铝合金建筑型材检验报告
铝合金建筑型材检验报告
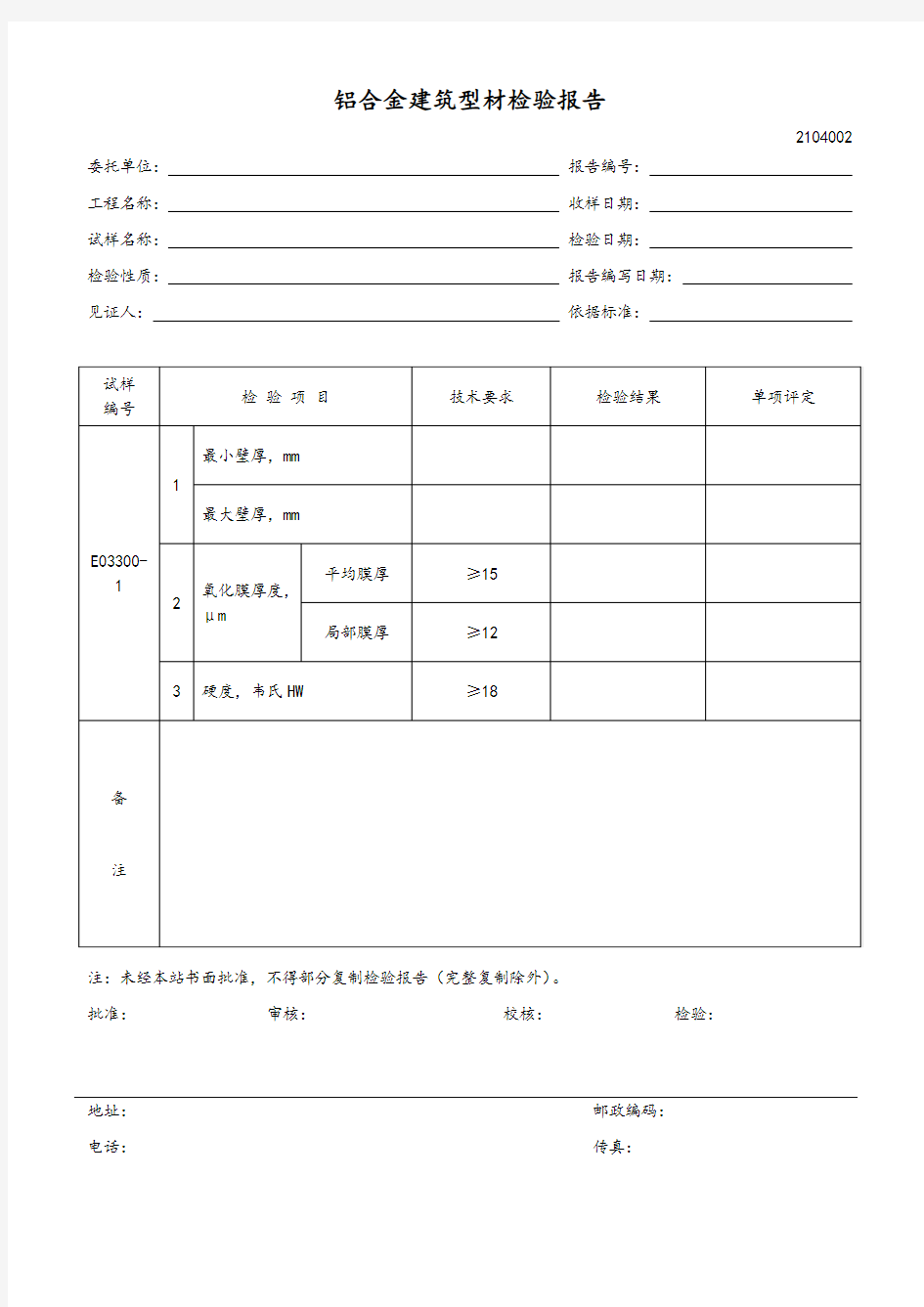
2104002 委托单位:报告编号:
工程名称:收样日期:
试样名称:检验日期:
检验性质:报告编写日期:
见证人:依据标准:
注:未经本站书面批准,不得部分复制检验报告(完整复制除外)。
批准:审核:校核:检验:
地址:邮政编码:
电话:传真:
铝合金建筑型材第1部分基材
中华人民共和国国家标准 GB5237.1-2004 代替GB/T 5237.1-2000 铝合金建筑型材 第1部分:基材 Wrought aluminium alloy extruded profiles for architecture —Part 1:Untreated profiles 2004-11-01发布2005-03-01实施 发布单位: 中华人民共和国国家质量监督检验检疫总局 中国国家标准化管理委员会 前言 本部分第5.3条、第5.4.1.5条、第5.5条是强制性的,表2、表3、表4、表10的部分内容是强制性的,其余条款是推荐性的。 GB 5237《铝合金建筑型材》分为六部分: ——第1部分:基材 ——第2部分:阳极氧化、着色型材 ——第3部分:电泳涂漆型材 ——第4部分:粉末喷涂型材 ——第5部分:氟碳漆喷涂型材 ——第6部分:隔热型材 本部分为GB 5237的第l部分。本部分规定的产品不能直接用于建筑物。本部分主要作为GB 5237.2、GB 5237.3、GB 5237.4、GB 5237.5的基材标准。 本部分是对GB/T 5237.1—2000的修订,本次修订将标准性质由推荐性标准修改为条款强制性标准,并将5.4.1.5条修改为“门、窗型材最小公称壁厚应不小于1.20 mm,外门、外窗用铝合金型材最小实测壁厚应分别符合GB/T 8478、GB/T 8479的规定。幕墙用铝合金型材最小实测壁厚应符合有关工程建设国家标准或行业标准的规定。” 本部分的附录A是规范性附录。 本部分自实施之日起,代替GB/T 5237.1—2000。 本部分由中国有色金属工业协会提出。 本部分由全国有色金属标准化技术委员会归口。 本部分主要起草单位:东北轻合金有限责任公司、中国有色金属工业华南产品质量监督检验中心、广东兴发集团有限公司、广东坚美铝型材厂有限公司,佛山金兰铝厂有限公司。 本部分主要起草人:左宏卿、吕新宇、陈世昌、陈洪再、王来定、卢继延、张贵斌、王举荣、张中兴。
铝合金建筑型材表面处理工艺特点
铝合金建筑型材表面处理工艺特点 铝合金建筑型材可分为:氧化型材、电泳型材、粉未喷涂型材、氟碳漆喷涂型材等,其加工工艺技术说明如下: 氧化型材 ●氧化是把基材作为阳极,置于电解液中进行电解,在基材表面形成一层具有保护性的氧化膜。 ●氧化工艺流程:基材→装挂→脱脂→水洗→碱蚀→水洗→中和→水洗→阳极氧化→水洗→电解着色→水洗→封孔→水洗→烘干→卸料→检验→包装→入库 ●氧化铝材主要特点: 1、具有很强的耐磨性、耐候、耐蚀性。 2、可以在基材表面形成多种色彩,最大限度的适合您的要求。 3、硬度强,适合各种建筑、工业料的制作 ●氧化产品有: 氧化平光白料、氧化着色料、氧化磨砂白料、氧化磨砂着色料。 ●阳极氧化膜的性能 ●膜厚 经硝酸预浸的磷铬酸试验,其质量损失值不应大于30mg/dm2 颜色、色差: 颜色应与供需双方商定的色板基本一致,或处在供需双方设定的上、下限色标所限定的颜色范围之内。若需方要求采用仪器法测定颜色,允许色差值应由供需双方商定。 其它性能有:耐盐雾腐蚀性能、耐磨性、耐候性等。
电泳型材 ●电泳是把氧化铝材为阳极,置于水溶性的乳胶液中,通以直流电,在铝材氧化膜的表面沉积成涂漆膜。涂装后对漆膜要进行烘烤固化,形成一层坚而硬的漆膜。对铝材形成一种保护,其附着性、均匀性、耐候性使铝材色泽更光洁、均匀,并使铝材达到耐酸、耐碱。 ●在建筑施工中表现出极好的耐水泥沙浆性,在沿海地区及空气环境较差的地区使用更显其耐酸、耐碱和良好的耐候效果。 ●电泳工艺流程:基材→装挂→脱脂→水洗→碱蚀→水洗→中和→水洗→阳极氧化→水洗→电解着色→水洗→热水洗→电泳→水洗→烘烤→卸料→检验→包装→入库●电泳产品: 电光白、电光香槟1#、电光香槟2#、电光浅古桐、电光黑珍珠、电砂白、电砂仿钢、电砂香槟。 电泳铝材特点: 1、色彩丰富,对喷涂而言,绝不会出现边角、凹面的露底现象。 2、具有很强的漆膜硬度、抗冲击力强。 3、具有很高的漆膜附着力,不易脱落老化。 4、比氧化铝材有更强的耐磨性、耐候性、耐碱性。 ●阳极氧化复合膜膜厚级别、漆膜类型、典型用途
浅谈铝合金建筑型材标准及检验要求
浅谈铝合金建筑型材标准及检验要求 我国铝合金建筑型材产品生产实行许可证制度,执行标准也由推荐性标准改为条款强制性标准,标准中规定了基材(化学成分、力学性能、外观质量及外形尺寸)、阳极氧化和着色型材、电泳涂漆型材、粉末喷涂型材、氟碳漆喷涂型材、隔热型材等检测项目及技术要求。本文就从铝合金建筑型材外观质量、尺寸、化学成分、力学性能就标准及检验对GB5237-2004的一些理解。 外观质量: 表面质量分为允许缺陷和不允许缺陷。不允许的缺陷指裂纹、起皮、腐蚀和气泡。型材表面上允许有不超过一定深度的轻微的压坑、碰伤、擦伤存在,允许有不超过一定深度的由模具造成的纵向挤压痕存在。允许的轻微缺陷是指在距样品至少3米处,用正常视力目视时看不见的缺陷。虽然轻微缺陷和纵向挤压痕规定了定量深度,但目前还没有统一的检测方法,只能靠检验人员的经验和判断来进行测定,总的一条原则是:“不允许有影响使用的有害缺陷存在。”这也是通常国际标准和发达国家标准对表面质量的一般最低要求。至于什么样的缺陷不属于“影响使用的有害缺陷”,一般理解就是由用户认可允许存在的缺陷,这应由供需双方以协议方式确认。但双方有争议时检验人员的经验和判断是非常重要的。 外形尺寸 铝合金建筑型材作为建筑铝合金门窗主要原材料,它的尺寸精度是非常重要的指标之一,它直接影响到铝合金门窗的尺寸精度和安装质量。铝型材外形尺寸包括的内容有:横截面尺寸、型材的角度、型材的平面间隙、型材的曲面间隙、型材的弯曲度、型材的扭拧度、圆角半径、型材的长度、型材端头的切斜度、型材端头允许变形度等10项。在这10项当中,以横截面尺寸、型材的平面间隙、型材的弯曲度、型材的扭拧度等4项最为重要,应该是必检项目。其主要测量工具有:相应精度的卡尺、千分尺、R规、塞尺、钢卷尺等。 化学成分 铝合金建筑型材使用的主要是6063铝合金,这是一种强度较高、综合性能适宜、热加工后表面光洁,易于氧化着色的Al-Mg-Si系热处理可强化合金。6063合金的良好性能主要是由其化学成分决定的。按照GB/T3190-1996《变形铝及铝合金化学成分》,6063化学成分包括Al、Si、Fe、Cu、Mn、Mg、Cr、Zn、Ti等 9
铝合金建筑型材用粉末涂料
YS/T ××××-200× 铝合金建筑型材用粉末涂料 Powder for architectural aluminum alloy 200×-××-××发布200×-××-××实施 发布
前言 本标准是根据我国铝合金建筑行业用粉末涂料生产和使用的实际情况,将质量要求分为粉末性能要求和喷涂固化后的涂层性能要求,其中粉末性能是根据国内外粉末涂料生产企业的质量控制要求和ISO 8130、ASTM D3451-01:standard guide for testing coating powders and powder coatings(粉末涂料检测标准指南)以及国内的一些粉末涂料的标准如GB 6554—86 《电气绝缘涂敷粉末试验法》等制订的,而涂层性能要求是参照GB 5237.4-2004《铝合金建筑型材第4部分粉末喷涂型材》、QUALICOAT-2003《关于建筑用铝型材涂层的技术规范》和美国建筑制造业协会AAMA 2604、2605-2005《推荐性规范,铝挤压型材及板材上高性能有机涂层的性能要求及检验程序》制订的。 本标准由全国有色金属标准化技术委员会提出。 本标准由全国有色金属标准化技术委员会归口并负责解释。 本标准主要起草单位:北京圣联达金属粉末有限公司。 本标准主要起草人: YS/T ××××-200×
铝合金建筑型材用粉末涂料 1 范围 本标准规定了铝合金建筑型材用粉末涂料的要求、试验方法、检验规则及标志、包装、运输、贮存。 本标准适用于铝合金建筑型材以聚酯/TGIC、聚氨酯、聚酯/羟烷基酰胺等合成树脂为主要成膜物,并加入颜料、填料、助剂等制成的热固性室外用粉末涂料。 2 规范性引用文件 下列文件中的条款通过本标准的引用而成为本标准的条款。凡是注日期的引用文件,其随后所有的修改单(不包括勘误的内容)或修订版均不适用于本标准,然而,鼓励根据本标准达成协议的各方研究是否可使用这些文件的最新版本。凡是不注日期的引用文件,其最新版本适用于本标准。 GB/T 178 水泥强度试验用标准沙 JC/T 480 建筑生石灰粉 GB 1250 极限数值的表示方法和判断方法 GB/T 1732-1993 漆膜耐冲击测定法 GB/T 1740-1979 漆膜耐湿热性测定法 GB/T 1766 – 1995 色漆和清漆涂层老化的评级方法 GB 1768—93 漆膜耐磨性测定法 GB/T 1865—1997 色漆和清漆人工气候老化和人工辐射暴露(滤过的氙弧辐射) GB/T 4472 – 1984 化工产品密度、相对密度测定通则 GB/T 6461—2002 金属基体上金属和其他无机覆盖层经腐蚀试验后的试验和试件的等级 GB/T 6682-1992 分析实验室用水规格和试验方法 GB/T 6739-1992 漆膜硬度铅笔测定法 GB/T 6742-1986 漆膜弯曲试验(圆柱轴) GB 7531-87 有机化工产品灰分的测定 GB/T 9275-1988 色漆和清漆巴克霍尔兹压痕试验 GB/T 9286-1998 色漆和清漆漆膜的划格试验 GB/T 9750 涂料产品包装标志 GB/T 9753-1988 色漆和清漆杯突试验 GB/T 9754-1988 色漆和清漆不含金属颜料的色漆漆膜之20°、60°和85°镜面光泽的测定GB 9758–88 色漆和清漆可溶性金属含量的测定 GB/T 9761-1988 色漆和清漆色漆的目视比色 GB/T 10125—1997人造气氛腐蚀试验盐雾试验 GB/T 11186.2–1989 漆膜颜色的测量方法第二部分颜色测定 GB/T 11186.3–1989 漆膜颜色的测量方法第三部分色差计算 GB/T 13452.2–1994 色漆和清漆漆膜厚度的测定 GB/T 13491 涂料产品包装通则 GB/T 16585-1996 硫化橡胶人工气候老化(荧光紫外灯)试验方法 GB/T 16995–1997 热固性粉末涂料在给定温度下胶化时间的测定 GB/T 19071.1–2003 粒度分析激光衍射法
铝合金建筑型材学习资料
铝合金建筑型材基本理论 分类及现行的国家标准: 1、基材(GB5237.1-2008) 2、阳极氧化型材(GB5237.2-2008) 3、电泳涂漆型材(GB5237.3-2008) 4、粉末喷涂型材(GB5237.4-2008) 5、氟碳喷涂型材(GB5237.5-2008) 6、隔热型材(GB5237.6-2004) 基材 表面未经处理的热挤压型材。(极易被腐蚀不直接用于门窗制做)一、化学成分:6063-T5态 硅:0.40±0.02 镁:0.55±0.02 铁:小于0.35 二、成型度(关系到门窗的制作及使用) 尺寸偏差、角度、平面间隙、曲面间隙、弯曲度、扭拧度、长度(定尺6米的+15mm.不定尺+20mm) 三、力学性能(型材的硬度、强度) 抗拉强度≥160N/mm2 规定非比例延伸强度≥110N/mm2
韦长硬度≥8HW 四、外观质量 不能有裂纹、起皮、腐蚀、气泡 五、容易出现的问题及原因 1、成型度(模具原因、挤压原因) 2、表面擦花(冷床传送带、铝屑、野蛮操作) 3、压伤(时效前不合理装框) 基材是产品质量的基础、没有好的基材后工序就做不出好的产品! 阳极氧化型材 表面经阳极氧化、电解着色或有机着色的型材 一、国标:局部氧化膜大于8μm,平均膜厚不于10μm。 非标:氧化膜5μm以下(不达标产品) 二、氧化膜级别 三、氧化膜封孔质量 1、生产现场检验用纯蓝墨水法,擦拭后不能有明显的墨迹。 2、化验室用硝酸预浸的磷铬酸失重法。损失重量≤30㎎/dm2。 四、颜色和色差 阳极氧化电解着色料。(由供需双方制定上下限样板,依样板验
收) 五、外观质量 不允许有电灼伤、氧化膜脱落等影响使用的缺陷。距型材端头80mm内允许局部无膜。 六、耐盐雾腐蚀性能、耐候性(加速耐侯性、自然耐候性)、耐磨性每年做一次定期检验。 七、优点 1、价格 2、防腐蚀性能好,使用年限较长 八、容易出现的问题及原因 1、贴膜后起花(封孔质量不达标、下排后带水包装、运输途中淋雨后暴晒) 2、贴膜后粘胶(封孔质量不达标、保护膜粘性过大) 3、料身明显发白,用水擦去水干后还会出现(烧料) 4、料身表面有白色粉末物,可擦掉,不影响使用(封孔时间过长、封孔槽氟离子超标) 5、流痕(抛光后滴干时间过长、酸腐蚀) 电泳涂漆型材 经阳极氧化和电泳涂漆复合处理的型材 一、复合级别
铝型材标准gb5237-2004
铝及铝合金检验标准 1、目的 发现、控制不合格品,采取相应措施处置,以防不合格品误用。 2、范围 适用于外协制品、成品及顾客退货各过程中涉及到的工序名称。 3、定义(无) 4、职责 4.1 品质部负责不合格的发现,记录标识及隔离,组织处理不合格品。 4.2 制造部参与不合格品的处理。 4.3 供应部负责进料中不合格品与供应商的联络。 4.4 管理者代表负责不合格品处理的批准。 5.氧化类型: B3-002 胚料 B3-003 黑色阳极氧化 B3-004 银白阳极氧化 B3-005 雾银阳极氧化 B3-006 磨砂阳极氧化 B3-007 古铜阳极氧化 B3-008 金黄色阳极氧化 B3-009 香槟色阳极氧化 B3-010 光亮阳极氧化 B3-011 黑色化学氧化 B3-012 银白化学氧化 B3-013 雾银化学氧化 B3-014 磨砂化学氧化 B3-015 古铜化学氧化 B3-016 金黄色化学氧化 B3-017 香槟色化学氧化 B3-018 光亮化学氧化 5、检验 5.1抽检标准 检验员按照按照《GB/T 2828。1-2003/ISO 259-1:1999 计数抽样检验程序第一部分》对来料进行抽检。抽检水平一般为Ⅱ级,AQL=1.5。检验合格,真写检验记录并在验收单上签字;检验不合格,填写《填写检验不合格通知单》,交主管进行判定。 5.2检验内容: 5.2.1检验来料包装是否符合要求。出厂标识是否清楚、完整。 5.2.2 对照验收单检验来料的材料、型号、代码是否符合要求。 5.2.4表面外观检验:表面如要求拉丝则要求纹路粗细均匀,表面清洁,不得有明显的划痕、磕碰伤、斑点及污疵等缺陷;要求膜层均匀、连续、完整,不允许有膜层疏松;表面不得有挂灰; 表面不允许有由于
附录BGB5237.3《铝合金建筑型材第3部分电泳涂漆型材》
附录B GB 5237.3《铝合金建筑型材第3部分电泳涂漆型材》 试验研究大纲 1 试验目的 本次试验的目的是为了研究阳极氧化复合膜各项性能,为GB 5237.3性能项目的确定以及性能指标的确定提供试验依据。 2 主要试验研究内容 2.1 耐碱性试验 试验前用酒精轻轻擦掉试样表面的污物,在有效面上,用凡士林或石蜡把内径为32mm,高为30mm的玻璃(或合成树脂)环固定,并密封其外周,试验温度为20℃±2℃。 试验时使试样保持水平,把5g/L氢氧化钠水溶液注入到环高1/2处,用玻璃板或合成树脂板盖住。达到规定的时间(试验时间可分别为:16h、24h、32h、48h、56h、72h)后,拿掉玻璃环,用水轻轻洗净,在室内放置1h后,在试样上画一个与环同心,直径为30 mm 的圆。用10 ~ 15倍放大镜观察圆内腐蚀情况,按GB/T 6461的规定评定保护等级,不同总缺陷面积的百分比相对应的等级见表1中相应的规定。 氢氧化钠溶液应用GB/T 629规定的氢氧化钠和GB/T 6682规定的三级水配置。 2.2 耐腐蚀性试验 2.2.1 耐膜下腐蚀的乙酸盐雾(AASS)试验和中性盐雾(NSS)试验 在试样上沿对角线划两条深至金属基体的交叉线,线段不贯穿试样对角,线段各端点与相应对角成等距离,然后按GB/T 10125进行试验,试验结束后,检查膜下单边渗透的程度。推荐试验周期为48h,72h,96h,144h,168h,240h,720h,1000h。 2.2.2 耐膜下腐蚀的铜加速乙酸盐雾(CASS)试验 在试样上沿对角线划两条深至阳极氧化膜的交叉线,线段不贯穿试样对角,线段各端点与相应对角成等距离,然后按GB/T 10125进行48h的试验,试验结束后,检查膜下单边渗透的程度。 2.3 耐磨性试验 2.3.1 落砂试验 落砂试验按GB 5237.2-2004中附录A规定的方法进行测定。用磨穿膜所需磨料质量评定耐磨性。 2.3.2 喷磨试验 喷磨试验按GB12967.1规定的方法进行测定,按照磨穿复合膜所需的磨料质量评定耐磨性。 2.4 UV+AASS试验 首先按GB/T 1865中方法1的规定进行氙弧辐射老化试验,黑标准温度65℃±2℃,连续照射300 h、500h或1000h。 氙弧辐射老化试验结束后,再在试样上沿对角线划两条深至金属基体的交叉线,线段
铝合金建筑型材GBT质量标准
铝合金建筑型材(GBT-)-质量标准
————————————————————————————————作者:————————————————————————————————日期: ?
中华人民共和国国家标准 (GB/T5237-2004) 铝合金建筑型材 2004-11-01发布2005-03-01实施 前言 GB/T 5237《铝合金建筑型材》分为六部分: ——第1部分:基材 ——第2部分:阳极氧化、着色型材 ——第3部分:电泳涂漆型材 ——第4部分:粉末喷涂型材 ——第5部分:氟碳漆喷涂型材 ——第6部分:隔热型材 第1部分:基材 1 范围 本部分规定了未经表面处理的铝合金建筑型材的合同内容、要求、试验方法、检验规则及包装、标志、运输、贮存。 本部分适用于建筑行业用6061、6063和6063A铝合金热挤压型材。 用途相同的热挤压管或其他行业用的热挤压型材也可参照采用本部分。 2 规范性引用文件 下列文件中的条款通过本部分的引用而成为本部分的条款。凡是注日期的引用文件,其随后所有的修改单(不包括勘误的内容)或修订版均不适用本部分,然而,鼓励根据本部分达成协议的各方面研究是否可使用这些文件的最新版本。凡是不注日期的引用文件,其最新版本适用于本部分。 GB/T 228 金属材料室温拉伸试验方法 GB/T 3190 变形铝及铝合金化学成分 GB/T 3199 铝及铝合金加工产品包装、标志、运输、贮存 GB/T 4330 金属维氏硬度试验 GB/T 6987(所有部分) 铝及铝合金化学分析方法 GB/T8478铝合金门 GB/T 8479铝合金窗 GB/T 16865变形铝、镁及其合金加工制品拉伸试验用试样
JGT 1752005建筑用隔热铝合金型材 穿条式
建筑用隔热铝合金型材穿条式 1.范围 本标准规定了隔热铝合金型材的定义、分类、要求、试验方法、检验规则和标志、包装、运输、贮存。 本标准适用于以穿条滚压方式加工的建筑隔热铝合金型材(简称隔热型材)。适用于制作建筑门窗、幕墙等。 2.规范性引用文件 下列文件中的条款通过本标准的引用而成为本标准的条款。凡是注日期的引用文件,其随后所有的修改单(不包括勘误的内容)或修订版均不适用于本标准,然而,鼓励根据本标准达成协议的各方研究是否使用这些文件的最新版本。凡是不注日期的引用文件,其最新版本适用于本标准。 GB/T 3199 铝及铝合金加工产品包装、标志、运输、贮存 GB 5237 铝合金建筑型材 JG/T 174建筑用硬质塑料隔热条 3.术语和定义、符号 3.1 术语和定义 下列术语和定义适用于本标准。 lnsulating aluminum alloy profile with thermal barrier strip 由建筑铝合金型材和建筑用硬质塑料隔热条(简称隔热条)通过滚齿、穿条、滚压等工序进行结构连接而形成有隔热功能的复合型材。 assembly elasticity constant 表征建筑铝合金型材和建筑用硬质塑料隔热条结合后的弹性特性值。 3.1.3 有效惯性矩(I ef) effective moment of inertia 表征隔热铝合金型材的惯性矩。 3.1.4 横向抗拉强度 transverse tensile strength 在隔热型材横截面方向施加在铝合金型材上的单位长度的横向拉力。 3.1.5 抗剪强度 shear strength 在垂直隔热型材横截面方向施加的单位长度的纵向剪切力。 3.2符号 符号见表1规定。 表1 符号
铝合金建筑型材GBT:质量标准
铝合金建筑型材G B T: 质量标准 Revised at 2 pm on December 25, 2020.
中华人民共和国国家标准 (GB/T5237-2004) 铝合金建筑型材 2004-11-01发布 2005-03-01实施 前言 GB/T 5237《铝合金建筑型材》分为六部分: ——第1部分:基材 ——第2部分:阳极氧化、着色型材 ——第3部分:电泳涂漆型材 ——第4部分:粉末喷涂型材 ——第5部分:氟碳漆喷涂型材 ——第6部分:隔热型材 第1部分:基材 1 范围 本部分规定了未经表面处理的铝合金建筑型材的合同内容、要求、试验方法、检验规则及包装、标志、运输、贮存。 本部分适用于建筑行业用6061、6063和6063A铝合金热挤压型材。 用途相同的热挤压管或其他行业用的热挤压型材也可参照采用本部分。 2 规范性引用文件 下列文件中的条款通过本部分的引用而成为本部分的条款。凡是注日期的引用文件,其随后所有的修改单(不包括勘误的内容)或修订版均不适用本部分,然而,鼓励
根据本部分达成协议的各方面研究是否可使用这些文件的最新版本。凡是不注日期的引用文件,其最新版本适用于本部分。 GB/T 228 金属材料室温拉伸试验方法 GB/T 3190 变形铝及铝合金化学成分 GB/T 3199 铝及铝合金加工产品包装、标志、运输、贮存 GB/T 4330 金属维氏硬度试验 GB/T 6987(所有部分) 铝及铝合金化学分析方法 GB/T 8478 铝合金门 GB/T 8479 铝合金窗 GB/T 16865 变形铝、镁及其合金加工制品拉伸试验用试样 GB/T 17432 变形铝及铝合金化学成分分析取样方法 YS/T 67 LD30、LD31铝合金挤压用圆铸锭 YS/T 420 铝合金韦氏硬度试验方法 YS/T 436 铝合金建筑型材图样图册 3 定义 3.1 基材 untreated profiles 基材是指表面未经处理的铝合金建筑型材。 3.2 装饰面 exposed surfaces
铝合金建筑型材第4部分粉末喷涂型材
GB5237.4-200X《铝合金建筑型材第4部分:粉末喷涂型材》修订 编制说明 1.前言 近年来,随着我国建设步伐的加快,铝合金建筑型材市场有了长足的发展。目前,我国铝合金建筑型材年产量达200多万吨,已成为世界上铝合金建筑型材生产第一大国。为了规范市场,保证铝合金建筑型材的产品质量,由全国有色金属标准化技术委员会提出,对GB5237.4-2004《铝合金建筑型材第4部分:粉末喷涂型材》进行修订。本次修订主要是在GB5237.4-2004《铝合金建筑型材第4部分:粉末喷涂型材》的基础上,参照欧洲Qualicoat 第10版《建筑用铝型材表面色漆、清漆和粉末涂层的质量控制规范》、美国建筑制造业协会AAMA2603-02《铝型材、板材,有色有机聚合物涂层的性能要求与试验方法》、AAMA2604-02《铝型材、板材高性能有机聚合物涂层的性能要求与试验方法》、AAMA2605-02《铝型材、板材超高性能有机聚合物涂层的性能要求与试验方法》、英国BS6496《建筑外部件用铝表面有机粉末涂层》等标准制订。 2.编制过程 根据2005年度全国有色金属标准化年会确定的标准制修订计划与任务,我司作为第一起草人,承担GB5237.4-2004《铝合金建筑型材第4部分:粉末喷涂型材》的修订任务。 为了更好的完成本标准的修订工作,年会后,我司专门成立了国标修订编写小组。编写小组于2005年11月份起多次召开国标专门会议,首先就标准修订初稿的起草工作进行安排,然后对标准初稿的内容进行了认真细致的审查、讨论与修订,从而形成了本标准的征求意见稿。 3.编制说明 随着砂纹粉、氟碳粉的出现,考虑到粉末涂层的进步,本标准将涂层性能分为A、B两个等级。其中A级代表高性能涂层,B级代表普通性能涂层。 3.1牌号、状态、规格和涂层种类 本标准参照GB5237.1-2004制订,但指明了是“基材”的牌号、状态、规格,比GB5237.4-2004更具体、完整。涂层种类改为“有机聚合物粉末涂层”,因为目前市场上所提供的已不仅仅是“热固性饱和聚酯粉”,因此,本标准的提法比GB5237.4-2004更全面、更具有代表性。 3.2基材质量 基材质量参照GB5237.4-2004制订,但在GB5237.4-2004的基础之上增加了一句“基材表面应无腐蚀、无阳极氧化膜或有机物涂层及其它污染物”,比GB5237.4-2004的要求严格。 3.3 预处理 预处理指标采用GB5237.4-2004的指标。由于铬化或磷铬化对环境有影响,因此本标准增加一句“在保证涂层质量的前提下,预处理应优先采用无铬化处理”,这是未来技术的发展方向,目前工艺尚不成熟,不能够给出无铬化转化膜的技术指标。 3.4 喷粉型材的化学成分,室温力学性能、尺寸允许偏差 本标准完全引用GB5237.1的内容,因为GB5237. 1是GB5237系列标准中独立的专门规定型材基材化学成分、室温力学性能、尺寸允许偏差的一个部分标准。 3.5 涂层厚度 3.5.1 最小局部膜厚 主要参照英国标准BS6496的规定制订,与GB5237.4-2004的指标一致。 3.5.2 最大局部膜厚 欧洲标准Qualicoat和美国标准AAMA都没有规定,GB5237.4-2004和英国标准BS6496
铝合金建筑型材尺寸标准
铝合金建筑型材标准及产品检验 我国铝合金建筑型材生产实行许可证制度,执行的标准已由推荐性标准转化为强制性标准GB5237.1~6-2008《铝合金建筑型材》。标准中规定了型材外形尺寸、化学成分、室温力学性能、表面质量、阳极氧化和电解着色质量,封孔质量、膜厚、耐磨性以及耐蚀性等检测项目和技术要求。 1.表面质量 表面质量分为允许缺陷和不允许缺陷。不允许的缺陷指裂纹、起皮、腐蚀和气泡。型材表面上允许有不超过一定深度的轻微的压坑、碰伤、擦伤和划伤存在,允许有不超过一定深度的由模具造成的纵向挤压痕存在。允许的轻微缺陷是指在距样品至少3米处,用正常视力目视时看不见的缺陷。虽然轻微缺陷和纵向挤压痕规定了定量深度,但目前还没有统一的检测方法,只能靠检验人员的经验和判断来进行测定,总的一条原则是:“不允许有影响使用的有害缺陷存在。”这也是通常国际标准和发达国家标准对表面质量的一般最低要求。至于什么样的缺陷不属于“影响使用的有害缺陷”,一般理解就是由用户认可允许存在的缺陷,这应由供需双方以协议方式确认。但双方有争议时检验人员的经验和判断是非常重要的。 2.外形尺寸 铝合金建筑型材作为建筑铝合金门窗主要原材料,它的尺寸精度是非常重要的指标之一,它直接影响到铝合金门窗的尺寸精度和安装质量。铝型材外形尺寸包括的内容有:横截面尺寸、型材的角度、型材的平面间隙、型材的曲面间隙、型材的弯曲度、型材的扭拧度、圆角半径、型材的长度、型材端头的切斜度、型材端头允许变形度等10项。在这10项当中,以横截面尺寸、型材的平面间隙、型材的弯曲度、型材的扭拧度等4项最为重要,应该是必检项目。
横截面尺寸,如图 A—翅壁壁厚; B—封闭空腔周壁壁厚; C—两个封闭空腔间的隔断壁厚; H—非壁厚尺寸; E—对开口部位的H尺寸偏差有重要影响的基准尺寸。 1、除压条、压盖、扣板等需要弹性装配的型材之外,型材最小公称壁厚应不小于1.⒛ mm。 2、型材壁厚偏差应符合表1的规定。 3、壁厚偏差等级由供需双方商定,但有装配关系的型材壁厚偏差,应选择表1的高精级或超高精级。 4、壁厚偏差选择高精级或超高精级时,其允许偏差值应在型材图样中注明,图样中不注明允许偏差值,但可以直接测量的壁厚,其偏差按普通级执行。 5、壁厚公称尺寸及允许偏差相同的各个面的壁厚差应不大于相应的壁厚公差之半。
铝合金建筑型材专用辅助材料
ICS 91.100.60 H 30 铝合金建筑型材用辅助材料 第1部分:聚酰胺隔热条 Accessorial material for architectural aluminum alloy profiles Part 1:Thermal barrier strip of polyamide (草案) 中 华人民共和国国家标准 GB/T 23615.1—201X 代替GB/T 23615.1-2009 中华人民共和国国家质量监督检验检疫总局中 国 国 家 标 准 化 管 理 委 员 会发 布 201X-XX-XX 发布 201X-XX-XX 实施
前言 GB/T 23615-201X《铝合金建筑型材用辅助材料》分为两个部分: ——第1部分:聚酰胺隔热条 ——第2部分:隔热胶 本部分为GB/T 23615的第1部分。 本部分代替GB/T 23615.1-2009《铝合金建筑型材用辅助材料第1部分:聚酰胺隔热条》。 本部分与GB/T 23615.1-2009相比主要变化如下: --增加C型、空腔型等隔热条的室温横向抗拉特征值、高温横向抗拉特征值、低温横向抗拉特征值、耐水试验、热老化试验等; --将I型隔热条的室温横向抗拉特征值提高到≥80 MPa; --增加了附录D 本部分正文是参考EN 14024-2004《隔热金属型材性能要求和测试试验》中关于对隔热材料的要求进行编制的。 本部分的附录A、附录B、附录C为规范性附录,附录D为资料性附录。 本部分由中国有色金属工业协会提出。 本部分由全国有色金属标准化技术委员会归口。 本部分主要起草单位:泰诺风保泰(苏州)隔热材料有限公司 本部分参加起草单位: 本部分主要起草人: ---代替GB/T 23615.1-2009 I
(建筑工程管理)铝合金建筑型材
(建筑工程管理)铝合金建 筑型材
G GB5237.1-200× 代替GB5237.1-2004 铝合金建筑型材 第1部分:基材 Wroughtaluminiumalloyextrudedprofilesforarchitecture ——Part1:Untreatedprofiles (草案稿) 200×-××-××发布200×-××-××实施 中华人民共和国国家质量监督检验检疫总局 GB5237.1-200× 前言 本部分第5.3条、第5.4.1.2.4条是强制性的,第5.5条的拉伸试验要求和表4的部分内容是强制性的,其余条款是推荐性的。 GB5237《铝合金建筑型材》分为六部分: ——第1部分:基材 ——第2部分:阳极氧化、着色型材 ——第3部分:电泳涂漆型材 ——第4部分:粉末喷涂型材 ——第5部分:氟碳漆喷涂型材
——第6部分:隔热型材 本部分为GB5237的第1部分。本部分规定的产品不能直接用于建筑物。本部分主要作为GB5237.2、GB5237.3、GB5237.4、GB5237.5、GB5237.6的基材标准。 本部分是对GB5237.1—2004的修订,本次修订是在原GB5237.1-2004《铝合金建筑型材第1部分:基材》的基础上,参照欧盟EN755.2-1997《铝及铝合金棒、管、型——力学性能》、EN12020.2-2001《6060及6063铝及铝合金精密型材第2部分:尺寸及外形允许偏差》和日本JISH4100《铝及铝合金挤压型材》以及ANSIH35.2《美国铝素材尺寸偏差标准》制订。 本部分根据实际使用情况增加了6005、6060、6463、6463A合金,并增加了6005T5、6005T6、6060T4、6060T5、6060T6、6063T4、6063AT4、6463T4、6463T5、6463T6、6463AT1、6463AT5和6463AT6的力学性能要求,同时规定了断后伸长率A和A50mm的性能值。 本部分自实施之日起,同时代替GB5237.1-2004。 本部分由中国有色金属工业协会提出。 本部分由全国有色金属标准化技术委员会归口并负责解释。 本部分主要起草单位:广东坚美铝型材厂有限公司、 本部分主要起草人: 本部分所取代标准的历次版本发布情况为: ——GB/T5237-1985、GB/T5237-1993(未经表面处理的型材部分)、GB/T5237.1-2000、GB5237.1-2004。 I GB5237.1-200×