高速压力机的振动分析与控制
高速压力机的振动分析与控制
高速压力机的振动分析与控制江宝明,周星源,周玉香,杨洋,裴海涵(扬州锻压机床股份有限公司,江苏扬州225128)摘要:随着电子、通讯、计算机、家电及汽车工业的迅猛发展,冲压零件的需求量迅速增长,推动了高速压力机的普及应用。而压力机在运行过程中,不可避免会产生振动和噪声。本文着重分析高速压力机产生振动的原因及隔振措施,希望对压力机生产商的设计制造提供参考。关键词:高速压力机;振动;隔振;控制高速压力机具有速度快、精度好、自动化程度高、安全性好等优点,在现代金属冲压加工作业中应用日益广泛。高速压力机比普通压力机行程次数高,一般在200~1000min-1,因此在运行过程中产生的振动及噪声也相应增加,往往对周围环境造成不利影响。研究表明,长期在强振动压力机旁工作的人,在生理上会影响消化系统、听觉系统,并导致呕吐、头昏和中枢神经系统紊乱等现象;在心理上则会使人产生疲倦、心情慌乱并对工作产生厌恶感,导致工作效率降低。压力机振动大,会加大压力机零件之间的摩擦、增大设备的能耗,其本身亦会出现螺栓松动、零件损伤、电气元件失效、模具异常磨损等不良影响,进而缩短设备的使用寿命。一旦机械压力机出现故障,就会增加维修成本,给企业生产经营造成巨大损失。
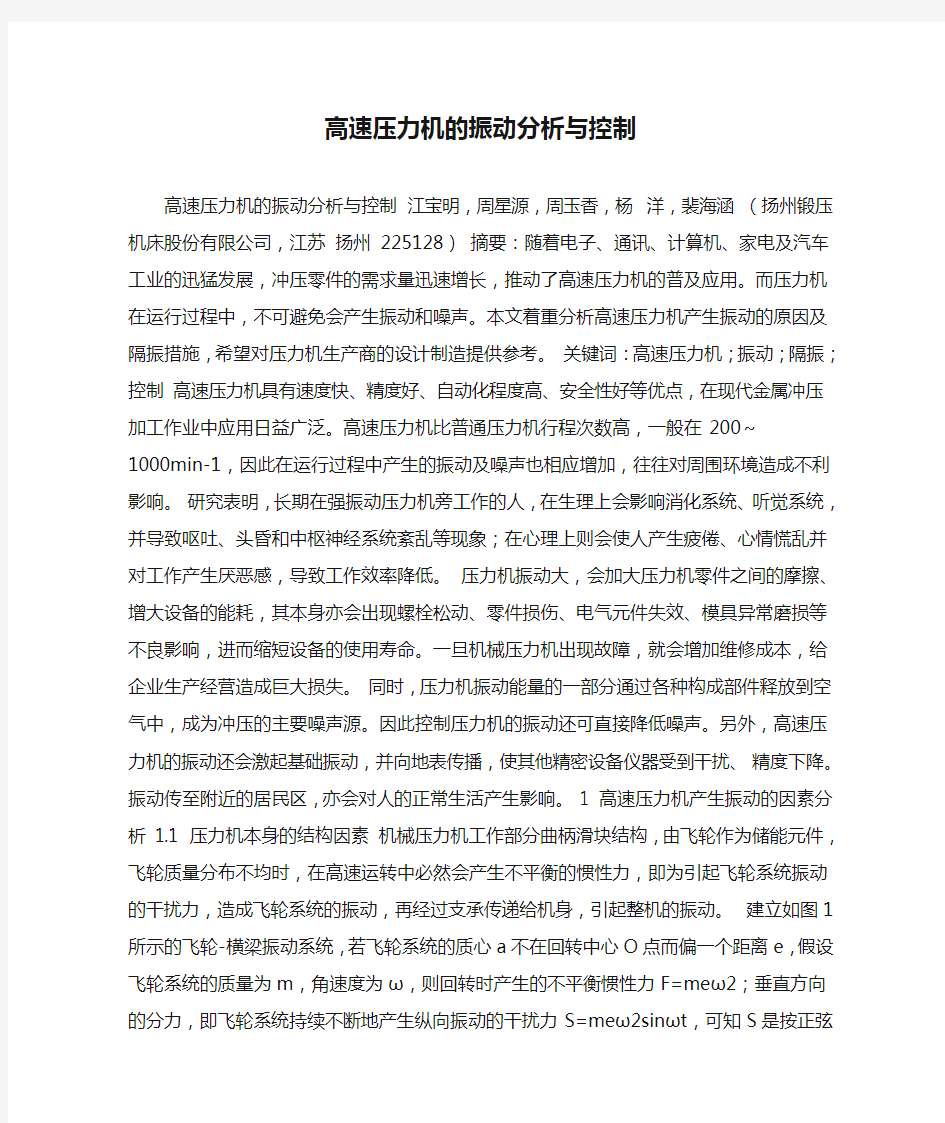
同时,压力机振动能量的一部分通过各种构成部件释放到空气中,成为冲压的主要噪声源。因此控制压力机的振动还可直接降低噪声。另外,高速压力机的振动还会激起基础振动,并向地表传播,使其他精密设备仪器受到干扰、精度下降。振动传至附近的居民区,亦会对人的正常生活产生影响。1 高速压力机产生振动的因素分析1.1 压力机本身的结构因素机械压力机工作部分曲柄滑块结构,由飞轮作为储能元件,飞轮质量分布不均时,在高速运转中必然会产生不平衡的惯性力,即为引起飞轮系统振动的干扰力,造成飞轮系统的振动,再经过支承传递给机身,引起整机的振动。建立如图1所示的飞轮-横梁振动系统,若飞轮系统的质心a不在回转中心O点而偏一个距离e,假设飞轮系统的质量为m,角速度为ω,则回转时产生的不平衡惯性力F=meω2;垂直方向的分力,即飞轮系统持续不断地产生纵向振动的干扰力S=meω2sinωt,可知S是按正弦规律变化的,其振动为简谐振动。图1 飞轮-横梁振动系统图1.飞轮2.上横梁根据振动理论,产生振动需要质量和弹性两个因素。为方便研究,我们将系统简化为如图2所示的质量-弹性系统,将飞轮系统视为质量,将横梁系统视为弹性体。图2中,O点为飞轮静平衡时质心位置,λ为静止时压下量,k为弹性系数,则有mg=kλ;若图中O1点为质心在干扰力S的作用下又下移距离y后的瞬时平衡位置,则有F=-k(λ+y)。根据运动基本
定律,得到图2 飞轮静平衡力学图令干扰力的最大值
S0=meω2,代入式(1)得到转化为二阶常系数非齐次线性微分方程,得到求解得到显然,减小振动的途径为减少干扰力S0,因此一定要对飞轮系统进行动平衡校正试验,并尽量使飞轮系统的回转中心靠近压力机的几何中心。1.2 曲柄滑块机构的运动因素如图3所示,压力机曲柄滑块机构的速度、加速度和转角有如下的关系:速度
V=Rω(sinα+λ/2sin2α);加速度a=Rω2(cosα+λcos2α) 式中:λ=R/L。图3 曲柄滑块机构简图由上述公式可得:当α=0°时,V=0,a=|amax|,α角增大V随之增大;当α=75~90°时,V=Vmax,a=0;当α=180°时,V=0,a=|amax|。就是说,曲柄滑块机构在一个工作循环中,其速度和加速度分别按正弦、余弦规律变化,因此曲柄滑块机构在运动中要产生不断变化的惯性力,速度越大,这种惯性力及其变化也越大,即:F=|ma|=|mRω2(cosα+λcos2α)| 显然,在运动的上下死点处惯性力最大,其值为F=|m·R·ω2| 此惯性力是属于运动系统的内干扰力,也会引起压力机的振动。实践证明,这种振动往往还很严重,不仅影响曲柄滑块机构中零件的强度,而且对机身、轴承、压力机的精度均有影响。1.3 冲压作业中加工力的因素高速压力机的公称压力行程较小,实际工作行程还要更小,因此压力机在完成冲压零件时呈现出一种短时高峰负荷、长时空载的脉冲冲击负荷特征。冲裁开
始时,冲头与板料接触要有冲击,板料冲穿后会产生失荷冲击,这些均要引起强烈的振动。根据研究数据,当冲入厚度达到板料厚度的45%左右时,冲裁力升到最大峰值,此时机身、曲柄滑块机构在封闭力系作用下,均要产生弹性变形,其弹性变形量与冲裁力呈线性关系。而在冲裁的高峰负荷阶段,压力机将积蓄一定的弹性势能,当板料被剪断的一瞬间,冲头突然失荷,压力机积蓄的弹性势能将在极短时间内释放出来而导致压力机产生强烈的振动。1.4 压力机启动过程及停止过程引起的振动压力机的启动及停止,是通过离合器与制动器交替结合与分离来实现的。当离合器结合时,要驱使静止的曲柄滑块机构加速运动,此时曲柄滑块机构的惯性力即为飞轮系统的运转阻力,即干扰力,此干扰力必然会引起压力机的振动。当制动时,从动部分的惯性力对制动器固定盘会产生干扰力,同样会引起压力机的振动,尤其是紧急制动时,这种振动更加明显。2 高速压力机的振动防止措施2.1 对压力机本身的结构因素引起的振动控制飞轮的不平衡可通过动平衡校正来消除;对曲轴偏心部分及滑块往复运动的不平衡,一般是通过在曲轴偏心曲拐处增加平衡块来抵消。至于高速压力机,要实现平稳的运动,最好对往复运动部分的质量进行平衡,简单的平衡装置采用对向滑块式结构,复杂的采用摇动式结构。同时,动平衡机构也可以用来减小或消除压力机在启动过程及停止过程中回转部件加速、
减速引起的振动。平衡机构一般会增加回转部分的惯性矩,因而会破坏机床的停止性能,因此在平衡方案设计时要注意。
2.2 对加工力引起的振动控制在冲压作业中,振动力的大小与压力机的刚度和综合间隙有关。压力机的刚度大,各连接、运动部分的综合间隙小,则振动小,因此高速压力机一般来说比普通压力机刚度大、综合间隙小。由于冲压作业是一
种苛刻的作业,对一般板材(冲入率38%~60%)进行冲压时,如果考虑到滑块的加速度,可算出其反向负荷约为压力机公称力的30%。因此,在冲压作业时,冲裁力最好不要超过公称力的70%,这样可大大降低压力机的振动。2.3 采取必
要的隔振系统,延长弹性势能的释放时间在冲压结束的一
瞬间,弹性势能迅速释放,必然引起强烈的振动,如果设法使压力机在失荷的瞬间遇到一种阻尼作用,使弹性势能较缓慢的释放,将会大大减小振动。实践证明在压力机上采用隔振器对减少振动的效果很好。高速压力机上常采用的隔振
器有弹簧阻尼隔振器、橡胶隔振器、空气弹簧隔振器、液压缓冲器等。弹簧阻尼隔振器是目前工程中使用较为普遍的一种隔振元件,它由螺旋钢弹簧及抗老化的阻尼液和金属壳体、固定垫板、调平钢板等部件构成。弹簧能为压力机在工作状态时提供给缓冲,降低系统固有频率。阻尼液能在压力机受到振动干扰和过共振区的情况下瞬间吸收振动能量。因此弹簧阻尼隔振器具有良好的减振和降噪性能。3 结论(1)
高速压力机的激振力主要为曲柄滑块结构的惯性力和加工力,一般情况下前者大于后者,但激振频率是前者小于后者。研究表明,当隔振系统的固有频率和惯性激振力频率之比小于1/时,对惯性激振力会有隔振效果,对加工力自然更有隔振效果。为获得更好的隔振效果,可使隔振系统的固有频率尽可能降低。(2)高速压力机的行程次数在200~1000
次/分钟之间,对于不同的行程次数,应考虑采用不同的隔振方法。(3)高速压力机隔振是一个比较复杂的问题,在隔振处理时,要根据实际情况,选用合理的隔振方法。参考文献:[1]何德誉.曲柄压力机[M].北京:机械工业出版社,1981. [2]董康,陈康宁,李天石.机械控制理论基础[M].西安:西安交通大学出版社,2005. [3] 孙明江,王兴松.闭式高速压力机的隔振研究[J].控制工程,2013,(4).[4] 张德峰.高速压力机隔振设计与实验研究[D].南京:东南大学,2009. Vibration analysis and control of high-speed press JIANG Baoming,ZHOU Xingyuan,ZHOU Yuxiang,YANG Yang,PEI Haihan
(Yangzhou Metal Forming Machine Tool
Co.,Ltd.,Yangzhou 225128,Jiangsu China)Abstract:The reasons for vibration generated by high-speed press have been mainly analyzed in the text, as well as the isolation measures.It is hoped to provide reference for the design
and manufacture of the press. Keywords:High-speed press;Vibration;Vibration isolation 中图分类号:TG315.5 文献标识码:A DOI:
10.16316/j.issn.1672-0121.2017.02.008 文章编号:
1672-0121(2017)02-0028-03 收稿日期:2016-10-27;修订日期:2017-01-06 作者简介:江宝明(1987-)男,工程师,硕士,从事高速冲压设备设计开发。E-mail:
beijing2008chenc@https://www.360docs.net/doc/7a12709496.html,
关于汽车振动的分析
关于汽车的振动的分析 汽车振动系统是由多个子系统组成的具有质量、弹簧和阻尼的复杂的振动系统。汽车振动源主要有:路面和非路面对悬架的作用、发动机运动件的不平衡旋转和往复运动、曲轴的变动气体负荷、气门组惯性力和弹性力、变速器啮合齿轮副的负荷作用、传动轴等速万向节的变动力矩等。 在汽车工程中,多数振动是连续扰动力,而其他一些则是汽车承受的冲击力和短时间的瞬态振动力。振动又可分为周期性的和随机性的,发动机旋转质量的不平衡转动是周期振动的典型例子,而随机振动主要是由路面不平引起的。所有质量--弹性系统都有自己的固有频率,如果作用于系统的干扰频率接近振动系统的固有频率,就会发生共振现象。因此即使自身具有抗干扰能力的系统,装配到汽车上时仍有可能产生振动问题,这就要求在设计阶段准确建立系统模型及运动方程,分析自由振动特性和受迫振动响应,研究控制振动的方法。 汽车振动按照频率范围可分为: 1、影响行驶平顺性的低频振动:它产生的主要振源由于路面不平度激励使得汽车非悬挂质量共振和发动机低频刚体振动,从而引起悬架上过大的振动和人体座椅系统的共振造成人体的不舒适,其敏感频率主要在1-8Hz(最新的研究表明:当考虑人体不同方向的响应时可到16Hz)。对于乘员其评价指标一般是:针对载货汽车的疲劳降低工效界限和针对乘用汽车的疲劳降低舒适界限,或直接采用人体加权加速度均方根值进行评价;对于货物其评价指标是:车箱典型部位的均方根加速度。由于该指标于人体生理主观反映密切相关,因此试验和评价往往采用测试和主观评价相结
合。 2、车身结构振动和低频噪声:大的车身结构振动,不仅引起自身结构的疲劳损坏,而且更是车内低频结构辐射噪声源。其频率主要分布在20—80Hz 的频带内。由两方面引起:(1)激励源;主要有:道路激励、动力传动系统尤其是动力不平衡和燃烧所产生的各阶激励、空气动力激励;(2)车身结构和主要激励源系统的结构动力特性匹配不合理引起的路径传递放大。当前对于低频结构振动和噪声分析研究的方法有:计算预测分析,(1)基于有限元方法通过建立结构动力学模型取得结构固有振动模态参数对结构动力学特性进行评价,通过试验载荷分析得到振动激励并结合结构动力学模型计算振动响应;(2)基于有限元和边界元的系统声学特性计算和声响应计算。试验分析:(1)各种结构振动和声学系统的导纳测量和模态分析;(2)基于实际运行响应的工作振型分析;(3)基于机械和声学导纳测量的声学寄予率分析; 3、各种操纵机构的振动:操纵机构的振动主要是因为其安装吊挂刚度偏低或自身结构动力特性不当或车身振动过大而产生,它不仅容易使驾驶者疲劳严重时可能使操纵失控。对于这些振动各企业都有相应得评价和限值规定。最为典型的是方向盘(线性)振动(转向管柱振动),其产生的主要原因是方向盘及管柱安装总成与车身振动或其它激励源发生共振;另一重要的振动现象是行驶过程中的方向盘旋转振动(即:方向盘及转向轮摆振)。其产生的原因是:行驶过程中转向轮的跳动与自身的转动而产生的陀螺效应引起转向轮的波动并被转向结构放大从而引起方向盘旋转振动。 4、空气声:车内空气声是由于隔声吸声措施不当从而使得动力传动
振动切削加工技术
振动切削加工技术 姓名:宋大同班级:机械工程1105班学号:113085201149 摘要:振动切削加工技术是机械振动有利一面的应用,这是一种优于普通切削的新技术,是先进制造方法的重要组成部分。本文通过振动切削与普通切削的对比,分析了振动切削的原理、特点、工艺效果及在切削过程中的作用。同时论述了振动切削加工技术在工业中的具体应用和仍需解决的问题。 关键词:振动切削低频振动超声振动工艺效果应用 机械振动同许多事物一样具有两面性,有其不利的一面,也有其有利的一面。振动切削加工技术就是机械振动有利一面的应用。振动切削加工是20 世纪60 年代发展起来的一种先进制造技术,它通过在常规的切削刀具上施加高频振动,使刀具和工件发生间断性的接触,从而使传统切削模式发生了根本性的变化。振动切削改变了工件与刀具之间的时间与空间的分配,从而改变了切削加工机理,达到了减小切削力和切削热,并且提高加工质量和效率的目的。由于其在一定范围内能够有效地解决难切削材料的加工及其精密切削加工方面的问题,因而越来越引起人们的重视。 1.普通切削与振动切削 在普通切削中,切削是靠刀具与工件的相对运动来完成的。切屑与已加工表面的形成过程,本质上是工件材料受到刀具的挤压,产生弹性变形和塑性变形,使切屑与母体分离的过程。在这种刀具始终不离开切削的普通切削中,刀具的作用包括两个方面:一个是刀刃的作用,一个是形成刀刃的刀面的作用。由于刀刃与被切削物接触处局部压力很大,从而使被切物分离。刀面则在切削的同时撑挤被切物,促进这种分离。普通切削中,伴随着切屑的形成,由于切屑与刀具之间的挤压和摩擦作用,将不可避免产生较大的切削力,较高的切削温度,使刀具磨损和产生切削振动等有害现象。基于这种思想,产生了一种新的切削方法——振动切削。 振动切削即通过在切削刀具上施加某种有规律的可控的振动,使切削速度、切削深度产生周期性的改变,从而得到特殊的切削效果的方法。振动切削改变了工具和被加工材料之间的空间与时间存在条件,从而改变了加工机理,达到减小切削力、切削热,提高加工质量和效率的目的。 2.振动切削分类 1)振动切削按振动质量分为自激振动切削和强迫振动切削。自激振动切削是利用切削过程中产生的振动进行切削的。强迫振动切削是利用专门设置的振动装置,使刀具或工件产生某种有规律的可控振动进行切削的方法。 2)振动切削按刀具振动方向分为吃刀抗力方向、进给抗力方向和主切削力方向三种振动切削。 3)振动切削按所加频率不同可分为高频振动和低频振动。振动频率在200HZ 以下的振动切削称为低频振动切削,低频振动仅仅从量上改变切屑的形成条件,主要用来解决断屑问题以及与此相关的一系列问题。一般来说,低频振动切削的
转子故障振动机理分析
转子故障振动机理分析 转子故障引起振动有许多形式, 现对其中的几个典型振动故障产生的原因及其对应的振动机理进行如下分析: 1.转子不平衡故障及振动机理分析 转子不平衡包括转子系统的质量偏心及转子部件出现缺陷;转子质量偏心是由于转子的制造误差、装配误差、材料不均匀等原因造成的,称为初始不平衡。转子部件缺损是指转子在运行中由于腐蚀、磨损、介质结垢以及转子受疲劳力的作用,使转子的零部件(如叶轮、叶片等)局部损坏、脱落、碎片飞出等,造成的新的转子不平衡。转子质量偏心及转子部件缺损是两种不同的故障,但其不平衡振动机理却有共同之处。 振动机理分析:旋转过程中,转子产生不平衡离心力与力矩通过支承点作用在轴及轴承上,引起振动.设转子质量为M(包括偏心质量m),偏心距e,旋转角频率w=2 f(v f为 v 转动频率),在t瞬时位移在直角坐标系分量x,y,如图6-3所示,则可得转子中心运动微分方程为 图6-3 转子力学模型
则有 以上几式中的K可以近似简化为机器的安装总刚度,M为机器的总质量,为K和M构成的振动体的无阻尼固有频率。为无量纲阻尼因子,它的取值不同,会影响到系统 的响应,是激励频率与固有频率之比,也是无量纲因子。根据上式,按不同的频率比和阻尼系数的变化,作出幅频响应图及相频响应图,如下图所示: 图6-4 幅频响应图及相频响应图 转子不平衡所引起振动有下列特点:振动方向为径向,振动的特征频率等于转频;转子的轴承均发生较大的振动;在转子通过临界转速时振幅有特别显著的增大;在高速下随转轴转速上升振动很快增大;振动频率与转速相等且为正弦波;在没有带负荷时振动就达到最大值. 2.转子不对中故障振动机理分析 机组各转子之间由联轴器联接构成轴系,传递运动和转动。由于机器的安装误差、承载后的变形以及机器基础的沉降不均等,造成机器工作状态时各转子轴线之间产生轴线平
机械加工过程中的振动特点及预防措施
机械加工过程中的振动特点及预防措施 在进行机械加工的过程中,工件的表面质量尤为关键,直接关系到工件的使用性能,进而影响到工业生产的稳定运行。在进行机械加工的过程中,由于生产工艺中各项工序的影响会产生振动,由此影响到刀具的加工质量,降低工件的表面质量。为了保证工件的表面质量,要对引起振动的原因进行分析,从而制定出解决的措施,减少振动的发生几率,提高机械加工的质量。 标签:机械加工;强迫振动;自激振动;预防措施 引言 在进行机械加工的过程中,如果出现振动,将会产生非常严重的后果,最直接后果就是影响到工件的表面质量。在正常情况下,刀具与工件之间的距离是按照一定的规范来固定的,如果产生振动,将会对刀具产生附加的动荷载,由此在工件的表面会出现振痕,影响到工件的表面品质以及使用性能。此外,这种振动会严重的磨损到刀具,从而降低刀具的精度和刚度,缩短刀具的使用寿命。振动还会导致机床各连接部位的松动,从而加大间隙,严重时可能会影响到加工的持续。振动所产生的噪声还会影响到工作人员的健康,所以采用相应的措施,减少振动的产生具有重要的意义。 1 机械加工振动的表现和特点 1.1 强迫振动 强迫振动是物体受到一个周期变化的外力作用而产生的振动。如在磨削过程中,由于电动机、高速旋转的砂轮及皮带轮等不平衡,三角皮带的厚薄或长短不一致,油泵工作不平稳等,都会引起机床的强迫振动,它将激起机床各部件之间的相对振动幅值,影响机床加工工件的精度,如粗糙度和圆度。对于刀具或做回转运动的机床,振动还会影响回转精度。强迫振动的特点是:①强迫振动本身不能改变干扰力,干扰力一般与切削过程无关。干扰力消除,振动停止。②强迫振动的频率与外界周期干扰力的频率相同,或是它的整倍数。③干扰力的频率与系统的固有频率的比值等于或接近于 1 时,产生共振,振幅达到最大值。 1.2 自激振动 是由振动系统本身在振动过程中激发产生的交变力所引起的不衰减的振动,就是0激振动。即使不受到任何外界周期性干扰力的作用,振动也会发生。如在磨削过程中砂轮对工件产生的摩擦会引起自激振动。工件、机床系统刚性差,或砂轮特性选择不当,都会使摩擦力加大,从而使自激振动加剧。自激振动的特点是:①自激振动的频率等于或接近系统的固有频率。按频率的高低可分为高频颤振及低频颤振。②自激振动能否产生及其振幅的大小,决定于每一振动内系统所获得的能量与阻尼消耗能量的对比情况。③由于持续自激振动的干扰力是由振动
浅论车削加工中的振动与控制
浅论车削加工中的振动与控制 本文转自可好论文网,原文地址:https://www.360docs.net/doc/7a12709496.html,/html/446.html 【摘要】在机械加工中产生的振动都具有受迫振动和自激振动,与机床、夹具、刀具和工件组成的工艺系统的动态特性有关。详细分析了车削加工中振动的主要类型及产生的原因、振动的危害,并从刀具、夹具、切削工艺等方面提出了减小或消除振动的措施。 【关键词】车削低频振动;高频振动;消除措施 【Abstract】In the machine process creation of vibration all have is forced a vibration and from arouse vibration, and tool machine, tongs, knife and work piece the dynamic state characteristic of craft system for constitute relevant.Detailed analysis the car pare to process medium vibration of main type and creation of reason, vibration of endanger, and from the knife, tongs, sliced to pare craft’s etc. to put forward to let up or cancellation vibration of measure. 【Key words】The car pare low frequency vibration;High frequency vibration;Cancellation measure 前言 在车削过程中产生的振动,不仅干扰了正常的切削过程,严重影响了加工件的表面质量,还会缩短机床及刀具使用寿命。由此产生的噪音甚至可能影响到操作者工作情绪,对正常工作的开展带来一定负面影响;而为了减少振动,往往不得不减少加工时的进刀量,从而降低了生产率。本人通过在工作中对这一现象不断观察、分析、实践、总结,取得了一些效果,现提出一些看法供大家探讨。 1. 振动的分类一般来讲,在机械加工中产生的振动都具有受迫振动和自激振动,与机床、夹具、刀具和工件组成的工艺系统的动态特性有关。在消除机床回转组件(如电机、工件、旋转轴等)和传动系统(如皮带轮、滚动轴承、液压传动系统的压力脉冲等)的振动后,车削加工中的振动主要是不随车削速度变化的自激振动,主要是车削过程中工件系统的弯曲振动(其频率接近工件的固有频率的低频振动)和车刀的变形产生的弯曲振动(其振动频率接近车刀的固有频率的高频振动)。 2. 振动原因分析低频振动的振动频率较低,通常发出的噪音比较低沉,振动较为剧烈,在加工表面留下的振动痕迹深而宽。在低频振动时通常工件系统和刀架系统都在振动,它们时而趋远,时而趋近,产生大小相等方向相反的作用和反作用力。在振动过程中,当工件与刀具趋远时,切削力F趋远与工件位移方向相同,所做之功为正值,系统获得输入能量E(+),当工件趋近刀具时,切削力F趋近与工件位移方向相反,所做之功为负值,系统消耗能量E(-),在车削过程中,由于各种因素的影响都可能引起切削力周期性的变化,并使F趋远>F趋近,E(+)>E(-),即在每一振动周期中,切削力对工件(或刀具)所做之正功总是大于它对工件(或刀具)所做之负功,从而使工件(或刀具)获得能量补充产生自激振动。 在车削过程中,影响切削力周期性地变化,并使F退出>F切人的情况有以下几个因素: 2.1切削与刀具相对运动产生的摩擦力。在加工韧性钢材时径向切削分力F开始随切削速度的增加而增大,自某一速度开始,随切削速度的增加而下降。据切削原理可知,径向切削分力Fv主要取决于切削与刀具相对运动产生的摩擦力,即切削与刀具前刀面的摩擦力。摩擦力具有随摩擦速度的增加而下降的特性,即负摩擦特性。在机械系统中,具有负摩擦特性的系统容易激发切削振动。 2.2再生切削时因工件在前一转时振动留下的痕迹引起切削厚度周期性的变化,从而影响切削力的周期变化。一般说,后转(后次)切削的振纹相对于前转(前次)切削的振纹总不同步,它们在相位上总有一个差值φ,在一个振动周期中,对振纹曲线Yn =Ycosωt,Y n(t)在相位上滞后于前次的Yn-1(t)即0<φ<π的情况,可以看出,在振出的半周期中的平均切削厚度大于振人的半周期中的平均切削厚度,于是振出时的切削力所做的功大于振人时切削力所做的负功,系统就会有能量输人,
汽轮机转子振动分析与处理
汽轮机转子振动分析与处理 发表时间:2018-09-12T11:22:41.650Z 来源:《基层建设》2018年第21期作者:马玉清[导读] 摘要:在工业生产中,汽轮机作为重要的旋转设备,是必不可少的机械设备。 哈尔滨汽轮机厂有限责任公司黑龙江哈尔滨 150046 摘要:在工业生产中,汽轮机作为重要的旋转设备,是必不可少的机械设备。其中汽轮机转子是汽轮机的主要零部件,其安全性、可靠性、适用性以及可维修性特点受到人们的关注。在汽轮机转子运行过程中,发生的振动信号是判断汽轮机工作状态的重要指标,更是影响机械设备运行安全与操作人员人身安全的因素,因此对汽轮机转子运行故障分析及诊断的研究工作迫在眉睫。 关键词:汽轮机;转子;运行故障;分析与诊断汽轮机运行过程中,转子在高温工质中高速运转,不但要承受叶片、叶轮等带来的巨大离心力,同时受到蒸汽轴向推力、轴系振动力、扭转力矩等多重应力影响,在这样复杂的工况下,发生转子振动故障的概率相当高,因此加强汽轮机转子振动故障的分析及处理,对保障汽轮机安全稳定运转具有重要现实意义。 一、汽轮机转子运行故障类型 在汽轮机转子运行过程中,振动信号发生是转子发生故障的前提表现,对此应在汽轮机转子运行过程中,对其振动信号进行准确测量,为了更好地判断汽轮机转子运行故障类型,对其进行分类阐述。振动频率:基频振动、倍频振动、整分数基频振动、比例基频振动、超低基频振动以及超高基频振动;振幅方位:横向振动(水平振动和垂直振动)、轴向振动与扭转振动;振动原因:转子平衡度较差、轴系不对称和零件松动、摩擦(密封件摩擦、转子和定子之间产生的摩擦)、轴承损坏、轴承内部油膜涡动与油膜振动、动力和水力的影响、轴承刚度较差、电气等;振动部位:转子和轴系振动(轴颈、轴纹叶片)、轴承(油膜滑动和波动)、壳体振动与轴承座振动、基础振动(基座、工作台、支架)、其他结构振动(阀门、阀杆、管道等)。 二、出现故障的原因分析 1.设计制造因素 由于在汽轮机中,转子一直是处于高速运转的过程中,如果是在生产制造的过程中出现问题,就会使得转子在运行的过程中,其质心和几何中心没有重合在一起,并且由于转子在运行的过程中处于高速运转的过程中,这样就会产生一个离心力,离心力主要是通过旋转中心线的静止平面上进行投影,这是一个周期性的简谐外力,如果在这个时候进行强迫振动,这就会使得汽轮机转子的振动出现加剧现象。并且由于在运行的过程中,由于现代汽轮机的制造为了提高汽轮机工作的效率,因此汽轮机动静之间的间隙十分小,所以这就使得汽轮机在高温高速运行的过程中,很容易使得转子产生振动现象,并且由于汽缸在运行的过程中出现受热不均匀的现象,这样就会使得汽缸出现变形,加剧了转子振动,严重的时候就不断的产生循环,最终就导致故障的产生。 2.安装及检修因素 汽轮机转子通过联轴器相互连接起来,转子两头均有轴承提供支撑,共同构成转子轴系。若安装时两转轴中心未精确调整到同一直线上,则汽轮机运行时会因转子不对中而发生振动。转子之间如果通过刚性联轴器相连,在对轮结合面处会形成很大的张口,此时如果用连接螺栓将转子强行连到一起,会发生静止绕曲变形,在转子上生成附加连接约束力,导致转子振动。此外,滑销系统对汽轮机组膨胀具有重要的引导功能,若因各种因素导致滑销系统卡涩,就会影响机组的正常膨胀,严重时会使机组发生强烈振动,甚至出现无法启动的情况。 3.运行因素 (1)转子弯曲。汽轮机转子如果存在材质不均匀的情况,在高速运转受热后会发生弹性热弯曲,导致不可逆形变;汽轮机启动时,如果盘车或暖机不充分,上下缸温度差异大,转子横截面内温度场分布不均,也会因弹性热弯曲而出现不可逆形变。 (2)机组启动。汽轮机从启动到正常运转的这段时间内,各金属构件及管道导热均处于一个不稳定的状态,期间容易受到各种机械应力、热应力的作用而产生振动、形变以及复杂的热膨胀效应。此外,机组冷态启动与热态启动的操作步骤存在差异,若人为混淆可能导致机组强烈振动。例如,某厂一660MW汽轮机组在冷启动时,操作人员未待缸体充分膨胀便过早结束低速冲转,导致机组在通过临界转速时发生剧烈振动,最后突破阀值而发生跳机。 (3)润滑油温。油温与轴瓦间油膜的形成息息相关,而油膜对转子稳定性具有至关重要的影响。油温过高会导致润滑油粘度下降,不利于轴瓦内油膜的形成,进而引起转子系统干摩擦。温度过低会导致润滑油粘度超标,引起油压下降,进而引起转子振动的加剧。 三、解决故障的措施 1.提高安装精度 (1)轴系连接要尽量做到平直、同心。转子水平放置时,会由于自重作用而产生微弱的静挠曲,故转子安装完之后,应确保各转子轴线构成一平滑的曲线,否则会导致轴承本身负载的不一致,降低转子运行的平稳性。在实际安装过程中,应根据轴承的具体方位来确定曲线的实际方位,务必使整个转子呈一连续的光滑曲线。 (2)精确安装轴承。汽轮机组中使用了很多的可倾瓦轴承,这类轴承的特点是稳定性极强,并且可以有效地缓解油膜振动。在安装过程中,应确保轴承盖与轴瓦之间的紧力满足设计要求。 (3)提高轴承座安装精度。轴承座安装应当结合图纸要求及相关规范进行严格把关,根据实际需要,安装时可予以多次测量,求得加权平均值。同时应注意,轴承座几何中心应与轴颈承力中心保持重合。 (4)精确安装滑销系统。正常情况下,机组运行时会由于高温、高压作用而发生缸体膨胀,通过正确安装花销系统,合理调整系统的间隙,能够将缸体膨胀控制在一定范围之内,降低对机组造成的影响。 2.减少摩擦力的产生 汽轮机在运行的过程中,想要使得转子在运行的过程中减少摩擦力,因此这就需要我们要使用压力以及湿度符合相关要求的润滑油,并且在使用的过程中还需要降低润滑油的粘度。这主要是由于润滑油的粘度不断增加的话,那么就会使得油膜的承载力不断的增大,但是如果我们一直增加润滑油的粘度话,就会使得其均匀分布受到了破坏,这样反而就极大的增加了摩擦力。 3.对转子进行动平衡检查
某重型载重车辆振动分析和控制_李顶根
某重型载重车辆振动分析和控制X 李顶根 何保华 (华中科技大学能源与动力工程学院 武汉,430074) (华中科技大学水电与数字工程学院 武汉,430074) 摘要 为了有效消除某重型载重车的驾驶室水平晃动,对车架和驾驶室悬置进行了综合有限元模态分析,分析了载重车驾驶室和车架的前6阶固有频率及模态振型特征。结合试验测试的路面激振信号分析,对车架有限元模型进行了动力优化。实际结果表明,驾驶室侧向弯曲模态固有频率与路面随机激励频率错开3~4Hz后,减小了驾驶室的横向振动,改善了该型载重车的平顺性。 关键词 重型载重车 横向振动 模态分析 动力优化 中图分类号 U467 引 言 汽车的振动和噪声严重影响汽车的操纵稳定性和乘坐舒适性。某重型载重车在水泥路面行驶时,其驾驶室在水平面内的筛状晃动比较严重。以前的研究表明,汽车行驶时,当动载荷很大以及有路面随机振动载荷作用时,就有可能导致车架产生共振和动态失效[1-2]。由于该类载重车为自卸式载货车,因此分析其车架和驾驶室的综合动态特性,并对车架进行动力优化,以控制其驾驶室的横向振动现象。 1 计算模型的建立 该载重车的车架为复合式结构,分为主、副车架。主车架由左右纵梁和6根横梁组成,全长5.684 m,最大宽度2.01m,轴距3.5m。由于整个汽车车架的结构复杂,在不影响车架动力学特性的前提下,建立模型时根据具体结构情况进行了以下的简化[3]: (1)略去纵横梁上承受载荷比较小、对结构变形影响很小的部件; (2)将一些节点的自由度进行耦合,如将纵、横梁支座与大量的螺栓连接处的自由度进行耦合; (3)省去纵横梁上的一些无关紧要的装配孔; (4)把发动机、变速箱、车箱等部件总成简化为其支点上的集中载荷; (5)不考虑铆钉的预应力及焊接应力等。 与车架相连的悬架系统采用弹性边界单元模拟,边界单元刚度选用钢板弹簧悬架系统的刚度,采用四边形壳单元为基本单元进行有限元网格划分,共计50312个节点和43318个有限单元。 根据自卸式重型载重车的结构,考虑驾驶室悬置及车架的综合模态分析。采用四边形壳单元为基本单元进行有限元网格划分,局部采用六面体单元。共计83962个节点和74304个有限单元,若干质量单元、弹簧单元和连接单元。 2 驾驶室悬置和车架的综合结构模态分析 根据模态分析理论,一般的工程结构只需计算前几阶较低的固有频率和振型,因为低阶振动对结构的动力影响最大。本文结合车架的实际结构及载荷工况,运用大型有限元分析软件ANSYS模态分析中的Lanczos分析方法[4-6],将计算分析车架结构的前6阶模态。采用Lanczos算法,使用稀疏矩阵来求解广义特征值,即通过一组向量来实现Lanczo s 递归。此法精确且速度快,在工程中常用来提取模型具有对称特征值的多阶模态,而且其在有限元模型中允许有质量较差的实体与板壳单元,但其不足之处是需要较多的内存空间。 车架的弯曲及扭转振动是其结构动态特性的主要表现形式。考虑到载货汽车的运行速度与路面条件,选取0~100Hz作为其计算频段。前6阶模态分析的频率及振型特征如表1和图1~图3所示。 表1 车架和驾驶室悬置的综合模态计算值 序号f/Hz振型 1 9.68扭转模态 215.03纵向弯曲模态 321.40侧向弯曲模态 424.80纵弯局部模态 526.32扭转局部模态 629.60侧弯局部模态 第28卷第2期2008年6月 振动、测试与诊断 Jo urnal o f Vibration,M easurement&Diag nosis V ol.28N o.2 Jun.2008 X收稿日期:2007-11-30;修改稿收到日期:2008-01-24。
噪音与振动控制方案
施工现场噪音与振动控制方案 为认真贯彻落实《建设工程文明施工管理规定》和《扬尘污染防治管理办法》以及重大工程建设的有关文明施工管理规定,实现文明施工现场达到相关标准,特编制本施工噪声与振动控制专项方案。 一、编制依据 1、《中华人民共和国环境噪声污染防治法》; 2、《建筑施工场界噪声限值》GB 12523-90 3、《江苏省环境保护条例》; 4、《江苏省建设工程文明施工管理规定》; 5、《江苏省重大工程文明施工管理考核办法(试行)》 二、工程概况 丹徒新城恒顺大道改造工程位于宜城大道以东,G312以西区域,整体呈东西向。路线起于与宜城大道交叉,向东南方向延伸,下穿S86镇江支线后,往东止于园区二路(盛园路)交叉,路线全长3328.911m。道路等级为城市次干路,规划红线宽度50m,设计速度为50km/h。 1.责任人: (1)项目经理负责噪声控制管理工作的领导,全面管理项目的噪声预防和控制。(2)项目工程师、施工员和班组长负责实施施工过程中的噪声控制。 (3)项目技术员负责噪声控制情况的检查和噪声的监控与监测工作。 三、组织保证措施 一般噪声源:土方阶段:挖掘机、装载机、推土机、运输车辆、破碎钻等。结构阶段:汽车泵、振捣器、混凝土罐车、支拆模板与修理、支拆脚手架、钢筋加工、电刨、电锯、人为喊叫、哨工吹哨、搅拌机、水电加工等。装修阶段:拆除脚手架、石材切割机、砂浆搅拌机、空压机、电锯、电刨、电钻、磨光机等。 1.施工时间应安排在 6:00—22:00 进行,因生产工艺上要求必须连续施工或特殊需要夜间施工的,必须在施工前到工程所在地的区、县建设行政主管部门提出申请经批准后,并在环保部门备案后方可施工。项目部要协助建设单位做好周边居民工作。 2.施工场地的强噪声设备宜设置在远离居民区的一侧。尽量选用环保型低噪声振捣器,振捣器使用完毕后及时清理与保养。振捣混凝土时禁止接触模板与钢筋,并做到
振动分析常见图谱
振动分析常见图谱 一、跟踪轴心轨迹 轴心轨迹是轴心相对于轴承座的运动轨迹,它反映了转子瞬时的涡动状况。 对轴心轨迹的观察有利于了解和掌握转子的运动状况。跟踪轴心轨迹是在一组瞬态信号中,相隔一定的时间间隔(实际上是相隔一定的转速)对转子的轴心轨迹进行观察的一种方法。这种方法是近年来随着在线监测技术的普及而逐步被认可的,它具有简单、直观,判断故障简便等优点。 图4-20是某压缩机高压缸轴承处轴心轨迹随转速升高的变化情况,在能过临界转速及升速结束之后,轨迹在轮廓上接近椭圆,说明这时基频为主要振动成分,如果振幅值不高,应该说机组是稳定的。如果达到正运行工况时机组振幅值仍比较高,应重点怀疑不平衡,转子弯曲一类的故障。 二、波德(Bode)图 波德图是描述某一频带下振幅和相位随过程的变化而变化的两组曲线。频带可以是1×、2×或其他谐波;这些谐波的幅、相位既可以用FFT法计算,也可以用滤波法得到。当过程的变化参数为转速时,例如启、停机期间,波德图实际上又是机组随激振频率(转速)不同而幅值和相位变化的幅频响应和相频响应曲线。 当过程参数为速度时,比较关心的是转子接近和通过临界转速时的幅值响应和相位响应情况,从中可以辨识系统的临界转速以及系统
的阻尼状况。 图4-21 某压缩机高压缸波德图 图4-21是某转子在升速过程中的波德图。从图中可以看出,系统在通过临界转速时幅值响应有明显的共振峰,而相位在临界前后转了近180。。 除了随转速变化的响应外,波德图实际上还可以做机组随其他参数变化时的响应曲线,比如时间,不过这时的横坐标应是时间,这对诊断转子缺损故障非常有效。也可以针对工况,当工况条件改变时做波德图,这时的幅频响应和相频响应如果不是两条直线,说明工况变化对振动的大小和相位有影响,利用这一特点可以甄别或确认其他症兆相近的故障。 三、极坐标图 极坐标图实质上就是振动向量图,和波德图一样,振动向量可以是1×、2 ×或其他谐波的振动分量。极坐标图有时也被称为振型圆和奈奎特图(Nyquist图),但严格说来,二者是有差别的,因为极坐标图是按实际响应的幅值相位来绘制的,而Nyquist图一般理解为是按机械导纳来绘制的。 极坐标图可以看成是波德图在极坐标上的综合曲线,它对于说明不平衡质量的部位,判断临界转速以及进行故障分析是十分有用的。和波德图相比,极坐标图在表现旋转机械的动态特征性方面更为清楚和方便,所以其应用也越来越广。
噪声和振动控制中阻尼技术的理解
噪声和振动控制中阻尼技术的理解 侯永振 (天津市橡胶工业研究所,天津 300384) 摘要:简要介绍了阻尼材料以自由阻尼、约束阻尼两种阻尼处理方式构成结构阻尼,以及阻尼技术用于振动隔离,通过降低共振可传递性,从而使振动和噪声得到控制的基本原理。 关键词:结构阻尼;振动隔离;阻尼处理;噪声降低 1 导论 机械运转产生的振动现象随处可见,飞机、舰船、机床、汽车、轨道交通(如城市轻轨火车)、水暖管道、纺织机械、空调器、电锯、升降机等机械发出较强的振动和噪声,不仅污染环境,还会影响设备的加工精度,加速结构的疲劳损坏和失效,缩短机器寿命,影响交通车辆的舒适性。 不论怎样的应用,通常都需要几种技术对噪声和振动进行有效控制,而每一种技术都有助于环境的更加安静。对于大多数应用来说,可以采用四种控制噪声和振动的方法:(1)吸收;(2)使用障板和罩子;(3)结构阻尼;(4)隔振。在这些分类中虽然有一定程度的相互交叉,但通过对问题的恰当分析和减振降噪技术的合理应用,每种方法都能够产生显著的减振降噪效果。仅次于吸收材料和大块障板层的应用,通常还要弄明白减振降噪的原理。因此,本文将集中介绍涉及降低结构振动的第(3)和第(4)种方法。 2 结构阻尼 结构阻尼降低振源处由冲击产生的稳态的噪 作者简介:侯永振(1957-),男,天津市橡胶工业研究所高级工程师,主要从事橡胶阻尼材料、橡胶减振材料及制品、橡胶防腐衬里、橡胶吸声材料及制品、乳胶手套、胶粘剂、橡胶杂品等研究和开发工作。 声,它所消耗的是在结构阻尼构成之前并以声的形式在结构中辐射的振动能。然而阻尼仅抑制共振。尽管有时由于敷设阻尼材料从而提高了系统的刚度和质量而对于强迫振动的非共振振动的衰减有点效果,但靠阻尼则衰减很少。 阻尼处理由为了提高阻尼结构消耗机械能能力而被应用于阻尼元件的任何材料(或材料组合)组成。当用于强迫振动结构时,在其固有(共振)频率或其附近,它常是最有用的。该固有(共振)频率受由许多频率成份构成的激振力的振动频率的影响,而这许多频率成份受冲击或其它瞬态力或传递到噪声辐射的结构表面的振动的影响。 尽管所有材料都呈现一定量的阻尼,然而许多材料(如钢、铝、镁和玻璃)有如此小的内部阻尼,是传递振动和噪声的良好介质,几乎不具备降低振动和噪声的能力,以致于它们的共振性能使其成为了有效的声辐射器。但钢材等金属材料强度高,常作为结构材料使用;而橡胶等高分子材料,由于本身的化学结构特性,使得它们具有较高的阻尼性能,具备很强的降低振动和噪声的能力,是最主要的减振降噪材料之一,代表着减振降噪材料的发展方向,尤其是近十几年发展起来的高阻尼橡胶或其它高分子阻尼材料,具备非常突出的减振降噪性能,几乎是目前从科学意义上讲最理想的减振降噪材料。但这类阻尼材料
高速压力机的振动分析与控制
高速压力机的振动分析与控制 高速压力机的振动分析与控制江宝明,周星源,周玉香,杨洋,裴海涵(扬州锻压机床股份有限公司,江苏扬州225128)摘要:随着电子、通讯、计算机、家电及汽车工业的迅猛发展,冲压零件的需求量迅速增长,推动了高速压力机的普及应用。而压力机在运行过程中,不可避免会产生振动和噪声。本文着重分析高速压力机产生振动的原因及隔振措施,希望对压力机生产商的设计制造提供参考。关键词:高速压力机;振动;隔振;控制高速压力机具有速度快、精度好、自动化程度高、安全性好等优点,在现代金属冲压加工作业中应用日益广泛。高速压力机比普通压力机行程次数高,一般在200~1000min-1,因此在运行过程中产生的振动及噪声也相应增加,往往对周围环境造成不利影响。研究表明,长期在强振动压力机旁工作的人,在生理上会影响消化系统、听觉系统,并导致呕吐、头昏和中枢神经系统紊乱等现象;在心理上则会使人产生疲倦、心情慌乱并对工作产生厌恶感,导致工作效率降低。压力机振动大,会加大压力机零件之间的摩擦、增大设备的能耗,其本身亦会出现螺栓松动、零件损伤、电气元件失效、模具异常磨损等不良影响,进而缩短设备的使用寿命。一旦机械压力机出现故障,就会增加维修成本,给企业生产经营造成巨大损失。
同时,压力机振动能量的一部分通过各种构成部件释放到空气中,成为冲压的主要噪声源。因此控制压力机的振动还可直接降低噪声。另外,高速压力机的振动还会激起基础振动,并向地表传播,使其他精密设备仪器受到干扰、精度下降。振动传至附近的居民区,亦会对人的正常生活产生影响。1 高速压力机产生振动的因素分析1.1 压力机本身的结构因素机械压力机工作部分曲柄滑块结构,由飞轮作为储能元件,飞轮质量分布不均时,在高速运转中必然会产生不平衡的惯性力,即为引起飞轮系统振动的干扰力,造成飞轮系统的振动,再经过支承传递给机身,引起整机的振动。建立如图1所示的飞轮-横梁振动系统,若飞轮系统的质心a不在回转中心O点而偏一个距离e,假设飞轮系统的质量为m,角速度为ω,则回转时产生的不平衡惯性力F=meω2;垂直方向的分力,即飞轮系统持续不断地产生纵向振动的干扰力S=meω2sinωt,可知S是按正弦规律变化的,其振动为简谐振动。图1 飞轮-横梁振动系统图1.飞轮2.上横梁根据振动理论,产生振动需要质量和弹性两个因素。为方便研究,我们将系统简化为如图2所示的质量-弹性系统,将飞轮系统视为质量,将横梁系统视为弹性体。图2中,O点为飞轮静平衡时质心位置,λ为静止时压下量,k为弹性系数,则有mg=kλ;若图中O1点为质心在干扰力S的作用下又下移距离y后的瞬时平衡位置,则有F=-k(λ+y)。根据运动基本
振动污染及其控制技术
振动污染及其控制技术 1402032026孙小飞环境工程(2)班 摘要:现如今随着社会的发展,物理性污染愈发严重。其中振动污染也是其中的一部分,本文着重介绍了振动污染及其控制技术的内容。 关键词:振动污染;控制技术。 一、概述 振动定义:(1)任何一个可以用时间的周期函数来描述的物理量,都称之为振动(2)当一个物体处于周期性往复运动的状态,即可说物体在振动。 1.振动现象 物理现象:声、光、热等物理现象都包含振动;生命和生活:心脏搏动、耳膜和声带的振动是人体的基本功能。 工程技术领域: 桥梁和建筑物在阵风或地震激励下的振动 飞机和船舶在航行中的振动, 机床和刀具在加工时的振动, 各种动力机械的振动, 控制系统中的自激振动等。 2.振动污染: 振动超过一定的界限,从而对人体的健康和设施产生损害,对人的生活和工作环境形成干扰,或使机器、设备和仪表不能正常工作。 振动污染源有自然源和人工源 自然源:地震、火山爆发等自然现象。 自然振动带来的灾害难以避免,只能加强预报减少损失。 人工源:工业振动源:旋转机械、往复机械、传动轴系、管道振动等,如锻压、铸造、切削、风动、破碎、球磨以及动力等机械和各种输气、液、粉的管道。特征参数:常见工厂振源附近面上加速度级:80~140dB;振级:60~100dB;峰值频率:10~125Hz。 工程振动源:工程施工现场的振动源主要是打桩机、打夯机、水泥搅拌机、辗压
设备、爆破作业以及各种大型运输机车等。特征参数:常见工程振源附近 振级:60~100dB。 铁路振源: 频率:一般在20~80Hz范围内; 离铁轨30m处的振动加速度级范围85~100dB,振动级范围75~90dB内 公路振源: 频率:一般在2~160Hz范围内,其中以5~63Hz的频率成分较为集中; 振级:多在65~90dB范围内。 二、振动的影响 振动的生理影响主要是损伤人的机体,引起循环系统、呼吸系统、消化系统、神经系统、代谢系统、感官的各种病症,损伤脑、肺、心、消化器官、肝、肾、脊髓、关节等人们在感受到振动时,心理上会产生不愉快、烦躁、不可忍受等各种反应。除振动感受器官感受到振动外,有时也会看到电灯摇动或水面晃动,听到门、窗发出的声响,从而判断房屋在振动。人对振动的感受很复杂,往往是包括若干其他感受在内的综合性感受。振动引起人体的生理和心理变化,导致工作效率降低。振动可使视力减退,用眼工作时所花费的时间加长。振动使人反应滞后,妨碍肌肉运动,影响语言交谈,复杂工作的错误率上升等。振动通过地基传递到构筑物,导致构筑物破坏。如,基础和墙壁龟裂、墙皮剥落,地基变形、下沉,门窗翘曲变形,构筑物坍塌,影响程度取决于振动的频率和强度。由于共振的放大作用,其放大倍数可由数倍至数十倍,因此带来了更严重的振动破坏和危害。 三、振动控制技术 振动控制的任务:通过一定手段使受控对象振动水平满足预定要求。 受控对象:各类产品、结构或系统的统称。 实现控制振动的目的需经历的五个环节(1)确定振源特性与振动特征 (2)确定振动控制水平 (3)确定振动控制方法 (4)进行分析与设计 (5)实现振动控制
强声波激励下转子叶片的振动分析
强声波激励下转子叶片的振动分析 发表时间:2014-12-02T11:39:15.780Z 来源:《价值工程》2014年第10月中旬供稿作者:何建军 [导读] 声波激振是自然界一种普遍存在而且为大家所熟知的现象,在工程实际中也广泛存在。 何建军HE Jian-jun曰陈享姿CHEN Xiang-zi (长沙理工大学汽车与机械工程学院,长沙410004) (School of Automobile and Mechanical Engineering,Changsha University of Science and Technology,Changsha 410004,China) 摘要:声场分析是一类比较复杂的场分析问题。本文基于有限元法,建立了高强声波辐射场中某型转子叶片振动分析的有限元模型,并分别采用球面声波辐射,柱面声波辐射,平面声波辐射和均布声压等作用形式比较了叶片上振动的应力和声压分布。计算了3 种叶片,数值计算的结果都与实验结果比较一致,定量揭示了高强声波对转子叶片的影响程度。 Abstract: Acoustic analysis is an important type of field analysis problem. Based on the finite element method (FEA), the finiteelement model of a certain rotor blade in radiation field excited by high strength acoustic wave was built in this paper. And then, the stressand sound pressure distribution in the four different types of radiation fields were computed and compared to each other. The results ofnumerical simulation are consistent with the results of experimental tests for three types of rotor blades, which reveal the influence degree ofrotor blade excited by high strength acoustic wave. 关键词院高强声波;转子叶片;声波辐射;应力和声压分布 Key words: high strength acoustic wave;rotor blade;acoustic radiation;stress and sound pressure distribution 中图分类号院O422.7 文献标识码院A 文章编号院1006-4311(2014)29-0014-02 引言 声波激振是自然界一种普遍存在而且为大家所熟知的现象,在工程实际中也广泛存在。因声共振引起的结构破坏,失效或者故障也屡有发生。声波与人们的生活密切相关,因此对声波的认识也是物理学研究的一个重要领域。但之前大家一直未注意到声波激振尤其是高强声波激振可能是造成结构破坏的一个原因,人们往往关心的是声波对人的影响以及声波的应用,另外一个方面高强声波的发生存在于比较特殊的场合和情形[1]。 人们关注声疲劳问题开始于20 世纪50 年代发生的由于高强度喷气噪声造成的飞机结构破坏[2]。尽管声疲劳破坏现象首先发生于飞机构件上,早期声疲劳问题的研究也主要围绕于此,但随着科学技术水平的不断发展,有关航空发动机构件声疲劳问题的研究也越来越受到广大学者和科研人员的广泛关注。 航空发动机是一个非常强大且复杂的噪声源,处于这种宽频带高能级声激励环境中的构件极易发生高周疲劳[3]。航空发动机中的声疲劳问题本质上是随机振动载荷导致结构高周疲劳失效的典型代表。国外对声波激振的研究工作开展得比较早,取得了大量的成果,但公开的资料很少。国内也有许多学者开展了这方面的工作。最近,林左鸣,李克安等学者对声激振对发动机转子叶片振动的影响机理和破坏贡献做了有益的理论探索,并且做了大量的实验,揭示了高强声波对转子叶片疲劳破坏存在一定的作用[4]。但是定量分析高强声波对转子叶片的作用大小以及数值仿真计算这方面的工作还比较少,这也是本文研究的出发点。本文采用有限元法,对高强声波辐射场中转子叶片的振动分析问题进行了大量的数值计算,得到了与实验结果一致的结论,验证了数值计算的有效性。 1 悬臂板的动力学方程 为了研究高强声波激励和机械激励下发动机转子叶片的振动特性和振动规律,需要建立叶片的振动方程。但发动机转子叶片曲面复杂,描述困难,因此一般难以给出发动机转子叶片的动力学解析方程。目前,转子叶片的分析计算常采用薄板近似模型进行,相关理论可参见曹志远等著的《板壳振动理论》一书等[5]。 分别采用悬臂板模型和有限元方法(视为准确值)计算得到的3 种叶片的基频如下: 其中叶片A 和B 是某型发动机叶片。 声波载荷的形式:作用在叶片上的实际声波应当为随机载荷,但为降低建模和计算的难度,在现有的文献和数值计算中,一般将声波处理为简谐声波,因此在本研究中也将作用在叶片或者板上的声波视为简谐载荷。即q=q0(x,y)sin pt (1)实际叶片的扭角随截面不断发生变化,且曲面更加复杂,因此实际叶片的振动方程的求解也一般采用有限元方法进行计算。 2 数值计算 在实际情况中,分析作用在叶片上的高强声波是一个复杂的声场问题,可能包括声波的辐射,散射,透射和折射等情形,这里简单起见,假定为一个有限封闭区域内的声波辐射问题。声波辐射分为球面声波辐射,柱面声波辐射,平面声波辐射等几种情形(具体的声压计算公式可参考杜功焕的《声学基础》[6]等书),基于这4 种辐射场,构建了转子叶片振动分析的有限元模型,对其进行计算。为确定声源模型的形式,假设声源为高强声波,为简谐声波,在叶背叶根附近。分析采用的转子叶片为航空发动机NASARotor67 转子叶片。 2.1 球面声波辐射下的转子叶片的应力和声压分布从图1 可以看出,转子叶片的最大应力为19.83MPa,该应力最大处位于叶背叶根附近。此外,整个转子叶片的声压分布在146dB-150.06dB 之间变化,整个叶片的声压分布平均接近148dB。