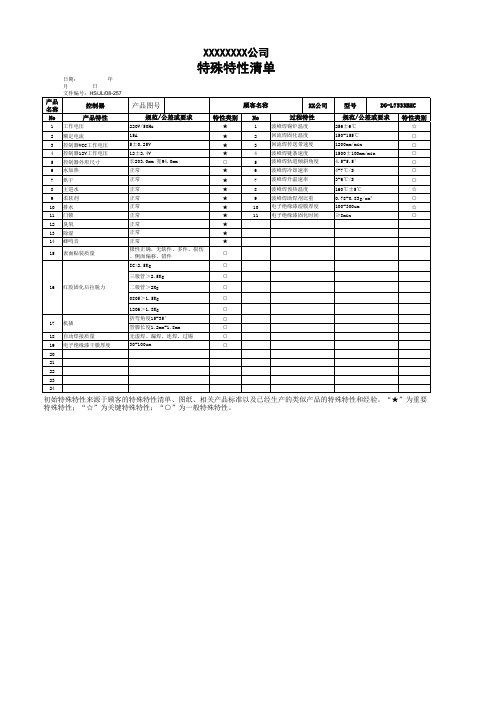
波峰焊辅料特殊特性及各项参数表
特殊特性清单
产品 名称 No
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15
控制器 产品特性
工作电压 额定电流 控制器VCC工作电压 控制器12V工作电压 控制器外形尺寸 水加热 烘干 主进水 柔软剂 排水 门锁 臭氧 除湿 蜂鸣音 表面贴装质量
产品图号
规范/公差或要求
220V/50Hz 15A 5±0.25V 12±2.4V 长203.0mm 宽94.0mm 正常 正常 正常 正常 正常 正常 正常 正常 正常 极性正确,无缺件、多件、损伤 、侧面偏移、错件 IC>2.5Kg 三极管>2.5Kg
顾客名称 特性类别
★ ★ ★ ★ ○ ★ ★ ★ ★ ★ ★ ★ ★ ★ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○
规范/公差或要求
256±6℃ 150-155℃ 1200mm/min 1500±100mm/min 4.5-5.5° 4-7℃/S 3-6℃/S 160℃±5℃ 0.78-0.83g/cm³ 100-300um ≥8min
16
红胶固化后拉脱力
二极管>2Kg 0805>1.5Kg 1206>1.8Kg
XX公司 过程特性
波峰焊锡炉温度 回流焊固化温度 回流焊传送带速度 波峰焊链条速度 波峰焊轨道倾斜角度 波峰焊冷却速率 波峰焊升温速率 波峰焊预热温度 波峰焊助焊剂比重 电子绝缘漆湿膜厚度 电子绝缘漆固化时间
型号
DG-L7533BHC 特性类别
☆ ○ ○ ○ ○ ○ ○ ☆ ○ ☆ ○
No
1 2 3 4 5 6 7 8 9 10 11
17 18 19 20 21 22 23 24
机插 自动焊接质量 电子绝缘漆干膜厚度
波峰焊工艺参数调节
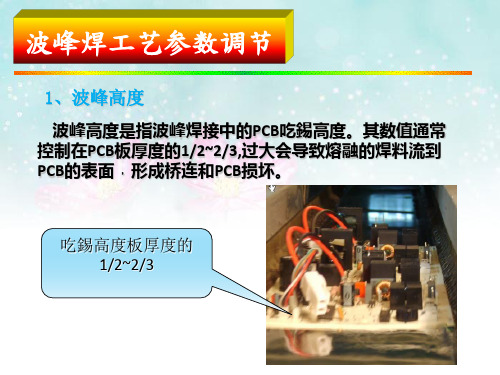
1、吃錫高度。其数值通常 控制在PCB板厚度的1/2~2/3,过大会导致熔融的焊料流到 PCB的表面﹐形成桥连和PCB损坏。
吃錫高度板厚度的 1/2~2/3
2 、传送傾角
波峰焊机在安裝时除了使机器水平外﹐ 还应调节传送裝置的傾角.
傾角的调节可以调控PCB与波峰面的焊接 时间﹐适当的傾角﹐会有助于焊接效果 焊料液与PCB更快的脱离﹐使之返回锡內。
波峰焊接角度控制 在5-7度
3.焊料纯度对焊接的影响
波峰焊接过程中﹐焊料的杂质主要是从PCB上焊盘 和元器件引脚铜和氧化物﹐过量的铜会导致焊接缺陷 增多。 4﹐工艺参数的调整
波峰焊机的工艺参数,帶速、预热时间、焊接時间 和傾角之间需要互相协调。
无铅波峰焊技术参数

SYD
DA-350LFC电脑型无铅波峰焊详细配置
一、传输系统
■40*100mm超厚铝材横梁支撑,确保长期高温使用不发生变形;
1、横梁支架结构
■中设弹力支撑结构,防止导轨下垂;
■采用钛合金(T2标号)制作,厚短圆爪设计,链爪线性好,抗2、传输爪
变形,夹持紧固,尤其针对薄板,防止焊接变形;
3、防掉温吊座设计■可防止预热区间不掉温,最符合无铅制程中波峰焊预热段严格
的要求;
■自动联动链爪传动,可自动驳入PCB板,专设防卡爪设计,防4、自动入板机构
止链爪卡爪变形;
5、电动调宽■日本松下马达传动,电动调宽可电动调整PCB板宽窄,换线方
便;
■日本松下马达传动组件,电脑设定传输速度;
6、传输机械模组
■并具有自诊断传输偏差报警功能;
7、自动洗爪■配备进口洗爪泵,可24小时自动清洗链爪,确保链爪清洁;
■能全自动洗爪及运行切换;
售后服务承诺
公司各层上至总经理下至普通职员,都把产品服务作为工作的第一重点来抓,以保证产品的服务质量,保证最终的用户利益。
公司承诺:
※设备提供一年免费维修。
※公司在接用户报修电话后1个小时内,提供问题的处理方案。
※以上保修不包括人为因素所造成的损坏维修,人为因素所造成的维修按设备保修期外维修标准进行维修。
收费标准:
保修期内所有维修费用由我公司承担(不包括人为因素所致维修)
保修期外收费:
更换元器件按成本价计算。
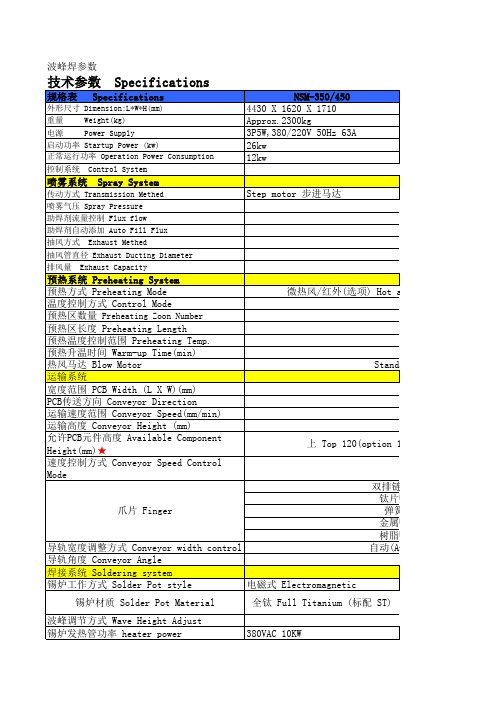
JT 波峰焊参数

双排链快换双钩爪 钛片鸭嘴爪 弹簧鸭嘴爪 金属鸭嘴爪 树脂鸭嘴爪 自动(Auto
全钛 Full Titanium (标配 ST) solder pot temperature 锡炉容量 solder pot capacity 波峰驱动功率 wave drive power 锡炉升温时间 solder por warm-up temperature 炉温控制方式 temperature control mode 冷却系统 cooling system 冷却方式 cooling method 其他 other 洗爪 finger cleaning system 回程抬高 return trip lifting 选配 option 中央支撑 centrer support 超声波喷雾 j-sonic ultrasonic spray 上层预热 top heating UPS保护 ups protection 氮气系统 nitrogen device 接驳压刀 feeder knife
预热系统 Preheating System 预热方式 Preheating Mode 温度控制方式 Control Mode 预热区数量 Preheating Zoon Number 预热区长度 Preheating Length 预热温度控制范围 Preheating Temp. 预热升温时间 Warm-up Time(min) 热风马达 Blow Motor 运输系统 宽度范围 PCB Width (L X W)(mm) PCB传送方向 Conveyor Direction 运输速度范围 Conveyor Speed(mm/min) 运输高度 Conveyor Height (mm) 允许PCB元件高度 Available Component Height(mm)★ 速度控制方式 Conveyor Speed Control Mode
波峰焊接助焊剂参数-概述说明以及解释
波峰焊接助焊剂参数-概述说明以及解释1.引言1.1 概述概述部分的内容应该对整篇文章的主题进行简要介绍和概括。
下面是一个概述的示例:引言部分将对波峰焊接助焊剂参数的研究进行介绍。
波峰焊接是一种常见的电子组装技术,助焊剂是在焊接过程中使用的一种非常重要的材料。
助焊剂的参数对焊接质量和效果具有重要影响。
本文将从定义和参数两个方面对波峰焊接助焊剂进行探讨。
在正文部分,我们将详细介绍波峰焊接助焊剂的定义,并对其参数进行深入分析。
最后,结论部分将对波峰焊接助焊剂参数的重要性进行讨论和总结。
通过本文的研究,我们将对如何合理选择和调整波峰焊接助焊剂参数有更深入的认识,从而提高波峰焊接的质量和效率。
1.2 文章结构文章结构部分的内容可以从以下几个方面入手进行撰写:文章结构的目的是为了给读者一个清晰的概念,让他们知道文章的整体框架和内容安排,帮助读者更好地理解并阅读文章。
本文的结构分为三个主要部分:引言、正文和结论。
1. 引言:引言部分主要对文章进行概述和引导,介绍波峰焊接助焊剂参数的研究背景和意义,以及论文的目的和研究方法。
通过引言,读者可以对波峰焊接助焊剂参数的重要性有一个初步了解,同时也能够了解到作者在本文中的研究方向和重点。
2. 正文:正文部分是文章的核心,对波峰焊接助焊剂的参数进行详细的介绍和分析。
在本部分,可以从以下几个方面进行阐述:a. 波峰焊接助焊剂的定义:首先对波峰焊接助焊剂的概念进行清晰的定义,包括其作用、应用场景等等。
b. 波峰焊接助焊剂的参数:然后对波峰焊接助焊剂的参数进行详细的介绍,包括温度、粘度、含氧量等等。
可以通过实验数据或文献资料进行支持,分析这些参数对焊接质量的影响,并提出相应的优化方案。
3. 结论:结论部分对整篇文章进行总结和归纳,强调波峰焊接助焊剂参数的重要性和研究的价值。
同时,还可以提出一些对波峰焊接助焊剂参数研究的展望和建议,为后续的相关研究提供借鉴和参考。
通过以上的文章结构,读者可以从整体上把握文章的内容和逻辑,更好地理解波峰焊接助焊剂参数的研究,并对该领域的发展和应用有更深入的了解。
波峰焊的主要工艺参数及对工艺参数的调整

焊接时间=焊点与波峰的接触长度/传输速度
焊点与波峰的接触长度可以用一块带有刻度的耐高温玻璃测试板走一次波峰进行测量。
传输速度是影响产量的因素。在保证焊接质量的前提下,通过合理的综合调整各工艺参数,可以实现尽可能的提高产量的目的。
PCB类型
元器件
预热温度(℃)
中面板
纯THC或THC与SMD混装
90—100
双面板
纯THC
90—110
双面板
THC与SMD
100—110
多层板
纯THC
110—125
多层板
THC与SMD混装
110一130
波峰温度一般为250 ±5℃(必须测量打上来的实际波峰温度)。由于热量是温度和时间的函数,在一定温度下焊点和元件受热的热量随时间的增加而增加。波峰焊的焊接时间通过调整传送带的速度来控制,传送带的速度要根据不同型号波峰焊机的长度、预热温度、焊接温度等因素统筹考虑进行调整。以每个焊点,接触波峰的时间来表示焊接时间,—般焊接时间为3-4秒钟。
四、印制板爬坡角度和波峰高度
印制板爬坡角度为3—7℃。是通过调整波峰焊机传 输装置的倾斜角度来实现的。
适当的爬坡角度有利于排除残留在焊点和元件周 围由焊剂产生的气体,当THC与SMD混装时,由于通孔比较少,应适当加大印制板爬坡角度。通过调节倾斜角度还可以调整PCB与波峰的接触时间,倾斜角度越大,每个焊点接触波峰的时间越短,焊接时间就短;倾斜角度越小,每个焊点接触波峰的时间越长,焊接时间就长。适当加大印制板爬坡角度还有利于焊点与焊料波的剥离。当焊点离开波峰时,如果焊点与焊料波的剥离速度太慢,容易造成桥接。适当的波峰高度使焊料波对焊点增加压力和流速有利于焊料润湿金属表面、流入小孔,波峰高度一般控制在印制板厚度的2/3处。
波峰焊知识,培训资料

而非物理现象! 焊接是化学现象 ,而非物理现象!
4
Speedy
IMI
Eazix
Your Next-Generation Solutions Provider 手工补焊
1.焊点与焊接四要素: 焊点与焊接四要素: 焊点与焊接四要素 2.波峰焊接原理: 波峰焊接原理: 波峰焊接原理 3.波峰焊用辅料特性介绍: 波峰焊用辅料特性介绍: 波峰焊用辅料特性介绍 4.波峰焊设备结构与各段功效: 波峰焊设备结构与各段功效: 波峰焊设备结构与各段功效 5.JT WS-350PC-B操作界面介绍: 操作界面介绍: 操作界面介绍 6.适合波峰焊制程的 适合波峰焊制程的PCB设计: 设计: 适合波峰焊制程的 设计 7.波峰焊接缺陷产生机理分析 波峰焊接缺陷产生机理分析: 波峰焊接缺陷产生机理分析
展起来的。 **优点: 1,省工省料,提高效率, 降低成本。 2,提高焊点品质和可靠性。
喷流式焊接
波峰式焊接
5
Speedy
IMI
Eazix
Your Next-Generation Solutions Provider 助焊剂的特性: 助焊剂的特性: 1.化学活性 不同温度下的活性) 1.化学活性(不同温度下的活性) 2.热稳定性 2.热稳定性
12
Speedy
IMI
Eazix
Your Next-Generation Solutions Provider
一、波峰焊接知识:
5.JT WS-350PC-B操作界面介绍:
13
Speedy
一、波峰焊接知识:
波峰焊参数
MS-350/450
KK-350
4430 X 1620 X 1710
4430 X 1620 X 1710
Approx.2300kg
Approx.2000kg
3P5W,380/220V 50/60Hz 63A 3P5W,380/220V 50/60Hz 63A
26kw
22.5kw
12kw
12kw
电脑(computer)+PLC
预热方式 Preheating Mode
微热风/红外(选项) Hot air/IR tube is optio
温度控制方式 Control Mode
PID
预热区数量 Preheating Zoon Number
预热区长度 Preheating Length
18
预热温度控制范围 Preheating Temp.
Room Tempe
预热升温时间 Warm-up Time(min)
Approx.15min
热风马达 Blow Motor
Standard
运输系统
宽度范围 PCB Width (L X W)(mm)
Min:80x60;
PCB传送方向 Conveyor Direction
左到右 (L→R) ST
运输速度范围 Conveyor Speed(mm/min)
上 Top 120/下 Bottom 15
变频器闭环无级调速 Closed loop
双排链快换双钩爪(标配) Quick-change finger(standard)
钛片鸭嘴爪(选配) Titanium duck jaw finger(option)
弹簧鸭嘴爪(选配) Spring duck jaw finger(option)
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
参数
技术参数
单位
密度
G/c㎡
硬度
Mpa
吸水性
Mg
耐温性
Mpa
持续的工作温度
℃
表面电阻系数
Ω/c㎡
厚度公差
mm
比热
J/(g.k)
黑色 1.85
80 40 380 280 5——9 ±0.15mm
0.9-1.15
合成石炉架背 面
PCB板与波峰焊接 处255℃-265℃
插件好的PCB 板板
PCB板与波峰 焊进口处
波峰焊出口处
接炉架取板处
助 焊 剂 种 类 : EF680 8HF
项目
异丙醇 松香/树脂
溶剂. 壬烷 有机酸 环已胺
注意 事 项:
1.在接 炉架时 必须带 高温手 套取 板,防 止烫伤 手机。
2.保持 工作区 域5S,拿 PCB板时 要戴好 防静电 手套.
3.当机 器出现 故障时 立即停 机维修 并上报 主管.
高温手套 活性炭口罩
1 修 订 记 录
2
A/1
变更助焊剂参数
静电手环
3
年月日
年月日
E F 1 2 0 0 0
EF-6808HF
80-100% 0.1-1% 1—10% 1—10% 1—10%
使用 工具 &辅 料:
PCB板与波峰焊接 处255℃-265℃
波峰焊出口处
接炉架取板处
EF-12000
80-100% 10-20%
0.1—1% NO
制
定/
修订版本
修 订
内
容
修
日期
改
人
作成
确认
承认
机种名
板 材 : 合 成 石
作业指导书
波峰焊操作
作业名称 辅料的特殊特性及各项参数表
炉架的特点及各项参数表
作业步骤及方法
站别
工位
标准工时
生效日期:标准Biblioteka 能文件 版次A/1
年月日 文件编号
炉架的使用及过程
特点:防静电,尺寸稳定性好,变形小,工作温度260℃,最高工作温度
可达到350—380℃。寿命在15000个循环以上