波峰焊操作作业指导书
工具手套 口罩 小耙子 漏勺 灰刀 锡渣盒
仪器1.2首次关机操作:
1.3次日开机只需打开启动和照明即可,关机则只需关闭启动和照明。
2.参数设置
2. 1参数调整时一次只能变换一个参数
2.2每台锡炉须建立对于不同机型的最佳参数。
2. 3锡炉参数调整及不良须做《PPM值统计报表》,每日统计三次,每次抽取10PCS板,用总不良焊点数/单块PCB焊盘数×10*1000000.
当PPM值超过5000PPM时表明制程有异常因素,须采取措施排除。1.4注意事项:
1.4.1开机前必须先确认锡温是否达到焊接要求,焊锡完全熔化前禁止开启波峰马达。
1.4.2锡炉禁止非锡炉技术人员操作。
1.4.3开机前将锡渣清理干净。
1.4.4助焊剂涂布使用喷雾方式时,开机前先确认喷雾机的气压.助焊剂的存量;然后用牙刷沾上稀释剂将喷头出水.出气孔粘附的松香刷洗干净,生产中每隔2小时也须清洗一次,每天早上上班时用一块硬纸板(尺寸同PCB)代替PCB过喷雾器,看助焊剂是否覆盖整个纸板,若有不均则调整喷雾机,直到合格。
1.4.5检查操作面板,确认所有的参数达到设定值后才可过产品。
1.4.6锡炉稳定后,先过5台产品,确认没问题后再开线。
1.4.7锡炉出现问题时先按急停开关,再关闭预热,然后取出炉内的产品。
1.4.8打开锡炉门操作和保养维护时一定要戴上口罩,手套等防护用品。
1.4.9加锡时一定要了解锡炉内的焊锡成份,核对当前使用的锡条与锡炉内的焊锡一致后才能添加。
1.4.10锡炉各项参数的具体操作方法参考对应锡炉的操作手册。
1.4.11调整波峰后流时要保证波峰平稳,在氧化物能流走的情况下后流尽可能小,这样可减小焊接不良也可保证PCB过波峰时行进速度与与波峰后流速度基本一致。
1.4.12调整运输轨道宽窄时要注意从入口到出口宽度一致,PCB不能卡得太松以免掉板或过波峰时停板,也不能太紧以免PCB变形严重或过波峰时板面溢锡和碰掉组件。
温度曲线测试仪,高温玻璃
1.锡炉的基本操作及注意事项
1.1首次开机操作:
确认电源打开 确认锡温达到设定值后按启动范围 打开预热 打开
运输马达 打开波峰 打 开爪洗马达 打开冷却装置 打开喷雾器
确认产品过完 关闭喷雾机 关闭预热 关闭波峰 关闭运输马
达 关闭爪洗马达 关闭冷却装置 关闭启动
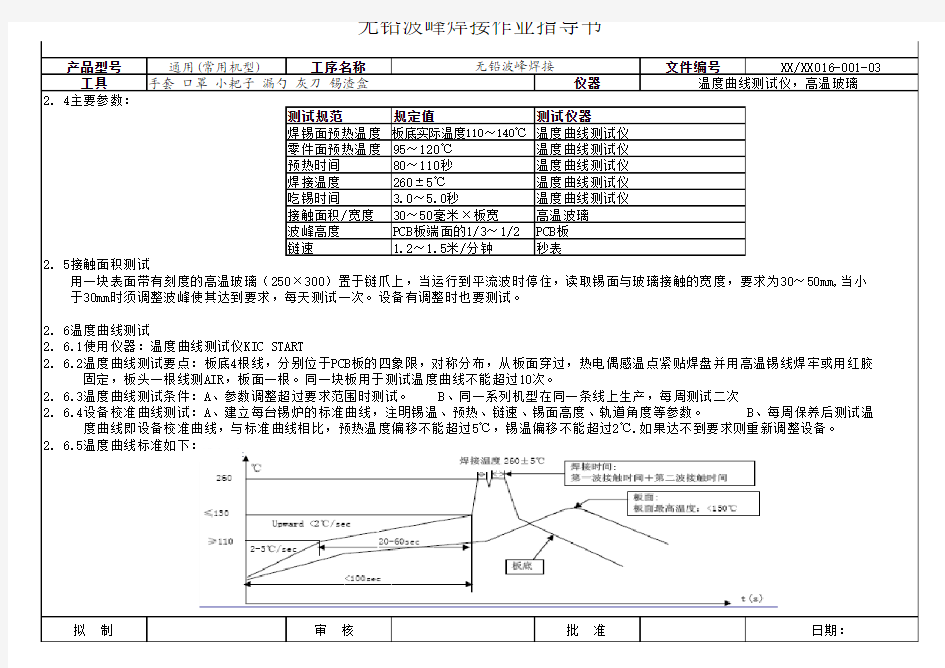
2. 6.5温度曲线标准如下: