般为0.8-1.92m/min )。 焊锡温度:必须是打上来的实际波峰温度为260 ±5 C 时的表头显示温度。由于温度传感器在锡锅内,因此表头或液 晶显示的温度比波峰的实际温度高 5 - 10 C左右。 测波峰高度:调到超过PCB底面,在PCB厚度的2/3 处。 4、首件焊接并检验(待所有焊接参数达到设定值后进行)把PCB 轻轻地放在传送带(或夹具)上,机器自动进行 喷涂助焊剂、干燥、预热、波峰焊、冷却。在波峰焊出口处接住PCB。按出厂检验标准。 5、根据首件焊接结果调整焊接参数。 6、连续焊接生产方法同首件焊接。 在波峰焊出口处接住PCB,检查后将PCB装入防静电 周转箱送修板后附工序。连续焊接过程中每块印制板都应检查质量,有
KS1488焊线机操作手册
K&S1488焊线机的操作手册 一.功能菜单 1.1参数介绍 1.Tip offset : bond head 在此高度由加速下降转变为匀速下降7 G$ b7 A5 z4 X" T$ r* T9 \3 K 2.Bond velocity : bond head 匀速下降的速度6 x. v: o1 O" q* g/ M1 {5 q1 G3 { 3.Bond time : 打点时USG POWER 作用时间: ~2 J# S! h2 \* Y* a6 \ 4.Bond power : 打点时USG 能量大小 5.Bond force : 打点过程中由Z motor 施加给capillary的力 6.Power profile : USG能量释放形式,例如:方波6 H! ]- M- j9 n# a 7.Ball size : 空气中烧球大小! e" y8 Z; ~' [% t 8.Tail length : 控制线尾长度 9.EFO gap : 打火时capillary 与EFO wand tip之间的垂直距离; @5 v) b I6 W- l' Y 10.Contact threshold : 调整bond head 与工作面接触灵敏度: Z6 ?7 d" k. w! M' @7 F7 a 11.Initial force : USG作用前施加到工作面上的力4 o) q/ a3 x3 C: o) @2 q Force time clocks : 控制Initial force作用的时间 Force RAMP time : Initial force上升时间 12.Ball seat USG bleed : 在Tip位置超声波震动使球处在标capillary正中 https://www.360docs.net/doc/0114219679.html,G I/V select : USG 能量输出方式* \% Z0 X) M H+ \6 c4 d$ ? https://www.360docs.net/doc/0114219679.html,G delay clocks : USG 在接触被侦测到以后延迟作用时间/ \5 l! y# w7 E! m% f 15.Capillary offset : lead 上打点位置补偿}+ ]$ N- y$ q& z https://www.360docs.net/doc/0114219679.html,G bleed : bond head抬起时USG大小 17.RAMP up : bonding过程中能量上升' x: e6 l' T$ h- s7 d! L( m6 b RAMP up : bonding过程中能量下降 Loop height : loop高度调整`% x* e. C0 V' e Delta loop : loop 高度微调7 e3 H+ x2 n# o4 I1 ^$ u 18.Kink height : 控制loop颈部高度7 D9 d* E s7 o) c! t 19.Flat length oop平坦部分长度,仅限于worked trajectory " | ?9 [2 j: c% p 20.Loop factor : 控制放线长度 Loop factor 2 : 控制bond2线的拉紧度 Loop factor3 : Loop平坦部分长度,用于低线弧,会降低速度H1 t. d5 q1 t' p; a% j. f; x Loop factor 4 :线弧成形速度 21.Contact angle : bond2接触角度 22.TOL(ON/OFF) : bond head到达loop最高点行动轨迹 P3 U- R, Y* x4 F7 1.2 菜单介绍; R, W3 p1 W6 p 1. XYZ axis servo calibration : XY gain之差不小于2, 否则要检查电路板; s3 }1 D4 {) r: e g B 2. Inject mode : Normal/Gripper3 ]9 q' z1 z+ D* e Normal模式先感应L/F边沿再抓,适用标准L/F Gripper 模式先将L/F抓过来,再感应L/F边沿抓取,适用短L/F
全自动波峰焊使用说明书
GSD-WD300C无铅波峰焊锡机说明书A1版 目录 一、整机结构简介 (2) 二、主要技术指标 (3) 三、安装调整与试车 (4) 四、操作系统 (7) 五、喷雾系统 (11) 六、预热器 (17) 七、锡炉 (18) 八、操作及安全守则 (22) 九、维护保养 (23) 十、焊接过程部分技术问题及对策 (24) 十一、附录 (26) 一、整机结构简介
GSD-WD300C无铅波峰焊锡机说明书A1版
GSD-WD300C无铅波峰焊锡机说明书A1版 二、主要技术指标 项目规格型号 控制方式电脑+PLC 运输马达1P AC220V,60W 运输速度200-1500mm/min 基板尺寸30-300mm(w) 助焊剂容量6L 预加热区1100mm三段PID独立控制,600w*24PCS室温--250℃锡炉加热 1.2KW*9PCS室温---300℃ 锡炉容量240KG 波峰马达3P AC220V,0.18KW*2PCS 洗爪泵1P AC220V 6W 运输方向L→R (R→L可选) 焊接角度3—6 o 助焊剂气压3—5BAR 电源AC380V 50HZ 6KW/21KW 正常运行功率/总 功率 外形尺寸3300(L)*1200(W)*1650(H) 机身尺寸2700(L)*1200(W)*1650(H) 净重900KG
GSD-WD300C 无铅波峰焊锡机说明书A1版 三、安装调试与试车 3.1机器定位安装 A 、 机器放置在指定地点后,要降下脚杯,并对整机机架打水平,使机器4个角处于水平位置。 B 、用水平尺检查运输导轨及锡炉,使其处于水平位置,升降运输导轨并将导轨角度调到4°,上升锡炉使喷嘴离链爪约10MM 。传送角度的调整:焊锡的角度因线路板的不同设计与焊点的不同要求来进行调节,通常的焊锡角度约4°左右,如因焊点的质量及要求未能达到时,可在4°-6°之间进行任意调节,转动调节角度手轮,通过链轮、链条带动两根垂直丝杆作同步转动、升降。(注意:如调整角度需增大时,必须先将锡炉调低,以免输送爪顶压而受损。) D 、机器接电气 配线要求:3ΦX380V,50HZ(三相五线制),要求容量不小于30KVA ,外壳保护接地,接地电阻≤10Ω,接地线不小于4MM 2,气源不小于2KG 升CM 2。 3.2通电试机:机器上电后检查运输,预热,以及锡炉是否能正常工作。 R S T N 黄绿红黑 T S R N 用户配电箱 设备电源总开关 设备接地
焊线机(AB339)机器操作说明书
焊線機(AB339)機器操作說明書 一.用途:焊線 二.作業步驟: 1.1把L/F放入Lnput Magazine 1.2把Lnput/out Magazine 放至定位 1.3把線和磁咀裝上,並空好線,放電燒好球。 1.4按Lnx送入L/F到定位,並調Index位置 1.5進入 2.TEACH/5.Delete Program(刪除先前的程式)Sure To Delete Program A=Yes stop=No 選擇A Reset Parameter Windows A=Yes Stop=No 選擇 Stop 1.5進入 2.TZACH/ 3.Teach Program /1.Teach Alignment. 1.5.1出現Pair of align point,回答2 表示要對2對PR 1-1對Die 0-1(Lead第1點)之位置點,用滑球對准對點按ENTER 1-2對Die 0-2(Lead第2點)的位置點 1-3對Die 1-1(Die晶片第一點)之位置點,要對第一個Die 1-4對Die 1-2(Die晶片第二點)之位置點,和Die第一點共點 1.6進入Teach Lst PR(PR設定) 0.Load PR Pattern確定PR點及燈光 1.Adjust Lmage變更燈光及明暗度 2.Search Pattern搜尋大小 3.Template圖櫃大小(11,可以用調大小) 4.Change Grade辨識等級(A.B.C.D.E)一般選擇C 5.Change Len 改變鏡頭放大倍數大小(大或小) 6.PR Load/Search Mode Binary GreyLVL PR儲存模式 7.AUTO Setting Disable(Enable)PR 自動設定(關/開)一般選擇Disable 1.6.1進行Die o(Lead)-1調整 可以先改變3.4.5.6(Lead只有Binary選擇)項再進入
机械使用说明书范本
目录 一.设备安全使用须知 (1) 二.机床简介 (3) 三.主要技术参数和连接尺寸 (4) 四.机床的吊运、安装及试车 (5) 五.主要部件结构性能及调整 (5) 六.液压系统 (6) 七.机床的润滑 (6) 八.机床的冷却-排屑系统 (7) 九.机床的调试与维修 (7) 十.易损件清单 (8) 十一.机床的工作环境 (28) 注: 图一.HTC6330b机床地基图 (9) 图二.机床占地面积图 (10) 图三.机床外观图 (11) 图四.机床吊运图 (12) 图五.HTC6330b数控车床加工尺寸及刀具干涉图 (13) 图六.主轴箱结构图 (14) 图七.X轴滑板 (17) 图八.液压卡盘系统 (18) 图九.Z轴丝杠连接图 (19) 图十.主轴连接尺寸 (20) 图十一.卡盘座尺寸图 (22) 图十二.液压原理图 (24) 图十三.导轨润滑装置 (25) 图十四.主轴润滑 (26) 图十五.冷却装置 (27)
HTC6330b 使用说明书一、设备安全使用须知 对于生产企业来讲,没有什么比安全工作更重要的了。为此,在机床使用说明书正文之前,制定本安全说明。 请尊敬的用户,在读正文之前,认真阅读并能领会,那将是我们的共同的幸福。 1.设备的使用 除非之前已受过培训并授权的人员进行特殊维修工作时,否则不得在设备防护罩松动或被取掉的情况下使用该机床。 该机床是为完成一系列具体操作而设计的。在质量保证期内,未经生产厂家授权,不得对设备进行任何形式的改装或用于其它超出机床使用范围的用途。 该机床是自动循环起动的,不得在机床的任何部位(尤其是机床移动部位)放置工具、工件及其它物品。刀具及其它设置一定要在处于夹紧状态时才可使用。 2.人员培训 机床若由人员不恰当的使用将会是很危险的,所以,在机床的安全使用,调整,操作及维修方面对其人员进行充分培训是完全必要的。 3.人员防护服 为了安全起见,应使用并爱护好您的防护服装及用具。在该机床工作事,切勿穿松垮的衣服,应去掉珠宝首饰并将长发挽到后面,戴安全防护眼镜并穿安全工作鞋。 4.防护罩--包括观察窗 在机床工作期间,所有的防护罩始终都应在位并处于牢固安全状态。防护罩上所带的观察窗应始终保持清洁,该观察窗是用特殊安全材料制成的,不得用其它材料替代。全部防护罩的目的在于最大程度减小加工时液体和铁屑飞溅的危险但并不能完全消除。 5.互锁及保护装置 为了保证您的安全,该机床配备了各种安全互锁及保护装置,切勿以任何方式干扰这类装置。紧急情况时,应立即使用紧急停止按扭。 6.安全用电 电是一种危险的物质并可致人于死命。 机床在进行清洁、检查故障、或停机以及进行任何调整之前一定要将主电源置于关闭(OFF)状态,这不会影响计算机存储器的存储功能,因为里面装有后备电池。 当机床突然断电时需重新送电之前,机床转塔刀架务必要先行返回原点位置。 7.液压系统 机床液压系统是在高,中压状态下工作的,其中有些部件即使是在机床停机的情况下也处于压力状态。所以对液压系统及其部件进行修理时一定要小心谨慎。 皮肤长期与液压油接触有可能会导致皮炎及过敏反应,当必需与其接触时,必须陪带整齐的防护用品。 8. 切削液 切削液里很容易滋生大量的细菌,设备上可能由此生成大量的粘液,机油和淤泥,并带有相关的异味因此要经常更换切削液。清除切削液及油污时应配带安全的防护设备和服装。尽量避免接触污油和切削液。9.润滑油 当不可避免地要接触油品时,则应使用维护很好的人体防护设备,护手霜并穿戴防护服。要严格遵守车间卫生纪律,尽快的将油从皮肤上清洗干净。切勿穿戴经油污浸泡过的衣物,且不要在口袋里装有油的碎纸布或手帕。 10.除油剂的使用 皮肤长期与除油剂接触有可能会导致皮炎。所以应避免与任何除油剂不必要的接触,当不可避免地要接触除油剂时,则应使用维护很好的人体防护设备,护手霜并穿戴防护服。要严格遵守车间卫生纪律,尽快的将油从皮肤上清洗干净。 11.压缩空气 2沈阳第一机床厂
波峰焊说明书日东350
1 SUN EAST 无铅电脑波峰焊接系统 Manual for Lead –Free Wave Soldering M/C 用户手册 USER MANUAL(V1.2) 20110503 注意 ☆:承蒙你购买SUNEAST的无铅波峰焊接系统,谨表示衷心的感谢。 ☆:本手册对波峰焊接系统的安装,操作,维护,保养,注意事项加以了详细的说明,☆使用前请熟读本说明书,以便正确使用机器。 ☆:操作错误会引起意外事故,或缩短机器寿命,降低性能。 ☆:请妥善保管本手册,在必要时阅读,并务必将本手册留赠最终用户。
用户手册信息 本手册描述了SUNEAST公司设计制造的无铅波峰焊接系统的安装、操作、维护、保养等内容,以及执行这些操作时应注意的相关事项,在使用机器之前,请仔细阅读本手册并确保理解所有信息,必要时可对照机器进行理解。 本手册包含章节的主要内容介绍如下: 安全注意事项:分类叙述各种无视操作规程可能引起安全后果的警告信息及一般注意信息 第一章:描述产品包含内容及基本注意事项。 第二章:描述波峰焊专业术语、机器规格参数、性能特点等。 第三章:详细介绍安装注意事项及方法。 第四章:介绍机器详细操作规程,包含机器调整,参数设置,手动操作,自动操作等。 第五章:维护保养措施介绍 第六章:故障分析及排除措施的介绍 第七章:附录A:常见焊接问题解决方案建议。 警告: 锡炉内不要使用抗氧化粉或抗氧化剂等化学物质,否则严重影响本设备使用寿命. 一般注意事项: 1:本设备由具有一定资格的人员按照适当步骤使用,并只能按照本手册描述的功能使用。 2:版权所有,事先未经SUNEAST公司书面许可,本手册任何部分都不可以用任何形式或用任何方式(机械的,电子的,照相的,录制的)或其他方式进行复制或传送。 3:对使用这里的资料不负特许责任。 4:SUNEAST公司不断努力改进其高质量的产品,软件会不定期更新,所以本手册中所含有的信息可随时改变而不另行通知。 5:在编写本手册时我们注意了一切我们可能预想到的注意事项,然而SUNEAST对于可能的遗漏不承担责任。
自动焊线机操作规范指导书
自动焊线机操作规范指导书 文件版本: 一、键盘介绍: 1.WIRE FEED(进线)按钮 - 当按下该按钮时,线轴旋转进线。 2.TENSIONER(张紧器)按钮–当按下该按钮可将真空装置设为焊线张紧器 打开或关闭。当真空装置处于焊线张紧器打开时,TENSIONER 指示灯状态是亮起的。 3.AIR GUIDE(导气)按钮–按下该按钮可将气压设为导气打开或关闭。当气 压处于导气打开时,AIR GUIDE(指示灯状态的是亮起的。 4. ESCAPE (退出)按钮–在系统菜单中ESCAPE键是退出当前菜单,出现 对话框,按ESCAPE键-相当于按“取消”键,激活返回功能。 5 .TAB键–在数据输入区之间移动光标。如果对话框包含多页,可以用上/ 下TAB键来翻页。 数字键和字母键 - 用作从模式栏进行选择或者激活对话框中操 作模式的“热键”。数字键也被用来向数据输入区输入操作数据 或者参数值。字母则由字母键输入。可使用零键代替对话框中的 完成或下一步按钮。 6.SHIFT - [SHIFT]+[ESCAPE]从所有菜单树种退出,直接回到模式栏。 [SHIFT]+[MINUS/DECIMAL POINT]按住[SHIFT]同时按住 [Minus/decimal point]键生成减号(-) [SHIFT]+[F#]选择相应的上层功能按钮。 7. ENTER - 在数据输入区输入数据后,按下[ENTER]键将该数据记录到焊
接机存储器中。如果某特定菜单通过方框突出显示,按下[ENTER] 键即选择该项目。 8.MOTOR STOP -(马达停止) 当选定后,将禁用所有伺服电机。该功能不会 切断电路板或者电力供应的电源。焊接机和MHS操作停止。焊接 机进入待机模式,显示待机模式对话框。必须按下该按键的两个 开关,才能激活MOTOR STOP (参见图2-2)。 9.RUN/STOP–(运行/停止) 启用或禁用机器操作。当机器处于自动模式时, 该键的等亮起。在自动模式下,按下该键将启用顺序停止模式。 该键只可在自动和和停止模式下操作。 10.INDEX - (步进) 指示MHS执行一个步进周期。该功能是否有效取决于焊 接机的状态。 11.AUTO INDEX-(自动步进) 指示MHS在焊接每个器件之后步进,仅在自动模 式中有效。 12.鼠标/鼠标键–鼠标的基本功能是在屏幕上移动指针和光标。鼠标分别 有三个键:左键B1、中键B2、右键B3。按下B2,可以控制工 作台X和Y轴方向的移动(定位)。在不同操作界面它们所代 表的功能也有区别。在操作期间,显示器的信息框会指示在当 前的操作界面三个键代表的功能和定义。(如图2-3) 二、屏幕的主要元素及含义:
波峰焊操作指导书
版次:A0 页数:5 波峰焊操作作业指导书 批准审核编制
修订履历 版次修订页次修订内容概要修订日期修订人A0 全部首次发行2013.08.17
1.目的 规范设备使用,保证设备安全运行,确保设备的完好率。 1.适用范围 无铅波峰焊 2.操作程序 作业流程图片详细作业内容备注 3.1开机接通电源,将设备电源旋钮开启,按下电脑电源按钮。 3.2启动系统打开开关以后,机器进入运行状态,系统将自动引导,进入系统控制主窗口。 3.3用户登录点击用户登录,显示“用户管理”,点击登录就可以进入系统控制面板。 3.4调入程式选取在文件中当天生产所需要的程式。同时手动调整轨道宽度,在进板处有一个轨道调宽的手柄,顺时针变宽,逆时针变窄。
4.设备维护保养: 4.1操作员每次操作之前或在操作完成之后都要用无尘布布将工作台面的杂物清理净; 4.2技术员不定时巡察机台运行状态,并做好维修记录; 4.3严格按照本设备保养作业指导书以及保养表执行。 具体保养事项请参照本设备《波峰焊保养作业指导书》与《波峰焊保养记录表》 5.注意事项: 5.1设备维护保养要求有2人或者2人以上进行,一人负责计算机控制,一人负责维护。 5.2当进行设备操作和维护的时候,进行必要的保护,如穿戴安全防护工作服等。 5.3对设备进行维护保养工作的时候应关闭电源和气源。 5.4不要随意取消机器的安全开关或机器本省具有的安全性能。 3.5主控面板 在主控面板中打开运输开关、锡炉开关、喷 雾开关、预热开关、经济运行开关、波峰开 关、风机开关、气阀开关、下层冷却开关、自动加松香开关和洗爪开关。如果需要也可 以打开照明开关。 3.6开始生产 控制面板中锡炉温度升到设定温度以后,锡 膏全部融化,可以开始生产。 3.7定时设置 生产完成以后,如果第二天继续生产则开启 定时器,同时打开自动化锡开关并调整相应 日期的开机时间点击应用保存,退出系统不 关闭电源开关。如果不生产则关闭定时器, 然后退出系统关闭电源开关。 3.8喷嘴清洗 生产完成后,如果第二天连续生产则不需要 清洗助焊剂喷头,连续生产一周清洗一次。 如果不生产需取下喷头用酒精擦拭干净,防止堵塞。但不可泡在酒精中清洗。
ASM自动焊线机培训
自动焊线机培训目录
2、常用按键功能简介: 数字0—9 进行数据组合之输入移动菜单上下左右之光标Wire Feed 金线轮开关Thread Wire 导线管真空开关Shift 上档键Wc Lmp 线夹开关 Shift+Pan Lgt 工作台灯光开关EFO 打火烧球键 Inx 支架输送一单元Shift+IM↑左料盒步进一格Main 直接切至主目录Shift+IM↓左料盒步退一格Shift+IM HM 换左边料盒Shift+OM↑右料盒步进一格Shift+O M↓右料盒步退一格Ed Loop 切换至修改线弧目录Shift+OM HM 换右边料盒Chg Cap 换瓷咀 Shift+Clr Tk 清除轨道Bond 直接进入自动作业画面Dm Bnd 切线Del. 删除键 Stop 退出/停止键Enter 确认键 Shift+Ctct Sr 做瓷咀高度Ld Pgm 调用焊线程序
二、主菜单(MAIN)介绍: 0.SETUP MENU (设定菜单)Array 1.TEACH MENU (编程菜单) 2.AUTO BOND (自动焊线) 3.PARAMETER (参数) 4.WIRE PARAMETER (焊线参数) 5.SHOW STA TISTICS (显示统计资料) 6.WH MENU (工作台菜单) 7.WH UTILITY (工作台程序) 8.UTILITY (程序) 9.DISK UTILITY (磁盘程序) 三、机台的基本调整 1、编程: 当在磁盘程序〈DISK UTILITIES〉中,无法找到所需适用的程序时,就必须重新建立新的程序,在新编程序之前必须将原用程序清除掉(在MAIN————Program——A——STOP),方可建立新程序。新程序设定是在MAIN————Program中进行,其主要步骤如下: ①.设置参考点(对点): MAIN ——TEACH ——program ——1.Teach Alignment ——Enter ——设单晶2个点,双晶3个点
自动电焊机操作说明书
自动电焊机操作说明书 一、安全须知 1、本设备要求操作人员应有熟练的焊接操作技术及一定程度的电工安全知识,所有作业必须接受专业培训后进行。 2、必须熟悉设备的“操作”和“急停”按钮的位置,了解焊机的功能及相关的安全预防措施。 3、操作人员操作前必须认真阅读使用说明书,按程序操作,非操作人员不得擅自开机操作。 4、操作人员必须佩带人体安全预防用品,如安全帽、护目镜、防火衣,安全手套等。 5、不得穿戴宽松衣服操作,不得使用披肩、手镯等物品,以免带来隐患。 6、本机要有标准的安全接地,操作人员应与大地和工件绝缘。 7、保证焊接回路安全可靠。 8、本机焊接时有强光并伴有烟气出现,烟气有害健康,工作场地应有通风,排气设备。 9、焊接地的飞溅会引起火灾,因此工作场地不能有易燃物品。 10、设备运行时不能对设备加注润滑油和维护。 11、定期检查螺栓连接部位,防止松动,悬空部件下面严禁站人。 12、电气柜、焊接电源等带强电部位,通电工作时,不得违规操作和接触,以防止触电。 13、非具有专业资格的人员不得维修和改动本设备。 14、操作和维修时操作人员需要登高时,务必注意安全。登高作业时,必须登梯上下,并应检查及固定好梯子,严禁悬空攀爬跳跃,防止跌下摔伤。 二、操作和使用 1、根据焊接的材质,厚度,选用焊丝及保护气体来确定焊机的程序,在焊机电源上
设定。 2、根据工艺要求,接好混合气体并调整好气体流量。 3、开启空压机开关,使空压机工作。 4、将电器箱上的电源开关合上,电源接通,电源指示灯亮。 5、在操控盒上按对应的按钮,检测龙门架移动,行走台车左右移动,拖板升降、气缸伸缩等,注意限位开关是否正常工作,若发现有任何一路发生卡阻及异常情况,要立即使用急停按钮,切断电源,使所有的接触器都处于断路状态,然后维修,确保人身安全。 6、将操控箱面板上的状态开关至调试位,提升焊枪,跟踪器立柱和拖板至合适位置(以焊枪、跟踪器气缸下放时不碰到焊接工件稍高一些为准),选择好机头移动方向;根据工艺要求,使用速度调节旋钮,调整好机头移动速度,即焊接速度;根据工件位置,选择门架前或后移动,下放焊枪、跟踪器气缸,注意焊枪跟踪器不会碰工件。 7、将开关置焊接状态,焊枪前端焊缝跟踪器探头自动找焊缝,找到最合适的位置时,给出信号,由cpu控制plc发出焊接启动信号,气体保护焊机开始焊接,当焊机开始焊接的同时,横梁小车按照预设置的方向及速度开始行走,当焊接快到结束位置时,跟踪停止,继续自动焊接直到结束位置时,按停止键焊接结束,再逐一停止气保焊机,横梁小车行走电机。 8、断弧保护,在焊接过程中出现断弧(堵丝,缺丝,焊机故障等),控制系统会检测这些不良信息,可以使焊接自动中断由人工排除故障后重新启动。 9、焊机在作各种功能的运行时不得出现抖动,停顿或异常声响,如有应立即停车,检查排除故障。 10、设备使用完毕后,将焊接头移至合适位置,然后切断电影。 三、维护保养及注意事项 1、每台设备必须接地线,以保障安全。 2、当设备发生故障时,应立即切断电源,然后进行检查维修,方可继续使用。 3、定期检查各直线导轨、滑块。涡轮蜗杆减速机,齿轮减速机,齿轮、齿条等传动部件,并加注润滑油或润滑脂。 4、使用前对行走轮轴承,直线导轨滑块,升降及焊接机头移动部件的齿轮、齿条,焊接机头外的手动调节机构部件检查润滑情况。 5、发现传动机构有不正常现象,如振动、异常声响,卡阻等,应立即停止使用,检
数控全自动钢筋桁架焊接生产线使用说明书
1.前言 关于《数控全自动钢筋桁架焊接生产线使用说明书》的说明:1.1《数控全自动钢筋桁架焊接生产线使用说明书》(以下简称《说 明书》)将向用户介绍桁架成型机的基本结构和工作原理, 使用户对桁架成型机有一个基本了解。 1.2《说明书》详细讲述了桁架成型机的操作方法,帮助用户尽 快掌握操作要领和步骤。 1.3《说明书》介绍了桁架成型机的参数、加工工艺等。 1.4《说明书》中包含了必要的安全要求,应仔细阅读。 1.5操作人员在操作之前,请仔细阅读《说明书》,并注意安全 说明和建议。完全理解《说明书》的内容,以确保安全和充 分发挥机器的性能。 1.6不适当的操作可能会导致机器损坏和对操作人员的伤害。 1.7用户必须保证指定的操作人员阅读和完全理解《说明书》的 内容,并且按照《说明书》进行定期维护。 1.8供货范围 1.8.1放线架一套 1.8.2矫直送丝机构一套 1.8.3储料架一套 1.8.4弯曲成型机构一套 1.8.5焊接机构一套
1.8.6底脚折弯机构一套 1.8.7步进牵引机构一套 1.8.8剪切机构一套 1.8.9集料架一套 1.8.10电控柜一组 1.8.11操作台一个 1.8.12工具和配件(工具箱一个,工具包括:钳子1把、12'' 活扳手1把、内六角扳手1套、一字改锥1把、十字改锥1把、黄油枪1把、皮榔头1把等) 1.9服务条款 1.9.1长期负责桁架成型机的技术服务。 1.9.2负责培训操作、维修人员(理论知识和实践操作) 1.9.3提供相关技术改进和指导。
2.概述 数控全自动钢筋桁架焊接生产线是天津市建科机械制造有限公司开发的,用于高速铁路轨枕和建筑用桁架的专用成型设备,该机将放线、矫直、弯曲成型、焊接、折弯等一次完成,具有焊接质量好,速度高,工人劳动强度小,生产效率高的特点。
波峰焊设备操作保养作业指导书_pdf.docx
波峰焊设备操作保养指导书 设备名称波峰焊编号:第1页共5页 1.目的 为波峰焊炉提供一个正确的安全的操作指示。 2.参考文件 波峰焊炉操作手册 3.责任 设备操作人员负责检查机器的运行状态/ 参数的调整 / 保养以及简单维修。 设备技工负责机器的维修与维护。 4.开机前检查 4.1 设备操作员负责检查气压是否为0.25-0.5Mpa(2.5-5kg/cm2), 否则调整为此范围值。 4.2每班设备操作员开机前检查助焊剂液位是否达到箱体1/4 或以上位置,低于 1/4 则加适量的助焊剂 4.3设备操作员开机前必需检查机器状态。 4.4设备操作员每班检查链爪是否正常. 如有坏爪,立即更换检修。 5.开机 5.1 调节传送带宽度与 PCB板或夹具的宽度一致 . 5.2将锡炉温度设定至无铅 260℃± 10℃依次打开,预热、输送、助焊剂、波峰1、波峰 2、冷 却风扇、清洗涮。并将预热温度设定为80- 180℃波峰宽度为 5-7cm链速 1-1.8m/min 5.3检查锡缸里锡浆液位是否在锡炉平面20mm以下 ( 注:大小波峰需在关闭的情况下),如低于20mm以下,则加 锡条使锡液位达到标准。 5.4 在操作界面选项下输入以下主要参数设置并调试 ●预热器 1温度110℃± 30℃ ●预热器 2温度130℃± 30℃ ●预热器 3温度150℃± 30℃ ●锡炉温度无铅 260℃± 10℃ ●传送带速度1-1.8m/min ● 传送带宽度 ●波峰 1高度 ●波峰 2高度 ● 冷却温度 5.5当显示温度达到设定值后,正常生产5pcs板,检查助焊剂的量是否够,预热是否合适。浸锡深度是否在PCB 板的 1/2 ~ 3/4 之间,过炉焊接不良率PPM在 1500之下可继续生产,否则需调整参数达到最佳效果方可生产。 5.6基于设备设计 , 调节设备内部助焊剂流量及压力调节钮, 来控制喷头压力和助焊剂流量大小。 5.7操作员每两小时检查或每次保养后,根据作业指导书检查波峰焊参数,并且将机器参数填写在记录表里。 5.8如果实际参数超出作业指导书所规定的范围, 则通知相关部门处理. 最后由品质部确认方可继续生产。 6.关机 6.1 当机器里所有PCB板输出后、关闭喷雾、预热、波峰1、波峰2、运输.
ASM焊线机操作指导书课件
1目的:规范生产作业,提高生产效率及产品品质. 2范围:焊线站操作人员. 3职责 3.1设备部:制定及修改此作业指导书. 3.2生产部:按照此作业指导书作业. 3.3品质部:监督生产作业是否按作业指导书之要求作业. 4参考文件 《ihawk自动焊线机操作指导书》 《ihawk自动焊线机保养手册》 5作业内容 5.1开机与机台运行 5.1.1打开机台后面气压开关,用手把焊头移动到压板的中心位置,按下机台前面绿色开 关按钮ON键,机台启动,此时机台各部分进行复位动作. 5.1.2机台各部分动作完成后显示器上面显示BQM的校正信息,按Stop看BQM第二点的 校正信息,再按Stop键退出,等待热板升到设定的温度,开机完毕. 5.1.3装支架:将固有晶片的支架按同一方向摆放在料盒中放在进料电梯上,再拿一个 空料盒放在出料电梯上,检查焊接温度是否达到指定要求。核对已烘烤过的材料,检查 产品型号及前段作业情况,核对流程单时,发现有未签名或未记录的材料退回前段,不 得出现记录不全而继续作业情况. 5.1.4装金线,揭开Wire Spool面盖,然后把金线装在滚轮上,线头(绿色)应从顺时 针方向送出,线尾(红色)应接到滚轮前面的接地端子上. 5.1.5把金线绕过Tensional Bar(线盘)下面,把金线的前端拉直并按THREAD WIRE打 开Air TensionerA(真空拉紧器)之吸气把金线穿过去. 5.1.6按Wclamp键打开线夹并用夹子把金线穿过线夹且把金线拉到焊针前下方(先不用 穿过焊针),然后先关闭线夹用镊子拉直金线并将其切断. 5.1.7用镊子在焊针上方把金线夹紧,然后按Wclamp键打开线夹,把金线拉起穿过焊针 孔直至从焊嘴露出来,松开Wclamp把线夹关上再松开镊子. 5.1.8按一下Dmmybd键,然后把焊头移到PCB位置,再按4把金线切断,用镊子将PCB 上的金线夹掉,装线完成.
海克斯康机器操作说明书
NO 操作说明 1.每天开机前,必须先检查供气压力是否达到 要求,如果达到,方可开控制柜。检查气 压时,还需看下过滤器内是否有水和油, 当杯中的油水混合物达到5mn!寸,需手动 将水和油放干净。 1 只需旋开过滤器下的黑色的阀即可 (具体气压要求见右方)。如滤杯中的滤 芯太脏,则需要通知机修更换滤芯。每台 机器的气压表都在机器的右下方。 图片 CMM气压:0.5-0.6 Mpa CMM3 气压:4.0-5.0 bar CMM气压:0.5-0.6 Mpa CMM5 气压:0.4-0.5 Mpa 图(1)
2、测量室的温湿度要求 温度必须在:20士2C 湿度必须在:50 士10%RH 2 图 (2) 如果温湿度没有在上述范围内,请及时 上报主管,并调整空调温度或相应措 施。
3.1开关机顺序 1 2 3 开机时,必须按以下顺序- 3.2关机时,必须按以下顺序一?律关测量程序——?关软件——?关电脑*■关控制柜 图⑶
4、测针的校验注意事项 4.1校验测针前,需将标准球先擦拭干净。 4.2检查测针的测球或测针尖端是否有异物或毛 屑。 4.3如果是有宝石的测针,每天交接或保养时需 确认下红宝石是否有破损或脱落。如有以上几种情况,都将影响测量的值 具体如图(4.5.6)图(4) 图(5) 图⑹
5、工作台面及导轨区域的保养及注意事项。5.1导轨区域不允许放置任何东西,且导轨在 保养时,应用99.7%的酒精进行擦拭,将导轨区域上的油污及铝削清洁干净,待导轨面干燥后,方可运行机器。 5.2工作台面上出来所要用到的夹具和当前要 测的产品外,除了放置操作盒外,其它东西不建议放置在工作台面上,更不允许在一块产品未结束前,下一块要测的产品和夹具就已经放在工作台面上。如图(789.10) 5.3保养机台所用的擦拭布必须是高织纱 纯棉布或无尘布,酒精必须是无水酒精,图⑺图 (8) 图(9) 图
波峰焊机说明书
GSD-WD350R无铅波峰焊锡机说明书A1版 目录 一、整机结构简介 (2) 二、主要技术指标 (3) 三、安装调整与试车 (4) 四、操作系统 (8) 五、喷雾系统 (16) 六、预热器 (21) 七、锡炉 (22) 八、操作顺序及安全守则 (26) 九、维护保养 (28) 十、焊接过程部分技术问题及对策 (29) 十一、附录 (31)
一、整机结构简介
GSD-WD350R无铅波峰焊锡机说明书A1版
GSD-WD350R无铅波峰焊锡机说明书A1版二、主要技术指标
GSD-WD350R无铅波峰焊锡机说明书A1版 三、安装调试与试车 3.1机器定位安装 A、机器放置在指定地点后,要降下脚杯,并对整机机架打水平,使机器4 个角处于水平位置。 B、用水平尺检查运输导轨及锡炉,使其处于水平位置,升降运输导轨并将导轨 角度调到4°,上升锡炉使喷嘴离链爪约10MM。传送角度的调整:焊锡的角度因线路板的不同设计与焊点的不同要求来进行调节,通常的焊锡角度约4°左右,如因焊点的质量及要求未能达到时,可在4°-6°之间进行任意调节,转动调节角度手轮,通过链轮、链条带动两根垂直丝杆作同步转动、升降。(注意:如调整角度需增大时,必须先将锡炉调低,以免输送爪顶压而受损。)
GSD-WD350R无铅波峰焊锡机说明书A1版 3.2通电试机:机器上电后检查运输,预热,以及锡炉是否能正常工作。 3.3化锡:以上工作完成后经全面检查各机构运行正常后,即可做化锡工作。 准备材料:助焊剂,12L 工业酒精10L 焊料,400KG 电炉,3KW, 1个 不锈钢容器,1个 熔锡:将固态料分批投入不锈钢容器内,在电炉上加热至充分熔化后(约250℃),再倒入设备的锡槽中。当焊料液面距锡槽口约8mm时,停止投料。启动设备,将锡炉温度预置为265℃,待锡炉温度到,启动波峰,调整波峰高度,检查波峰是否正常。若锡面偏低,此时可将条状焊料直接投入锡炉中,调整锡面至合适。 注:A、锡槽第一次投料时,严禁将固态钎料直接投入锡炉内进行熔化,
全自动焊机客户焊接说明书
全自动焊机客户焊接说 明书 Revised by Chen Zhen in 2021
全自动焊机 使用说明书 DMCS全自动多轴控制系统 (复杂5轴5联动/复杂4轴4联动焊接专用) 用户手册 感谢您选择本公司的产品! 本手册对DMCS全自动焊接控制系统的使用做了详细的介绍,包括系统特性、部件操作、编程及加工说明等。在使用本控制系统及相关的设备之前,请您详细阅读本手册。这将有助于您更好地使用它。由于软件的不断更新,您所收到的产品在某些方面可能与本手册的陈述有所出入。在此谨表歉意。 目录
1. 概述 DMCS 系列连续轨迹运动控制器是针对需要高速高精度连续轨迹运动场合自主开发 的一类经济型运动控制器。该卡采用高性能DSP 和FPGA 技术,可实现5轴联动或5轴的连续轨迹插补运动,通过路径示教的方式编辑程序文件,下载到控制卡后, 控制卡可自动执行程序文件,完成工件加工。可应用在对精度及速度有较高要求的轮廓 控制设备上,如焊接机、点胶机、雕刻机、雕铣机、切割机、裁剪机、数控机床等。 1.1.控制卡规格
. 教导手柄规格
. 屏幕显示说明 如下图示: 开机画面 加工参数界面 标题栏 用于标识该屏幕的主要内容。在后续表述中,使用标题栏上的文字代表该界面信息, 如加工参数界面即对应加工参数屏幕。 按钮 用于对应键盘上的按钮。如“〈F1〉保存参数”表示在《加工参数》下按示教盒面
板上的〈F1〉键即可保存参数。当下文提示按键“〈切换〉+〈××〉”键时,如“〈切 换〉+〈8〉”则表示先按下〈切换〉键,然后按〈8〉键,使用〈8〉键的第二功能。 输入框 用于输入数字或字符。如果该参数带有单位,则输入框后紧跟该参数的单位。. 组合快捷键一览表
波峰焊操作指导书
波峰焊操作作业指导书
修订履历
1. 目的 规范设备使用,保证设备安全运行,确保设备的完好率1. 适用范围 无铅波峰焊 2. 操作程序
4. 设备维护保养: 4.1操作员每次操作之前或在操作完成之后都要用无尘布布将工作台面的杂物清理净; 4.2技术员不定时巡察机台运行状态,并做好维修记录; 4.3严格按照本设备保养作业指导书以及保养表执行。 具体保养事项请参照本设备《波峰焊保养作业指导书》与《波峰焊保养记录表》 5. 注意事项: 5.1设备维护保养要求有2人或者2人以上进行,一人负责计算机控制,一人负责维护5.2当进行设备操作和维护的时候,进行必要的保护,如穿戴安全防护工作服等。
5.3对设备进行维护保养工作的时候应关闭电源和气源。 5.4不要随意取消机器的安全开关或机器本省具有的安全性能。 5.5注意所有的警示标签同时不要随意移动设备上的警示标签。 5.6在进行接线或者断线工作前应将设备电源关闭。 5.7本机使用高压电源,当设备工作的时候不要用手去触摸机器上带有高压电源的部位,否则会造成严 重的伤害。 5.8波峰焊锡炉隔热材料在正常操作条件下不会暴露在外,只有打开炉膛进行保养的时候才会暴露,此 时应小心避免吸入纤维。 5.9机器运转过程中不要用手触摸运动部件,如链条、齿轮、带轮等。 5.10小心避免触摸发热元件,以免烫伤。 5.11设备遇到问题时候,应立刻按下急停按钮,避免人员伤亡。 6. 相关附件 6.1波峰焊操作说明书 6.2《波峰焊保养作业指导书》 6.3《波峰焊保养记录表》 Whe n you are old and grey and full of sleep, And no ddi ng by the fire, take dow n this book, And slowly read, and dream of the soft look Your eyes had once, and of their shadows deep; How many loved your mome nts of glad grace,