FIDIA五轴简易说明书
FIDIA五轴加工中心基础操作
目录
一、机床概述
二、操作面板
三、CNC 的编程
第一章机床概述
名称:五轴高速数控铣床
型号:Y2K411
厂家:fidia S.P.A
主要技术参数:
主轴转速:24000rpm
主轴功率:27KWX2
数控系统:FIDIA C20
工件台面尺寸:500032200MM
工作台最大载重:20000KG
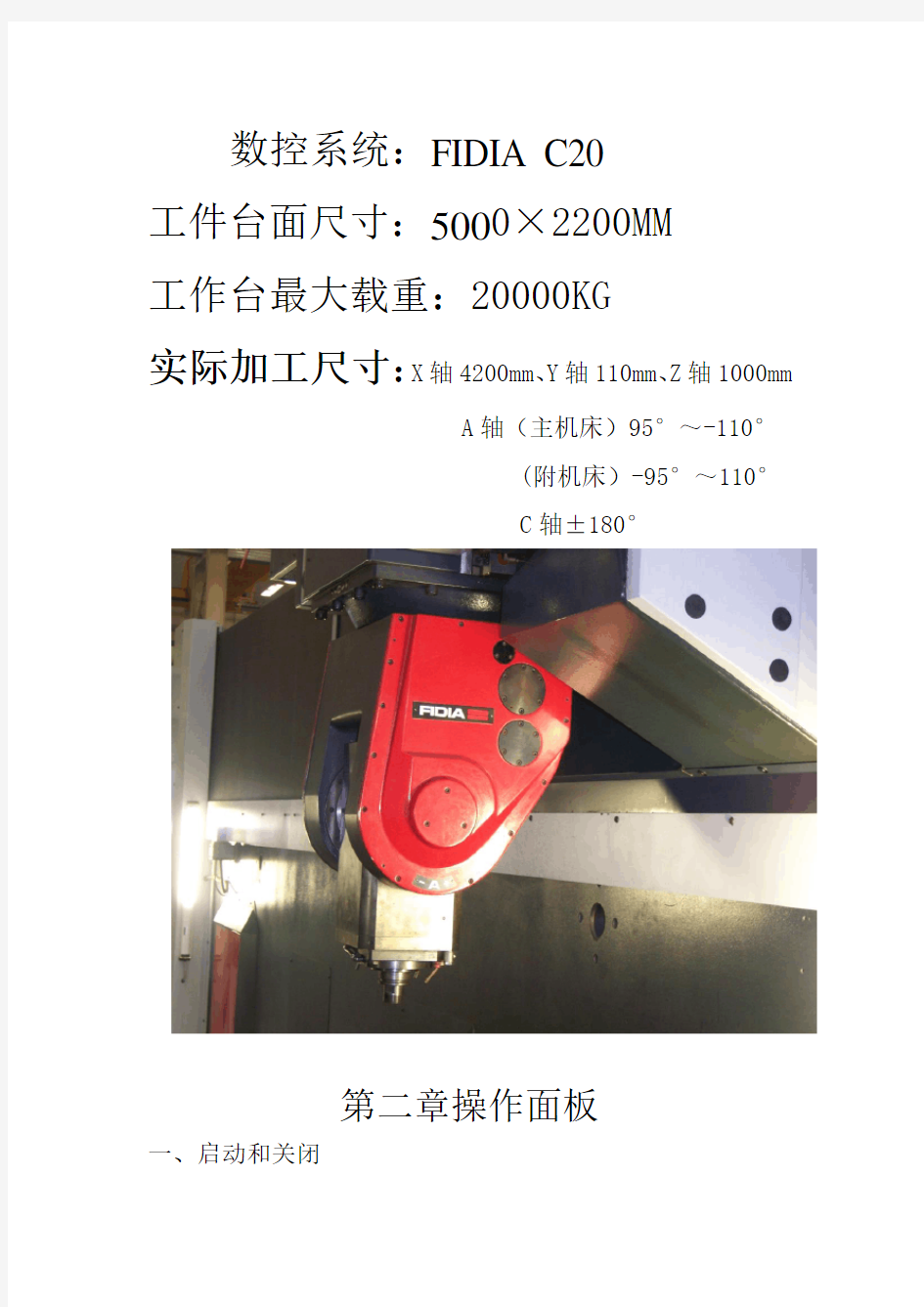
实际加工尺寸:X轴4200mm、Y轴110mm、Z轴1000mm
A轴(主机床)95°~-110° (附机床)-95°~110° C轴±180°
第二章操作面板
一、启动和关闭
1、启动:打开主机电源后进入windows见面,点击“开始”选择“程序”再选择Fidia Utility文件,然后点击User interface 进入用户界面。
2、关闭:从File菜单上选择关闭Exit,关闭CNC的命令页面(其它相关的系统界面先关闭,主界面才会关闭)。最后关闭电脑再关闭总电源。
二、应用窗口界面
在 CNC 命令界面被执行后, 在显示器上显示出一个窗口,它占有了整个桌面,其组成如下:
A 菜单条
B 显示和工作区域陈列, 取决于上下文, 位置值, 对话窗口, 图, 目录以及使用者输入值或其它数据的
参数或命令窗口
C 一个按时间顺序显示 CNC 信息的盒子
D 垂向软件键条
E 横向软件键条
F 日期和时刻
1、横向软件键条:
RES T2RESTCNC:机床恢复
ZERO2RQ:各轴自动顺序回机床零点(Z、A、C、Y、X)2X、Y、Z、A、C:单独轴选择回零点
SET COMMAND:设置命令
屏幕显示:F进给 S转速 UNIT公/英制单位
RCTP(五轴连动)OF/ON
TOOL COORD刀具坐标轴OF/ON
ROTO当前原点坐标的旋转角度
SET COMMAND2SET ORIGIN:设置加工原点坐标(1-10个)
机床的原点为零号坐标系,是不能更
改的。
2SAVE ORIGIN:记录坐标数据
2RSET ORIGIN:恢复坐标数据
2CQAHADWH:手轮调节偏移量OF/ON
SAVERESTORE:SAVE记录2TOOL TABLE刀具表
RESTORE恢复2TOOL TABLE刀具表
2、竖向软件键条:
CNC环境2PARCNC(参数)2SWITCH使能/禁止阅读被编程的功能
2AXIS各轴开关
2FSC各轴镜像
2MDCNC选择零件程序的执行模式
2CQA各轴偏移量
2ROTANG2ROTANG以坐标系旋转
2ROTCEN以中心旋转
2PROGLIM程序限位
2AXISLIM轴限位
2SAFETYLIM安全限位
2TOOL TABLE:刀具表(0号为当前主轴无刀,1-41号
为可自动/手动换刀,42号为测头专
用刀位,43-100号为自定义刀号)
Type 1 –圆柱平刀具
Type 2 –圆柱圆角刀具
Type 3 –球状刀具
Type 4 –球状刀具,带一个圆周嵌入件
Type 5 –圆柱圆角刀具,带两个圆周嵌入件
Type 6 –圆柱圆角刀具,带两个方嵌入件
Type 7 –锥状刀具,带平刀尖
Type 8 –锥状刀具,带圆角刀尖
Type 9 –镗刀
Type 10 –带刀尖的刀具
类型 1 圆柱体刀具类型 2 复合型刀具
类型 3 球头刀具类型 4 带一个嵌入件的球头刀具
类型 5 带两个圆形嵌入件的复合型刀具类型 6 带方形嵌入件的复合型刀具
类型 7 带平端头的锥体刀具类型 8 带复合型端头的锥体刀具
类型 9 镗刀具类型 10 尖点刀具
CNC环境2EXECUTE执行窗口2EXECUTE FILE执行一个零件程序。
2EXECUTE BLOCK执行一个单个的编程
程序段。
2EXECUTE PROC执行一个过程。
2EXECUTE REPEAT重复执行那个最后被
执行的文件 ( 零件程序或过程 )
2ABORT EXECUTE中断一个零件程序,过
程或单个程序段的执行。
2EXECUTE RESUME该被中断的加工
循环被恢复。
2GRAPHIC TEST被赋作图形实验
的页面被显示。
LOG FILE:当此软件键被按压,该单元格被打开,显示按时间顺序排列的被控制系统记录的信息。要滚动该信息列表,使用??键或PAGE UP/DOWN 键即可。
每条信息的组成是:
一个顺序号;
它出现的时刻;
一个识别该信息的代码;
信息的文本。
例:
00012 00:00:33 WCN045 A + AXIS LIMIT MICROSWITCH
显示的信息随时检查数据的准确度。
要关闭该 LOG FILE 汇总盒形区,只要简单地再一次按压软件键 LOG FILE 即可。
从顺序号中缺席的信息是与机床或 CNC 运行无关的信息; 这些是包含着有关用户界面的资讯或错误信息。
第三章CNC 的编程
G代码
M代码
五轴联动数控加工中的刀具补偿方法
五轴联动数控加工中的刀具补偿方法 刀具补偿是现代计算机数控(CNC)系统所具有的重要功能之一,可分为刀具半径补偿和长度补偿两种。就目前而言,应用于二维轮廓加工的两坐标联动数控系统基本都具备刀具补偿功能,而多坐标(三坐标以上)联动数控系统中对于刀具补偿功能还未能得到较好解决。特别是五轴联动加工中,由于刀具的旋转运动,使得五轴联动刀具补偿较难实现。 国外几个主要CNC生产商在其高档的五轴联动数控系统中已经带有刀具补偿功能,如SIEMENS的SINUMERIC840D系统具有将三维空间向量转换为实际机械轴角度的计算能力的“3D Tool Radius Compensation”功能,而所带的坐标转换(或位置变换)功能其实质就是五轴刀具长度补偿。国内有关五轴联动加工刀具补偿方法的研究并不多,因此,本文将对五轴加工中的刀具补偿问题进行深入研究,分别对五轴加工中的刀具半径补偿和长度补偿的实现方法进行详细叙述,以期能建立并完善五轴联动CNC系统的刀具半径和长度补偿功能。 一、五坐标加工数控程序的生成 五坐标加工主要应用于复杂曲面零件如整体叶轮等的加工,因此其数控程序的生成必须借助于一些自动编程软件如UGII、HyperMill等。在应用这些软件进行五坐标数控编程时得到的刀位文件(CLF)是不依赖于具体机床结构和形式的,而且它提供了五轴曲面加工时刀具底端面中心(以下简称为刀具中心)在工件坐标系下要求位移到的位置坐标以及刀轴的方位矢量等信息,但CLF文件的生成却依据了选用刀具的形式(如平底刀等)和刀具半径等参数。 因此,五轴加工程序的生成与刀具参数设定有密切的关系。另外,利用编程软件的后置处理模块根据选用五轴数控机床的结构形式等参数将CLF文件转换成加工曲面所需的数控程序。假定某加工程序段为:G01XxYyZzAaCc其中位置坐标值x、y、z可以是刀具中心坐标也可以是机床主轴端(Spindle none)的坐标a、c分别为绕X轴、Z轴的角度坐标值。当x、y、z为刀具中心坐标时称为刀具中心编程,当x、y、z为主轴端坐标时称为主轴端编程,如图1所示。 但无论哪种编程方式都需数控系统具有刀具自动补偿功能才能加工出我们所需要的零件。以下将以图2所示结构形式五轴数控机床和刀具(平底刀)中心编程为例分别叙述五轴联动加工中的刀具半径补偿和长度补偿。 二、现行五轴数控编程在刀具半径补偿方面的不足 上节中叙述的五坐标数控加工编程方式和得到的数控指令格式是根据国际标准化组织(ISO)有关数控编程的标准ISO 6983进行的。对平面两轴或两轴半的加工而言,在ISO 6983中常使用G41/G42功能来补偿刀具半径。补偿时根据数控程序中提供的相关信息如G17/G18/G19进行加工平面选择配合G41/G42左右刀具补偿选取,利用一般较低档的控制器即可完成。 但是,对于三轴特别是五轴加工,即刀具半径的补偿要在三维空间完成,ISO 6983中所提供的信息则显得不足,如G17/G18/G19、G41/G42等已经失效,插补程序段中提供的数据信息又仅仅是刀具中心点坐标和刀具轴的方位角,刀具半径补偿实际上不可能进行,因为控制
数控车床安全操作规程通用版
操作规程编号:YTO-FS-PD303 数控车床安全操作规程通用版 In Order T o Standardize The Management Of Daily Behavior, The Activities And T asks Are Controlled By The Determined Terms, So As T o Achieve The Effect Of Safe Production And Reduce Hidden Dangers. 标准/ 权威/ 规范/ 实用 Authoritative And Practical Standards
数控车床安全操作规程通用版 使用提示:本操作规程文件可用于工作中为规范日常行为与作业运行过程的管理,通过对确定的条款对活动和任务实施控制,使活动和任务在受控状态,从而达到安全生产和减少隐患的效果。文件下载后可定制修改,请根据实际需要进行调整和使用。 1.工作前戴好防护眼镜,工作服要扎好袖口,长发应卷入工作帽中,不准戴手套及穿凉鞋工作。 2.开机前,应仔细查看车床各部分机构是否完好,须手动润滑的部位应先进行手动润滑;检查数控系统及各电器附件是否正常,各开关、按钮和按键是否正常、灵活;检查各坐标轴是否回零。 3.程序输入后,应仔细核对代码,数值、正负号及语法等;正确测量和计算坐标系,并请指导教师对结果进行检查,无误后方可上机操作。 4.未装工件前应先空运行一次程序,检验程序是否能顺利运行,刀具和卡具安装是否合理,有无超程现象。 5.每把刀首次使用时必须先验证刀补值是否合适,试切时,在刀具运行至工件表面20~30mm处,必须在进给保持下,验证Z轴和X轴坐标值与加工程序是否一致。 6.必须在确认工件夹紧后才能起动机床,严禁在工件转动工程中测量、触摸工件。
五轴说明书(编程部分)
第二章编程篇 2.1 准备功能G代码的种类 准备功能G代码及后数字表示,规定其所在的程序的意义。G代码有一下两种类型: (例)G01和G00是同组的模态G代码 G01 X______; Z__________; G01有效 X__________; G01有效 Z__________; G00有效 注:具体的系统参数请参考系统参数表 G代码及功能表
U、V、W分别和 A、B、C 同义,同时使用 A 和 U 或 B 和 V 等会产生错误(也就是一行中用了两次 A)。在 U、V、W 代码的描述中没有指定它们在同一程序行使用的次数,但 A、B、C 代码的描述决定了他们只能使用一次。 2.1.1快速直线移动 - G00 (1)对于快速直线移动,程序 G00 X__ Y__ Z__ A__ C__ 中的所有功能字,除了至少选用其中的一个外其它都为可选,如果当前移动模式为G00那么G00也是可选的,刀具可以以协调线性移动的方式以最大进给到达目的点,执行G00命令不会有切削动作发生。 (2)如果执行了G16命令设置了极坐标原点,在极坐标中使用半径和角度表示目的
地,也可以使用G00 X__ Y__控制快速直线移动,X__是目的地相对于极坐标原点的半径,
Y__则是目的地与极坐标原点连线与3点钟方向逆时针方向的夹角(也就是通常用的四象限标准)。 执行 G16 时的当前点坐标就是极坐标原点。 如果在程序中省略了所有的轴功能字将会产生错误。 如果启用了刀具半径补偿,刀具的移动将与上面所描述的不同(见刀具补偿)。如果程序在同一行有 G53 命令,刀具的移动也同与上述不同(见绝对坐标系)。 2.1.2 以进给直线切削– G01 (1)对于以进给直线切削来说,程序G01 X__ Y__ Z__ A__ C__中的所有功能字,除了必须至少使用的之外其它的轴功能字都为可选。如果当前移动模式为G01,那么G01也是可选的,刀具将以协调线形移动的方式以当前进给移动到目的地。 (2)如果执行了G16命令设置了极坐标原点,在极坐标中使用半径和角度表示目的地,也可以使用G00 X__ Y__控制快速直线移动,X__是目的地相对于极坐标原点的半径,Y__则是目的地与极坐标原点连线与3点钟方向逆时针方向的夹角(也就是通常用的四象限标准)。 执行 G16 时的当前点坐标就是极坐标原点。 如果在程序中省略了所有的轴功能字将会产生错误。 如果启用了刀具半径补偿,刀具的移动将与上面所描述的不同(见刀具补偿)。如果程序在同一行有 G53 命令,刀具的移动也同与上述不同(见绝对坐标系)。 2.1.3以进给圆弧切削-G02和 G03 用 G02(顺时针圆弧)或 G03(逆时针圆弧)来切削圆弧或螺旋,在机床坐标系中圆弧或螺旋的轴线必须与 X、Y 或 Z 轴平行。可以用 G17(Z 轴,XY-平面)、G18(Y 轴,XZ-平面)、G19(X 轴,YZ-平面)来选择工作平面,如果圆弧是圆那么它应该位于与被选平面平行的平面上。 如果加工圆弧的代码定义了旋转轴的转动,转动轴将以恒定的速度转动,这样它会随 X、Y、Z 轴转动和停止,一般不使用这种程序。 如果启用了刀具半径补偿,刀具移动将与上面所描述的不同(见刀具补偿)。圆弧的描述方法有两种,我们称它们为圆心格式和半径格式,在圆弧切削模式中半径模式和圆心模式都是可选的。 2.1. 3.1 半径模式圆弧切削 在半径格式圆弧切削模式中,指定被选平面内的弧线终点的坐标为圆弧半径,程序G02 X___ Y___ Z___ A___ B____ C___ R___(或把G02换成G03)中,R表示圆弧半径,除了所选切削的角度在 0-180°之间,当半径为负数时圆弧切削的角度在 180-359.999°之间。如果圆弧为螺旋线,圆弧终点在平行于螺旋线轴线的坐标平面上的坐标位置也可以指定。 如果出现下列情况将会出错: (1)所选平面上两根轴的功能字都被忽略。 (2)圆弧的终点位置就是起点位置。
DMG 海德汉iTNC 操作培训
DMG培训照片文件整理总结(详见机床操作说明书) 目录: 一.手动拆刀和装刀: 1.进入手动模式。 2.按刀具表软件,进入刀具表。 3.打开编辑开关。 4.建刀库刀位以外的刀具。 5.按结束。 6.进入MDI模式。 7.调用刚建立的刀具。 8.按START键执行。 9.显示更换刀具。 10.按开门键,打开工件间门。 11.按换刀键。 12.屏幕T 开始闪烁。 13.旋转按刀按扭,听到有松夹声音。 14.注意刀具的缺口方向,放刀具到位,松开换刀按扭,听到夹紧的声音,松开刀具。 15.刀具在主轴。 16.关闭工作间的门。 17.屏幕显示更换刀具。 18.刀具已经换入。 19.确认换刀完成。 20.换刀结束, 二.手动拆除刀库以外的刀具。 1.按MDI 进入 2.调用零号刀具。 3.按START 键执行。 4.屏幕显示从轴上取下刀具。 5.按开门键开工作间门。 6.按换刀键。 7.屏幕T 开始闪烁。 8.用手拿住刀具。 9.旋转拆刀旋扭,拆除刀具。 10.关闭工作间的门。 11.屏幕显示 T0 。 12.屏幕显示从轴人取下刀具,按START 键完成拆刀。 三.从刀库装入刀具。 1.按手动按扭,进入手动数据输入。 2.按刀具表软键,进入刀具表。 3.把光标移到要装入刀具的一行。 4.按左边的刀库管理软键。 5.按刀具拆除, 6.等待屏幕显示 1。20(1号刀库,20号刀位),刀库已经准备好。 7.因为只是装刀,并不是真正拆除,所以按中断结束。 8.打开后面的刀库门,放入刀具,注意缺口方向在里面,完成刀库装刀。
2.把光标移到要拆除的刀具的一行。 3.按刀具管理软键。 4.按刀具拆除。 5.屏幕显示(1。32)一号刀库32号刀位。 6.按中断软键,不清除刀具参数。 7.打开刀库门,拆除刀具。 8.手动清除刀具数据,按结束,完成刀库拆除刀具。 五.标准刀的校正Z零点。 1.把标准刀放入32号刀位。按MDI 进入。 2.调用32号刀具。 3.按START 执行。 4.调入标准刀具。 5.在刀具表中输入,标准刀的长度和半径。 6.移动标准刀在工作台上方50MM 处。用50MM的标准块测量,精度到0。001MM。 7.进入设定原点界面。 8.按设定原点软键。 9.输入Z+50 10.按ENT 键确认。 11.按预设表软键,进入。 11.进入预设表 12.把工作台设为Z零点。标准刀的校正Z零点完成 (工作台有-0。0397的误差,会在后面,五轴精度校准中校正) 探头校正方法 1. 用基准刀找到机床工作台面的机械坐标.(用50mm标准块) 2. 调出探头,把探头移动到距离工作台面20MM的地方,执行探头长度标定(该选项在打开探头功能看到两个标定的第一项)。标定完成后会看到探头的实际自动的写到刀具补偿里面。 3. 用机床配置的内径为50的环规做探头摆动的标定。做法为把探针动到环规的上表面-10MM左右的地方执行探头半径标定,{该选项在打开探头功能看到两个标定的第一项}(做这项这前要用千分表测出探头放在主轴上的摆动值不能超过5μm如果摆动太大要用装探头的木盒配的六角匙调整探头下表面的四个螺母,调整后探头的摆动越少越好) 六.探头直径校正 1.调用探头,用丝表校探头最高点在0。005MM以内,在刀具表中建立探头数据,L (探头长度)R(探头半径)和PLC参数00010100。 2.如果探头不正,用六角松开校正。 2.用铜棒或木棒轻轻敲击校正。 4,校正好后,按探测功能软键。 5.选择标定R功能。 6.把探头移到环规的中心。 7.记录环规的直径。 8.输入环规的半径和探头的半径。 9.按+X 软键,确定方向。 10.按START 执行测量。 11.屏幕显示X+的测量数据。 12.按START 键执行下面的测量。 13.按180 度软键, 14.START 执行 15.完成测量
简介五轴联动数控机床
五轴联动数控机床是一种科技含量高、精密度高专门用于加工复杂曲面的机床,这种机床系统对一个国家的航空、航天、军事、科研、精密器械、高精医疗设备等等行业有着举足轻重的影响力。 简介 装备制造业是一国工业之基石,它为新技术、新产品的开发和现代工业生产提供重要的手段,是不可或缺的战略性产业。即使是发达工业化国家,也无不高度重视。近年来,随着我国国民经济迅速发展和国防建设的 需要,对高档的数控机床提出了迫切的大量需求。机床是一个国家制造业水平的象征。而代表机床制造业最高境界的是五轴联动数控机床系统,从某种意义上说,它反映了一个国家的工业发展水平状况。长期以来,以美国为首的西方工业发达国家,一直把五轴联动数控机床系统作为重要的战略物资,实行出口许可证制度。特别是冷战时期,对中国、前苏联等社会主义阵营实行封锁禁运。爱好军事的朋友可能知道著名的“东芝事件”:上世纪末,日本东芝公司卖给前苏联几台五轴联动的数控铣床,结果让前苏联用于制造潜艇的推进螺旋桨,上了几个档次,使美国间谍船的声纳监听不到潜艇的声音了,所以美国以东芝公司违反了战略物资禁运政策,要惩处东芝公司。 五轴机床的种类 有摇篮式、立式、卧式、NC工作台+NC分度头、NC工作台+90°B轴、NC工作台+45°B 轴、NC工作台+ A轴°、二轴NC 主轴等。 A轴和C轴最小分度值一般为0.001度,这样又可以把工件细分成任意角度,加工出倾斜面、倾斜孔等。A轴和C轴如与XYZ三直线轴实现联动,就可加工出复杂的空间曲面,当然这需要高档的数控系统、伺服系统以及软件的支持。这种设置方式的优点是主轴的结构比较简单,主轴刚性非常好,制造成本比较低。但一般工作台不能设计太大,承重也较小,特别是当A轴回转大于等于90度时,工件切削时会对工作台带来很大的承载力矩。另一种是依靠立式主轴头的回转。主轴前端是一个回转头,能自行环绕Z轴360度,成为C轴,回转头上还有带可环绕X轴旋转的A轴,一般可达±90度以上,实现上述同样的功能。这种设置方式的优点是主轴加工非常灵活,工作台也可以设计的非常大,客机庞大的机身、巨大的发动机壳都可以在这类加工中心上加工。这种设计还有一大优点:我们在使用球面铣刀加工曲面时,当刀具中心线垂直于加工面时,由于球面铣刀的顶点线速度为零,顶点切出的工件表面质量会很差,采用主轴回转的设计,令主轴相对工件转过一个角度,使球面铣刀避开顶点切削,保证有一定的线速度,可提高表面加工质量。这种结构非常受模具高精度曲面加工的欢迎,这是工作台回转式加工中心难以做到的。为了达到回转的高精度,高档的回转轴还配置了圆光栅尺反馈,分度精度都在几秒以内,当然这类主轴的回转结构比较复杂,制造成本也较高。 国外五轴联动数控机床是为适应多面体和曲面零件加工而出现的。随着机床复合化技术的新发展,在数控车床的基础上,又很快生产出了能进行铣削加工的车铣中心。五轴联动数控机床的加工效率相当于两台三轴机床,有时甚至可以完全省去某些大型自动化生产线的投资,大大节约了占地空间和工作在不同制造单元之间的周转运输时间及费用。市场的需求推动了我国五轴联动数控机床的发展,CIMT99 展览会上国产五轴联动数控机床第一次登上机床市场的舞台。自江苏多棱数控机床股份有限公司展出第一台五轴联动龙门加工中心以来,北京机电研究院、北京第一机床厂、桂林机床股份有限公司、济南二机床集团有限公司等企业也相继开发出五轴联动数控机床。 当前,国产五轴联动数控机床在品种上已经拥有立式、卧式、龙门式和落地式的加工中心,适应不同大小尺寸的杂零件加工,加上五轴联动铣床和大型镗铣床以及车铣中心等的开发,基本涵盖了国内市场的需求。精度上,北京机床研究所的高精度加工中心、宁江机械集
五轴数控机床旋转轴位置测定与加工设置22
五轴加工数控机床根据旋转部件的运动方式不同,可归纳为双转台、双摆头和一转台一摆头三种形式。双转台五轴联动机床的运动坐标包括三个直线坐标轴X、Y、Z和两个旋转坐B(A)、C,其结构如图1所示。该种结构是中、小A 型五轴加工机床采用较多的一种结构形式,其优点是旋转坐标有足够的行程范围,工艺性好,适合中小型体零件的五面粗、精铣削加工,机床能在加工时减少装夹次数,达到高效率、高精度、高可靠性的要求。 1 五轴加工设置内容介绍 零件在进行五轴加工时主要设置的内容有:编程方式选择及转台旋转中心到摆动中心位置偏置设置、编程零点到c轴中心位置偏置设置、加工工件坐标系的位置偏置设置、刀具长度补偿设置、机床五轴RTCPJJIJ工设置及。下面以广数GSK 25i五轴数控系统、CAXA制造工程师201 1软件五轴后置处理为例,介绍双转台式五轴数控加工中心的加工设置与机床精度的测量、调整方法。 2 旋转轴与直线轴的位置偏置 (1)旋转中心到摆动中心偏置距离测量如图2所示,具体操作方法如下: 第1步:通过旋转B轴,采用打表方式校平、校正C轴,使c轴平面与z轴垂直,然后在C轴上安装一圆棒,旋转C轴铣出圆棒直径为D,最后对圆棒进行分中,找出XYZ车由的坐标系零点位置坐标C,使C轴旋转轴轴线与Z轴轴线重合,在机床坐标相对坐标系中将X、B轴坐标清零。 第2步:手动旋转摆动轴B轴至90°位置,采用打表方式校正B轴使C轴平面与Z轴轴线平行,然后移动X轴,用百分表或分中棒对C轴平面进行多次校准取平均值,使z轴轴线位于旋转轴C轴平面上,aOz轴轴线到旋转轴C 轴平面的距离为0,所移动的距离为L(z’+x’),最后移动z、y轴,采用打表方式,测出圆柱旋转后(B轴相对坐标90°位置)其侧面至旋转前(B轴相对坐标0度位置)的高度值日。依据以上步骤得出c轴旋转中,GNB轴摆动中心的偏置值:
1海德汉中文使用说明书[1]
1前言
1.1TNC 426,TNC 430 HEIDENHAIN TNC是一种面向生产车间的仿型控制器,使您能以一种便于使用的对话式编程语言,编制使机床准确加工运转的对话式程序。TNC控制器可用于铣削、钻孔和镗削加工,也可用于加工中心。TNC 426最多可控制五根轴;TNC 430最多可控制九根轴。您也可在程序控制下改变主轴的角度位置。 一体化的硬盘能存储许多您所喜欢的程序,不论这些程序是脱机创建的还是数字化的。为了能快速计算,随时随地都能在屏幕上调出袖珍计算器。 键盘和屏幕布局清晰合理,功能调用快捷,使用方便。 编程:HEIDENHAIN对话式和ISO格式 HEIDENHAIN对话式编程是一种特别容易的程序写入方法,交互式的图形表示仿型编程的各个加工步骤。如果某一张生产图纸没有标注NC适用的尺寸,HEIDENHAIN FK任意形状轮廓编程就会自动执行必要的计算。工件的加工状况,无论是现在正在加工中还是在加工之前,都能用图形模拟显示。在ISO编程格式或DNC模式中都由此功能。 当TNC在运行另一段程序时,您也可输入或测试一段程序。 兼容性 TNC能执行所有写在TNC 150B及以后的HEIDENHAIN 控制器上的零件程序。
1.2可视显示器和键盘 可视显示器 TNC显示器可使用CRT彩色显示器(BC120)或TFT 液晶显示器(BF120)。右上图为BC120的键盘和控制器,右中图为BF120的键盘和控制器。 屏幕端部 当TNC接通电源时,屏幕端部显示选定的操作方式:左侧为加工方式,右侧为编程模式。当前激活的模式显示在一个较大的方框中,在此方框中,同时也显示对话提示和TNC信息(如果没有,则仅显示图形)。 软键 TNC底部一排软键表示辅助功能。直接按下这些键,即可选用这些辅助功能。紧接着软键行上面的行表示软键的编号,可以左右移动黑色光标调用。 被激话的软键行高亮显示。 软键选择键 切换软键行 设置屏幕布局 用于转换加工和编程模式的移位键 仅在BC120上的键 屏幕退磁:为屏幕设置退出主菜单 为屏幕设置选择主菜单: 在主菜单中:高亮显示部向下移动 在子菜单中:减小数值;图形向左或向下移动 在主菜单中:选择子菜单 在子菜单中:退出子菜单 主菜单对话功能 CONTRAST调节对比度 H-POSITION调节水平位置
车床安全操作规程
精品 车床安全技术操作规程 1、范围 本规程分析了车床在操作过程中的危险因素,规定了安全操作要领及应急措施等技术要求。 本规程适用于公司车床实际操作过程中的安全作业。 2、危险因素分析 2.1设备没有接地线或接地不牢靠,在操作中易引发触电事故。 2.2加工时飞溅物伤人。 2.3 工件装夹不牢固,机床运转时工件易飞出伤人。 3、安全技术操作规程 3.1本机操作人员必须经过安全技术培训,熟悉和掌握本机的性能、结构和技术规范,认真阅读操作 手册,考试合格后才允许上岗作业,否则不得擅自独立操作。 3.2开工前应穿戴好工作服(帽),发辫不得露出帽外,工作服必须“三紧”,严禁戴手套、系围裙 工作。 3.3机床开动前,首先检查转动部分是否正常厂防护罩是否牢固。 3.4开车时,车刀要装夹紧固,吃刀不得超过本身负荷,刀头不得伸太长,上落大工件时床面上要垫 木板,必要时两人协助上落架。 3.5使用锉刀,砂布要符合安全要求,车刀要移动到安全位置。 3.6机床运转时,手不可伸入刀具与工件之间,工件、卡、量具等不准放在机床导轨或拖把上。 3.7较大工件装夹要牢固,不可开快车。车床旋转时,禁止隔着车床传递物品。装夹后伸出机器外的 工件,要加安全防护或安全标志,以免甩出伤人或损坏设备。 3.8机器在运转时,不得测量工件,机床转动部份严禁用手触摸。 3.9产格遵守人离机停(电)规定,工作时思想要集中,不得随意离开工作岗位。 3.10高速车削及磨刀具和吃刀重,车削大工件时,必须配戴好防护眼镜。 3.11机器工作运转时不得进行任何调整和修整工作,如工作过程中发现机器出现故障或不正常现象,应立即按急停开关停机,通知有关部门修理。 3.12机器各个环节每次调整后,都必须以点运动检查各运动机构是否协调,确认没有问题后才能转入自动运转。 3.13必须先关断电源,等设备完全停稳后才能进行设备维护和保养。 3.14保持工作场地清洁,保养设备首先要切断机床总电源,铁屑要及时清理,但不得用手清理或用口吹,要用钩子清除,工件应摆放整齐。 4、应急措施 4.1机器运转过程中如发生异常情况,操作人员应立即通知班长,联系设备科相关人员进行抢 修。 4.2一旦发生设备安全事故,应立即切断电源,同时保护好事故现场,并逐级或立即向上级报告。 . 可编辑
5轴数控机床检验规格
5 轴数控机床检验规格 (ISO) 的最新动向 State of the art ISO standard for testing five‐axis machine tools 東京農工大学教授 堤正臣 Tokyo University of Agriculture and Technology Prof.Dr.Masaomi TSUTSUMI
2 5轴数控加工中心的代表形式 主要有三种形式 工作台回转式主轴头回转式(龙门)主轴头·工作台 回转式(混合式) w C A Y b X Z(C)t w X b Y Z C B(C)t w C X b Y Z A(C)t 工作台上有2个回转轴主轴上有2个回转轴主轴,工作台各有
1个回转轴
具有代表性的复合加工机(大连科德数控) 3 卧式复合加工机(KDW‐4200FH)立式复合加工机(KDL‐1550FH) (14轴5轴联动卧式复合加工机)(11轴5轴联动立式复合加工机)w C b Z X Y B(C)t C’Z’w C X b Z Y B(C)t
4 5轴数控加工中心和复合加工机的检验规格 -目前ISO认证中,只有主轴头回转式的检验规格 -还没有工作台回转式,混合式(复合加工机)的检验规格 -为此,在日本有了新的提案 (开发研究主要以东京农工大学为主) ISO10791:Test conditions for machining centers审议中 Part1~3几何误差检测 P art6插补运动检测 P art7工作精度检测
插补运动检测·工作精度检测的 主要检测方法 5 ISO10791‐6 (1)插补运动检测 专用仪器测量 ①3轴联动控制运动:利用Ball bar,R‐test检测 目的:轴的几何误差?工作台回转精度的评价 ②5轴联动控制运动(圆锥台的底面):利用Ball bar检测 目的:和圆锥台的工作精度比较 (不用精加工就可以测量精度) ISO10791‐7 (2)工作精度检测(切削实验)精加工 ①圆锥台(NAS979标准)(M3)
五轴联动数控机床技术现状与发展趋势
五轴联动数控机床技术现状与发展趋势 摘要:介绍五轴联动数控机床在工业加工中的优势和重要性,从国内、国外两个方面阐述目前五轴联动数控机床发展的现状,最后从目前机床工业发展动态出发展望五轴联动数控机床的发展趋势。 关键词:五轴联动数控机床技术现状发展趋势 一、简介 五轴联动数控机床是一种科技含量高、精密度高专门用于加工复杂曲面的机床,这种机床系统对一个国家的航空、航天、军事、科研、精密器械、高精医疗设备等等行业有着举足轻重的影响力。目前,五轴联动数控机床系统是解决叶轮、叶片、船用螺旋桨、重型发电机转子、汽轮机转子、大型柴油机曲轴等等加工的唯一手段。 二、国内外研究现状 陈则仕,张秋菊2005年提出一种五轴联动机器人运动学建模与仿真研究,探讨在VC ++6.0集成编程环境下,调用OpenGL实现机器人的建模与仿真。对一种五轴联动机器人首先建立几何模型,对其正逆运动学问题进行分析求解,然后建立友好人机交互界面,对机器人示教再现过程进行模拟,最终实现让机器人走空间直线路径的轨迹规划仿真。该方法为五轴联动机器人研究开辟新的道路,为五轴联动机器人的实用化做好理论实践经验。 赵世田,孙殿柱,孙肖霞2006年提出基于UG/POST五轴联动加工中心专用后置处理器的研发,通过结舍UG/Post Builder后置处理器开发工具和上述后置处理算法,开发了该机床的专用后置处理器,并通过试验进一步验证了该后置处理器的正确性和实用性。 德国兹默曼公司2007年开发出FZ25龙门铣床,标志着Zimmermann(兹默曼)公司再次扩展了其高度专业化的五轴联动HSC龙门铣床的应用范围。FZ 25非常适合大工件的干式切削,尤其是轻型的复合材料的加工,例如碳纤维和玻璃纤维强化塑料、环氧树脂、亚安酯、聚苯乙稀等。 杜玉湘,陆启建,刘明灯2007年提出五轴联动数控机床的结构和应用,介绍了五轴联动数控机床的几种结构及其特点和发展趋势;阐述了几种五轴联动机床加工的加工造型、编程(CAD/CAM系统)及其优缺点;详细描述了五轴联动数控机床对数控系统的要求及四开公司五轴联动数控系统的关键参数;列举了四开公司历年来参展的五轴联动数控机床及现场加工工件的情况。 燕红波,杨庆东,刘芳在2007年提出五轴联动的数控加工技术的研究及应用,五轴联动加工以其高柔性,高复合性,优良的切削位置姿态赢得越来越多用户的青睐,但编程的抽象和操作的复杂已经成为提高数控加工技术的一大瓶颈问题.本文介绍了多轴联动数控加工中心的结构模型,提出了基于典型的CAD/CAM软件UG的多轴后处理方法和加工实例,并对某一新型的五轴联动机床阐述了其各轴的坐标变换关系,开发了后处理系统,为多轴联动加工方案的制定提供了参考。 李培楠,郭锐锋,黄艳等在2008年提出四元数五轴联动插补算法的研究,设计一种基于四元数五轴联动的插补算法,不仅简化了插补计算量,同时能够使刀具从一点平稳的运动到另一点,而且插补的轨迹更光滑连续.文章引入四元数理论,重点研究了四元数在构造数学模型和运动变换中的应用,并在Matlab中成功的进行了仿真.实验结果表明了该算法的可行性。四元数是最简单的超复数,那可不可以引入其他元数理论,产生的效果将会是怎么样呢? 刘士玉,徐树洛在2008年提出五轴联动龙门加工中心现状与发展探讨,通过对五轴联动龙门加工中心现状的分析,总结了机床总体结构特点,找出了国内外机床在技术上的差距。
CNC安全操作规程
数控车床安全操作规程 (适用于本公司所有数控车床) 一.任何人员使用该设备及其工具、量具等必须服从所在车间主管的管理。未经主管允许,不得任意开动机床。 二.本公司职工必须服从指导人员的安排。任何人使用本机床时,必须遵守本操作规程。在工场内禁止大声喧哗、嬉戏追逐;禁止吸烟;禁止从事一些未经指导人员同意的工作,不得随意触摸、启动各种开关。 三.操作机床时为了安全起见,穿着要合适,不得穿短裤,不得穿拖鞋;女同事禁止穿裙子,长头发要盘在适当的帽子里;凡是操作机床时,禁止带手套、并且不能穿着过于宽松的衣服。四.装夹、测量工件时要停机进行。 五.使用机床前必须先检查气压、油压、急停开关是否正常,各润滑油是否充足。 六.在运行加工前,首先检查工件、刀具有无稳固锁紧,程式是否在开头,并回归零点,确认操作的安全性。 七.禁止随意改变机床内部设置。 八.机床工作时,操作者不能离开车床,当程序出错或机床性能不稳定时,应立即关机,请示当班组长,消除故障后方能重新开机操作。 九.开动车床应关闭保护门(安全门),以免发生意外事故。主轴未完全停止前,禁止触摸工件、刀具或主轴。触摸工作、刀具或主轴时要注意是否烫手,小心灼伤。 十.在操作范围内,应把量检具放在工作台上,机床上不应放任何杂物。 十一.手潮湿时勿触摸任何开关或按钮,手上有油污时禁止操控控制面板。 十二. 操控控制面板上的各种功能按钮时,一定要辨别清楚并确认无误后,才能进行操控。不要盲目操作。在关机前应关闭机床面板上的各功能开关(例如转速、转向开关) 十三.机床出现故障时,应立即切断电源,并立即报告现场组长,勿带故障操作和擅自处理,现场指导人员应作好相关记录。 十四.在机床实操时,只允许一名操作员单独操作,其余非操作的同事应离开工作区。实操时,同组同事要注工作场所的环境,互相关照,互相提醒,防止发生人员或设备的安全事故。 十五.任何人在使用设备时,都应把刀具、工具、量具、材料等物品整理好,并作好设备清洁和日常设备维护工作。 十六.要保持工作环境的清洁,清理工作场所,以及必须做好当天的设备检查记录。 十七.任何人员违反上述规定,组长有权停止其操作并作出处罚。 十八.做好当天的设备点检记录。 品技部
1226海德汉530系统编程和操作说明书
百度文库 - 让每个人平等地提升自 我 NC 软件 340 420-xx 用户手册 HEIDENHAIN 会话格式
可视显示器上的控制器 切换屏幕布局 在加工或编程模式之间切换 选择屏幕上功能的软键 切换软键行 输入字母和符号的打字键盘 文件名 注释 ISO 程序机床操作模式 手动操作 电子手轮 通过MDI进行定 位单步程序运行 连续程序运行 编程模式 编程和编辑 试运行 程序/文件管理器TNC功能 选择或删除程序或文件 外部数据传输在程序中 输入程序调用 MOD功能 显示NC错误信息的帮助文本 袖珍计算器 移动高亮区直接到程序块循环和参数功能 移动高亮区 直接到程序块循环和参数功能 进给速度/主轴速度倍率控制旋钮编程路径移动 切入/切出轮廓 FK自由轮廓编程 直线 圆的中心/极坐标极心 圆及圆心 圆及半径相切连 接的圆弧 倒角 圆角 刀具功能 输入和调用刀具长度和半径 循环子程序和程序段重复 定义和调用循环 输入和调用子程序和程序段重复标号程序中间程序停止在程 序中输入探头功能 坐标轴和编号输入和编辑 选择坐标轴或输入坐标轴到程 序中编号 小数点 改变算术符号 极坐标 增量尺寸 Q参数 捕捉实际位置 跳过对话问题删除字 确认输入并恢复对话 结束块 清除数字输入或清除TNC错误信息 中止对话删除程序段
百度文库 - 让每个人平等地提升自我 TNC 型号软件和特性 本手册说明了TNC按以下NC软件号提供的功能和特性 TNC型号NC软件号 iTNC 530 340 420-xx iTNC 530E 340 421-xx 后缀E表示TNC的出口版本TNC的出口版本具有以下限制 可同时在不超过4个轴上进行直线移动 机床制造商通过设置机床参数修改机床TNC可用特性本手册中描述的一些功能可能在您的机床上没有提供 您的机床上可能没有提供的TNC功能包括 3维探头探测功能 使用TT 130进行刀具测量 攻丝刚性 在中断后返回轮廓 请与您的机床制造商联系以熟悉您的机床的特性 许多机床制造商以及HEIDENHAIN提供TNC的编程课程我们推荐这些课程因为这是提高您的编程能力和与其他TNC用户共享信息和想法的有效途径 探头循环用户手册 在另外手册中描述了所有探头功能如果需 要该用户手册的拷贝请与HEIDENHAIN联 系手册ID编号369 280-xx 使用地点 TNC遵守EN55022规范对A类设备的限制并主要用于工业化区域
数控机床工安全操作规程(通用版)
( 安全管理 ) 单位:_________________________ 姓名:_________________________ 日期:_________________________ 精品文档 / Word文档 / 文字可改 数控机床工安全操作规程(通用 版) Safety management is an important part of production management. Safety and production are in the implementation process
数控机床工安全操作规程(通用版) 1.必须遵守机床工一般安全操作规程。 2.工作前按规定应穿戴好防护用品,扎好袖口,不准戴围巾、戴手套、打领带、围围裙;女工发辫应挽在帽子内。 3.开车前检查刀具补偿、机床零点、工件零点等是否正确。 4.各按钮相对位置应符合操作要求。认真编制、输入数控程序。 5.要检查设备上的防护、保险、信号、位置、机械传动部分、电气、液压、数显等系统的运行状况,在一切正常的情况下方可进行切削加工。 6.加工前机床试运转,应检查润滑、机械、电气、液压、数显等系统的运行状况,在一切正常的情况下方可进行切削加工。 7.机床按程序进入加工运行后,操作人员不准接触运动着的工件、刀具和传动部分,禁止隔着机床转动部分传递或拿取工具等物品。
8.调整机床、装夹工件和刀具以及擦拭机床时,必须停车进行。 9.工具或其它物品不许放在电器、操作柜及防护罩上。 10.不准用手直接清除铁屑,应使用专门工具清扫。 11.发现异常情况及报警信号,应立即停车,请有关人员检查。 12.不准在机床运转时离开工作岗位,因故要离开时,将工作台放在中间位置,刀杆退回,必须停车,并切断主机电源。 云博创意设计 MzYunBo Creative Design Co., Ltd.
机床操作说明书
机床操作说明书 5.2数控系统CNC操作面板介绍 1.TESET键:解除报警,CNC复位 2.HELP键:用于显示如何操作机床 3.DELETE键:程序编辑键 4.INPUT键:用于编辑程序和修改参数等操作 5.ALTER键:编辑程序时用 6.CAN键:删除输入到缓存的数据字母 7.INSERT键:在MDI方式操作时,输入程序 8.SH IFT键:此键用来选择键盘上的字符 9.光标键:光标的前后左右移动键 10.SYSTEM键:显示系统画面 11.POS键:显示位置画面 12.MESSAGE键:显示信息画面 13.PROG键:显示程序画面 14.CUSTOM键:显示用户宏画面 15.OFFSET SETTING键:显示刀偏/设定(SETTING)画面 详细介绍见随机提供的原版《Oi MATE Tc 操作使用说明书》 5.3 机床控制面板介绍 注意: 以下介绍各按钮的功能的前提条件是: a)机床电源总开关是在ON的状态下 b)数控系统和机床无任何报警的状态下 c)数控系统处于运行的状态下 1:系统启动,停止按钮: 按下系统启动键,10-50秒后,LCD显示初始画面,等待操作。当急停按钮按下时,LCD将显示报警。系统启动按钮主要功能是系统上电。
按下系统停止按钮,系统断电,LCD将立即无显示。关闭机床总电源时,首先关闭系统电源,然后关闭机床电源。 2:紧急停止按钮 紧急停止按钮按下时,LCD显示报警,顺时针旋转按钮释放,报警将从LCD 消失。要强调的是,当机床超过行程,压下限位开关(选项)时,在LCD上也显示报警。(装有硬限位的前提下) 3:空行程 仅对自动方式有效,机床以恒定进给速度运动而不执行程序中所指定的进给速度。该功能可用来在机床不装工件的情况下检查机床的运动。通常在编辑加工程序后,试运行程序时使用。 4:跳选 跳过任选程序段或附加任选程序段,仅对自动方式有效 5:工作方式选择 数控系统共有5种工作方式,可用工作方式选择开关或按钮选择,本机床采用触摸面板按键。 A:编辑方式 在程序保护开关通过钥匙接通的条件下,可以编辑、修改、删除或传输工件加工程序。 B:自动方式 在已事先编辑好的工件加工程序的存储器中,选择好要运行的加工程序,设置好刀具编置值。在防护门关好的前提下,按下循环启动按钮,机床就按加工程序运行。若使机床暂停,按下进给保持按钮,如有意外事件发生,按下紧急停止按钮。 C:MDI方式 MDI方式也叫手动数据输入方式,它具有从CRT/MDI操作面板输入一个程序段的指令并执行该程序段的工程。 D:JOG方式
五轴联动数控机床技术现状与发展趋势
万方数据
万方数据
万方数据
五轴联动数控机床技术现状与发展趋势 作者:梁铖, 刘建群, Liang Cheng, Liu Jianqun 作者单位:广东工业大学机械电子学院,广州,510006 刊名: 机械制造 英文刊名:MACHINERY 年,卷(期):2010,48(1) 被引用次数:3次 参考文献(15条) 1.范超毅透过CIMT2007看五轴联动加工机床的发展[期刊论文]-机床与液压 2008(08) 2.林胜五轴数控机床发展及应用 2005(41) 3.蕊阳机床工业亟须发展五轴数控技术 2003(04) 4.匿名我国数控机床技术发展与展望[期刊论文]-机械工程师 2007(02) 5.中国机床工具工业协会市场部CIMT精品荟萃[期刊论文]-世界制造技术与装备市场 2007(02) 6.沈福金更加灵巧的铣头 2008(04) 7.杨红华数控机床技术发展现状[期刊论文]-湖南农机 2008(05) 8.李东茹我国数控技术发展与展望[期刊论文]-世界制造技术与装备市场 2006(01) 9.郑东喜;邹传平浅析数控机床的发展趋势及国内形势 2006(23) 10.吴志衡;徐旋波数控机床技术发展趋势[期刊论文]-机电工程技术 2004(09) 11.安胜谈我国数控机床技术发展趋势[期刊论文]-农机使用与维修 2007(06) 12.盛博浩;唐华数控机床技术发展浅析[期刊论文]-航空制造技术 2002(06) 13.沈福金加工中心的主要发展动向一第23届日本国际机床展(JIMTOF2006)评述[期刊论文]-航空制造 2007(02) 14.樊小年数控技术的应用与发展趋势初探 2005(02) 15.孙杰数控机床技术发展趋势[期刊论文]-内蒙古科技与经济 2007(22) 本文读者也读过(2条) 1.杜玉湘.陆启建.刘明灯.DU Yu-xiang.LU Qi-jian.LIU MING-deng五轴联动数控机床的结构和应用[期刊论文]-机械制造与自动化2008,37(3) 2.张惠敏.ZHANG Huimin五轴联动数控机床的设计[期刊论文]-机床与液压2010,38(8) 引证文献(3条) 1.孙杰.金珊经济型五轴数控机床后置处理系统研究与应用[期刊论文]-制造技术与机床 2011(10) 2.唐勇关于我国数控机床行业发展之路的探讨[期刊论文]-科技创新导报 2011(21) 3.Li LU.Shusheng LIU.Shenggen SHI.Jianzhong YANG An Open CAM System for Dentistry on the Basis of China-made 5-axis Simultaneous Contouring CNC Machine Tool and Industrial CAM Software[期刊论文]-华中科技大学学报(医学)(英德文版) 2011(5) 本文链接:https://www.360docs.net/doc/419033769.html,/Periodical_jxzz201001002.aspx
五轴机床安全操作规程[详细]
五轴机床安全操作规程 Ⅰ、五轴加工中心操作规程 一、开机前,应当遵守以下操作规程: 1、穿戴好劳保用品,不要戴手套操作机床. 2、开动机床前检查各部分的安全防护装置、周围工作环境以及各气压、液压、液位,按照机床说明书要求加装润滑油、液压油、切削液,接通外接无水气源.检查油标、油量、油质及油路是否正常,保持润滑系统清洁,油箱、油眼不得敞开. 3、检查各移动部件的限位开关是否起作用,在行程范围内是否畅通,是否有阻碍物,是否能保证机床在任何时候都具有良好的安全状况.真实填写好设备点检卡. 4、操作者必须详细阅读机床的使用说明书,熟悉机床一般性能、结构,严禁超性能使用.在未熟悉机床操作前,切勿随意动机床,以免发生安全事故. 5、操作前必须熟知每个按钮的作用以及操作注意事项.注意机床各个部位警示牌上所警示的内容.机床周围的工具要摆放整齐,要便于拿放.加工前必须关上机床的防护门. 6、 二、在加工操作中,应当遵守以下操作规程: 1、机床在运行五轴联动过程中断电或关机重新开起使用五轴联动功
能时RTCP功能必须重新开启.运行三轴加工程序时必须关闭RTCP 功能. 2、输入FIDIA C20工作站程序,必须严格经过病毒过滤,以免病毒程序给机床带来意外的伤害. 3、文明生产,精力集中,杜绝酗酒和疲劳操作;禁止打闹、闲谈、睡觉和任意离开岗位. 4、机床编程操作人员必须全面了解机床性能,自觉阅读遵守机床的各种操作说明.确保机床无故障工作. 5、机床在通电状态时,操作者千万不要打开和接触机床上示有闪电符号的、装有强电装置的部位,以防被电击伤. 6、床严禁超负载工作,要依据刀具的类型和直径选择合理的切削参数.注意检查工件和刀具是否装夹正确、可靠;在刀具装夹完毕后,应当采用手动方式进行试切. 7、机床运转过程中,不要清除切屑,要避免用手接触机床运动部件. 8、清除切屑时,要使用一定的工具,应当注意不要被切屑划破手脚. 9、要测量工件时,必须在机床停止状态下进行. 10、在打雷时,不要开机床.因为雷击时的瞬时高电压和大电流易冲击机床,造成烧坏模块或丢失改变数据,造成不必要的损失. 11、机床在执行自动循环时,操作者应站在操作面板前,以便观察机床运转情况,及时发现对话框中的提示、反馈以及报警信息. 12操作者必须严格按照数控铣床操作步骤操作机床,未经操作者同意,其他人员不得私自开动.