支撑板弯曲模设计实例

支撑板弯曲模设计实例
1弯曲模设计的前期准备
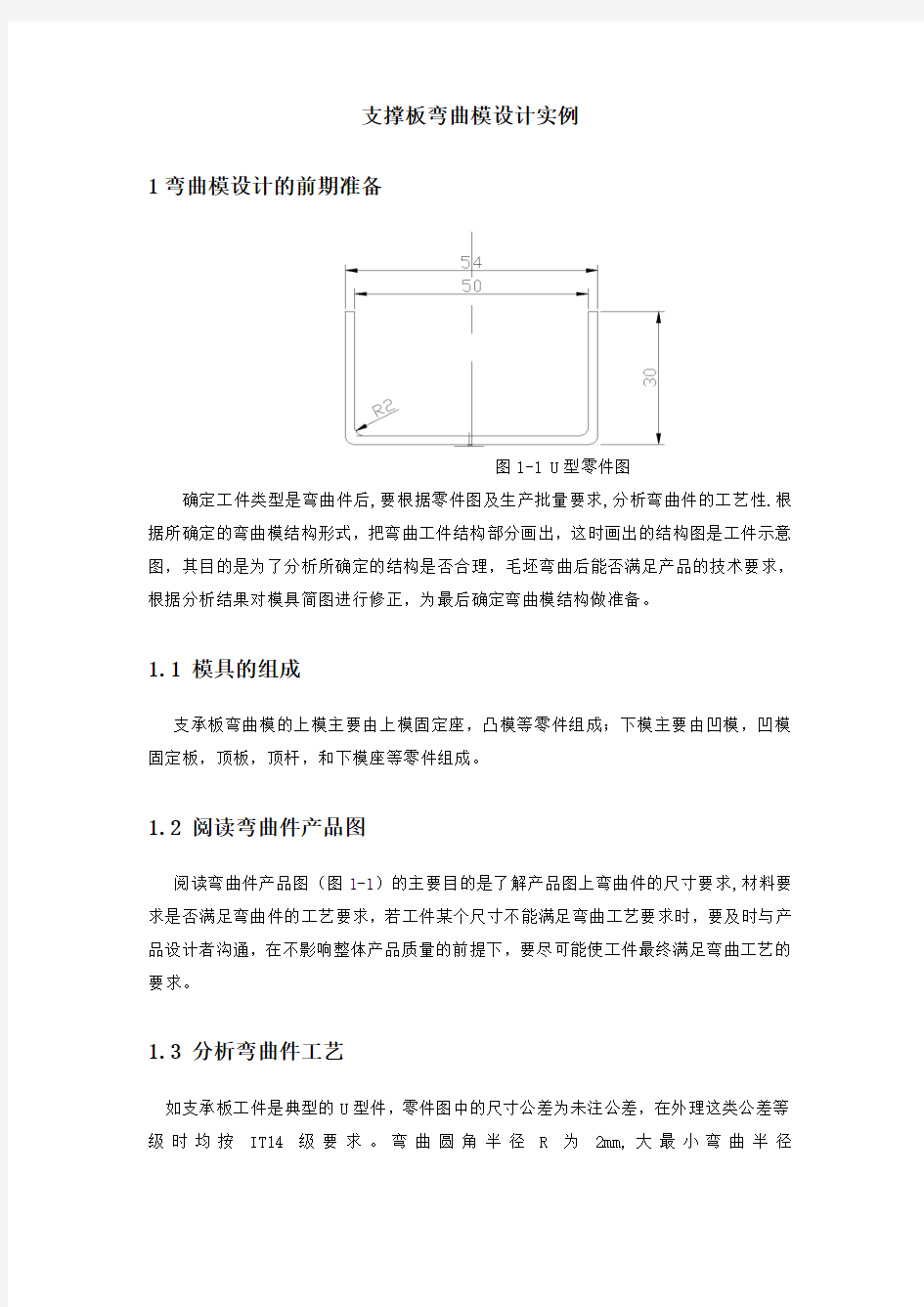
图1-1 U型零件图
确定工件类型是弯曲件后,要根据零件图及生产批量要求,分析弯曲件的工艺性.根据所确定的弯曲模结构形式,把弯曲工件结构部分画出,这时画出的结构图是工件示意图,其目的是为了分析所确定的结构是否合理,毛坯弯曲后能否满足产品的技术要求,根据分析结果对模具简图进行修正,为最后确定弯曲模结构做准备。
1.1 模具的组成
支承板弯曲模的上模主要由上模固定座,凸模等零件组成;下模主要由凹模,凹模固定板,顶板,顶杆,和下模座等零件组成。
1.2 阅读弯曲件产品图
阅读弯曲件产品图(图1-1)的主要目的是了解产品图上弯曲件的尺寸要求,材料要求是否满足弯曲件的工艺要求,若工件某个尺寸不能满足弯曲工艺要求时,要及时与产品设计者沟通,在不影响整体产品质量的前提下,要尽可能使工件最终满足弯曲工艺的要求。
1.3 分析弯曲件工艺
如支承板工件是典型的U型件,零件图中的尺寸公差为未注公差,在外理这类公差等级时均按IT14级要求。弯曲圆角半径R为2mm,大最小弯曲半径
(rmin=0.6t=0.6*2=1.2mm)故此件形状,尺寸,精度均满足弯曲工艺的要求,可用弯曲工序加工。
2 弯曲模整体方案的确定
2.1弯曲模类型的确定
根据工件的形状,尺寸要求来选择弯曲模的类型。此工件属于典型的U型件,故采用U型件弯曲模结构。
2.2弯曲模结构形式及工作过程
U型件弯曲模在结构上分顺出件和逆出件两大类型。此工件采用逆出件弯曲模结构。
图2-1模具结构图
模具工作过程:开启模具后,将落料件放置于挡料块4与凹模3间,当弯曲模具的上模向下运行时,凸模7和顶件块6压住弯曲毛坯,使弯曲毛坯准确地、可靠地定位,凸模7、凹模3将弯曲毛坯逐渐夹紧下压而弯曲;当模具的上模继续向下行进,R2圆弧很快成形。当行程终了时,凸模7回程,弹顶器通过推杆5、顶件块6将弯曲件顶出。从而完成一个工作过程。
2.3弯曲工艺计算
2.3.1 弯曲件展开长度计算
图2-2预弯零件尺寸图
(1)无圆角半径(较小)的弯曲件(r〈0.5t)根据毛坯与制件等体积法计算。(2)有圆角半径(较大)的弯曲件(r>0.5t)根据中性层长度不变原理计算。因为r=2>0.5t=0.5*2=1mm,属于有圆角半径(较大)的弯曲件.所以弯曲件的展开长度按直边区与圆角区分段进行计算.视直边区在弯曲前后长度不变,圆角区展开长度按弯曲前后中性层长度不变条件进行计算.
①变形区中性层曲率半径p
P=r+kt=2+0.38*2=2.76(mm)
LZ=∑l+∑A
其中 A=(180°-β)∏/180°*ρ(中性层圆角部分的长度)
A=∏а/180°*p=3.14*90°/180°*2.76≈4.3332(mm)
该零件的展开长度为
Lz=26*2+42+4.3332*2≈102.67(mm)
以上格式中 P---中性层曲率半径,mm;
k---中性层位系数,查表得k=0.38
r---弯曲内弯曲半径,mm
t---弯曲件材料厚度,mm
LZ----弯曲件的展开长度,mm
a-----弯曲中心角
β---弯角
2.3.2弯曲件回弹值的计算
(1)小变形程度(r/t≥10)时的回弹值小变形程度,回弹大,先计算凹模圆角半径,再计
算凸模角度.
①凸模工作部分的圆角半径.
Rt=r/1+3*(σsr/Et)(mm)
②凸模角度.
at=r/rt*a=r/rt*(180°-β) (°)
(2)大变形程度(r/t<5)时的回弹值大变形程度,圆角半径回弹小,不必计算,只计算
凸模角度.
①a为90°时.
a.查表得到△a90的值.
b.计算凸模中心角.
at=a-△a
③a不为90°时.
a. 查表得到△a90的值.
b.计算回弹角.
△a=a/90°*△a90
c. 计算凸模中心角
at=a-△a
以上各式中,E―――弯曲件材料的弹性模量,MPa;
σs---弯曲件材料的屈服极限, MPa;
rt-----凸模的圆角半径,mm;
r----弯曲件的圆角半径,mm;
t----弯曲件材料的厚度,mm;
at----凸模的圆角部分的中心角, (°);
a----弯曲件的中心角, (°);
β---弯曲件的弯角, (°).
2.3.3 校正弯曲时的回弹值
a. 查表得到△a90的值.
b. 计算回弹角
△a=a/90°*△a90
c.将回弹角进行修正△aj=K△a
d. 计算凸模中心角at=a-△aj
式中△aj----校正弯曲时的回弹角;
K-----修正系数,可查表得到.
2.3.4弯曲力的计算
(1)U形件自由弯曲的弯曲力 P自=KBtσb
(2)U形件接触弯曲的弯曲力 P触=0.7KBt2σb/r+t
(3)校正弯曲的弯曲力 P校=AP (无论工件形状如何)
(4)顶件力及压料力 P顶=P压=(0.3~0.8)P自=(0.3~0.8) P触
以上各式中 K----系数,一般取K=1.3
B----弯曲线长度,mm
t----板料厚度, mm
σb----材料抗拉强度, MPa;
A-----校正部分投影面积,mm2;
P------单位面积上的校正力,MPa,查《冲压工艺与模具设计》得P=100MPa.
2.3.5 冲压力的总和
(1)无压料时的弯曲P总=P自=P触
(2)有压料时的弯曲P总=P触+P压
(3)校正弯曲时P总=P校
校正弯曲力最大是在压力机工作到下死点的位置,且校正力远远大于自由弯曲力.(或接触弯曲力),而在弯曲工作过程中,二者又不是
同时存在,因此,只计算校正力.
即P总=P校=40*50*100(N)=200(KN)。
2.3.6 凸凹模尺寸计算
图2-3凸模造型
图2-4凹模造型
(1)凸模圆角半径弯曲件的弯曲半径不小于rmin时,凸模的圆角半径一般取弯曲件的圆角半径。如因弯曲件结构需要,出现弯曲件圆角半径小于最小弯曲半径(r (2)凹模圆角半径凹模圆角半径的大小对弯曲力和工件质量均有影响。在生产中冲模圆角半径一般取决于弯曲件材料的厚度: 当t≤2mm时,r凹=(3~6)t; 当t>4mm时,r凹=2t。 (3)凹模工作部分深度深度过大,模具材料消耗大,而且压力机需要较大的行程。弯曲U形件时,凹模工作部分深度<50。 2.3.7 凸模与凹模之间的间隙 生产中,凸模与凹模之间的间隙值可由下式来决定 Z=tmin+nt Z= tmax +nt 式中,Z——弯曲凸模与凹模的单面间隙(㎜); tmin,tmax——材料厚度的最大尺寸和最小尺寸(㎜); n——间隙系数 2.3.8 凸模与凹模横向尺寸及制造公差 依据产品零件图得知工件标注内形尺寸,故设计凹凸模时应以凸模为设计基准,间隙取在凹模上。凸模横向尺寸 Lt=(L+K1△)-δt=(50+0.75*0.39)-δ39/4=50.29-δ09B 凹模横向尺寸 La=(L1+Z)+δa=(50.29+2*2)+δ098=54.29+δ098 以上各式中Lt,La——凸、凹模横向尺寸,(㎜); Z——双边间隙,㎜; △——弯曲间的尺寸公差,㎜,尺寸50的公差按IT13级选取,故△=0.39; δt, δa——凸、凹模的制造公差,一般按IT7~IT9级选取。 3 初选压力机 3.1公称压力的选择 选择压力机时,要根据模具结构行程较大时(50℅~60℅)P0>P总即冲压时工艺力的总和不能大于压力机公称压力的50℅~60℅。校正弯曲时,更要使额定压力有足够的富余,一般压力机的公称压力要大于校正弯曲力的1.5倍,初选压力机的公称压力为400KN. 3.2行程次数 选择用于弯曲的压力机的行程次数主要考虑以下因素: ①考虑操作方式(进、出料速度的快慢); ②弯曲时,金属变形需要过程限制了行程次数增加; ③该件为小批量,不需要以较大的行程次数来提高生产效率; J23-40型压力机的行程次数有45次/min和90次/min等,依据上述因素综合分析,选择了45次/min. (3)滑块行程(S) 滑块行程是指滑块的最大运动距离,即曲柄旋转一周,上死点至下死点的距离.其值为曲柄半径的两倍:S=2R.选择用于弯曲的压力机的滑块行程主要考虑要保证毛坯放进和工件取出,应使滑块行程大于工件高度的两倍以上,S>2HI; 3.3 闭合高度 压力机的闭合高度是指滑块在下死点时,滑块底面到工作台上平面之间的距离. ①压力机的闭合高度可以通过调整连杆长度来改变其大小,将连杆调至最短时,闭合高度最大,称最大闭合高度.将连杆调至最长时,闭合高度最小,称最小闭合高度.J23-40型压力机的最大闭合高度为330㎜,连杆调节量为65㎜,故最小闭合高度为265㎜. ②当压力机工作台面上有垫板时,用压力机的闭合高度减去垫板厚度,就是压力机的装模高度.没有垫板的压力机,其装模高度与闭合高度相等. ③模具的闭合高度是指压力机滑块在下止点位置时,模具上模座上平面至下模座下平面间的距离.它与压力机的配合应该遵守下列关系 (Hmax-Hd)-5>H>(Hmin-Hd)+10 330-5>H>265+10 325>H>275 如果压力机上不设置垫板,本例所设计的模具闭合高度H在275~325㎜之间,加上垫板,模具闭合高度H将减小. 式中 Hmax----压力机的最大闭合高度,㎜; Hmin----压力机的最小闭合高度,㎜; H-----模具的闭合高度,㎜; Hd----压力机垫板厚度,㎜. 3.4 工作台面尺寸 压力机工作台尺寸应大于下模周界50~70㎜.J23-40型压力机的工作台尺寸(前后*左右)为460㎜*700㎜.那么,设计时模具的下模座(宽*长)不要超过460㎜*700㎜.这关系到模架的选择,参考表数据。 表3-1 中间导柱标准模架 4 毛坯尺寸确定 根据弯曲件应变中性层在弯曲前后长度不变的特点,先确定应变中性层位置,再计算应变中性层长度,最后得出毛坯的长度。计算方法应按不同的情况分别对待。 (1)r>0.5r的弯曲件,变形区材料变薄不严重,且断面畸变较小,可按应变中性层度等于毛坯长度的原则计算。 (2) r〈0.5r的弯曲件,由于弯曲变形区变薄严重,断面畸变大,只能采用弯曲前后等体积相等原则来计算毛坯长度。 对于形状比较复杂,或尺寸精度要求高的弯曲件,在初步确定毛坯长度后,还需要反复试弯,不断修正,才能最后确定合适的毛胚长度。 5 保证弯曲件质量的基本原则 (1)选择合理的下料和制坯方式,一般采用落料制坯比剪床下料制坯尺寸精度更高; (2)注意板料(卷料、条料)的轧制方向和毛刺的正、反面; (3)正确确定毛坯展开尺寸。因弯曲变形时,弯曲件长度会有增减,故对于尺寸精度要求较高的弯曲件,应先按理论或经验公式估算毛坯展开长度,经过多次 试弯,最后确定出毛坯展开尺寸和落料模刃口长度; (4)弯曲工艺方案的制定应充分考虑弯曲件尺寸标注方式,注意带孔弯曲件的冲压工序的安排,合理确定冲压工序的组合; (5)尽量减少弯曲次数,提高弯曲件精度; (6)增加整形与校平工序。 6常用材料选择 6.1 应考虑的因素 1)模具的工作条件:如模具的受力状态、工作温度、腐蚀性等。 2)模具的工作性质。 3)模具结构因素:如模具的大小,形状,各部件的作用,使用性质等。 4)模具的加工手段。 表6-1 常用冲压材料 名称代号名称代号名称代号普通碳素钢Q195不锈钢1Cr13铝及铝合金1060 Q215Cr171050A Q2350Cr18Ni91200 Q2551Cr18Ni95A02 Q2750Cr18Ni9Ti5A21碳素工具钢T7A钛合金TA2铜及铜合金T1 T9A TA3T3 T12A TA5H62 T19A银Ag2TU2 6.2 热处理要求 表6-2 常用材料热处理要求 零件名称模具材料热处理 HRC 凸、凹模Cr12、Cr12MoV、CrWMn、9CrSi、W18Cr4V、58~62 固定板、卸料板35、45、P2045~50 垫板45、T7、T8无 7 附件图纸 图7-1上模固定座 图7-2 凸模 图7-3凹模 图7-4凹模固定板 图7-5顶板 图7-6顶杆 图7-7下模座 图7-8 挡料板 目录 第一章绪论 3 第二章冲压工艺分析 2.1冲压件简介 5 2.2冲压工艺性分析 6 2.3冲压工艺方案的确定 6 第三章落料冲孔弯曲复合模设计 3.1模具结构8 3.2确定其搭边值8 3.3确定排样图9 3.4材料利用率计算10 3.5凸凹模刃口尺寸计算10 3.6冲压力计算13 3.7压力机选用16 3.8压力中心计算17 3.9落料冲孔弯曲复合模主要零部件设计17 3.10模具闭合高度、压力机校验24 第四章结论25 第一章绪论 1.1 课题研究的目的和意义 目的:为了更好的了解模具设计的一些步骤,和一些设计模具时所需要注意的地方,为以后的工作打好基础。 意义:此次设计让我知道了自己的理论知识要运用到实际工作中去并不是那么容易的需要经过多次练习及长时间积累的。 1.2 课题国外研究概况 1.1.1 国外模具发展概况 目前,欧洲模具业已越来越感受到来自中国同行所带来的影响和压力,预计到2018年,中国将一跃成为全球最大的模具制造业基地之一。”德国亚琛工业大学的亚力山大教授日前在宁海考察该地模具制造业基地时发出这样的感叹。亚力山大表示,据相关研究部门调查得知,欧洲模具设计和生产的时间要分别比中国快44%和61%左右。 1.1.2国模具发展概况 近年来,中国模具市场对精密、大型、复杂型、长寿命模具的需求量有所增长,预计到2010年,国模具市场需求量将在1,200亿元人民币左右。 综合媒体6月4日报道,中国模具协会企业年报显示:近年来,中国模具市场对精密、大型、复杂型、长寿命模具的需求量有所增长,预计到2010年,国模具市场需求量将在1,200亿元人民币左右。 专家分析,从1997年开始,随着汽车、装备制造业、家用电器的高速增长,中国国模具市场的需求开始显著增长。虽然到2006年中国模具工业总产值已达516亿元,但属“大路货”的冲压模具、压铸模具等约占总量的80%。已经进入中国的少量外资模具企业开始生产各种高精大多功能模具,但目前仍供不应求。 据介绍,目前中国汽车模具潜在市场十分巨大。质量好的冲压模具在汽车整车等行业供不应求;压铸模具在汽车零部件、装备制造业等行业需求激增;注塑模具在家用电器等行业发展潜力也很大。另外,特种模具也有较大的发展前景。 1.3 课题研究的主要容 冲压模具的设计在其生产、加工以及使用过程中尤为重要。特别是它的结构设计,对加工、装配、工期、成本乃至冲压产品的质量及生产效率产生极大的影响。所以,此 摘要 模具在在现代生产中,是生产各种工业产品的重要工艺装备,它以其特定的形状通过一定的方式使原材料成形。例如,冲压件和锻件是通过冲压或锻造方式使金属材料在模具内发生塑性变形而获得的,金属压铸、塑料、陶瓷、橡胶等金属和非金属制品,绝大多数也是模具成形的。由于模具成形具有优质、高产、省料和低成本等特点,现在已在国民经济中占有非常大的比重。并且随着汽车、计算机、电机、电器和日用工业品等现代社会产品对其产品质量、生产成本和更新换代的速度的越来越高的要求,没有模具是难以想象的。 随着现代技术的发展,模具也已使用了CAD/CAM来辅助设计了,另外由于模具采用很多标准件使得模具制造都趋向于采用标准来设计,因此在设计模具中对模具标准越了解的设计起来越得心应手。 此零件是很通用的零件,本设计的目的是制造一套模具对一板料进行直接弯曲之后,制造一个按照给定要求的合格的支承板零件。为了使这套模具要有高经济和效率的特点,在这里我设计了单工序裁模具,操作方便安全,生产效率高。弯曲模是把金属板料、型材或管料等弯成一定曲率和角度的装置。在弯曲模中,要求能弯曲零件90度,又由于零件的实际结构,我采用了U形弯曲模。 关键词:冷冲模弯曲 U型件 毕业设计任务书 设计题目:支承板弯曲模设计 函授站:大学兴平函授站专业:机电 班级:091机电一体化大学学生姓名刘根 指导教师:王晓宇(高级讲师) 1、设计的主要任务及目标 弯曲模是将毛坯或工序件沿某一直线弯成一定角度和形状的冲模。弯曲模的结构形式很多,最常见的单工序弯曲模有V形件弯曲模、U形件弯曲模、Z形件弯曲模。支承板弯曲模是U形件弯曲模设计。 如图所示制件,分析制件结构工艺性、确定弯曲模结构,绘制模具结构图。 1)、熟悉模具设计方法、步骤、初步培养设计模具的基本能力。 2)、熟悉有关工具书籍、技术标准和参考资料。 3)、培养分析问题、解决问题的实际能力。 2、设计的基本要求和内容 1)、完成制件成型工艺分析、确定制件成型工艺方案。 2)、确定模具总体结构方案,完成有关设计计算工作。 3)、绘制模具装配图。(A1图) 4)、绘制主要零件的零件图。(相当于A1图三张) 5)、完成8千字以上毕业设计说明书。 3、主要参考文献 翁其金主编《冲压工艺与冲模设计》 周玲主编《冲模设计实例详解 夏立戎主编《模具技术》 陈良辉主编《模具工程技术基础》 任建伟主编《模具工程技术基础》 摘要:是根据零件形状的需要,通过模具和压力机把毛坯弯成一定角度,一定形状工件的冲压工艺方法。弯曲成形工艺在工业生产中的应用:应用相当广泛,如汽车上很多履盖件,小汽车的柜架构件,摩托车上把柄,脚支架,单车上的支架构件,把柄,小的如门扣,夹子(铁夹)等。弯曲的基本原理以V形板料弯曲件的弯曲变形为例进行说明。凸模运动接触板料(毛坯)由于凸,凹模不同的接触点力作用而产生弯短矩,在弯矩作用下发生弹性变形,产生弯曲。随着凸模继续下行,毛坯与凹模表面逐渐靠近接触,使弯曲半径及弯曲力臂均随之减少,毛坯与凹模接触点由凹模两肩移到凹模两斜面上。(塑变开始阶段)。随着凸模的继续下行,毛坯两端接触凸模斜面开始弯曲。(回弯曲阶段)。压平阶段,随着凸凹模间的间隙不断变小,板料在凸凹模间被压平。校正阶段,当行程终了,对板料进行校正,使其圆角直边与凸模全部贴合而成所需的形状。 关键词:料盒插板;弯曲模;弯曲成形工艺 绪论 模具被称为“百业之母”,是工业生产的基础工艺装备,其应用非常广泛,在电子、汽车、电机、电器、仪表、家电和通讯等产品中,60%~80%的零部件生产都依靠模具成形。作为制造业的上游部分,模具对产品质量、效益起决定性作用。 当今世界正进行着新一轮的产业调整,一些模具制造企业逐渐向发展中国家转移,我国正成为世界模具大国。目前我国的模具总产值已跃居世界第三,仅次于日本和美国。近年来,外资对我国模具行业投入量增大,工业发达国家将模具向我国转移的趋势进一步明朗化,我国模具行业迎来新一轮的发展机遇的同时,也将面临巨大的挑战。目前我国存在一方面模具产业规模不断扩大,一方面模具技术人员短缺的问题,这在一定程度上影 支撑板弯曲模设计实例 1弯曲模设计的前期准备 图1-1 U型零件图 确定工件类型是弯曲件后,要根据零件图及生产批量要求,分析弯曲件的工艺性.根据所确定的弯曲模结构形式,把弯曲工件结构部分画出,这时画出的结构图是工件示意图,其目的是为了分析所确定的结构是否合理,毛坯弯曲后能否满足产品的技术要求,根据分析结果对模具简图进行修正,为最后确定弯曲模结构做准备。 1.1 模具的组成 支承板弯曲模的上模主要由上模固定座,凸模等零件组成;下模主要由凹模,凹模固定板,顶板,顶杆,和下模座等零件组成。 1.2 阅读弯曲件产品图 阅读弯曲件产品图(图1-1)的主要目的是了解产品图上弯曲件的尺寸要求,材料要求是否满足弯曲件的工艺要求,若工件某个尺寸不能满足弯曲工艺要求时,要及时与产品设计者沟通,在不影响整体产品质量的前提下,要尽可能使工件最终满足弯曲工艺的要求。 1.3 分析弯曲件工艺 如支承板工件是典型的U型件,零件图中的尺寸公差为未注公差,在外理这类公差等级时均按IT14级要求。弯曲圆角半径R为2mm,大最小弯曲半径 (rmin=0.6t=0.6*2=1.2mm)故此件形状,尺寸,精度均满足弯曲工艺的要求,可用弯曲工序加工。 2 弯曲模整体方案的确定 2.1弯曲模类型的确定 根据工件的形状,尺寸要求来选择弯曲模的类型。此工件属于典型的U型件,故采用U型件弯曲模结构。 2.2弯曲模结构形式及工作过程 U型件弯曲模在结构上分顺出件和逆出件两大类型。此工件采用逆出件弯曲模结构。 图2-1模具结构图 模具工作过程:开启模具后,将落料件放置于挡料块4与凹模3间,当弯曲模具的上模向下运行时,凸模7和顶件块6压住弯曲毛坯,使弯曲毛坯准确地、可靠地定位,凸模7、凹模3将弯曲毛坯逐渐夹紧下压而弯曲;当模具的上模继续向下行进,R2圆弧很快成形。当行程终了时,凸模7回程,弹顶器通过推杆5、顶件块6将弯曲件顶出。从而完成一个工作过程。 2.3弯曲工艺计算 2.3.1 弯曲件展开长度计算 图2-2预弯零件尺寸图 (1)无圆角半径(较小)的弯曲件(r〈0.5t)根据毛坯与制件等体积法计算。(2)有圆角半径(较大)的弯曲件(r>0.5t)根据中性层长度不变原理计算。因为r=2>0.5t=0.5*2=1mm,属于有圆角半径(较大)的弯曲件.所以弯曲件的展开长度按直边区与圆角区分段进行计算.视直边区在弯曲前后长度不变,圆角区展开长度按弯曲前后中性层长度不变条件进行计算. ①变形区中性层曲率半径p P=r+kt=2+0.38*2=2.76(mm) LZ=∑l+∑A 其中 A=(180°-β)∏/180°*ρ(中性层圆角部分的长度) A=∏а/180°*p=3.14*90°/180°*2.76≈4.3332(mm) 该零件的展开长度为 Lz=26*2+42+4.3332*2≈102.67(mm) 以上格式中 P---中性层曲率半径,mm; k---中性层位系数,查表得k=0.38 r---弯曲内弯曲半径,mm 武汉理工大学华夏学院 课程设计说明书 题目四角弯曲零件冲压工艺与模具设计学院名称机电工程学院 班级机制1071班 学号 10110107115 学生姓名肖一民 指导教师欧阳伟 2010年 12月 29日 目录 1.设计课题1 2.课程设计的目的及要求 2 1.工艺过程的制定 3 1.1 制件的工艺性分析 3 1.1.1冲压件的形状和尺寸应满足的要求 3 1.1.2冲压件的精度与断面粗糙度 3 1.2冲压工艺方案的分析与制定 4-5 2 设计工艺计算 6 2.1弯曲件展开尺寸的计算 6 2.2冲压力的计算及冲压设备的选择 7 2.2.1冲压力的计算 8 2.2.2初选冲压设备 8 2.3材料利用率及弯曲回弹值的计算 8 3.模具工作零件设计 9 3.1 弯曲模具工作零件尺寸的计算 9 3.1.1凸模与凹模的圆角半径 9 3.1.2凹模深度 9 3.1.3弯曲模凸模和凹模的间隙 10 3.2模具工作零件结构的确定 10-12 4. 模具其他零件的设计 13-14 5.设计心得体会15 6.参考文献16 序言 模具做为高效率的生产工具的一种,是工业生产中使用极为广泛与重要的工艺装备。采用模具生产制品和零件,具有生产效率高,可实现高速大批量的生产;节约原材料,实现无切屑加工;产品质量稳定,具有良好的互换性;操作简单,对操作人员没有很高的技术要求;利用模具批量生产的零件加工费用低;所加工出的零件与制件可以一次成形,不需进行再加工;能制造出其它加工工艺方法难以加工、形状比较复杂的零件制品;容易实现生产的自动化的特点。 设计出正确合理的模具不仅能够提高产品质量、生产率、具使用寿命,还可以提高产品经济效益。在进行模具设计时,必须清楚零件的加工工艺,设计出的零件要能加工、易加工。充分了解模具各部件作用是设计者进行模具设计的前提,新的设计思路必然带来新的模具结构。 本次设计了一套弯曲模具。经过查阅资料,首先要对零件进行工艺分析,经过工艺分析和对比,通过冲压力、顶件力、卸料力和弯曲力等计算,确定压力机的型号。再分析对冲压件加工的模具适用类型选择所需设计的模具。得出将设计模具类型后将模具的各工作零部件设计过程表达出来。在设计说明书的第一部分,说明了冲压模具的重要性与本次设计的意义,接着是对冲压件的工艺分析,完成了工艺方案的确定。第二部分,对零件排样图的设计,完成了材料利用率的计算。再进行弯曲工艺力的计算和弯曲模工作部分的设计计算,对选择 钢框架-支撑结构设计实例 4.10.1 工程设计概况 本建筑为某公司办公楼,位于沈阳市区,共七层。总建筑面积约59002m ,总高度30.6m ,室内外高差0.600m ;底层层高4.5m ,顶层层高4.5m ,其余层均为4.2m 。设两部楼梯和两部电梯。墙体采用聚氨酯PU 夹芯墙板。屋面为不上人屋面。 结构形式为钢框架—支撑体系。设计基准期50年,雪荷载0.502 m kN ,基本风压:0.552 m kN 。抗震设防烈度为7度,设计基本加速度为0.1g ,结构抗震等级四级。结构设计基准期50年。 地质条件:拟建场地地形平坦,地下稳定水位距地坪-9.0m 以下,冰冻深度-1.20m ,地质条件见表4-24,Ⅱ类场地。 4.10.2 方案设计 1.建筑方案概述 1)设计依据 《民用建筑设计通则》GB50352-2005 《办公建筑设计规范》JGJ67-2006 《建筑设计防火规范》GB50016-2006 2)设计说明 (1)屋面(不上人屋面) 防水层:SBS 改性沥青卷材(带保护层); 40mm 厚1:3水泥沙浆找平层; 70mm 厚挤塑板保温层; 1:6水泥炉渣找坡(最薄处30mm,坡度2%); 压型钢板混凝土组合板(结构层折算厚度100mm ); 轻钢龙骨吊顶。 (2)楼面: 20mm 厚大理石面层; 20mm 厚1:3干硬性水泥沙浆找平层; 压型钢板混凝土组合(结构层折算厚度100mm ); 轻钢龙骨吊顶。 (3)门窗 本工程采用实木门和塑钢玻璃窗。 (4)墙体 外墙为双层聚氨酯PU 夹芯墙板300mm (内塞岩棉); 内墙为双层聚氨酯PU 夹芯墙板180mm 厚聚氨酯PU 夹芯墙板; 2. 结构方案概述 1)设计依据 本设计主要依据以下现行国家规范及规程设计: 《建筑结构荷载规范》(GB50009-2001)(2006版) 《钢结构设计规范》(GBJ50017-2003) 《建筑抗震设计规范》(GB50011-2010) 《混凝土结构设计规范》(GB50010-2002) 第四章弯曲工艺及弯曲模具设计 一、填空题(每空1分,共分) 1.将各种金属坯料沿直线弯成一定角度和曲率,从而得到一定形状和零件尺寸的冲压工序称为弯曲。(4-1) 2.窄板弯曲后其横截面呈扇形形状。(4-1) 3.在弯曲变形区内,内缘金属切向受压而缩短,外缘金属切向受拉而伸长,中性层则保持不变。(4-1) 4.弯曲时外侧材料受拉伸,当外侧的拉伸应力超过材料的抗拉强度以后,在板料的外侧将产生裂纹,此中现象称为弯裂。(4-2) 5.在外荷作用下,材料产生塑性变形的同时,伴随弹性变形,当外荷去掉以后,弹性变形恢复,使制件的形状和尺寸都发生了变化,这种现象称为回弹。(4-2) 6.在弯曲过程中,坯料沿凹模边缘滑动时受到摩擦阻力的作用,当坯料各边受到摩擦阻力不等时,坯料会沿其长度方向产生滑移,从而使弯曲后的零件两直边长度不符合图样要求,这种现象称之为偏移。(4-2) 7.最小弯曲半径的影响因素有材料力学性能、弯曲线的方向、材料热处理状况、弯曲中心角。(4-2) 8.轧制钢板具有纤维组织,平行于纤维方向的塑性指标高于垂直于纤维方向的塑性指标。(4-2) 9.为了提高弯曲极限变形程度,对于经冷变形硬化的材料,可采用热处理以恢复塑性。(4-2) 10.为了提高弯曲极限变形程度,对于侧面毛刺大的工件,应先去毛刺,当毛刺较小时,也可以使毛刺的一面处于弯曲受压的内缘,以免产生应力集中而开裂。(4-2)11.弯曲时,为防止出现偏移,可采用压料和定位两种方法解决。(4-2)12.弯曲时,板料的最外层纤维濒于拉裂时的弯曲半径称为最小弯曲半径。(4-2)13.弯曲变形的回弹现象的表现形式有曲率减小、弯曲中心角减小两个方面。(4-2) 14.在弯曲工艺方面,减小回弹最适当的措施是采用校正弯曲。(4-3)15.常见的弯曲模类型有:单工序弯曲模、级进弯曲模、复合弯曲模、通用弯曲模。(4-6) 16.对于小批量生产和试制生产的弯曲件,因为生产量小,品种多,尺寸经常改变,采用常用的弯曲模成本高,周期长,采用手工时强度大,精度不易保证,所有生产中常采用通用弯曲模。(4-6) 17.凹模圆角半径的大小对弯曲变形力、模具寿命、弯曲件质量等均有影响。(4-6)二、判断题(每小题分,共分) 1.(×)弯曲中性层就是弯曲件的中心层。(4-1) 2.(×)板料的弯曲半径与其厚度的比值称为最小弯曲半径。(4-2) 3.(×)弯曲件的回弹主要是因为冲件弯曲变形程度很大所致。(4-2) 4.(√)校正弯曲可以减少回弹。(4-2) 5.(×)弯曲线的方向与板料的轧制方向垂直有利于减少回弹。(4-2) 6.(×)弯曲时,模具间隙越大,回弹角越小。(4-2) 6.(×)一般弯曲U形件时比V形件的回弹角大。(4-2) 7.(√)弯曲件的精度受坯料定位、偏移、回弹,翘曲等因素影响。(4-3) Z形件弯曲模设计——冲压模具课程设计说明书课程设计 该文章讲述了Z形件弯曲模设计——冲压模具课程设计说明书课程设计. 冲压模具课程设计说明书——Z形件弯曲模设计 零件简图:如下图所示 生产批量:大批量 材料:Q235 材料厚度:1.5mm 冲压件工艺分析 该工件只有切断和弯曲两个工序,材料Q235钢为软材料,在弯曲时应有一定的凸凹模间隙.工件的尺寸全部为自由公差,可看作IT14级,尺寸精度较低,普通弯曲就能满足要求. 主要设计计算 毛坯尺寸计算 工件弯曲半径r>0.5t,故坯料展开尺寸公式为: LZ=L直1+ L直2 +L直3 +L弯1+ L弯2 查表3.4.1,当r/t=2.5,x=0.39. L直1=14-r-t=14-4-1.5=8.5mm, L直2=40-2t-2r=29mm, L弯1=∏α/180(r+xt)=3.14×90(4+0.39×1.5)/180=7.1984mm, 故LZ=8.5+29+8.5+7.1984+7.1984=60.3968mm 弯曲力:F自=6.6KBt2σb/r+t=2042.182 N σb=400MPa F校=AP=19600 N 顶件力或压料力:FD=0.5 F自=1021.91 N 压力机公称压力:F压=1.2 F校=23520 N 冲压工序力计算 根据冲压工艺总力计算结果,并结合工件高度,初选开式固定台压力机 JH21-25. 工作部分尺寸计算 凸模圆角半径:rT=4mm 工作相对弯曲半径r/t较小,故凸模圆角半径rT等于工件的弯曲半径。 ②凹模圆角半径:rA=6mm ∵t≤2mm,∴rA=(3___6)t=6mm. 凸,凹模间隙: 弯曲模:Z/2=tmax+Ct=1.5+0.075+0.05×1.5=1.7mm 切断:Z=0.18mm 凹模深度: t=1.5mm,凹模h0值: h0=4mm. 横向尺寸及公差: 凹模:(60.40-8.5)0+σκ=51.900+0.030mm 活动凸模:LA=(Lmax-0.75Δ)0+σκ=39.550+0.030 LT=(LA-2)0-Σt=39.55-3.4=36.150-0.020mm 目录 第一章概述 (1) 1.1设计的目的 (1) 1.2设计要求 (1) 1.3模具设计的意义 (1) 第二章冲压件的工艺分析 (2) 2.1模具设计的内容 (2) 2.2弯曲件的质量分析 (3) 2.3弯曲件的工艺性 (6) 第三章设计方案的确定 (7) 3.1弯曲件坯料展开尺寸的计算 (7) 3.2弯曲力的计算与压力机的选用 (8) 3.3弯曲模工作部分尺寸设计 (9) 3.4模具零件材料的选取 (13) 3.5模具零件形式的选取 (13) 第四章模具的工作原理及生产注意事项 (17) 4.1工作原理 (17) 4.2生产注意事项 (17) 第五章总结 (19) 第一章概述 1.1设计的目的 课程设计是冲压模具课程设计重要的综合性与实践性教学环节。课程设计的基本目标是: (1)综合运用冲压模具设计、机械制图、公差与技术测量、机械原理及零件、模具材料及热处理、模具制造工艺等先修课程的知识,分析和解决冲压模具设计过程中遇到的问题,进一步加深对所学知识的理解; (2)通过设计实践,逐步树立正确的设计思想,增强创新意识,基本掌握塑料模具设计的一般规律,培养分析问题和解决问题的能力。 (3)通过计算绘图和运用技术标准、规范、设计手册等有关设计资料,进行冲压模具设计技能训练,为此后的模具设计及其机械设计打下良好的基础。 1.2设计要求 详尽的设计计算说明书1份、工作零件图2张、模具装配图1份。 1.3模具设计的意义 冲压成形/塑料成型工艺与模具设计是机制专业的专业基础课程。通过模具的课程设计使学生加强对课程知识的理解,在掌握材料特性的基础上掌握金属成形工艺和塑件成型工艺,掌握一般模具的基本构成和设计方法,为学生的进一步发展打下坚实的理论、实践基础。 弯曲板冲压工艺及模具设 计 This model paper was revised by the Standardization Office on December 10, 2020 课程设计 论文题目:弯曲板冲压工艺及模具设计 课程名称:冲压工艺及模具设计课程设计 学院材料与能源学院 专业班级材料成型及控制工程专业14(4) 学号 姓名 联系方式 任课教师 2015 年 6月 21日 广东工业大学课程设计任务书 一、课程设计的内容 根据给定的冲压零件图进行产品的冲压工艺分析和比较,制定合理的冲压工艺方案,进行有关工艺计算,确定冲压模具的类型和结构,选择冲压设备,绘制模具的装配图及零件图,编制冲压工艺卡,并撰写设计说明书。 二、课程设计的要求与数据 1.课程设计时间共2周,按时独立完成课程设计任务,符合学校对课程设计的 规范化要求; 2.绘制所设计模具的装配图和非标件零件图:图纸整洁,布局合理,图样和标 注符合国家标准; 3.编制冲压工艺卡,撰写设计计算说明书:要求公式使用准确,计算正确,语 言流畅,书写工整,插图清晰整齐; 4.设计说明书与图纸按学校规定装订成册。 三、课程设计应完成的工作 1.冲压工艺设计:包括分析零件的冲压工艺性,拟订冲压件的工艺方案,确定 合理的排样形式、裁板方法,并计算材料的利用率;确定模具结构及尺寸 等; 2.根据总冲压力及考虑模具的结构尺寸选择成形设备的型号; 3.模具结构及其零部件设计:设计一道工序的冲模,绘制冲模总装配图及主要 零件图; 4.冲压工艺过程卡片; 5.设计计算说明书。 四、课程设计进程安排 五、应收集的资料及主要参考文献 [1] 自编. 冲模设计课程设计指导书[M]. 广东工业大学,2011. [2] 薛启翔编. 冲压模具设计1结构图册[M]. 北京工业出版社,2009. [3] 王孝培主编. 冲压手册[M]. 机械工业出版社, 1988 [4] 柯旭贵张荣清主编. 冲压工艺与模具设计[M]. 机械工业出版社, 2012. 发出任务书日期: 2016 年 6 月 12 日指导教师签名: 计划完成日期: 2016 年 6 月 22 日基层教学单位责任人签章: 目录 第一章绪论3 第二章冲压工艺分析 2.1冲压件简介5 2.2冲压工艺性分析6 2.3冲压工艺方案的确定6 第三章落料冲孔弯曲复合模设计 3.1模具结构8 3.2确定其搭边值8 3.3确定排样图9 3.4材料利用率计算10 3.5凸凹模刃口尺寸计算10 3.6冲压力计算13 3.7压力机选用16 3.8压力中心计算17 3.9落料冲孔弯曲复合模主要零部件设计17 3.10模具闭合高度、压力机校验24 第四章结论25 第一章绪论 1.1 课题研究的目的和意义 目的:为了更好的了解模具设计的一些步骤,和一些设计模具时所需要注意的地方,为以后的工作打好基础。 意义:此次设计让我知道了自己的理论知识要运用到实际工作中去并不是那么容易的需要经过多次练习及长时间积累的。 1.2 课题国内外研究概况 1.1.1 国外模具发展概况 目前,欧洲模具业已越来越感受到来自中国同行所带来的影响和压力,预计到2018年,中国将一跃成为全球最大的模具制造业基地之一。”德国亚琛工业大学的亚力山大教授日前在宁海考察该地模具制造业基地时发出这样的感叹。亚力山大表示,据相关研究部门调查得知,欧洲模具设计和生产的时间要分别比中国快44%和61%左右。 1.1.2国内模具发展概况 近年来,中国模具市场对精密、大型、复杂型、长寿命模具的需求量有所增长,预计到2010年,国内模具市场需求量将在1,200亿元人民币左右。 综合媒体6月4日报道,中国模具协会企业年报显示:近年来,中国模具市场对精密、大型、复杂型、长寿命模具的需求量有所增长,预计到2 010年,国内模具市场需求量将在1,200亿元人民币左右。 毕业设计 课题:U形弯曲件 设计时间:。。。。。。。。。。 班级:*********************学号:123 姓名:*** 指导教师:****** 完成日期:2010 年12 月11 日 前言 一、弯曲的概念与应用 金属材料被弯成一定形状和角度的零件的成形方法称为弯曲。弯曲是冲压生产中应用广泛的一种工艺,可用于制造大型结构零件,,如飞机机翼、汽车大梁等,也可用于生产中小型机器及电子仪器仪表零件,如铰链、点子元器件等。根据弯曲件的不同要求和生产批量的大小,有各种不同的弯曲方法。最常用的是以弯曲模具在通用压力机上进行压弯,此外也有在折弯机、滚弯机、拉弯机上进行的折弯、滚弯、及拉弯。 目录前言··2 设计任务书··5 U形件弯曲模第一章工艺分析··6 1.1材料分析··6 1.2结构分析··6 第二章工艺方案拟定··7 2.1毛坯展开··7 2.2方案确定··8 第三章弯曲工艺计算··8 3.1冲压力计算··8 3.2模具工作部分尺寸计算··9 第四章模具总结构形式确定··12 第五章冲压设备的选择··12 第六章弯曲模模架及零件设计··13 6.1后侧导柱模架的选用··13 6.2其它零件结构··13 第七章模具制造工艺过程··16 7.1凹模制造工艺过程··16 7.1凸模制造工艺过程··16 第八章模具各部分零件参数··16 第九章橡胶垫的选用··17 第十章总工程图··18 总结··19 致信··20 参考文献··22 附录··23 毕业设计任务书 题目:根据下面的制件,设计冲压模具(为 大批量生产) 材料:10 t=5mm B=40mm 设计工作量:1、模具装配图一(A0或者A1 图纸)。 2、主要零件图1~3(A3或者 A4图纸)。 3、模具各零件及模具总体装 配三维造型。 1 绪论 目前,我国冲压技术与工业发达国家相比还相当的落后,主要原因是我国在冲压基础理论及成形工艺、模具标准化、模具设计快速化等程度不高的原因。 1.1国内外发展概况 改革开放20多年来,我国的模具工业获得了飞速的发展,设计、制造加工能力和水平、都有一了很大的提高。据中国模具工业协会统计,1995年中国模具总产值为145亿元,而2003年已达450亿元左了,年均增长14%。另据统计2004年中国(不包括台湾、香港、澳门地区)共有模具专业生产厂、产品厂配套的模具车问(分厂)近20000家,约60万从业人员,年模具总产值达1亿元人民币以上的有十多家。但是,我国模具工业现有能力只能满足需求最的60%左右,还不能适应国民经济发展的需要。据有关部门统计,1997年进口模具价值6-3亿美元,这还不包括随设备一起进口的模具;1997年出口模具仅为7800万美元。目前我国模具工业的技术水平和制造能力,是我国国民经济建设中的薄弱环节和制约经济持续发展的瓶颈。国内已经认识到了模具在制造业中的重要基础地位,许多模具企业十分重视技术发展,增大了用于模具技术进步的投资。 1.2我国未来模具的研发探讨 ——模具设计的标准化、网络化、智能化、三维化、集成化1、标准化 标准化是实现模具专业化生产的基本前提,是系统提高整个模具行业技术水平和经济效益的重要手段,是机械制造业向深层次发展必由之路。国际上工业发达的国家和公司都极为重视模具的标准化,我国的模具标准化程度不足30%,而且标准品种少、质量低、交货期长,严重阻碍模具的合理流向和效能发挥。 CAD/CAM系统可建立标准零件数据库,非标准零件数据库和模具参数数据库。标准零件库中的零件在CAD设计中可以随时调用,并采用GT(成组技术)生产。非标准零件库中存放的零件,虽然与设计所需结构不尽相同,但利用系 支撑板零件冲压工艺及 模具设计 Company number:【WTUT-WT88Y-W8BBGB-BWYTT-19998】 支撑板零件冲压工艺及模具设计 模具市场发展趋势 模具,是工业生产的基础工艺装备,在电子、汽车、电机、电器、仪表、家电和通讯等产品中,60%—80%的零部件都依靠模具成形,模具质量的高低决定着产品质量的高低,因此,模具被称之为“百业之母”。模具又是“效益放大器”,用模具生产的最终产品的价值,往往是模具自身价值的几十倍、上百倍。 模具生产的工艺水平及科技含量的高低,已成为衡量一个国家科技与产品制造水平的重要标志,它在很大程度上决定着产品的质量、效益、新产品的开发能力,决定着一个国家制造业的国际竞争力。 我国模具工业的技术水平近年来也取得了长足的进步。大型、精密、复杂、高效和长寿命模具上了一个新台阶。大型复杂冲模以汽车覆盖件模具为代表,已能生产部分新型轿车的覆盖件模具。体现高水平制造技术的多工位级进模的覆盖面,已从电机、电器铁芯片模具,扩展到接插件、电子枪零件、空调器散热片等家电零件模具。在大型塑料模具方面,已能生产48英寸电视的塑壳模具、g大容量洗衣机全套塑料模具,以及汽车保险杠、整体仪表板等模具。 在精密塑料模具方面,已能生产照相机塑料模具、多型腔小模数齿轮模具及塑封模具等。在大型精密复杂压铸模方面,国内已能生产自动扶梯整体踏板压铸模及汽车后桥齿轮箱压铸模。其他类型的模具,例如子午线轮胎活络模具、铝合金和塑料门窗异型材挤出模等,也都达到了较高的水平,并可替代进口模具。 根据国内和国际模具市场的发展状况,有关专家预测,未来我国的模具经过行业结构调整后,将呈现十大发展趋势:一是模具日趋大型化;二是模具的精度将越来越高;三是多功能复合模具将进一步发展;四是热流道模具在塑料模具中的比重将逐渐提高;五是气辅模具及适应高压注射成型等工艺的模具将有较大发展;六是模具标准化和模具标准件的应用将日渐广泛;七是快速经济模具的前景十分广阔;八是压铸模的比例将不断提高,同时对压铸模的寿命和复杂程度也将提出越来越高的要求;九是塑料模具的比例将不断增大;十是模具技术含量将不断提高,中高档模具比例将不断增大,这也是产品结构调整所导致的模具市场未来走势的变化 冲压模具的现状和技术发展 一、现状 改革开放以来,随着国民经济的高速发展,市场对模具的需求量不断增长。近年来,模具工业一直以15%左右的增长速度快速发展,模具工业企业的所有制成分也发生了巨大变化,除了国有专业模具厂外,集体、合资、独资和私营也得到了快速发展。浙江宁波和黄岩地区的“模具之乡”;广东一些大集团公司和迅速崛起的乡镇企业,科龙、美的、康佳等集团纷纷建立了自己的模具制造中心;中外合资和外商独资的模具企业现已有几千家。 随着与国际接轨的脚步不断加快,市场竞争的日益加剧,人们已经越来越认识到产品质量、成本和新产品的开发能力的重要性。而模具制造是整个链条中最基础的要素之一。 近年许多模具企业加大了用于技术进步的投资力度,将技术进步视为企业发展的重要动力。一些国内模具企业已普及了二维CAD,并陆续开始使用UG、Pro/Engineer、I-DEAS、Euclid-IS等国际通用软件,个别厂家还引进了Moldflow、C-Flow、DYNAFORM、Optris和MAGMASOFT等CAE软件,并成功应用于冲压模的设计中。 重庆科技学院 《冲压工艺》 课程设计报告 学院:_冶金与材料工程学院专业班级:材料成型及控制工程09 学生姓名:田小娟、李勋学号: 2009442593、2009440617 设计地点(单位)__E405 __ _ _ 设计题目:___弯角冲压工装设计____ 完成日期: 2012 年 6 月 9 日 指导教师评语: ______________________ _________________ ___________________________________________________________________________________ ___________________________________________________________________________________ ________________ __________ _ 成绩(五级记分制):______ __________ 指导教师(签字):________ ________ 目录 一.冲压工艺性分析及结论 (3) 二.工艺方案的分析比较和确认 (4) 三.模具类型与结构分析 (4) 四.排样图设计及材料利用率计算 (4) 五.冲压力的计算与压力中心的确定 (5) 六.凸、凹模工作部分尺寸与公差的确定 (7) 七.模具主要零件材料的选取、技术要求及强度校核 (9) 八.冲压设备的选择及校核 (11) 九.弹性元件的选择计算 (11) 十.紧固件 (12) 十一.其他需要说明的问题 (12) 十二.弯角冲压工艺卡片 (13) 弯角冲压模具设计 一.冲压工艺性分析及结论 零件件图如图所示,零件名称:弯角,材料:Q235,料厚:2mm,生产批量:大批量 零件图 1.尺寸精度 其外形公差无要求,其中φ3.2的两个孔有位置公差要求,为10±0.1,孔径无公差要求,精度很容易达到。 2.材料方面 材料为Q235,普通碳素结构钢,具有较好的冲裁成型性能。 3. 结构方面 结构对称,较为简单。其弯曲间内侧圆角半径为R1,相对弯曲半镜R/T=0.5,且弯曲角为90度,选取Q235退火或正火的钢板,沿垂直纤维方向上,可一次弯曲成形。三个孔的孔边与弯曲直边L3.2=2.4mm≥R+0.5t=2mm,L4=1.5≤R+0.5t=2mm,因此φ4孔应在弯曲之后冲;三个孔的孔边距C3.2=1.4≤2t=4mm,C4=0.7≤2t=4mm,如果先冲孔的话,由于孔边距过小,工件易变形,工件质量不能保证。 弯曲模具设计计算说明书 设计内容 设计说明书1份 模具装配图1张 凸模零件图1张 凹模零件图1张 班级: 学号: 姓名: 指导: 2009年12月 目录 一、模具设计的内容 (3) 二、设计要求 (3) 三、模具设计的意义 (3) 四、弯曲工艺的相关简介 (3) (一)、弯曲工艺的概念 (3) (二)、弯曲的基本原理 (4) (三)、弯曲件的质量分析 (4) (四)、弯曲件的工艺性 (7) (五)、最小相对弯曲半径 (7) 五、设计方案的确定 (7) (一)、弯曲件工艺分析 (8) (二)、弯曲件坯料展开尺寸的计算 (8) (三)、弯曲力的计算与压力机的选用 (9) (四)、弯曲模工作部分尺寸设计 (10) 六、模具整体结构 (16) 七、模具的工作原理及生产注意事项 (18) 八、总结 (19) 九、参考资料 (20) 一、模具设计的内容 设计一副如下图所示弯曲件的成形模具:(补充图纸) 二、设计要求 详尽的设计计算说明书1份、主要零件图、模具装配图1份。 三、模具设计的意义 冲压成形/塑料成型工艺与模具设计是机制专业的专业基础课程。通过模具的课程设计使学生加强对课程知识的理解,在掌握材料特性的基础上掌握金属成形工艺和塑件成型工艺,掌握一般模具的基本构成和设计方法,为学生的进一步发展打下坚实的理论、实践基础。 四、弯曲工艺的相关简介 (一)、弯曲工艺的概念 弯曲是将金属板料毛坯、型材、棒材或管材等按照设计要求的曲率或角度成形为所需形状零件的冲压工序。弯曲工序在生产中应用相当普遍。零件的种类很多,如汽车上很多履盖件,小汽车的柜架构件,摩托车上把柄,脚支架,单车上的支架构件,把柄,门扣,铁夹等。 (二)、弯曲的基本原理 以V形板料弯曲件的弯曲变形为例进行说明。其过程为: 1、凸模运动接触板料(毛坯)由于凸,凹模不同的接触点力作用而产生弯短矩,在弯矩作用 下发生弹性变形,产生弯曲。 2、随着凸模继续下行,毛坯与凹模表面逐渐靠近接触,使弯曲半径及弯曲力臂均随之减少, 毛坯与凹模接触点由凹模两肩移到凹模两斜面上。(塑变开始阶段)。 3、随着凸模的继续下行,毛坯两端接触凸模斜面开始弯曲。(回弯曲阶段)。 4、压平阶段,随着凸凹模间的间隙不断变小,板料在凸凹模间被压平。 5、校正阶段,当行程终了,对板料进行校正,使其圆角直边与凸模全部贴合而成所需形状。(三)、弯曲件的质量分析 在实际生产中,弯曲件的质量主要受回弹、滑移、弯裂等因素的影响,重点介绍回弹 冲压弯曲件冲压模具设计 摘要 随着中国工业不断地发展,模具行业也显得越来越重要。本文针对支架弯曲件的冲裁工艺性和弯曲工艺性,分析比较了成形过程的三种不同冲压工艺(单工序、复合工序和连续工序),确定用一幅级进模完成落料、冲孔和一幅单工序模完成弯曲的工序过程。介绍了支架弯曲件冷冲压成形过程,经过对支架的批量生产、零件质量、零件结构以及使用要求的分析、研究,按照不降低使用性能为前提,将其确定为冲压件,用冲压方法完成零件的加工,且简要分析了坯料形状、尺寸,排样、裁板方案,冲压工序性质、数目和顺序的确定,进行了工艺力、压力中心、模具工作部分尺寸及公差的计算,并设计出模具。还具体分析了模具的主要零部件(如冲孔凸模、落料凸模、卸料装置、弯曲凸模、垫板、凸模固定板等)的设计与制造,冲压设备的选用,凸凹模间隙调整和编制一个重要零件的加工工艺过程。列出了模具所需零件的详细清单,并给出了合理的装配图。通过充分利用现代模具制造技术对传统机械零件进行结构改进、优化设计、优化工艺方法能大幅度提高生产效率,这种方法对类似产品具有一定的借鉴作用。 关键词:支架,模具设计,级进模,冲孔落料,弯曲 Stamping Bending Stamping Mold Design ABSTRACT With China's industrial developing constantly, mold industry is becoming more and more important. Based on the stent bending blanking process and bending process, Comparative analysis of the process of forming three different stamping process (single processes, complex processes and continuous processes) confirm completion of the blanking, punching and a single procedure completed the bending modulus processes. On the cover of the cold bending stents,right after the cover of the mass production, quality components, and the use of structural components of the analysis, research, in line with lower performance prerequisite to the identification of stampings, Stamping method used to complete the processing components, and a brief analysis of the blank shape, size, layout, the conference board, stamping processes in nature, number and sequence determination. For the process, the center of pressure, the die size and the tolerance of the calculation, design mold. Also analyzes the mold of the main components (such as mould, punch hole punch, unloader device, punch, plate, bending plate etc) design and manufacturing, stamping equipment selection, punch-gap adjustment and establishment of a vital parts machining process. Die requirements set out a detailed list of parts, and gives a reasonable assembly. By fully utilizing modern manufacturing technology to mold traditional mechanical parts for structural improvements, design optimization, process optimization methods can greatly enhance production efficiency, the method of similar products have some reference. 弯曲模设计与制造 一、零件工艺分析 工件托架如图所示,材料08冷轧 钢板、料厚1.5mm。生产批量,2万件 /年。其工艺分析内容如下: 1、材料分析 08冷轧钢含碳量低,强度低,塑 性好,具有良好的冲压弯曲成型性 能。 2、结构分析 零件结构简单,左右对称,对弯曲 成性较为有利。可查得此材料所允许的 最小弯曲半径r =0.4t=0.6mm,而零件弯曲半径r=1.5mm> m in 0.6mm,故不会弯裂。另外,零件上的孔位于变形区之外和弯曲件中心区域,所以弯曲时孔不会变形,所以可以先冲孔后弯曲。计算零件相对弯曲半径r/t=1.5/1.5=1<1.5,卸载后弯曲件圆角半径的变化可以不予考虑,而弯曲中心角发生了变化,采用较正弯曲来控制角度回弹。 3、精度分析 零件上有3个尺寸公差要求,由公差表差得其公差等级要求属于IT9.其余为未标注公差尺寸也均按IT14选取。所以普通弯曲和冲裁即可满足零件的精度要求。 4、由以上分析可知,该零件冲压工艺性良好,可以冲裁和弯曲。 二、工艺方案的方案 零件为U形四直角弯曲件,该零件的生产包括冲孔、落料和弯曲三个基本工序,可有以下三种工艺方案: 方案一:先落料,后冲孔,再弯曲,然后再冲孔,采用四套单工序模生产。 方案二:先落料-冲孔复合冲压,后弯曲,再冲孔,采用复合模和单工序弯曲模生产,简单冲孔模。 方案三:先冲孔-落料连续冲压,后弯曲,再冲孔,采用级进模和单工序弯曲模生产。 方案一模具结构简单,需要四道工序、四套模具,生产效率较低。 方案二需三副模具,采用复合模生产只冲裁中心φ10孔,弯曲后再冲裁4xφ5孔,并且用复合模生产的冲压件形位精度和尺寸精度易保证,生产效率较高。宜采用复合冲压工序。 方案三也需两副模具,生产效率也很高,但零件的冲压精度稍差。其模具制造、安装较复合模略复杂。但弯曲时由于孔边与直壁的距离不满足L≥R+0.5t,所以零件受冲孔凸模水平推力会折断。 通过以上述三种方案的综合分析比较,该件的冲压生产采用方案二为佳。 三、零件工艺计算冲压模具设计-L型弯曲件
支承板弯曲模毕业设计论文
弯曲模的设计说明书
支撑板弯曲模设计实例
四角件弯曲模具设计
钢框架支撑结构设计实例(书稿例题)
习题答案第4章弯曲工艺及弯曲模具设计
Z形件弯曲模设计
弯曲模课程设计说明书
弯曲板冲压工艺及模具设计
冲压模具设计L型弯曲件
U形件弯曲模设计说明书
弯板冲压成型工艺与模具的设计
支撑板零件冲压工艺及模具设计
弯角冲压模具设计
弯曲模具设计计算说明书概要
冲压弯曲件冲压模具设计论文
弯曲模设计