常见包装袋密封性检测标准方法
常见包装袋密封性检测标准方法
包装袋广泛应用于食品包装以及药品包装的各个领域,以其包装成本经济、易于加工、易于控制、易于生产等优势而成为目前市场上极为普遍的一种包装形式,包装袋的密封性能、封口强度是包装袋质量的重要指标,其关乎着包装内容物的产品质量、保质期,同时也是产品流通环节的必要保障。
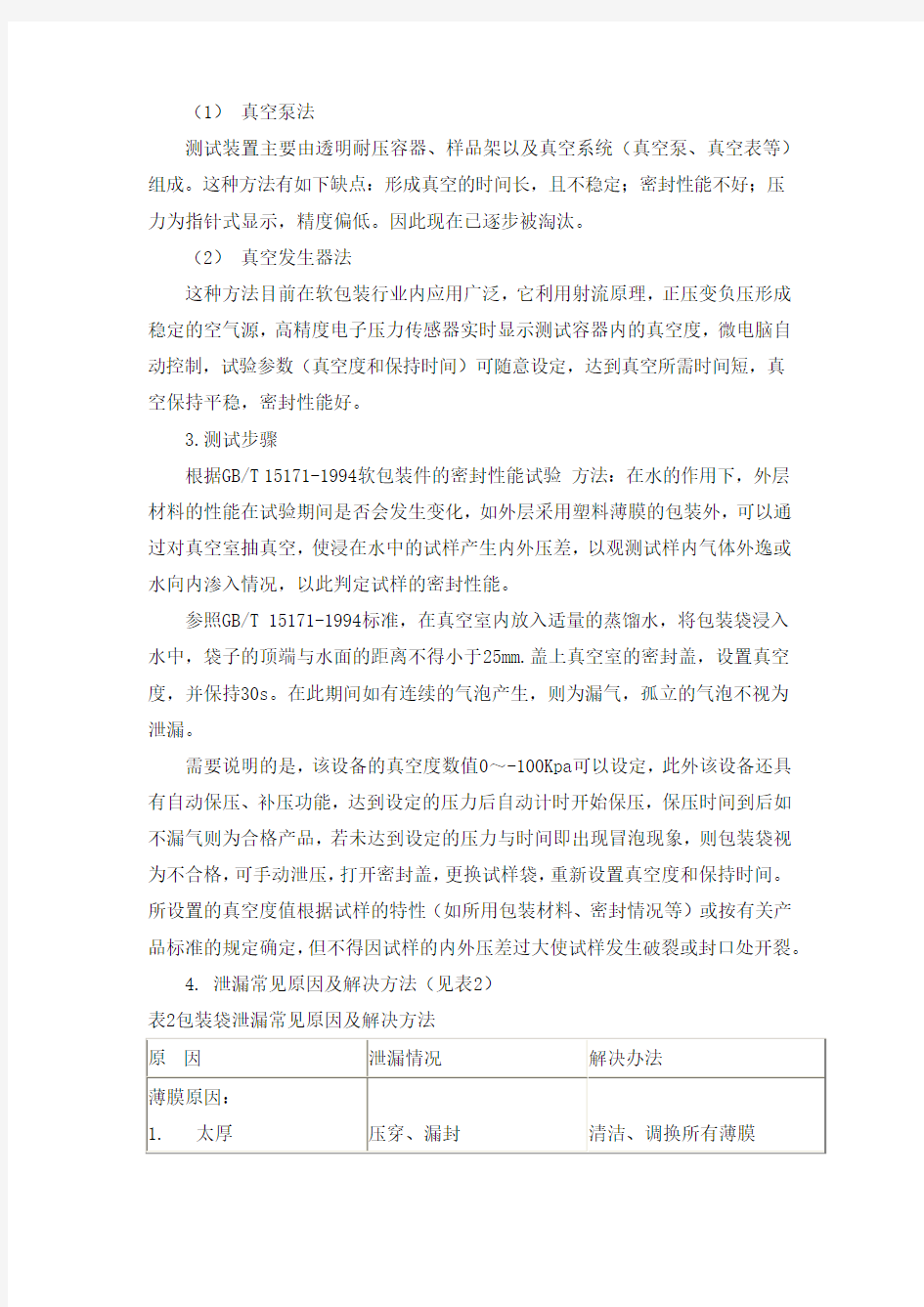
而在包装袋生产过程中由于众多因素的影响,可能会产生封合时的漏封、压穿或材料本身的裂缝、微孔,而形成内外连通的小孔。这些都会对包装内容物产生很不利的影响,特别是食品、医药包装、日化等行业,密封性将直接影响产品的质量。密封性不好是造成日后渗漏腐败的主要原因。其中风琴袋的包装特别是四层处最容易出现泄漏。广州标际对密封性测试的相关标准可见详表1:表1 密封性测试的有关标准
密封性测试具体方法各不相同,国内生产实践中常用GB/T 15171-1994标准。 1.着色液浸透法
这种方法通常用来检验空气含量极少的复合袋的密封性。方法如下:将试验液体(与滤纸有明显色差的着色水溶液)倒入擦净的试验样袋内,密封后将袋子平放在滤纸上,5min后观察滤纸上是否有试验液体渗漏出来,然后将袋子翻转,对其另一面进行测试。
2.水中减压法(真空法)
这种方法又包括真空泵法和真空发生器法,通常用来检验空气含量较多的复合袋。
(1)真空泵法
测试装置主要由透明耐压容器、样品架以及真空系统(真空泵、真空表等)组成。这种方法有如下缺点:形成真空的时间长,且不稳定;密封性能不好;压力为指针式显示,精度偏低。因此现在已逐步被淘汰。
(2)真空发生器法
这种方法目前在软包装行业内应用广泛,它利用射流原理,正压变负压形成稳定的空气源,高精度电子压力传感器实时显示测试容器内的真空度,微电脑自动控制,试验参数(真空度和保持时间)可随意设定,达到真空所需时间短,真空保持平稳,密封性能好。
3.测试步骤
根据GB/T 15171-1994软包装件的密封性能试验方法:在水的作用下,外层材料的性能在试验期间是否会发生变化,如外层采用塑料薄膜的包装外,可以通过对真空室抽真空,使浸在水中的试样产生内外压差,以观测试样内气体外逸或水向内渗入情况,以此判定试样的密封性能。
参照GB/T 15171-1994标准,在真空室内放入适量的蒸馏水,将包装袋浸入水中,袋子的顶端与水面的距离不得小于25mm.盖上真空室的密封盖,设置真空度,并保持30s。在此期间如有连续的气泡产生,则为漏气,孤立的气泡不视为泄漏。
需要说明的是,该设备的真空度数值0~-100Kpa可以设定,此外该设备还具有自动保压、补压功能,达到设定的压力后自动计时开始保压,保压时间到后如不漏气则为合格产品,若未达到设定的压力与时间即出现冒泡现象,则包装袋视为不合格,可手动泄压,打开密封盖,更换试样袋,重新设置真空度和保持时间。所设置的真空度值根据试样的特性(如所用包装材料、密封情况等)或按有关产品标准的规定确定,但不得因试样的内外压差过大使试样发生破裂或封口处开裂。
4. 泄漏常见原因及解决方法(见表2)
表2包装袋泄漏常见原因及解决方法
相关设备:密封性测试仪、密封测试仪、密封试验仪
密封性检测方法概述-软包装行业
密封性检测方法概述-软包装行业
包装的密封性能是关乎包装内容物质量的关键因素,这是因为包装的密封性决定了成品包装独立于外界环境的程度,若包装的密封性比较差,包装内部的气体含量或成分则易发生变化,如包装外部的气体渗透进包装内部或包装内部充填的气体散失,若包装内部含有液体成分还易出现漏液等问题,上述现象均可引起产品质量的降低。包装的密封性问题一般比较隐蔽,无法用肉眼辨识,故很难在出厂前发现并及时处理,往往是在出厂之后的长期流通、储存过程中因包装缓慢漏气、漏液,引发内容物出现发霉、结块、胀袋等质量问题,企业因此而承受较大的风险和经济损失。故包装的密封性问题一直是困扰企业的一大难题。 软包装行业密封性检测适用标准: 目前国内常用的包装袋密封性检测主要标准是《GB/T 15171 软包装袋密封性能试验方法》 ,该标准测试方法采用负压法测试原理,即抽真空法测试。试验原理是:通过对设备的真空室抽真空,使浸在真空室水中的试样产生内外压差,查看试样是否出现漏气的情况,以此判断试样的密封性能;或通过对真空室抽真空,使试样产生内外压差,通过观察试样膨胀及释放真空后试样形状恢复情况,判断试样的密封性能。
该测试方法适用的包装类型: 适用于玻璃瓶、管、罐、盒等的整体密封性试验。 适用于塑料袋、瓶、管、罐、盒等的整体密封性试验。 适用于金属瓶、管、罐、盒等的整体密封性试验。 适用于纸塑复合袋、盒类包装的密封性测试。 密封性检测试验仪器介绍: MFY-01密封试验仪(Labthink兰光)专业适用于食品、制药、医疗器械、日化、汽车、电子元器件、文具等行业的包装袋、瓶、管、罐、盒等的密封试验。亦可进行经跌落、耐压试验后的试件的密封性能测试。通过试验可以有效地比较和评价软包装件的密封工艺及密封性能,为确定相关的技术要求提供科学的依据。 密封试验仪,又可称为密封仪、密封性测试仪、包装袋密封检测仪、塑料瓶密封测定仪、瓶盖密封性试验仪等。
PET瓶封盖密封性检测方法
本文摘自再生资源回收-变宝网(https://www.360docs.net/doc/2913843204.html,) PET瓶封盖密封性检测方法 本文主要介绍PET饮料瓶盖密封性的检验指标和检验方法。 1.检验方法 1)往水罐注入水,确保当瓶放入水罐时水位浸过瓶盖; 2)对于PET瓶,将瓶盖连同瓶口在瓶颈位置切割下来,用专用夹具密封; 3)将气管与穿孔头连接,将样品浸入水罐,合上仪器盖,检查盖是否锁好; 4)将仪器底座前面的压力表的红色指针复位至零; 5)将选择开关向右打到“Test”位; 6)如发现瓶盖裙脚处有气泡,立即将选择开关向左打到“Hold”位(以便观察漏气情况)或打到“Vent”位使瓶压减压至零,记录压力表中红色指针所指示的压力; 7)如瓶盖裙脚处无气泡,压力读数会持续上升,直至达到压力设定值; 8)将选择开关向左打到“Vent”位使瓶压减压至零,松开仪器盖,从水罐中取出样品; 9)拆下穿孔头上的气管,逆时针旋出穿孔头,取出样品。
对包装物进行封盖密封性测试的频率受许多因素影响,其中包括:封盖机的工作状况、封盖速度、盖和瓶的供应商的数量、封盖机的防护保养周期等。 2.我们提出以下的测试频率及方法供参考: 1)每班开始时,从每个封盖头提取3个被测样品,目视检测所有的样品的封盖位置。先用KZJ-SST-2封盖密封性测定仪(以下简称KZJ-SST-2)鉴定每个封盖头下取来的其中一个样品的封盖密封性并记录结果,发现哪个封盖头下的样品检测结果不合格,工作人员必须对该封盖头的剩余2个样品进行测试,如果剩余的两支中任何一只的测试结果不合格,那么就有必要对这个封盖头进行校正工作。 2)每次封盖头调节后,应取样品进行测试。 3)当更换使用新的瓶或瓶盖时,或者使用从不同的供应商购
ISTA_1A包装测试标准中文版
ISTA 1A-2001 《包装性能测试》 ISTA 包装测试要求 ISTA 1A-2001 ISTA 包装产品的性能测试2007-010-15 译制(Translated)2007-11-05 印发(Issued)
ISTA 1A-2001 《包装性能测试》 前言 本文件为《ISTA 包装产品的性能测试》标准200-1 年版。 《ISTA 包装产品的性能测试》2001 年版为PRIDE公司提供我司作 为老年代步轮椅的测试文件之一。为此,我们组织翻译了该文件,以供相关部门的人员使用。 本文件的翻译过程中,我们忠实原著,以直译为主,为了更确切地表 达原文意思采用了少量的意译,并注意尽可能使语言和技术术语规范明了。在技术术语上兼用了少量我公司习惯技术用语,不妥之处,敬请指正。
重量≤150lbs(68kg) ISTA 1A-2001 《包装性能测试》ISTA 包装产品的性能测试 ISTA,即包装运输协会,是世界范围内包装产品性能测试的先导。 ISTA 1 Series 是包装性能测试中最基础的部分。 它们对包装的容量和产品承受运输危险的能力提出了挑战,但 它们并非模拟实际运输中的危险,并且 没有必要遵守运输包装规章。 采用ISTA测试程序时,会从中切实受益: ·缩短包装开发时间,使产品投放市场更加自信。 ·保护产品,减少产品损坏和损失,从而获得收益。 ·优化成本分配。 ·顾客满意,带来持续商业机会。 本文包括三章:概论、测试和报告。 ·概论提供了产品进入测试实验室之前需要了解的一般知识。 ·测试描述了实验室测试的具体规则。 ·报告指出了提交给ISTA 的测试报告中应记录的资料。 ISTA 程序给出了重量和测量的两种度量模式,他们是英制(in 一Lb)和SI 公制(米制)。in 一Lb 放在前面,米制单位在括号中,另外,有些表格中,它们是分开用的。 ·任一种度量模式单位(标准单位)都可以使用,但 ·在整个测试过程中应用同一选定的标准单位 ·同一度量可在二个数字之间转换(譬如用2in 和50.8mm 表示同一长度)。 ·但它们并不是精确的等同值。 警告: 测试前应阅读并理解全文。
关于软包装密封性检测方法的阐述
关于软包装密封性检测方法的阐述 密封包装的密封性能对产品的质量有很大影述方法中能够对泄潘进行定量检测的方法之影响,而包装的密封性非破坏性检测方法是包装过程中最重要的工序之一,也是最理想的检测方法。 众所周知,选择软包装形式和软包装材料时需要考虑很多指标,例如,包装对光线、气体的阻隔,顶隙空间的大小,包装的成本,运输、储存的成本,使用的便利性,材料的环保性等等。对此,广州标际包装设备有限公司认为对这些指标的综合评分是选择最优包装的依据,而密封性的检测(或者是经过老化试验、振动试验等模拟测试处理后样品的密封性检测)却是软包装评价中的否决项。因为密封性是实现包装功能性的前提,也是所选择的软包装材料相互之间及其与选用的包装形式在力学性能、热学性能、光学性能上是否匹配的综合体现。密封性差的包装会由于气体或者液体进出包装而导致物品变质,同时也可能对环境或周边物品造成污染,而对于功能性包装来讲泄漏也会致使包装功能性的丧失,给使用者带来严重的损失。 1.软包装密封性检测方法 常用的密封性检测方法有正压法和负压法两种。正压法通过向样品内部充入气体,增大其内部压力,然后根据样品内部压力的变化判断是否出现泄漏。负压法是将样品置于测试腔内的水中,通过对测试腔抽真空,使浸在水中的试样产生内外压差,观测试样内气体外溢或水向内渗入试样的情况,以此判定试样是否存在密封缺陷。软包装密封性的试验数据是商品贮存、堆放、振动等模拟试验中进行条件设定和结果评定的重要依据。 与其他检测项目相比,密封性试验最大的特点是它所适用的检测对象种类非常丰富,而其他试验的检测对象往往比较单一,例如拉力试验只能检测薄膜或片材、揉搓试验只能检测薄膜、顶空气体试验只能检测包装物,而密封性试验不但可以检测各种包装物还能对包装半成品进行测试,样品可以是刚刚完成生产的,也可以是在流通过程任一环节中的抽样,同时通过使用测试附件还能扩充可检样品的种类,并进一步放宽对样品外形和尺寸的限制。 2.软包装密封性的影响因素
真空包装袋密封性测试仪产品的试验方法
真空包装袋密封性测试仪产品的试验方法 2014/9/22 真空包装袋密封性测试仪产品的试验方法: 通过对真空室抽真空,使浸在水中的试样产生内外压差,观测试样内气体外逸情况,以此判定试样的密封性能;通过对真空室抽真空,使试样产生内外压差,观测试样膨胀及释放真空后试样形状恢复情况,以此判定试样的密封性能。 密封试验仪 产品型号MFY-1(经济型) 产品用途:MFY-1密封试验仪适用于食品、制药、医疗器械、日化、汽车、电子元器件、文具等行业的包装袋、瓶、管、罐、盒等的密封试验。亦可进行经跌落、耐压试验后的试件的密封性能测试。 产品特点: 1.采用手动控制保压,操作更方便,性能更稳定。 2.所有气动原件均采用知名厂家产品,性能稳定可靠。杜绝了因为气动原件而产生的保压不稳现象。 3.优质有机玻璃(亚克力)密封桶,壁厚增至15mm,有效增强密封桶的抗压强度,延长使用寿命。 4.电子保压装置,减少机械磨损,使保压时间更持久。
5.PVC操作面板,压力指针显示,即时精确,方便用户快捷查看压力值。 试验原理: 通过对真空室抽真空,使浸在水中的试样产生内外压差,观测试样内气体外逸情况,以此判定试样的密封性能;通过对真空室抽真空,使试样产生内外压差,观测试样膨胀及释放真空后试样形状恢复情况,以此判定试样的密封性能。 技术参数 1.真空度:-90kPa~0 2.精度:1级 3.真空室有效尺寸:300mm×390mm (H) (标配) 注:其他尺寸可定制。 4.气源压力:0.7MPa (气源用户自备) 5.气源接口:Φ8聚氨酯管 6.外形尺寸: 460mm(L)×360mm(B)×530mm(H) 7.电源:AC 220V 50Hz 8.净重:12kg 标准配置:主机+实验密封桶+气源线 依据标准:GB/T 15171、ASTM D3078
常见包装袋密封性检测标准方法
常见包装袋密封性检测标准方法 包装袋广泛应用于食品包装以及药品包装的各个领域,以其包装成本经济、易于加工、易于控制、易于生产等优势而成为目前市场上极为普遍的一种包装形式,包装袋的密封性能、封口强度是包装袋质量的重要指标,其关乎着包装内容物的产品质量、保质期,同时也是产品流通环节的必要保障。 而在包装袋生产过程中由于众多因素的影响,可能会产生封合时的漏封、压穿或材料本身的裂缝、微孔,而形成内外连通的小孔。这些都会对包装内容物产生很不利的影响,特别是食品、医药包装、日化等行业,密封性将直接影响产品的质量。密封性不好是造成日后渗漏腐败的主要原因。其中风琴袋的包装特别是四层处最容易出现泄漏。广州标际对密封性测试的相关标准可见详表1:表1 密封性测试的有关标准 密封性测试具体方法各不相同,国内生产实践中常用GB/T 15171-1994标准。 1.着色液浸透法 这种方法通常用来检验空气含量极少的复合袋的密封性。方法如下:将试验液体(与滤纸有明显色差的着色水溶液)倒入擦净的试验样袋内,密封后将袋子平放在滤纸上,5min后观察滤纸上是否有试验液体渗漏出来,然后将袋子翻转,对其另一面进行测试。 2.水中减压法(真空法) 这种方法又包括真空泵法和真空发生器法,通常用来检验空气含量较多的复合袋。
(1)真空泵法 测试装置主要由透明耐压容器、样品架以及真空系统(真空泵、真空表等)组成。这种方法有如下缺点:形成真空的时间长,且不稳定;密封性能不好;压力为指针式显示,精度偏低。因此现在已逐步被淘汰。 (2)真空发生器法 这种方法目前在软包装行业内应用广泛,它利用射流原理,正压变负压形成稳定的空气源,高精度电子压力传感器实时显示测试容器内的真空度,微电脑自动控制,试验参数(真空度和保持时间)可随意设定,达到真空所需时间短,真空保持平稳,密封性能好。 3.测试步骤 根据GB/T 15171-1994软包装件的密封性能试验方法:在水的作用下,外层材料的性能在试验期间是否会发生变化,如外层采用塑料薄膜的包装外,可以通过对真空室抽真空,使浸在水中的试样产生内外压差,以观测试样内气体外逸或水向内渗入情况,以此判定试样的密封性能。 参照GB/T 15171-1994标准,在真空室内放入适量的蒸馏水,将包装袋浸入水中,袋子的顶端与水面的距离不得小于25mm.盖上真空室的密封盖,设置真空度,并保持30s。在此期间如有连续的气泡产生,则为漏气,孤立的气泡不视为泄漏。 需要说明的是,该设备的真空度数值0~-100Kpa可以设定,此外该设备还具有自动保压、补压功能,达到设定的压力后自动计时开始保压,保压时间到后如不漏气则为合格产品,若未达到设定的压力与时间即出现冒泡现象,则包装袋视为不合格,可手动泄压,打开密封盖,更换试样袋,重新设置真空度和保持时间。所设置的真空度值根据试样的特性(如所用包装材料、密封情况等)或按有关产品标准的规定确定,但不得因试样的内外压差过大使试样发生破裂或封口处开裂。 4. 泄漏常见原因及解决方法(见表2) 表2包装袋泄漏常见原因及解决方法
包装测试方法与标准
包装测试方法与标准 1.为什要做测试? 1.1.评估易碎产品的包装在运输过程中所承受各种危险的能力。 1.2.提高产品品质及其竞争力,特别是来自世界低成本生产地区的产品 2.有那些包装测试标准及组织: 2.1.ISTA(InternationalSafeTransitAssociation),即国际安全运输协会。是一个国 际性的非牟利组织,其前身是NSTA-美国国家安全运输协会,目前在全世界的会员已有数百家知名的货运公司和实验室。它一直致力于协助会员开发有效的包装、方法、后勤系统等,以提高产品的运输包装安全性能,从而防止或减少产品的在运输和搬运过程中遇到的损失。该组织已经发布了一系列的标准以及测试程序和测试项目等文件,作为对运输包装的安全性能进行评估的统一依据。 ★测试标准:IATA-1A,1B,1C,2A,3D,3E,等等。 ★测试标准:NMFTA-Rule181家具包装测试。 ★测试标准:FedEx包装测试. ★测试标准:ASTMD4169,ASTMD5276,等等。 3.使用那些国家标准及测试方法 3.1.ISTA ★测试标准:ISTA-1A1C,2A 3.2.NMFTA ★测试标准:NMFTA-Rule181家具包装测试。 3.3.FedExRev.02/00 ★修改后的FedEx包装测试 3.4.修改后的包装产品运输测试 ★栈板包装测试,修改后的ISTA测试 3.ISTA3A-Modified简介 ISTA3A是给快递系统运输(空运或陆运)的独立包装所设定的普遍模拟测试,测试大概分为四种不同的独立包装类型:标准型包装,小型包装,细长型包装。 4.包装类型定义? 4.1.标准型包装:除小型及细长型包装以外的产品包装。 4.2.小型包装:体积小于800立方英寸;最长尺寸不大于14英寸;重量不大于10 磅。 4.3.扁平型包装:最短尺寸不大于8英寸;其他两个尺寸为最小尺寸的四倍或四倍 以上;体积不小于800立方英寸 4.4.细长型包装:最长尺寸不小于36英寸;其他两个尺寸是最长尺寸的1/5或更小。 5.测试过程 5.1.测量 一般纸箱的尺寸: 以纸箱外表面为例,尺寸以英寸为单位:长×宽×高(MM/M) 长是外围的长边 宽是外围的短边 高是两端外围之间的距离 测量纸箱重量,单位为磅(千克)
变频器包装测试规范V10
变频器包装测试规范 拟 制:______黄国华 ______日 期:2008.08.01 审 核:___________________日 期:__________ 批 准:___________________日 期:__________ 测试规范 英威腾电气股份有限公司 测试部 规范编码:INVT0_018_0001_TB_01 版 本:V1.0 密 级:机 密 生效日期:2010.08 页 数:26 页
更改信息登记表 规范名称:变频器包装测试规范 规范编码: 版本更改原因更改说明更改人更改时间V1.0 拟制新规范黄国华2010.08.01 评审会签区: 人员签名意见日期
目录 1. 目的 (4) 2. 范围 (4) 3. 定义 (4) 4. 引用标准 (6) 5. 测试设备 (6) 6. 试验环境 (7) 7. 测试项目 (7) 7.1.测试项目清单 (7) 7.2.包装箱抗压试验 (8) 7.3.包装件共振扫描与驻留试验 (9) 7.4.包装件随机振动试验 (10) 7.5.包装件跌落试验 (12) 7.6.包装件滚动试验 (13) 7.7.包装件倾跌试验 (16) 7.8.包装件斜坡冲击试验 (18) 8. 数据记录及报告格式 (19) 8.1.包装测试数据记录表 (19) 8.2.包装测试报告格式 (21)
变频器包装测试规范 1.目的 检验变频器产品包装是否满足标准和客户要求;本规范主要集中在验证包装材料和包装容器在流通过程对变频器产品的保护能力。 2.范围 本规范规定的包装测试方法,除特别说明之外,适用于英威腾电气股份有限公司开发的所有变频器产品。 3.定义 ●包装(Package,Packaging):为在流通过程中保护产品,方便储运,促进销售,按 一定技术方法而采用的容器、材料及辅助物等的总体名称。也指为了达到上述目的而采用容器、材料和辅助物的过程中施加一定技术方法等的操作活动。 ●试验样品(Package):产品经过包装所形成的总体。 ●内装物(Contents):试验样品内所装的产品或物品。 注:本规范中如无特别说明均指变频器。 ●衬垫材料、缓冲材料(Cushioning material):为了防震而采用的包装材料。 ●托盘运输(Pallet traffic):以托盘承载货物、使用机械设备进行装卸、搬运作 业,便于成件包装物的装卸、搬运和堆码作业实现机械化和托盘化。 ●外尺寸(Outside dimension,external dimension):包装容器的外部最大尺寸。 ●内尺寸(Inside dimension,inner dimension):包装容器的内部最大尺寸。●净重(Net weight):指内装物的净装量。 ●毛重(Gross weight):指运输试验样品的质量或重量。 ●压力试验(Compression test):将试验样品或包装容器放置在压力试验机上,以
湿巾包装的密封性检测方法及步骤
湿巾包装的密封性检测方法及步骤 密封性能是指湿巾包装袋密封的可靠性,通过该测试可以确保整个产品包装密封的完整性,湿巾的用途决定了其整体密封性的重要性。在选购湿巾产品的时候,包装的密封性必须要好,不能有漏气、漏液、破损等现象,最好选购包装有密封贴的湿巾。 国家针对湿巾产品颁布了《GB/T 27728湿巾》标准,标准中明确规定了按照GB/T 15171规定对湿巾产品的包装密封性能进行检测,可见其检测的必要性和重要性。 在此主要介绍一下湿巾包装的密封性能测试方法,以方便企业进行相关检测!湿巾包装密封性能测试方法及步骤: 一、测试原理说明 通过对真空室抽真空,使浸在水中的试样产生内外压差,观测试样内气体外逸或水向内渗人情况,以此判定试样的包装密封性能。 二、试验装置 2.1 密封试验仪:符合GB/T 15171规定,带一真空罐,真空度可控制在0 kPa 一90 kPa之间,真空精度为1级,真空保持时间在0.1 min一60 min之内。 2. 2 压缩机:提供正压空气,气源压力应小于等于0. 7 MPa o 三、试验样品 3. 1 试样应是具有代表性的装有实际内装物或其模拟物的软包装件。 3. 2 同一批(次)试验的样品应不少于3包。 四、试验步骤
4.1 打开真空罐,注入适量清水,注入量以放人试样扣妥上盖后,罐内水位高于多孔压板上侧10mm左右为宜。 4.2 打开压缩机和密封试验仪,接通正压空气,设置密封试验仪的试验参数:试验真空度为10 kPa士1 kPa,真空保持时间为30 s 。 4.3 将试样放人真空罐,盖妥真空罐上盖后进行试验。 4.4 观测抽真空时和真空保持期间试样的泄漏情况,有无连续的气泡产生。单个孤立气泡不视为试样泄漏,外包装附属部件在试验过程中产生的气泡不视为泄漏。注:只要能保证在试验期间可观察到所有试样的各个部位的泄漏情况,一次可测定2个或更多的试样。 4 . 5 试验停止后,打开密封盖,取出试样,将其表面的水擦净,开封检查试样内部是否有试验用水渗入。 4 .6 重复4.3一4.5步骤,每个样品测定3个试样。 五、试验结果评定 3个试样在抽真空和真空保持期间均无连续的气泡产生及开封检查时均无 水渗入,则判该项目合格;若3个试样中有2个以上不合格,则判该项目不合格;若3个试样中有1个不合格,则重新测定3个试样,重新测定后,若3个试样均合格,则判该项目合格,否则判为不合格。 根据标准中规定,湿巾包装的密封性能测试可选用负压法的密封试验仪来完成试验。济南普创密封性测试仪符合国家标准。
净化空调金属风管密封性的保证措施及检测方法.doc
净化空调金属风管密封性的保证措施及检测方法 在净化空调金属风管的施工过程中,只有根据它的使用要求,采取严格的质量控制措施,才能保证其质量要求。一般来说,净化空调金属风管与一般空调金属风管相比,有四个不同的使用要求:1. 风管内应保持清洁;2.密封性要求高;3.平整度要求高;4.风管内静压值高。本文主要论述净化空调金属风管 密封性的 保证措施及检测方法。 1 净化空调金属风管密封性的保证措施 (1)风管的咬口形式采用单咬口、联合角咬口。 (2)金属风管的连接形式采用角钢法兰连接。 (3)在板材尺寸能够满足下料要求,损耗率不会太大的情况下,可考虑把弯头、三通等配件制作成与 直线段连成一体,减少法兰接口。 (4)风管直管制作尽量减少纵向拼接缝,不应有横向拼接缝。矩形风管边长小于或等于900mm时,其底面板不得有拼接缝,大于900mm时,不应有横向拼接缝。 (5)风管的咬口缝、铆钉缝、法兰翻边四角等缝隙处涂上密封胶(如中性玻璃胶)。涂密封胶前应清 除表面尘土和油污。 (6)法兰密封垫采用5mm橡胶板或8501阻燃密封胶带。 (7)风管与法兰连接时,风管翻边应平整并紧贴法兰,宽度不小于7mm。 (8)法兰螺孔和铆钉孔间距不应大于100mm。矩形法兰四角应设螺孔。弯头、三通等管件内设置导流片用平头铆钉固定,严禁采用抽芯铆钉。铆钉处涂密封胶。 (9)软接头采用角钢法兰连接。(如图1) 2 采用漏光法检测净化空调金属风管的密封性
漏光法检测在风管吊装后,保温前进行。漏光检测采用分段检测。可根据风管内绳索拉动的顺畅程度,风管的检测长度尽可能长些来分段,以减少检测的次数,提高工作效率。重点检查的部位为弯头、三通等管件板材转折处,法兰四角翻边、铆钉处。按照《通风与空调工程施工质量验收规范》(GB50243-2002)附录A的规定,中压系统每10m接缝,漏光点不大于1处,且100m接缝平均不大于8处为合格。但是,该规定尚不能满足漏风测试要求。因此,在采用漏风测试前,应保证没有漏光点。 3 漏风量测试 3.1 漏风量测试的仪器 下面介绍笔者使用的漏风试验装置(图2)。该装置的组装参考《洁净室施工及验收规范》(JGJ71-90) 附录正压风管式漏风量测试装置。 (1)测试离心风机9-19№4A(1704m3/h,3253Pa,3kW) (2)毕托管与倾斜式微压计(YYT-200B,0~200 mmH2O) (3)热球式电风速仪(QDF-3型,0.05~30m/s) 3.2 漏风量测试的方法 (1)先用镀锌钢板封堵检测风管的各个出口。然后将风管漏风测试装置的进风管与检测风管连接,利用测试离心风机向风管内鼓风,调节风机入口处的风量调节阀。使进风管内静压值P上升并保持在 700Pa。 (2)进风管内的静压用毕托管与倾斜式微压计测量。 (2)进风管的风速用热球式电风速仪测量。根据测得的风速与进风管的截面积计算进风量Q(m3/h)。 此时的进风量Q即为漏风量。 4 漏风量的计算过程 4.1 对空气流态的判断 ∵试验风机的风量为1704m3/h,进风管的管径为φ300。 ∴风速v=6.7m/s 又∵1个大气压下,30O C空气的运动粘滞系数=16.6*10-6 (m2/s) ∴Re===121084
无菌药品包装密封完整性验证研究
无菌药品包装密封完整性验证研究 1、目的 用微生物挑战试验——液体浸没法,检测瓶装无菌产品密封系统的完整性。 2、适用范围 本验证适用于检测10Kg装铝瓶装无菌产品密封系统的完整性。 3、铝瓶生产厂家及批号(略) 每个厂家的铝瓶都应取至少3个批次进行试验,以充分证明该厂家生产铝瓶的密封性。 4、概述 4.1试验原理 向无菌产品铝瓶中灌装无菌培养基并在正常生产线上加塞和压盖,将铝瓶封口端浸在含有高浓度的细菌悬液中,培养这些铝瓶并检查是否有挑战微生物侵入。 4.2试验中的关键控制点 a)挑战用培养基的配方; b)挑战用微生物细胞的大小; c)挑战用菌悬液的浓度要足够高(不得低于105CFU/ml); d)样品浸入菌悬液的时间; e)无菌培养基对挑战微生物的灵敏度。
5、内容 5.1仪器用具 5.2培养基 5.3挑战菌:粘质沙雷氏菌【CMCC(B)41 002】 注:粘质沙雷氏菌为短杆菌,约0.5×(0.5~1.0)um,周身鞭毛,能运动,无荚膜,无芽胞,常用于0.45um 滤膜的过滤除菌验证。 5.4实验前准备 5.4.1无菌培养基的灌装 将制备好的培养基经湿热灭菌,待培养基冷却至室温后,在A级层流的保护下,通过无菌操作将培养基灌装至灭菌的10Kg装铝瓶中,在正常生产线上加塞、压盖。 5.4.2无菌检查 随机抽取已灌装培养基的铝瓶7瓶,在30-35℃培养14天,每隔两天随机抽取一个铝瓶进行无菌检查。 所有铝瓶均应无微生物生长。 对于铝瓶,因培养期内无法观察是否有微生物生长,检查时,将铝瓶内培养基倒出,转移至一无菌玻璃容器内,观察是否有微生物生长,如发现任何瓶内培养基有微生物生长,丢弃所有的铝瓶,重新开始试验。 5.4.3对试验用铝瓶进行培养基灵敏度检查(略) 5.4.4挑战用菌悬液的制备
T软包装件密封性能测试方法
中华人民共和国国家标准 软包装件密封性能试验方法 GB/T 15171-94 Test method for leaks in sealed flexible packages 1主题内容与适用范围 本标准规定了软包装件密封性能的试验方法。 本标准适用于各种材料制成的密封软包装件试验。 2试验目的 本标准可用作以下目的之一的试验: a.比较和评价软包装件的密封工艺及密封性能; b.为确定软包装件密封性能的技术要求提供有关依据; c.试验经跌落、耐压等试验后软包装件的密封性能等。
3术语 3.1软包装件 需具有密封性能的软包装件,其所用包装材料不得有各种针孔、裂口及封口处未封和开封等影响密 封性能的缺陷。 3.2密封性能 软包装件防止其他物质进入或内装物逸出的特性。 4试验原理 4.1方法一 此方法用于在水的作用下,外层材料的性能在试验期间不会显着降低的包装件,如外层采用塑料薄 膜的包装件。 通过对真空室抽真空,使浸在水中的试样产生内外压差,观测试样内气体外逸
或水向内渗入情况, 以此判定试样的密封性能。 4.2方法二 此方法用于在水的作用下,外层材料的性能在试验期间会显着降低的包装件,如外层采用纸质材料 的包装件。 方法二分A、B两种方法,仲裁检验用方法A。 4.2.1方法A 将试样内充入试验液体,封口后将试样置于滤纸上,观察试验液体从试样内向外的泄漏情况。 4.2.2方法B 通过对真空室抽真空,使试样产生内外压差,观测试样膨胀及释放真空后试样形状的恢复情况,以
此判定试样的密封性能。 国家技术监督局1994-08-16批准1995-03-01实施 GB/T 15171-94 5试验装置 试验装置应包括以下部分: 5.1真空室:由透明材料制成的能承受100 kPa压力的真空容器和密封盖组成。 真空容器用于盛放试验液体和试验样品;密封盖用于密封真空室。抽真空时,密封盖应能保证真空 室的密闭性。 试验时,真空室内所能达到的最大真空度应不低于95 kPa,并能在30~60 s 由正常大气压力达到 该真空度。
PE袋初包装封口验证报告2015
PE袋初包装封口验证报告 文件编号:YWY/G-01-2015 C/0 编制:日期:审核:日期:批准:日期:验证时间:
第一章总则 1.1.验证目的 根据ISO13458-2003(YY/T0287-2003)标准中“当生产和服务提供过的输出不能由后续的监视或测量加以验证时,组织应对任何这样的过程实施确认”。为此针对本公司生产的无菌医疗器械产品的初包装的工艺过程进行验证,使产品的单只包装符合GB/T19633-2005(ISO11607)《最终灭菌医疗器械的包装》标准的相关要求,同时对包装所用的材料和设备仪器进行验证。 1.2范围 1.2.1本验证适用于本公司生产的一次使用无菌医疗器械产品的PE成型袋的包装验证。所涉及的产品有: (1)、一次性使用无菌吸痰管; (2)、一次性使用无菌导尿管; (3)、一次性使用无菌胃管; (4)、一次性使用无菌喂食管; (5)、一次性使用无菌肛门管; (6)、一次性使用无菌婴儿尿袋; (7)、一次性使用无菌引流袋; 1.2.2本次验证用的设备为自动热合封口机,设备的编号为:YS—29,安装在净 化车间内。 1.2.3初包装材料 本次确认使用的材料为PE复合膜,单层厚度为0.05mm,材料的技术参数由供应商提供。 由于初包装材料及热合封口的工艺及设备已被生产实践所确定,所以本次的验证采用回顾性验证,在热合封口统计分析的基础上,证实初包装热合封口的生产工艺条件适用性的验证 1.3验证 1.3.1验证方案:由本公司技术部制定,报管理者代表审批后方可实施。 1.3.2验证实施:由相关职能部门的人员组成验证小组,管理者代表负责按验证方案组织实施。 1.3.3验证资料:所有有关验证的资料、所取得的数据、记录和验证报告由技术部汇编并存档。 1.3.4依据文件: (a)、ISO11607-1::2006《最终灭菌医疗器械的包装第一部分:材料无菌屏障系统、包装系统的要求》; (b)、ISO11607-2:2006《最终灭菌医疗器械的包装第二部分:成型密封和组装过程的确认》; (c)、GB/T2828.1-2008;
药用输液袋密封性能测试方案
摘要:药用输液袋大多采用聚烯烃、聚酰胺树脂原料共挤形成的复合膜作为包装材料,其具有极高的卫生安全性、无析出颗粒、高阻隔性、不易破裂等优点,但其密封性好坏是最影响药液质量、破坏无菌环境的性能指标。本文采用Labthink兰光自主研发的MFY-01密封试验仪检测输液袋的密封性能,并详述了该仪器的测试原理及试验详细过程,从而为制药企业等行业在对输液袋等包装密封性能的监控提供参考。 关键词:输液袋、药品、药用、软塑包装、密封性能、密封试验仪、泄漏、漏气、气泡 1、意义 药用输液袋包括聚氯乙烯(PVC)材质及非PVC复合膜材质,目前大多使用非PVC复合膜材质的三层或五层共挤复合膜,其主要材质为聚丙烯(PP)、聚乙烯(PE)、聚酰胺(PA)及多种弹性材料(SEBS),是目前最安全的输液包装材料之一,不含任何增塑剂,自身与药液之间无任何反应及吸附现象,摒除了玻璃瓶的析碱问题,抗低温性好,是一种优质的材质。 质量良好的药用输液袋应不易破裂,其阻气性与阻水性高,内部药液不易变质或泄露,可满足高要求的无菌环境。但药用输液袋是依靠热封将其四周各封边密封,而热封过程中易出现热封参数设置不合适导致热封不严密或热封过度,例如热封温度过高则引起封边根部易断裂或漏气,抑或热封刀表面不平整导致封边褶皱含有未密封贴合的泄漏点。倘若输液袋的密封性不好,则外界环境中水蒸气、氧气等气体则易渗入输液袋内部,引起细菌侵入,导致药液变质及氧化,甚至在运输或使用过程中出现泄漏。本文采用专业的密封性能测试仪向相关药品生产企业介绍有关输液袋密封性能的测试方案。 图1 药用输液袋包装 2、标准 目前,软塑包装的密封性能试验主要参考GB/T 15171-1994《软包装件密封性能试验方法》,该标准适用于各种材料制成的密封软包装件的密封性能试验。 3、试验样品 某品牌氯化钠输液袋成品包装。
纺织品测试方法与测试标准集锦
一:协会国家类 AATCC: American Association of Textile Chemists and Colorists 美国纺织品化学家和染化师协会 ASTM: American Society of Testing Materials 美国测试和材料实验协会 JIS: Japanese Industrial Standards 日本工业标准 ISO: International Standardization Organization 国际标准化组织 GB:(中国)国家标准 BS: British Standard 英国标准学会 EN:欧洲标准协会 DIN: Deutsches Institut Fur Normung 德国标准 AS: Standards Australia 澳大利亚标准协会 CAN/CGSB: Canadian General Standards Board 加拿大标准委员会 二:客户类 M&S: Marks & Spencer Test Method NIKE: Nike test method JCP: JCPenny test method EBQA: Eddie Bauer test method LS&CO.: LEVI'S test method PD/CD: Debenhams test method TH: Tommy test method LE :Land's End method TTM :dupont test method 杜邦测试方法 LTD :Limited method Boss-test method: Hugo Boss test method RTL: JCP公司内部实验室 三:公证行类 ITS: Intertek Testing Services Ltd. 天祥公证行 BV: Bureau Veritas Consumer Products Services Ltd. 立德公证行 MTL:立德公证行分公司 ACTS:立德公证行分公司 STR: Specialized technology resources LTD. 胜邦公证公司 Kaken:日本化学纤维检查协会 SGS: Societe generale desurveillance S.A. 瑞士通用公证行 四:公司类 Dupont 杜邦 Ciba 汽巴 SDC 英国染色工作者协会 edana 欧洲用即弃及无纺布产品协会 BTTG 英国纺织技术集团 ITMF 国际纺织生产商联合会 BISFA 国际人造丝及合成纤维
包装袋密封性检验方法
包装袋密封性检验方法 摘要:包装袋广泛应用于食品包装以及药品包装的各个领域,以其包装成本经济、易于加工、易于控制、易于生产等优势而成为了日前市场上极为普遍的一种包装形式,包装袋的密封性能、封口强度是包装袋质量的重要指标,其关乎着包装内容物的产品质量、保质期,同时也是产品流通环节的必要保障,本文将围绕包装袋的检测方法,对检测操作及要求进行较为详细的描述。 在食品药品行业,包装袋充斥了各个领域,应用之普遍无需赘言,通常包装袋所用材料都有着出色的印刷性能,能起到很好的宣传作用;作为商品,包装袋又是产品流通环节的保障,以防物流运输给产品带来损坏;包装袋最主要的一个作用就是能保鲜、保质,让最终达到消费者手中的产品能够达到预期的设计要求。 然而,我们或许不乏看到客户的各种投诉案件,或来自客户的各种索赔理赔,这不仅使得企业蒙受巨大的经济压力,还有着企业信誉声誉的损害,所有一切的根源就是因为包装袋的质量不合格所致,致使企业蒙受巨大损失,这的确有些得不偿失,由此可见如何保证包装袋的质量也成为了提高产品安全系数、延长产品保质期的有利保障措施。 1、包装袋密封性的测试意义 由于包装袋不合格带来的损失是惨重的,教训是深刻的,如何保证包装袋的质量,也就成为了包装袋检测的必要条件。包装袋出现质量问题最主要的原因有两个:一是包装袋的材料质量差,比如层间粘合强度不够导致包装袋分层而失去保护作用,或是热封材料不过关,热封质量不稳定导致封口强度不够或封口不严或漏封;二是热封条件不合适导致,热封温度、热封时间、热封压力是热封的三要素。 要想保证包装袋的质量,最可靠、最科学的手段是检测,这样不但可以较为清楚地了解到包装袋的质量情况、破袋率,而且给产品质量的可持续性控制提供了有力保障。 2、包装袋密封性的检测方法 2.1负压法测试。 测试原理:将被测包装袋浸入盛水的真空罐中,对真空罐抽真空,当包装袋内部压力大于外部压力时会膨胀增大,密封不好时会有起泡冒出,无起泡冒出则说明密封良好。 测试步骤: 本步骤以济南普创机电限公司生产的LT-02密封测试仪为例进行介绍,该仪器触摸屏操作,并且试验过程全自动进行,无须任何人工干预,其试验过程如下: ★向真空罐中加入适量的水 ★将包装袋放入真空罐中,盖好密封盖 ★开始试验(触摸操作) ★对真空罐抽真空 ★观察包装袋周围是否有起泡冒出(有气泡冒出说明有泄漏,无气泡说明密封良好)
制药行业容器密封性完整性测试的简介及选择
制药行业容器密封性完整性测试的简介及选择 1 概述 近年来,国外开发了真空衰减法等无损定量的测试方法,并且出台了相应的测试标准和法规。美国药典USP 1207 提出多种确定性的检测方法:真空衰减法、高压放电法和激光法等,将传统的微生物挑战法、色水法等归类为概率性的检测方法。尤其是国外,对药品质量控制设定的技术门槛越来越高,部分FDA及欧盟审计官甚至明确推荐采用国际先进的无损测试技术替代传统的破坏性测试技术。 针对美国药典USP 1207 常见的3大确定性的检测方法:真空衰减法、高压放电法和激光法做详细阐述,并且根据一些典型的应用推荐了最佳的测试方法。 2 真空衰减法 美国材料试验学会(ASTM)于2009年推出了真空衰减法作为包装无损检漏的测试标准ASTM F2338-09,该测试标准后来又得到了美国FDA的批准和认可。国内暂时还没有相关的测试标准出台。 真空衰减法的原理是将包装容器置于专门的测试腔体中,对测试腔体抽真空,容器内外压差使得容器内部气体通过漏孔泄漏进入测试腔体,主机压力传感器监测到压力的变化,将压力变化值和参考值做比较,以判定容器是否合格。 下图是真空衰减法设备主机和西林瓶测试腔体。 真空衰减法的测试步骤主要包括:抽真空、保压和测试,见图2。
1) 抽真空:在抽真空阶段,如果在指定的抽真空时间内,实际真空度无法达到参考真空度,那么包装有大漏。. 2) 保压:在保压阶段,如果在指定的保压时间内,实际真空度无法达到参考真空度,那么包装有中漏。 3) 测试:在测试阶段,如果实际dp值大于参考dp值,那么包装有小漏。通过上述3个步骤,可以将不同程度的泄漏分别识别出来。从而保证了该方法既能测大漏,又能测微漏。 真空衰减法分为只有绝压传感器的单传感器和具有绝压和差压传感器的 双传感器技术,单传感器的技术通常精度为15-25um,双传感器技术的精度一般为1.5-10um。绝压传感器和差压传感器可以看做是两把具有不同分辨率的标尺,绝压传感器的分辨率低,差压传感器的分辨率高,因而,单传感器的精度要比双传感器的精度差。 真空衰减法的适用范围很广。既适用于常压、微负压和高真空的各类容器检漏,也适用于粉体、液体填充容器的检漏。既可以测软包装容器,也可以测硬质容器。通过采用双循环的测试技术,真空衰减法可以避免小顶空容器出现大漏时的漏检。 测试腔体的选择 对于软包装的测试,可以采用专门的软膜腔体,软膜腔体在抽真空时会紧密贴合在一起,如果放入包装,就会将包装紧紧裹住,因而可以获得较好的测试灵敏度和较低的本底噪声。为了提高测试效率,通常采用更大尺寸的软膜腔体,这样一次可以放多个样品。当然软膜腔体不能做成太大,否则本底噪声会相对高。如果对测试精度要求不高,比如只需要测到30um
GBT10004标准关于包装塑料复合膜穿刺强度测试方法
GB/T10004标准关于包装塑料复合膜穿刺强度测试方法
塑料薄膜或复合薄膜的耐穿刺力是包装材料的重要指标之一,尤其对于蒸煮肉制品包装,内容物中禽类肉制品,其中骨头对包装材料有较强的穿刺能力,因此要对复合膜的穿刺强度进行检测,以减少外界因素对包装袋产生影响致使事物变质或泄露。因此,很多的食品包材厂家及食品生产企业将包装袋的穿刺强度试验作为必检项目之一。其试验方法在《GB/T 10004-2008包装用塑料复合膜、袋干法复合、挤出复合》中有明确规定。 穿刺强度检测使用仪器介绍 XLW(PC)智能电子拉力试验机适用于塑料薄膜、胶粘剂、胶粘带、不干胶、医用贴剂、离型纸、保护膜、组合盖、背板材料、无纺布、橡胶、纸张纤维等产品的拉伸、剥离、变形、撕裂、热封、粘合、穿刺力等性能测试。XLW(PC)是一款专业用于测试各种软包装材料拉伸性能等力学特性的电子拉力试验机;其超高的精度(0.5级)保证了测试的准确性;七种独立试验程序、多种规格力值传感器、以及七档试验速度选择,可以满足用户的各种试验条件;智能的操作软件不仅方便用户操控设备,还提供了多种数据分析和比对等实用功能。 抗穿刺测试原理:
将试样固定在夹具上,安装在动夹头上的穿刺针穿刺试样,通过位于动夹头上的力值传感器与位移传感器测试并记录穿刺过程中的力值变化。 测试方法介绍 1、根据相关标准要求准备试样,裁取直径为100mm的试样(标准要求5片)并安装到夹具中;试样要厚度均匀,无皱折、褶痕、污渍及其它明显缺陷。 2、在设备上安装夹具和合适的穿刺针。该标准要求用直径1.0mm,直径顶端半径为0.5mm 的钢针。
塑料袋底部热封性能的检测方法
塑料袋底部热封性能的检测方法 摘要:塑料袋主要用于盛装物品,其最重要的性能即为袋底部热封效果的优劣。为防止在使用过程中出现封口开裂导致物品泄漏,避免塑料袋无法重复利用而造成浪费,应加强对塑料袋底部热封性能的监控。本文利用XLW智能电子拉力试验机对塑料袋样品的热封强度进行检测,以此来评价样品封口的密封性能,并通过对试验过程及设备参数、原理等信息的描述,为企业检测塑料袋类产品的底部承重强度提供参考。 关键词:塑料袋、薄膜、热封性能、热封强度、底部承重强度、智能电子拉力试验机 1. 意义 塑料袋是人们日常生活中必不可少的便携物,常被用来盛装其他物品。因其廉价、重量极轻、容量大、便于收纳的优点被广泛使用,但又因为塑料袋降解周期极长、处理困难的缺点而被部分国家禁止使用和生产。为了减少塑料袋对环境的污染,应提高塑料袋的重复使用率,以此减少塑料袋的生产量。而塑料袋袋体的牢固性是保证重复使用的关键,特别是塑料袋底部密封性能。因此,塑料袋生产企业应加强塑料袋底部热封强度检测,及时评价袋体底部密封性能,延长塑料袋的使用周期。 若塑料袋底部热封强度较低,易出现封口处开裂、易泄漏等问题而无法重复使用;若塑料袋底部热封强度较高,热封处易发生皱缩,甚至会导致包装袋的热封处出现根切的问题,引起包装易在热封根部发生泄漏,甚至破袋。综上所述,生产企业应高度重视塑料袋热封强度的检测。 图1 常见的塑料袋
2. 检测样品 某企业提供的背心式塑料袋样品。 3. 检测依据 国内针对塑料薄膜包装袋热封强度的测试标准主要参考Q B/T 2358 《塑料薄膜包装袋热合强度试验方法》。 4、试验设备 图2 XLW 智能电子拉力试验机 4.1 测试原理 将试样装夹在夹具的两个夹头之间,两夹头做相对运动,通过位于动夹头上的力值传感器和机器内置的位移传感器,采集到试验过程中的力值变化和位移变化,从而计算出试样的热封强度、拉伸、撕裂、变形率等性能指标。 4.2 适用范围 (1) 本设备可用于塑料薄膜、复合膜、薄片等材料的热封强度性能、抗穿刺性能、拉伸性能、拉断力、抗拉强度与变形率、抗撕裂性能、剥离强度性能等指标的测试;可用于