水处理系统流程及除盐水控制标准
水处理系统流程及除盐水控制标准
一、水系统
原水—原水箱—原水泵—多介质过滤器—阳离子交换器—除二氧化碳器—中间水箱—中间水泵—阴离子交换器—除盐水箱—除盐水泵—主厂房。
二、酸系统
汽车槽车——卸酸泵—酸储存罐—浓酸泵——酸计量箱—再生泵——阳离子交换器。
三、碱系统
汽车槽车—卸碱泵—碱高位储存罐——浓碱泵—碱计量箱再生泵—阴离子交换器。
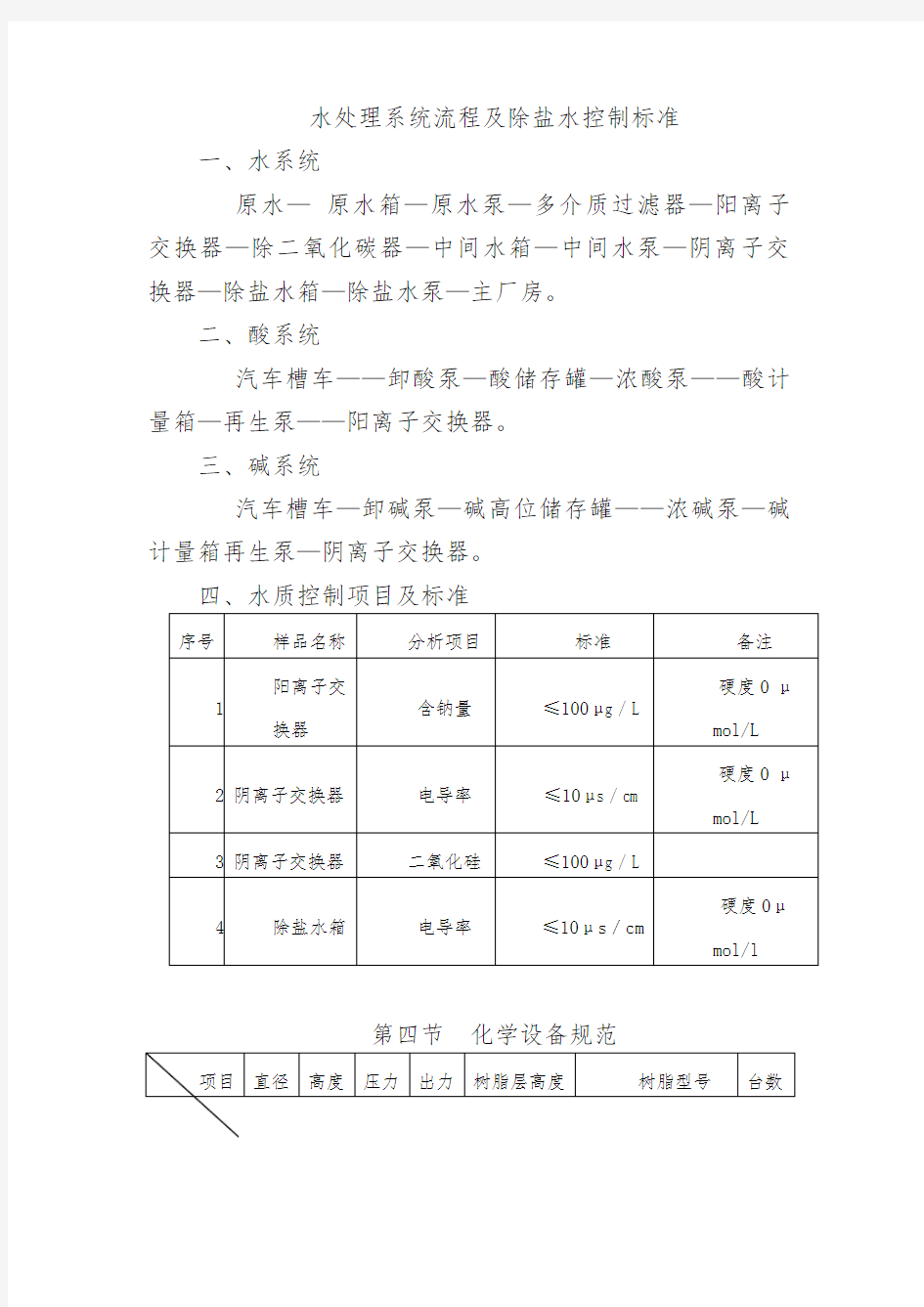
四、水质控制项目及标准
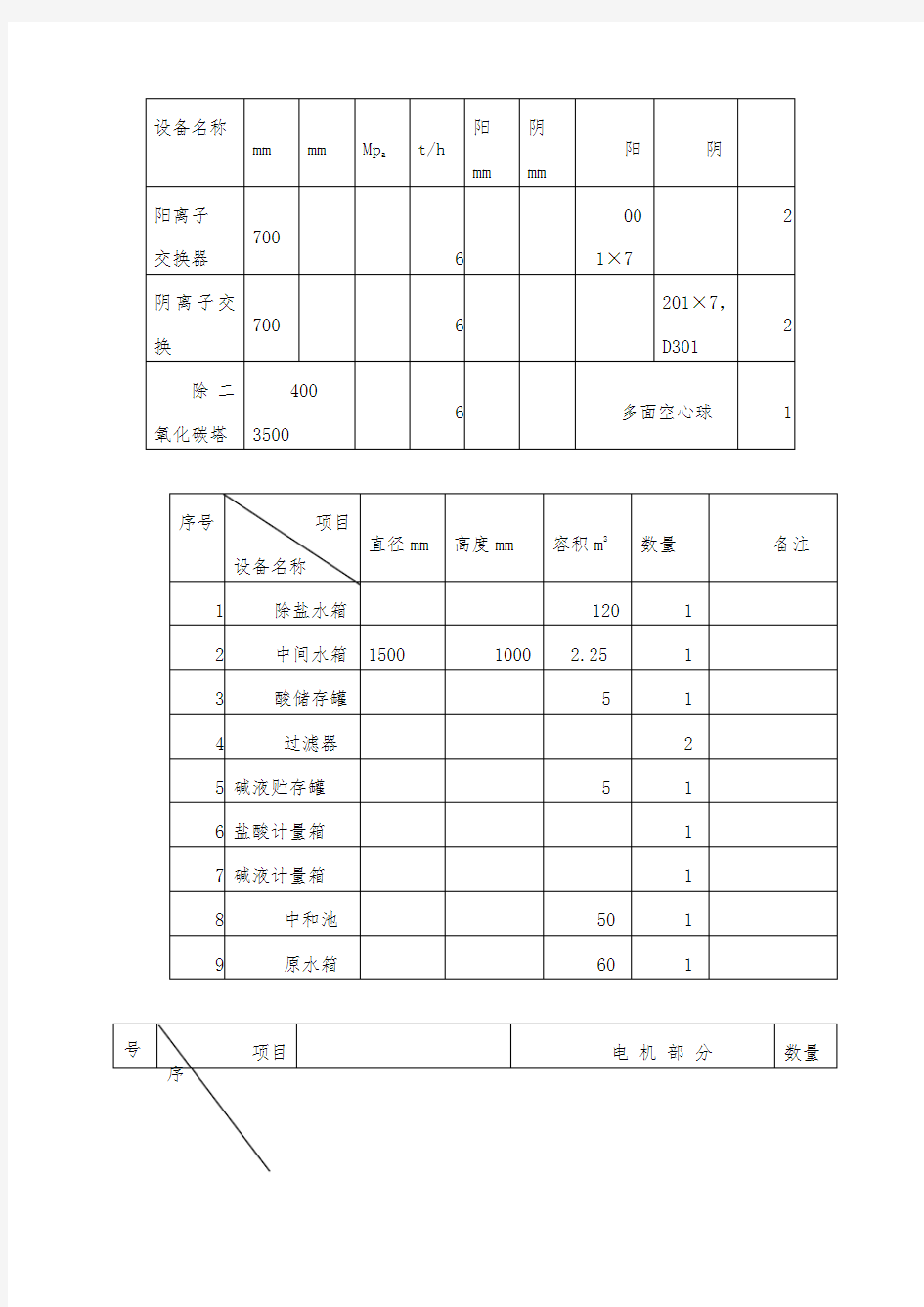
第四节化学设备规范
除盐水装置
除盐水处理系统装置(超滤、反渗透、混床)规程 一、总则 1、本规程适用于泰兴超辰化工有限公司100m3/h除盐水处理系统装置的使用与维护。 2、本装置由超滤装置、反渗透装置(RO装置)、混床组成。 3、主要参数。 (1)锅炉补给水处理系统水源为主体工程的生产水,原水浊度<5NTU; (2)出水指标: ①反渗透出水:电导率<5μs/cm,pH=7±0.5; ②混床出水:电导率<5μs/cm,pH=6~7.5。 (3)产水能力:水处理产水能力为100m3/h。 4、装置运行方式为24小时连续运行。 5、装置控制方式为采用DCS全自动控制。 二、超滤装置 1、本装置包括加药系统(米顿罗计量泵)、换热器(186m3/h)、自清洗过滤器(精度≤100μm)、超滤(加压膜分离)等。 2、试运行。新膜初次投运需按如下步骤将膜元件中的保护药剂冲洗干净: (1)打开下排阀FV77107,确保无产水的情况下冲洗5分钟。同时要进行有效的排气,以避免膜中的空气造成膜丝的破损; (2)降低进水流量,打开产水侧阀门。开始过滤,调节产水通量至20L/m2.h,过滤15分钟; (3)反冲洗30秒,调节反冲洗通量至50L/m2.h; (4)开始过滤,调节产水通量至30L/m2.h,系统过滤15分钟; (5)回洗30秒,调节反冲洗通量至50L/m2.h; (6)开始过滤,调节产水通量至50L/m2.h,系统过滤15分钟; (7)回洗30秒,调节反冲洗通量至100L/m2.h; (8)开始过滤,调节产水通量至50L/m2.h,系统过滤15分钟; (9)使用100ppm的活性氯(NaOCI)进行维护性清洗(EFM);清洗水箱配药后将超滤系统排空,用计量泵将配置好的药液打入超滤系统,循环浸泡50min,汽洗1min,循环过滤3min,反洗用时2min,然后排放药液; (10)开始过滤,调节产水通量至设计通量50L/m2.h,系统过滤30分钟; (11)反冲洗30秒,调节反冲洗通量至设计通量100L/m2.h。 上述步骤完成后,超滤系统可以投入运行。 注意:过滤过程中,始终保持TMP<0.5bar。 3、停运。关闭对应系统进水阀,产水阀,UF装置停止运行。 4、超滤加药清洗。 (1)周期:2~3个月一次(视具体情况而定)。 (2)配药: ①碱洗:针对有机物、细菌。1000ppm的次氯酸钠溶液+0.1%的氢氧化钠(次氯酸钠及氢氧化钠的剂量均视具体情况而定)。 ②酸洗:针对无机盐结垢。0.2%的柠檬酸(柠檬酸的加药配比视具体情况而定)。 (碱洗、酸洗必须分开进行,碱洗时间可视具体情况适当延长,酸洗可视具体情况适当缩短) 步骤: ①清洗:开清水进液阀、清洗液产水侧回流阀、清洗液浓水侧回流阀、开清洗泵,控制清洗流量,时间20min;
污水处理厂自控系统方案.
天水工业园区 污水处理厂自控系统 技 术 方 案 北京华联电子科技发展有限公司 2014年9月29
天水工业园区污水厂自控系统方案及相关技术说明一、系统概述: 天水工业园区污水处理厂的自控系统由PLC站与监控操作站控制管理系统组成的自控系统和仪表检测系统两大部分组成。前者遵循“集中管理、分散控制、资源共享”的原则;后者遵循“工艺必需、先进实用、维护简便”的原则。 为了满足武威工业园区污水处理厂工程实现上述要求,必须保证控制系统的先进性和可靠性,才能保证本厂设备的安全、正常、可靠运行。 本方案本着质量可靠、技术先进、性价比高的原则,结合我公司在实施其它类似项目中的设计、实施和组织的成功经验,充分考虑技术进步和系统的扩展,采用分层分布式控制技术,发挥智能控制单元的优势,降低并分散系统的故障率,保证系统较高的可靠性、经济性和扩展性,从而实现对各现场控制设备的操作、控制、监视和数据通讯。 1.1 系统基本要求 工控通讯网络为光纤冗余环型工业以太网,通讯波特率≥100Mbps,系统自适应恢复时间<300ms,通讯距离(无中继器)≥1Km,网络介质要求使用可直埋的光缆, 在出现故障时, 可在线增加或删除任意一个节点, 都不会影响到其他设备的运行和通讯。本系统采用先进的监控操作站控制系统,即系统采用全开放式、关系型、面向对象系统结构,支持不同计算厂家的硬件在同一网络中运行,并支持实时多任务,多用户的操作系统。 主要用于污水厂的生产控制、运行操作、监视管理。控制系统不仅有可靠的硬件设备,还应有功能强大,运行可靠,界面友好的系统软件、应用软件、编程软件和控制软件。 1.2系统可靠性的要求 控制系统在严格的工业环境下能够长期、稳定地运行。系统组件的设计符合真正的工业等级,满足国内、国际的安全标准。并且易配置、易接线、易维护、
化工厂除盐水控制系统设计(doc 43页)
化工厂除盐水控制系统设计(doc 43 页) 部门: xxx 时间: xxx 整理范文,仅供参考,可下载自行编辑
化工厂除盐水控制系统设计 1.绪论 1.1研究背景 化工行业是国家的基础工业,也是高用水行业。近十几年,在世界化工行业技术和装备水平不断提高的基础上,我国化工企业也朝着工艺装备先进、装备规模扩大的方向迅速发展,更加突出了对水质及供水系统稳定对化工企业生产的重要性。有关资料显示我国化工企业用水量达到每年120亿立方米,由此可见,水处理生产过程控制系统的应用将具有很大的发展前景。 除盐水作为一种重要的生产介质,广泛应用于工业生产中。除盐水生产过程中有机械过滤器、钠离子过滤器、盐过滤器以及反渗透装置等高新技术生产设备,通过传统的控制方法已经远远不能满足生产需求,所以对于整个除盐水生产过程进行自动化监控,可以很好的起到节能环保,提高生产效率的作用。除盐水生产过程中,最重要的应用就是反渗透技术。虽然经过十几年的发展,但先进的控制技术仍然没有得到完全的发挥,这正给了此行业控制技术发挥的巨大空间。 本文以某化工厂除盐水系统为背景,采用超滤和反渗透相结合的工艺来进行处理。生水经过初级过滤后,进入超滤系统,将水中的细菌、铁锈、胶体、悬浮物、大分子有机物等先期除去,再进入到反渗透系统,进一步除去水中的溶解盐、胶体、细菌、病毒和大部分有机物等杂质,以达到为生产设备提供优质除盐水。 1.2国内外除盐水技术研究现状 当前我国关于除盐水生产过程的控制主要有三种方式: 1)手动操作方式:由操作人员利用仪表采集水处理过程中的流量、水位、温度、浊度、pH值等数据,同时操作现场设备的过程被称为手动操作除盐水处理。由于这个过程中,数据采集是由操作人员完成,在参数上就会存在较大的误差,因此除盐水的水质就无法得到保证。 (2)半自动控制方式:在半自动控制方式下,除盐水生产过程中部分的数据采集是通过传感器,变送器的方式采集,并在控制室内设有用来显示流量、液
反渗透设备原理,反渗透水处理系统工程工艺流程
奥凯〖反渗透设备〗概述; Okay reverse osmosis water treatment equipment(inverse)with high selectivity for reverse osmosis membrane element desalination rate can be high up to99.7%.So the choice of high salt rejection rate,low osmotic pressure,high flux membrane, can be the most salt ions removal from water. Ro(reverse osmosis)is a kind of pressure driven by a semipermeable membrane, the selection of interception function,the solution of the solute and solvent separation separation method.They are widely used in various liquid separation and concentration.Water treatment process,water,inorganic ion,bacteria,virus, organic matter and colloid and other impurities are removed,to obtain a high quality water. 奥凯反(逆)渗透水处理设备采用选择性较高的反渗透膜元件除盐率可以高达99.7%。所以选择脱盐率高,低渗透压力,高通量的膜,可以将水中的大部分的盐离子去除。 反渗透(逆渗透)是一种在压力驱动下,借助半透膜的选择截留作用,将溶液中的溶质与溶剂分开的分离方法。目前被广泛的应用于各种液体的分离与浓缩。水处理工艺中,将水中无机离子、细菌、病毒、有机物及胶质等杂质去除,以获得高质量的水。 奥凯〖反渗透设备〗原理: Ro(reverse osmosis)technology:reverse osmosis is REVERSE OSMOSIS,it is the United States of America NASA set international scientists,in support of the government,to spend billions of dollars,after many years of research into.Reverse osmosis principle is applied in water on one side than the natural osmotic pressure greater pressure,so that the water molecules from the high concentrations of a reverse osmosis to the low concentration of a party.Due to the reverse osmosis membrane pore size is much smaller than a virus and bacterial hundreds of times or even thousands of times,so a variety of viruses,bacteria,heavy metal,solid solubles,organic pollution,such as calcium and magnesium ions cannot pass reverse osmosis membrane,so as to achieve the purpose of purifying water quality softening. Reverse osmosis membrane of the epidermis is covered with many very fine pores of the membrane,the membrane surface selective adsorption of a layer of water molecules, salt solute is membrane rejection,higher valence ion exclusion of more distant, film hole surrounding water molecules in reverse osmosis pressure role,through the membrane of the capillary effect of water and salt to reach out.RO membrane pore size< 1.0nm,thus can remove at least one bacterium Pseudomonas aeruginosa (specifically10-10m3000influenza virus(800),specifically for10-10m), meningitis,virus(10-10m200specifically for various viruses,can even remove pyrogen
污水处理自动化控制系统
污水处理自动化控制系统 Date: 2009-9-25 系统概述: 污水处理主要分为生活污水处理、试验污水处理两部分,控制系统的控制水平和控制产品的质量直接影响污水处理的连续性和周边环境的安全性,所以必须选择好的控制产品,且有好的服务的品牌控制产品是此次控制系统选型的标准。 由于污水的成分比较复杂和特殊,如何按照污水处理工艺要求精确的完成任务,并实时监控各个电气设备、传感器、在线分析仪表等设备的运行情况和故障,是本项目的重点。在中央控制室,设有管理系统,完成污水处理设备的监控、数据采集、数据存储、数据分析、报警应急预案、广播报警等功能。 系统组成: 系统管理计算机:工控机IPC-610 1台 系统管理软件:WEBACCESS 1套 控制系统:ADAM5510EKW/TP 2套 网络交换机:EKI2525 1套 模拟屏控制系统:ADAM5000E 1套 功能介绍: ADAM5510EKW/TP 控制器编程平台为MULTIPROG软件,符合IEC6113-3编程标准。在生活污水系统和试验污水处理系统各配置一套ADAM5510EKW/TP控制系统,由控制系统各自完成符合控制要求的功能。 现场监测:
监测各个传感器(如PH计、液位、物位)、在线分析仪表、电气运行状态、电机运行时间等参数 自动控制: 控制方式分为就地控制和远程控制,其中,远程控制又分为远程手动控制和远程自动控制两部分。 为了方便现场污水设备的检修和调试,操作人员不必到现场,即可对设备进行手动操作和监控设备运行状况(如电量变送器、反馈信号等辅助手段)。自动控制主要按照工艺控制要求,实现各电气设备、传感器、机械设备等配合按控制程序自动运行。 ADAM5510EKW/TP通过EKI2525交换机与中央控制室计算机WEBACCESS软件以以太网方式通讯,通讯协议MODBUS TCP,为以WEBACCESS软件为核心的管理系统提供数据。 管理系统: 管理系统是以WEBACCESS软件为核心开发而成,主要功能如下: 1、工艺流程界面:将污水工艺流程动态再现,将操作人员熟悉的工艺显示在计算机上,大大缩短操作人员对管理系统的熟练操作时间和系统培训时间。 2、数据显示 由控制系统完成数据采集和状态监测,汇总到管理系统,由管理系统直观的显示各实时数据和电气设备状态信息,并完成数据分析(如趋势曲线)、数据存储。 3、报警应急预案 管理系统汇总所有电气设备故障信息、传感器故障信息、在线分析仪表故障信息、控制系统故障信息、系统通讯故障信息等相关报警信息,并对故障信息进行实时监测,一旦故障发生,判断故障级别,同时对应发生的故障,都有相应的应急预案程序和措施,并发布报警,目的是保证污水处理系统的安全性和可靠性。 4、模拟屏系统
除盐水系统技术规范书 Rev2
1除盐水处理系统(含除盐水处理再生废水处理部分) 注:除盐水系统中超滤设备一般由设备制造厂家成套供货,因各厂家工艺系统略有差异,其内部阀门及管道配置略有不同,询价时应针对超滤装置单元询价。 1.1除盐水处理系统(Demineralized Water Treatment) 1.1.1全自动自清洗过滤器 a.型号:Odismatic 85004F-PE。 b.单台出力:90~110m3/h c.数量:2台。 1.1.2超滤装置 1.1. 2.1超滤装置 a.超滤装置按2列设计,每列出力59m3/h,每列都能单独运行,也可同时运行。 b.超滤膜选用DOW公司的SFR2860、旭化成公司的UNA-620A、美国柯氏公司的V1072-35-PMC 膜元件或等同产品, c.超滤膜单套数量28支,总共56支。 d.超滤按错流过滤方式设计。 e.超滤装置应有必要的酸、碱及其它必需的化学药剂分散清洗装置,包括相应的清洗泵、清洗 计量箱、搅拌器、液位计、压力表、管道阀门、控制柜等其它所有配套设备。 f.每套超滤装置产品水管和浓水管应设取样点,取样点的数量及位置应能有效地诊断并确定系 统的缺陷。每套超滤装置产品水管应有SDI测试接口。 g.超滤装置应设置检测断丝设施。 h.每一列的进、出水、浓水管设置阀门,以便清洗时与清洗液进出管相连接。 i.装置内进出水阀门、清洗及冲洗阀门均选用不锈钢(316L)或衬胶阀。 j.装置内进出水阀门、反洗及冲洗阀门、空气擦洗阀、排水阀门选用气动阀门。装置进水阀门开度可以自动调整。 k.超滤膜组件应安装在组合架上,组合架上应配备全部管道、阀门及接头,还包括所有的支架、紧固件、夹具等其它附件。 l.控制采用程序自动运行及就地操作方式。 1.1. 2.2超滤及反渗透清洗系统 a.清洗系统应包括一台流量为70 m3/h的5μm保安过滤器,一台Q=70m3/h;H=18mH2O的316L不 锈钢清洗泵,一台V=4m3的清洗箱(带加热器)及配套的仪表、阀门、管道等附件,并提供一个操作、加药用的平台。 b.清洗箱的容积应满足超滤及反渗透清洗所需容积。 c.清洗水泵的流量及扬程应满足超滤及反渗透清洗所需。 d.清洗系统设备及管道的材质和防腐涂层应能用于所用的清洗液。
水处理工艺流程
1污水的分类及其来源 根据废水来源可分为城镇污水和农业废水。城市废水又分为:生活污水工业污水雨水 A生活污水 *主要包括粪便水、洗浴水、洗涤水和冲洗水。 *来源:除家庭生活排的废水外还有集体单位和公共事业单位排出的废水。 生活污水以有机物污染为主、可生化性好、但随着饮食结构的改变尤其是治病的新药层出不穷,部分排泄物与生活污水混为一体使污水结构趋于复杂并使处理效果的难度增加。 B工业污水 *是工业生产过程排放的废水,由工业生产车间与厂矿排出的绝大部分工业废水是用于冷却、洗涤及地面冲洗,因此,里面会含有工业生产所用的原料、产品、副产品、和中间产物。 *工业废水的排放特点:1具有排放量大、方式多、范围广。2种类繁多,浓度波动范围大。3迁移变化规律差异大。4毒性强、危害大。5 不宜治理,恢复困难 C雨水 *雨雪降至地面形成地表径流,工业废渣和垃圾堆放厂冲刷排水随着
时间季节环境的变化其成分复杂 D农业废水 *农业废水包括农田灌溉,畜牧业养殖,食品生产加工等过程中废液的排放,分散面积广,不易集中,治理困难。农药化肥,有机富营养物的含量较高 污水污染程度表示指标: 1) BOD -定义:水中有机污染物被好氧微生物分解至无机物时所消 耗的溶解氧的量。 ?指标:在20 C水温下,5d的BOD约占总BOD的70%—80%, 常用BOD20作为总生化需氧量La,工程上常用BOD5作为可生 物降解有机物的综合浓度指标。BOD意义: 直接反应水体中的有机污染情况 能表征易生物降解的有机物 BOD/COD>0.3才认为可采用生物处理 定义:在一定的严格的条件下,水中还原性物质与外 加的强氧化K2Cr2O7,KMnO4等)作用时所消耗的氧量,用 氧(O2)的mg/L表示。COD综合反映有机物质相对含量。
污水处理厂自动控制系统技术规范
XXXX污水处理厂工程 PLC系统技术规范 批准: 审核: 校核: 编制: XXXXXXXXXXXXXX 目录 附件一技术规范 1 1 总则 1 2 工程概况 1 3 技术要求 1 3.1 工程描述 1 3.2 总则 4 3.3 硬件要求 5 3.4 软件要求 8 3.5 人机接口 9 3.6 数据采集系统 10 附件2 供货范围 13 附件三技术资料的交付进度 14 附件四设备的交付进度 18 附件一技术规范 1 总则 本技术规范适用于XXXX污水处理工程PLC系统的技术条件,本技术条件只规定了所供设备的最低限度的技术要求,所有的材料及零部件(或元器件)应符合有
关规范要求,且应是新的和优质的。本工程所采用的控制系统应为经过在本行业具有广泛应用实例的,代表当今技术的优质设备,应具有最大的可利用率、可靠性、可操作性、可维护性和安全性。 供货范围: 投标方供货范围应包括控制、监视和测试所必须的全套硬件设备、全套软件、调试及各项服务直至系统验收;所有计算机监控系统机柜内部的供电及信号电缆、设备布置等应属投标方的供货和设计、安装、调试范围。投标方应采用标准化的元器件和标准化的设备组件,以适合XXXX污水处理工程使用更换的需要。 资料提供: 投标方提供的所有文件、工程图纸及相互通讯,均应使用中文。不论在合同谈判还是签约后的工程建设期间,中文应是主要工作语言。 控制系统总接地应直接接到XXXX污水处理工程电气接地网上。 现场装置应能由运行人员在控制室内通过上位机就能进行启/停、正常运行的监视和调整以及事故工况的处理。当系统通讯故障或操作员站故障时,运行人员应能够通过所设置的硬件手动操作设备进行操作,以确保装置安全停机。 2 工程概况 (略) 3 技术要求 3.1 工程描述 3.1.1 自动化水平和控制室布置 3.1.1.1 自动化水平 本控制系统采用先进的经过在本行业具有广泛应用实例的控制系统,控制系统应设计成具有完善的数据采集、PID回路控制、顺序控制及联锁保护等功能的系统。 在控制室内对污水处理工程系统的监视控制应满足下列要求: -- 在就地运行人员少量干预配合下,实现系统启/停 -- 实现正常运行工况的监视和调整
水处理控制系统完整解决方案
水处理控制系统完整解决方案 中国系统集成在线——众所周知,由于自然因素和人为因素,原水里含有各种各样的杂质。从给水处理角度考虑,这些杂质可分为悬浮物、胶体、溶解物三大类。城市水厂净水处理的目的就是去除原水中这些会给人类健康和工业生产带来危害的悬浮物质、胶体物质、细菌及其他有害成分,使净化后的水能满足生活饮用及工业生产的需要。 主要工艺流程 混凝反应处理 原水经取水泵房提升后,首先经过混凝工艺处理,即: 原水 + 水处理剂→混合→反应→矾花水 药剂与水均匀混合起直到大颗粒絮凝体形成为止,整个称混凝过程。常用的水处理剂有聚合氯化铝、硫酸铝、三氯化铁等。汕头市使用的是碱式氯化铝。根据铝元素的化学性质可知,投入药剂后水中存在电离出来的铝离子,它与水分子存在以下的可逆反应: Al3+ + 3H2O ←→ Al(OH)3 + 3H+ 氢氧化铝具有吸附作用,可把水中不易沉淀的胶粒及微小悬浮物脱稳、相互聚结,再被吸附架桥,从而形成较大的絮粒,以利于从水中分离、沉降下来。 混合过程要求在加药后迅速完成。混合的目的是通过水力、机械的剧烈搅拌,使药剂迅速均匀地散于水中。 经混凝反应处理过的水通过道管流入沉淀池,进入净水第二阶段。 沉淀处理 混凝阶段形成的絮状体依靠重力作用从水中分离出来的过程称为沉淀,这个过程在沉淀池中进行。水流入沉淀区后,沿水区整个截面进行分配,进入沉淀区,然后缓慢地流向出口区。水中的颗粒沉于池底,污泥不断堆积并浓缩,定期排出池外。 过滤处理 过滤一般是指以石英砂等有空隙的粒状滤料层通过黏附作用截留水中悬浮颗粒,从而进一步除去水中细小悬浮杂质、有机物、细菌、病毒等,使水澄清的过程。 滤后消毒处理 水经过滤后,浊度进一步降低,同时亦使残留细菌、病毒等失去浑浊物保护或依附,为滤后消毒创造良好条件。消毒并非把微生物全部消灭,只要求消灭致病微生物。虽然水经混凝、沉淀和过滤,可以除去大多数细菌和病毒,但消毒则起了保证饮用达到饮用水细菌学指标的作用,同时它使城市水管末梢保持一定余氯量,以控制细菌繁殖且预防污染。消毒的加氯量(液氯)在1.0-2.5g/m3之间。主要是通过氯与水反应生成的次氯酸在细菌内部起氧化作用,破坏细菌的酶系统而使细菌死亡。消毒后的水由清水池经供水泵房提升达到一定的水压,在通过输、配水管网送给千家万户。
除盐水工艺流程
2.1 超滤部分 自提升泵站来的新鲜水进入原水换热器(0713-E-01)升温至25℃后进入自清洗过滤器(0713-S-01~04),过滤后的来水经母管分配至4套原水超滤系统(0713-UF-01~04)。原水超滤采取全流过滤方式,超滤产水经母管收集进入超滤产水箱(0713-V-01)。超滤系统定时利用超滤产水经超滤反洗水泵(0713-P2-01~02)进行反冲洗,反冲洗水进入超滤浓水回收罐(0713-V-02)。经收集的浓水经过浓水超滤给水泵(0713-P1-01~02)提升后进入浓水超滤系统(0713-UF-05),浓水超滤产水经母管并入原水超滤产水,浓水超滤反洗水不回收,直接排放至中和水池(0713-V-10)。 超滤系统会定时进行化学加强反洗(CEB),利用超滤反洗加酸,加碱系统向超滤反洗水中投加所需的化学药剂。CEB部分的反洗水不回收,直接进入中和水池(0713-V-10)。当超滤系统需要化学清洗时利用清洗溶液箱(0713-V-11)配置相应的化学清洗液,由超滤化学清洗泵(0713-P15-01,0713-P16-01 )输送至需清洗的超滤系统进行化学清洗,化学清洗废液排放至中和水池(0713-V-10)。 2.2 反渗透部分 超滤产水由反渗透给水泵(0713-P3-01~05)提升,经母管分配0]0=9-09水反渗透系统(0713-RO-01~04)。经保安过滤器(0713-S-02A~B)后由高压泵(0713-P5-01~4)进一步提升至反渗透运行工况下进入反渗透系统。原水反渗透系统回收率为75%,合格产水经母管收集后经除碳器(0713-DE-01)进入反渗透产水箱(0713-V-03),不合格产水就地排放,浓水经母管收集后进入反渗透浓水收集水箱(0713-V-04)。收集后的浓水经浓水反渗透给水泵(0713-P6-01~02)和浓水反渗透高压泵(0713-P7-01)提升后进入浓水反渗透系统(0713-RO-05)。浓水反渗透系统的回收率为60%,合格产水并入原水反渗透系统产水中,浓水直接排放至中和水池(0713-V-10)。 原水反渗透系统设有加酸,还原剂,杀菌剂和阻垢剂系统,浓水反渗透系统设有加酸,杀菌剂和阻垢剂系统。当反渗透系统需要化学清洗时利用清洗溶液箱(0713-V-11)配置相应的化学清洗液,由反渗透化学清洗泵(0713-P17-01)输送至需清洗的反渗透系统进行化学清洗,废液排放至中和水池(0713-V-10)。化学清洗后需利用反渗透冲洗水泵(0713-P9-01)进行正冲,冲洗液排入中和水池
电厂化学水处理工艺流程
电厂化学水处理工艺流程 Final approval draft on November 22, 2020
化学水处理系统 一.从给水品质标准看化学水处理的必要性 下表是锅炉给水品质标准。 总硬度 (μmol/L) 溶解氧 (μg/L) 电导率 (μs/cm) 二氧化硅 (μg/L) PH值 (25℃) 二氧化碳 (μg/L) 标准≤30 ≤50 10 ≤20 ~≤20 我国北方多采用深井水源,其水质超标最严重的是总硬度,总硬度是指溶液中钙离子(Ca2+)和镁离子(Mg2+)摩尔浓度的平均值。所谓摩尔浓度指每升溶液中溶质含量的毫摩尔数。例如Ca的原子量为40,1mol Ca2+的质量是80g (其化学意义是:1mol Ca2+内含×1023个钙离子)。如果1L溶液中含有1g Ca2+,那么它的摩尔浓度是1/80=L=L。 给水水质不良,特别是钙、镁、钠、硅酸根离子超标,会给热力设备造成如下危害: 1. 热力设备的结垢:如果进入锅炉或其它热交换器的水质不良,则经过一段时间运行后,在和水接触的受热面上,会生成一些固体附着物,这种现象称为结垢,这些固体附着物称为水垢。因为水垢的导热性比金属差几百倍,而这些水垢又极易在热负荷很高的锅炉炉管中生成,所以结垢对锅炉(或热交换器)的危害性很大;它可使结垢部位的金属管壁温度过高,引起金属强度下降,这样在管内压力的作用下,就会发生管道局部变形、产生鼓包,甚至引起爆管等严重事故。结垢不仅危害安全运行,而且还会大大降低发电厂的经济性。例如,热力发电厂锅炉的省煤器中,结有1mm厚的水垢时,其燃料用量就比原来的多消耗%~%。因此有效防止或减少结垢,将会产生很大的经济效益。另外,循环水的水质不良,在汽轮机凝汽器内结垢会导致凝汽器真空度降低,从而使汽轮机的热效率和出力下降;过热器的结垢会使蒸汽温度达不到设计值,使整个热力系统的经济性降低。热力设备结垢以后,必须及时进行清洗工作,这就要停运设备,减少了设备的年利用小时数;此外,还要增加检修工作量和费用等。 2.热力设备及其系统的腐蚀:发电厂热力设备的金属经常和水接触,若水质不良,则会引起金属腐蚀,如给水管道,省煤器、蒸发器、加热器、过热器和汽轮机凝汽器的换热管,都会因水质不良而腐蚀。腐蚀不仅要缩短设备本身的使用期限,造成经济损失;而且腐蚀产物转入水中,使给水中杂质增多,从而加剧在高热负荷受热面上的结垢过程,结成的垢又会加速炉管的垢下腐蚀。此种恶性循环,会迅速导致爆管等事故。 3. 过热器和汽轮机流通部分的积盐:水质不良还会使蒸汽溶解和携带的杂质(主要是Na+和HSiO3-离子)增加,这些杂质会沉积在蒸汽的流通部位,如过热器和汽轮机,这种现象称为积盐。过热器管内积盐会引起金属管壁过热甚至爆管;阀门会因积盐而关闭不严;汽轮机内积盐会大大降低汽轮机的出力和效率,即使少量的积盐也会显着增加蒸汽流通的阻力,使汽轮机的出力下降。当汽轮机积盐严重时,还会使推力轴承负荷增大,隔板弯曲,造成事故停机。
污水处理厂自控完整系统工艺介绍
污水处理厂自控系统工艺介绍 污水处理厂位于市区或市郊,出水排入河流,水质达到国家一级排放标准。 工程采用水解-AICS处理工艺。其具体流程为:污水首先分别经过粗格栅去除粗大杂物,接着污水进入泵房及集水井,经泵提升后流经细格栅和沉砂池,然后进入水解池,。水解池出水自流入AICS进行好氧处理,出水达标提升排入河流。AICS反应器为改进SBR的一种。其工艺流程如下图1所示:矚慫润厲钐瘗睞枥庑赖。 污水处理厂自控系统设计的原则 从污水处理厂的工艺流程可以看出,主要工艺AICS反应器是改进SBR的一种,需要周期运行,AICS反应器的进水方向调整、厌氧好氧状态交替、沉淀反应状态轮换都有电动设备支持,大量的电动设备的开关都需要自控系统来完成,因此自控系统对整个周期的正确运行操作至关重要。而且好氧系统作为整个污水处理工艺能量消耗的大户,它的自控系统优化程度越高,整个污水处理工艺的运行费用也会越低,这也说明了自控系统在整个处理工艺中的重要性。聞創沟燴鐺險爱氇谴净。 为了保证污水厂生产的稳定和高效,减轻劳动强度,改善操作环境,同时提高污水厂的现代化生产管理水平,在充分考虑本污水处理工艺特性的基础上,将建设现代化污水处理厂的理念融入到自控系统设计当中,本自控系统设计遵循以下原则:先进合理、安全可靠、经济实惠、开放灵活。残骛楼諍锩瀨濟溆塹籟。
自控系统的构建 污水处理厂的自控系统是由现场仪表和执行机构、信号采集控制和人机界面(监控)设备三部分组成。自控系统的构建主要是指三部分系统形式和设备的选择。本执行机构主要是根据工艺的要求由工艺专业确定,预留自控系统的接口,仪表的选择将在后面的部分进行描述。信号采集控制部分主要包括基本控制系统的选择以及系统确定后控制设备和必须通讯网络的选择。人机界面主要是指中控室和现场值班室监视设备的选择。酽锕极額閉镇桧猪訣锥。 1、基本系统的选择 目前用于污水处理厂自控系统的基本形式主要有三种DCS系统、现场总线系统和基于PC控制的系统。从规模来看三种系统所适用的规模是不同。DCS系统和现场总线系统一般适用于控制点比较多而且厂区规模比较大的系统,基于PC的控制则用于小型而且控制点比较集中的控制系统。彈贸摄尔霁毙攬砖卤庑。 基于PC的控制系统属于高度集成的控制系统,其人机界面和信号采集控制可能都处于同一个机器内,受机器性能和容量的限制,本工程厂区比较大,控制点较多,因此采用基于PC的控制系统是不太合适的。謀荞抟箧飆鐸怼类蒋薔。
全国水处理工程公司排名
全国水处理工程公司排名 (一)、水务工程最具社会责任企业 1、北京中科博联环境工程有限公司 2、金州恒基环保工程技术有限公司 (备注:最具社会责任企业考量年度社会责任事件作为参考,包括股东回报、员工关怀、遵纪守法、企业自律、环保公益、慈善捐赠、社区活动等。) (二)、水务工程最活跃企业 1、北京万邦达环保技术股份有限公司 2、扬州澄露环境工程有限公司 3、北京桑德环保集团有限公司 4、北京碧水源科技股份有限公司 5、威立雅水务工程(北京)有限公司 6、GE水处理及工艺过程处理公司 7、深圳市金达莱环保股份有限公司 8、北京美华博大环境工程有限公司 9、北京建工金源环保发展有限公司 10、武汉都市环保工程技术股份有限公司 11、江苏天雨环保集团有限公司 12、安徽国祯环保节能科技股份有限公司 13、江苏鹏鹞环保集团有限公司 14、首创爱华(天津)市政环境工程有限公司
15、浦华控股有限公司 16、中科成环保集团股份有限公司 17、德和威(北京)环境工程有限公司 18、标准水务有限公司 19、福建新大陆环保科技有限公司 20、浙江欧美环境工程有限公司 21、同方股份有限公司 22、浙江德安新技术发展有限公司 23、广东新大禹环境工程有限公司 (备注:最活跃企业考量年度签约数量,签约额,参股、控股、独资企业情况等。) (三)、水务工程最具创新企业 1、得利满水处理系统(北京)有限公司 2、西门子(天津)水技术工程有限公司 3、金科水务工程有限公司 4、帕克环保技术(上海)有限公司 5、普拉克环保系统(北京)有限公司 6、北京清大国华环保科技有限公司 7、中持(北京)环保发展有限公司 8、阿科凌中国有限公司 9、青岛思普润水处理有限公司 10、北京佳瑞环境保护有限公司 11、威士邦膜(厦门)科技有限公司
水处理控制系统
第1章绪论 1.1 水处理控制系统的意义 我国是个缺水的国家,人均水资源占有量仅为世界人均占有量的1/4。而且我国的水资源在时空和地域分布上的分布不均匀,更加重了实际的缺水情况。因此近些年来我国城市水资源进一步紧张,许多城市严重缺水。与此同时,水资源污染却日益严重,因此许多工厂都建立自己的自来水处理厂,来改变目前水资源紧缺且污染的现状。我国城市污水处理事业是在80年代初逐步发展起来的,经过几十年的发展已经初具规模。但是,与国外同期的工业污水处理厂相比较,始终存在效率低、自动化程度低、能耗高且运行费用高等缺点。随着全球能源供应紧张和对自动化程度要求的不断增加,我国的自来水处理厂必然向着高度自动化和无人职守的方向发展。 环境保护问题日益成为影响和制约人类社会发展的因素之一。随着工业的不断发展和城市人口的急剧增加,大量工业和生活污水未经处理流入江河湖海,使环境和饮用水被严重污染。因此,建立高度自动化的自来水处理厂是解决供水问题的有效途径。 PLC 作为一种新型的工业控制器,以其通用性好、可靠性高、安装灵活、扩展方便、性能价格比高等一系列优点,在工业控制中得到越来越广泛的应用,在自来水处理中也得到一定程度的推广,而且在其稳定性、高自动化程度的不断加强,使得其成为城市自来水处理自动化方面的首选。 1.2 本人主要工作 在本次毕业设计中我采用的是用PLC控制水处理控制系统的完成,在这期间 我利用三年来学习的专业知识综合PLC的控制系统知识对水处理控制系统的进行了全方面的设计,在我的设计中有以下亮点: 首先,用PLC替代了传统的继电器来控制系统,与传统的继电器相比 (1) 控制逻辑:继电器控制逻辑采用硬接线图逻辑,利用继电器机械点的串 联或者并联及延时继电器的滞后动作等组合成控制逻辑,其连线多而且复杂,一 旦系统构成后,想再改变或增加功能都很困难.而PLC才用存储逻辑,其控制逻辑
除盐水系统操作规程
目录 一、系统简介 (2) (一)工艺原理 (2) (二)主要术语及计算公式 (5) (三)反渗透进水水质指标 (6) (四)工艺流程说明和工艺指标 (6) 二、系统操作方法 (8) (一)机泵操作方法 (8) (二)预处理系统操作方法 (9) (三)反渗透系统操作方法 (11) (四)加药系统操作方法 (13) (五)混床操作方法 (14) (六)控制系统操作方法 (16) 三、系统的维护 (17) (一)RO膜元件的保存 (17) (二)反渗透系统的污染及清洗 (18) (三)离子交换树脂的变质、污染和复苏 (21) 四、反渗透系统故障处理 (24) 五、附件 (28) (一)水质分析方法 (28) (二)膜元件的安装和拆卸 (34)
一、系统简介 (一)工艺原理 1、絮凝原理 一般情况下,原水中含有一定数量的悬浮物和胶体物质,这些物质表面带负电荷,经电性中和后才会凝聚。因此如原水中悬浮物和胶体物质含量较高,应加入高电荷的阳离子或高分子聚合物即絮凝剂,使其凝聚变大变重,再通过多介质过滤器过滤,可大部分去除,达到反渗透进水水质指标。絮凝剂通常采用碱式氯化铝(PAC)。碱式氯化铝(PAC)是一种介于三氯化铝和氢氧化铝之间的水解产物,最适合用于医药及电子行业超纯水的预处理,其净水效果为硫酸铝的3~5倍,三氯化铁的2~5倍,比其他净水剂成本降低40~50%,絮凝体形成快,絮块大,沉降速度快,还有除臭、灭菌、脱色等作用。 2、防止结垢 膜结垢是由于给水中的微溶盐在给水逐渐浓缩时超过了浓度积而沉淀到膜上。因此必须防止CaCO3、CaSO4、SrSO4、BaSO4、SiO2、CaF2结垢。 为防止结垢造成化学污染,可采用钠离子交换软化或投加阻垢剂的方法。在水处理装置RO前有软化系统,除去了钙、镁硬度,在正常运行中不致产生结垢现象。 但是,用钠床进行软化存在着许多弊端:一是钠床还原消耗大量的食盐,食盐的贮存、配制、输送较繁琐,对设施要求太苛刻;二是钠床失效后切换时,易对系统造成二次污染;三是刚投入运行的钠床,易造成SDI值超标;四是将要失效的钠床,易影响水质。 为了保证反渗透系统正常运行,有效防止膜组件结垢,本装置采用了投加阻垢剂的方法,与传统的加酸和六偏磷酸钠相比,可以免去加酸设备,同时对防止微生物的污堵优于加六偏磷酸钠。 3、反渗透原理 当把一张具有一定透过性的薄膜放到溶液中时,膜对溶剂或溶质表现出一定的选择透过性,即膜或是使溶剂通过或是使溶质通过,前者称为渗透,后者称为渗析。 若所用的薄膜只能使溶液中的溶剂或溶质单独通过,溶剂和溶质不能同时通过,这种薄膜称为半透膜。对于反渗透、渗析及电渗析使用的是致密膜,而超过滤及微孔过滤使用的是多孔质膜。 反渗透是反其自然渗透过程的一种科学方法,渗透和反渗透均是通过半透膜来完成的,当用半透膜隔开两种不同浓度的溶液时,稀溶液中的溶剂就会透过半透膜进入浓溶液一侧,这种现象叫渗透。当在浓溶液侧施加一外来压力时,渗透过程即停止,即达到所谓渗透平衡,
电厂化学水处理工艺流程
化学水处理系统一.从给水品质标准看化学水处理的必要性 下表是锅炉给水品质标准。 总硬度 (口mol/L)溶解氧 (卩g/L)电导率 (s/cm)二氧化硅 (口g/L) PH值 (25 C )二氧化碳 (u g/L) 标准 < 30 < 50 10 < 20 8.8 ?9.2 < 20 我国北方多采用深井水源,其水质超标最严重的是总硬度,总硬度是指溶液中钙离 子(Ca2+)和镁离子(Mg廿)摩尔浓度的平均值。所谓摩尔浓度指每升溶液中溶质含量的毫摩尔数。例如Ca的原子量为40,1mol Ca2+的质量是80g (其化学意义是:1mol Ca2 +内含6.02 X 1023个钙离子)。如果1L溶液中含有1g Ca2 +,那么它的摩尔浓度是1/80 = 0.0125mol/L = 12.5mmol/L。 给水水质不良,特别是钙、镁、钠、硅酸根离子超标,会给热力设备造成如下危
害: 1. 热力设备的结垢:如果进入锅炉或其它热交换器的水质不良,则经过一段时间运行后,在和水接触的受热面上,会生成一些固体附着物, 这种现象称为结垢,这些固体附着物称为水垢。因为水垢的导热性比金属差几百倍,而这些水垢又极易在热负荷很高的锅炉炉管中生成,所以结垢对锅炉(或热交换器)的危害性很大;它可使结垢部位的金属管壁温度过高,引起金属强度下降,这样在管内压力的作用下, 就会发生管道局部变形、产生鼓包,甚至引起爆管等严重事故。结垢不仅危害安全运行,而且还会大大降低发电厂的经济性。例如,热力发电厂锅炉的省煤器中, 结有1mm厚的水垢时,其燃料用量就比原来的多消耗1.5 %? 2.0%。因此有效防止或减少结垢,将会产生很大的经济效益。另外,循环水的水质不良,在汽轮机凝汽器内结垢会导致凝汽器真空度降低, 从而使汽轮机的热效率和出力下降;过热器的结垢会使蒸汽温度达不到设计值,使整个热力系统的经济性降低。热力设备结垢以后, 必须及时进行清洗工作,这就要停运设备,减少了设备的年利用小时数;此外,还要增加检修工作量和费用等。 2. 热力设备及其系统的腐蚀:发电厂热力设备的金属经常和水接触,若水质不良,则会引起金属腐蚀,如给水管道,省煤器、蒸发器、加热器、过热器和汽轮机凝汽器的换热管,都会因水质不良而腐蚀。腐蚀不仅要缩短设备本身的使用期限,造成经济损失;而且腐蚀产物转入水中,使给水中杂质增多,从而加剧在高热负荷受热面上的结垢过程,结成的垢又会加速炉管的垢下腐蚀。此种恶性循环,会迅速导致爆管等事故。 3. 过热器和汽轮机流通部分的积盐:水质不良还会使蒸汽溶解和携带的杂质(主要是Na+和HSiO,离子)增加,这些杂质会沉积在蒸汽的流通部位,如过热器和汽轮机,这种现象称为积盐。过热器管内积盐会引起金属管壁过热甚至爆管;阀门会因积盐而关闭不严;汽轮机内积盐会大大降低汽轮机的出力和效率,即使少量的积盐也会显着增加蒸汽流通的阻力,使汽轮机的出力下降。当汽轮机积盐严重时, 还会使推力轴承负荷增大,隔板弯曲,造成事故停机。
污水处理自动化PLC远程控制系统改造设计方案
污水处理自动化PLC远程控制系统改造设计方案 我国大多数污水处理厂中的污水泵站自动化系统主要采用可编程逻辑控制器(PLC)为基础的分布式计算机监控系统,PLC的配置灵活,具有较强的安全性、可靠性和适应性。但目前运用自动化系统的泵站也存在一些问题,例如整体系统不完善,功能设计不合理、缺乏设备维保措施等,再加上技术人员的缺乏,使实际操作中无法发挥其功能性。 污水泵站自动化系统控制及结构中的问题 1.人工控制造成的问题 目前一些污水泵站在阀门的开关上还是采用传统的人工控制的方法,由于人工的疏忽或其他因素的影响,在阀门控制中会由于个人疏忽造成控制不及时,导致泵坑集水过多、水位上升过高的问题,严重时会淹没泵室,影响泵站的正常运行。 2.自动化控制系统不完善 一部分污水泵站缺乏完善的控制系统线路,无法充分保护系统主要设置,影响自动化控制系统功能的发挥。系统设备的维保工作不到位,造成系统网格结构陈旧,易造成泵站与中央控制室之间重要数据的丢失,影响自动化控制数据的完整性和准确性。除此以外,系统对泵站具体运行情况缺乏动态化的监控和管理,不利于信息的完整性。 污水自动化plc远程控制系统改造解决方案 为解决我国污水泵站自动化系统运行现状及问题,南京康卓环境科技有限公司开发出新一代污水泵站自动化系统,其主要功能包括泵站电气量采集、水位采集、报警、一键开机、
自动开机、远程控制等。基于智能控制器的泵站自动化系统的常规操作按钮与一般控制系统操作一致,有利于快速实现操作人员的智能化操作。 中央控制系统 污水泵站自动化系统的控制器设置在常规电气柜之内,二者是一体的,省去了另外设置单独控制柜的步骤,有效地节省空间和接线。系统的核心就是控制器,泵站智能系统主要由进线柜、泵控制柜、无功补偿柜、站用配电柜、安全预防系统等构成。其中,进线启动柜的功能主要包括接入总进线电源、进线继电的保护、泵站智能控制、信息数据的采集与交流、运行状态、参数提醒等; 泵站控制柜在整个系统中的功能包括自动完成启动和停止、电动机的继电保护、运行状态及参数提醒等;泵站的配电由站用配电柜完成;安全预防系统能够保障系统的安全性,发挥出警告信号的作用。要加强对系统软件的更新和完善,并对系统硬件设备定期维修和版样,保证污水泵站自动化的顺利运行。 电气设备与线路的改造 在电气设备的改造方面,重点在系统控制箱内增加格栅过电流、过力矩保护和报警的功能,保证格栅出现故障后并不会对水泵运行造成巨大影响,除此以外,还要加强对格栅的独立控制。泵控电机易出现电流过大故障,可在其主回路中增设线路的电流检测仪器,保证过流的顺利运行。 在低压运行线柜中设置智能电力检测装置,运用串联连接至系统服务器网络之中,监测泵站低压侧的主要电量。在泵站控制系统的控制回路方面,重点进行线路的维修和改造,逐一排查主回路、控制回路、信号回路等走线的设置,降低因线间电磁干扰造成的线路传输问题。要增加整个设备的集中控制能力,重点改造没有集控功能的设备等。 自动化监控系统 污水泵站自动化系统运用先进的泵站专家控制系统技术,该技术能够根据环境、泵机组设备运行变化等数据信息,不断完善和优化泵组设备的组合,通过增加设备的使用率实现节能降耗的作用,提高泵站运行的经济效益。泵站自动化控制系统还运用泵站安全预防技术,该技术能够智能识别和检测安全故障; 该技术能够在开机前自动检测管理区域是否安全,若出现非安全故障或情况,系统会自动关闭泵组并发出警告信号,保障工作人员的安全;在无人值班期间利用自动检测功能保障区域的安全性,防止财产、设备等丢失、破坏现象。 泵站智能系统还运用先进的泵站热点数据无线定制点播与推送技术,系统管理和操作人员可以利用网络实时了解各类热点信息,实现了泵站的智能化、网络化管理;系统利用先