基于在机测量的反求系统
基于水准路线自动平差的原始数据反求系统

基于水准路线自动平差的原始数据反求系统水准路线自动平差是测量领域中常见的一种数据处理方法,通过该方法可以对水准测量得到的原始数据进行反求处理,从而获得更加准确的结果。
本文将介绍基于水准路线自动平差的原始数据反求系统的制作过程和应用效果。
一、研究背景水准测量是地理信息领域中常见的一种测量方式,它主要用于测量地表的高程。
在实际的水准测量中,我们通常会得到一些原始数据,比如高程观测值、观测点的坐标等。
为了获得准确可靠的高程数据,我们需要对这些原始数据进行处理,消除测量误差和随机误差,从而获得更加精确的结果。
二、系统设计基于水准路线自动平差的原始数据反求系统的设计,主要包括数据输入模块、数据处理模块、平差计算模块和结果输出模块。
1. 数据输入模块:该模块主要用于将水准测量得到的原始数据输入到系统中,包括高程观测值、观测点的坐标等。
可以通过文件导入或手动输入的方式将数据导入系统中。
2. 数据处理模块:该模块用于对输入的原始数据进行预处理,包括数据筛选、异常值检测、数据清理等操作,以确保输入数据的准确性和可靠性。
3. 平差计算模块:该模块是整个系统的核心部分,它采用水准路线自动平差方法,对输入的原始数据进行平差计算,消除误差,求解高程结果。
4. 结果输出模块:该模块用于将平差计算得到的高程结果以及其他相关数据输出到系统中,可以通过图表、表格、报告等形式进行展示和输出。
三、系统应用基于水准路线自动平差的原始数据反求系统在实际应用中具有广泛的应用价值和应用前景。
它可以极大地提高水准测量数据处理的效率和精度,节省人力物力资源。
它可以准确反求出高程结果,为地理信息系统、地形测量、工程测量等领域提供可靠的高程数据支持。
它可以为水准测量数据的管理、存储、共享提供便利。
在实际应用中,该系统不仅可以应用于水准测量的原始数据处理,还可以应用于其他领域的数据处理,比如GPS定位、地面形变监测、遥感测量等。
由于系统采用了自动平差方法,因此具有较强的通用性和适用性。
三维测量与反求工程

学生实验报告实验课程名称三维测量与反求工程《三维测量与反求工程实验报告》实验报告一、实验目的1、了解三坐标测量机的组成、基本原理及其使用方法。
2、了解曲线、曲面的测量原理,并掌握其基本测量的方法。
3、学会用三坐标测量机对曲线、曲面进行测量及分析方法。
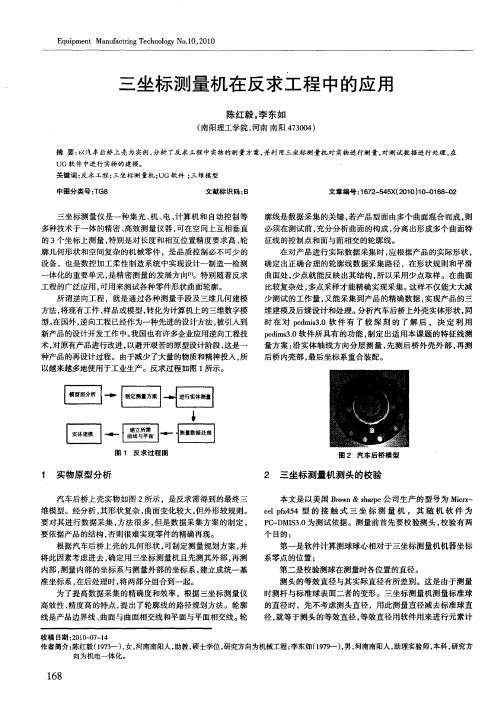
二、实验仪器设备1、实验设备:青岛英柯ZC1066H三坐标测量机,参数如下:测量范围1000 mm×600 mm×600 mm精度1.4 µm 测量精度1.5+3.3L/1000 µm测头 PH10M2、测量对象:座机话筒3、数据处理及重构软件:UG NX10、Geomagic Studio 12、NX imageware 13三、实验原理图1 实验原理三坐标测量机原理:本实验使用青岛英柯ZC1066H三坐标测量机完成,三坐标测量机的三个坐标轴互成直角配置。
就测量机的主体来说,它的组成部分有:底座、臂架、测量工作台、X向、Y向、Z向导轨,Z轴支撑与平衡装置,X,Y和Z向传动系统及操作系统。
其基本原理就是通过探测传感器(探头)与测量空间轴线运动的配合,对几何元素进行离散的空间点位置的获取。
三维反求的实验原理:反求工程也称逆向工程(Reverse Engineering , RE),是相对于传统的产品设计流程即所谓的正向工程(Forward Engineering , FE)而提出的。
逆向工程常指从现有模型(产品样件、实物模型等)经过一定的手段转化为概念模型和工程设计模型,如利用三坐标测量机的测量数据对产品进行数学模型重构,或者直接将这些离散数据转化成NC程序进行数控加工而获取成品的过程,是对已有产品的再设计、再创造的过程。
四、实验内容1、实验准备阶段①将PH10M测头连接在三坐标测量机(含操纵杆)上,保持与探头接口、探头控制器、计算机等接口的通讯畅通,并调试好全部设备;②准备好实验所需的测量对象,本实验以座机话筒为例③将工件夹持台安放在三坐标测量机工作台上,然后用橡皮泥将被测座机话筒固定在工件夹持台上。
基于水准路线自动平差的原始数据反求系统

基于水准路线自动平差的原始数据反求系统【摘要】本文介绍了基于水准路线自动平差的原始数据反求系统。
在探讨了研究背景、研究意义和研究目的。
在详细描述了系统架构设计、算法原理介绍、数据处理流程、实验验证和性能评价。
通过实验验证,系统表现出优异的效果。
在总结了系统的特点和优势,提出了创新点并展望未来的发展方向。
该系统的提出填补了水准路线自动平差方面的空白,为相关领域的研究和实践提供了重要参考依据,具有重要的理论和应用价值。
【关键词】水准路线、自动平差、原始数据反求系统、系统架构设计、算法原理、数据处理流程、实验验证、性能评价、研究背景、研究意义、研究目的、总结、创新点、展望1. 引言1.1 研究背景基于水准路线自动平差的原始数据反求系统正是为了解决这些问题而提出的。
通过引入自动平差算法和现代化的数据处理流程,该系统可以实现对水准测量数据的高效处理和精确分析,为用户提供更可靠、更精确的测量结果。
研究和开发这样一种系统具有重要的现实意义和科学价值。
在当前信息化和智能化的时代背景下,基于水准路线自动平差的原始数据反求系统的研究将为测量领域的现代化转型和发展注入新的活力,推动测量技术的不断创新和提升。
深入探讨这一系统的设计原理和应用前景对于推动测量领域的进步具有重要意义。
1.2 研究意义水准路线自动平差是地理信息领域中一项重要的技术,对于城市规划、土地管理、测绘勘测等领域有着重要的应用价值。
通过自动平差系统,可以实现对基准点之间的水准观测数据进行优化和校正,提高数据的准确性和可靠性,为地理信息系统提供更加精准的基础数据支持。
在过去的研究中,水准路线的平差工作通常需要耗费大量的人力和时间,而且容易受到人为因素的影响,导致结果的不确定性增加。
开发基于水准路线的自动平差系统具有重要的意义。
这样的系统不仅可以提高数据处理的效率,还可以降低人为干扰的可能性,保证数据处理结果的可靠性和准确性。
在当今数字化时代,地理信息数据的应用日益广泛,对数据的准确性和精度要求也越来越高。
反求工程中测量技术综述

第33卷 2005年第7期75Mining & Processing Equipment75通用反求工程是在没有图纸或者没有 CAD 模型的情况下,对现有的产品样件或者是设计者以粘土或木模等手段所表达的设计思想等实物为对象,运用先进的测试手段,对其进行三维数字化处理,并以所获得的三维离散化数据为基础,进行三维数据重构,构造出实物的 CAD 模型,并进行修改或再设计,最后通过先进制造技术完成产品或原型的制作。
因此三维轮廓测量技术是反求工程技术中十分重要的步骤之一,只有快速准确完整地获取三维物体的数字化几何信息,才能为后续的数据处理以及加工打下坚实的基础。
测量系统与被测物体之间,不外乎光、机、电、声、磁等方式,由此衍生出了多种测量方式,常见的三维物体几何性状的测量方法主要分接触式和非接触式两大类,在非接触式中又分为破坏性方法和非破坏性方法等。
1反求工程的测量技术1.1三坐标机测量技术三坐标测量机是 20 世纪 60 年代发展起来的一种新型精密测量仪器。
广泛应用于制造、电子、汽车、航空航天等领域。
它不仅用于对零件或部件 (包括齿轮、螺纹等) 的尺寸、形状及相互位置进行检测,还可以用于划线、定中心孔、光刻集成线路等。
德国的 Zeiss、英国 Brown&Sharpe 和意大利 DEA 为世界著名品牌,除此还有德国的 Leitz、英国的 LK、美国的 Sheffield、日本的 MITUTOYO 等。
国内的厂家包括青岛前哨、北京 303 所、哈尔滨量刃具厂、西安爱德华等十余家。
传统的三坐标测量机多采用机械探针等触发式测头,由于是接触式测量,因此测量速度较慢,往往测一个点需要数秒钟。
因此 Leitz、Zeisa、Wensel 等公司先后开发了高速三坐标测量机,测头移动速度 400 m/ s 左右,扫描速度。
另外,俄罗斯 LAPIC 公司开发出了 KIM 系列六自由度坐标测量机,可对诸如螺旋浆、汽轮机叶片等复杂零件进行测量。
三坐标测量机在反求工程中的应用
续的 U G建模 相匹 配 ,将 测量 结果 用 的 I E G S格式 保存并输 出。建模前去噪声点 , 保留建模特征线 。汽车后桥上壳建模 也
分两部分 , 先外部建模 , 内部 建模 。由于汽 车后 桥上壳外部 后 结构较复 杂 , 建模时采用 先整体 、 再部分 的思路 。先将 主体做 出, 在主体上增加所需 细节 , 到建模 目的。建模后 如图 5和 达
作者简介: 陈红毅 (9 3 )女 , 17 一 , 河南南 阳人 , 助教 , 硕士学位 , 研究方 向为机械工程 ; 李东如 (9 9 )男 , 17 一 , 河南南 阳人 , 助理实验师 , 本科 , 研究方 向为机电一体 化。
1 68
《 装备制造技术)00年第 l 期 21 0
一
廓线是数据采集 的关键 , 若产 品型面 由多个 曲面混合而成 , 则 必须在测试前 , 充分分析 曲面的构成 , 分离 出形成多个曲面特
征线 的控制点和面与面相交的轮廓线 。 在对产 品进行 实际数据 采集 时 , 应根据产 品的实 际形状 , 确定 出正确合 理的轮廓 线数据采 集路径 ,在形状规则和平滑 曲面处 , 少点就能反映 出其结构 , 所以采用少点取样 。在 曲面
收 稿 日期 :0 0 0 — 4 2 1— 7 1
第二是校验测球 在测量时各位置的直径。 测头的等效直径与其实 际直径有所差别 。这是 由于测 量
时测杆与标准球表 面二者 的变形 。三 坐标测量 机测 量标 准球
的直径时 ,先不考虑测头直径 ,用此测量直径 减去标准球 直
径 , 于测 头的等效直径 , 就等 等效直径用软件用来进行元 素计
三坐标测量仪是一 种集光 、 、 计算 机和 自动控制等 机 电、 多种技术于一体的精密 、 高效测量仪器 , 可在空问上互相垂直 的 3个坐标上测量 , 特别是对长度和相互位置精度要求高 、 轮
基于加工中心的在机测量与反求系统设计

统相应变量 中 ,并通过 R - 2串行 通讯 接 口实 时将 S2 3
数据传输给计算机 中的测量与反求软件 ,根据收到的 实际测点 坐标数 据按 照一 定 的算法 ( J-乘 法 和 最/, ,
最小 区域 法 )进 行 被测 几何 要 素 的重构 ,并 生成 该 几何要 素的 I E G S标准 接 口文件 。在 U G模 型 窗 口中 利用 I E G S接 口导入该几何 要素 的接 口文 件 ,并通 过 “ 约束 ”和 “ 替换” 等功能与原 有模型运算 ,从 而生 成该零件 的精确 模 型 ,实现 被测 零件 从 实物 到 C D A 模型 的在机反求 。
l制 接 } 控 器 口 .
.
在 由友嘉立式加工 中心 F . 0 、E 6 LM 0三 V1 0 P B -4 0
卑
l要重l 宏序 l赢 特 素构 I程库1 征
匿
N1 c 系 t 统
加 工
匪壶 巫回
维导 电测头 以及包含在机测量与反求系统软件 的计算 机构成 的在机测量 与反求 系统上进行 实验 。反求零件 初 步模 型及测点 规划如 图 2所示 ,反求后 的精确模 型
2 实验示 例
利用计算机软 件强大的建模 、计 算 、存储 和开发能力 来 弥补加工 中心数控系统数据处理上 的缺 陷。总体构
成方案如 图 1 所示 。
测ห้องสมุดไป่ตู้反 统 IG 步 模1 量与 求系 初 建 u
● 1 I l l
l特 导 入与 I
1金 复 I点 息 理 旦 . 测信处l
摘要 :利用加工中心 、U G和 自行 开发 的测量与反求软件构建 了一套典型零件 的快速测量与反求系统。在 U G中建立待 反求实体粗略模型 ,对构成零件的几 何要 素进行测 点路径规划形成路径文件 ,通过测量与反求 软件调用路径 文件生成测量 程序 ,传给加工 中心进行要素的精确测量 ,测点数据经处理后重新在 U G中生成精确零件模 型替代粗 略模型 ,从 而实现 了 典型零件 的快速测量与反求 。 关键词 :测量与反求 ;加工 中心 ;典 型零件
在机测量反求系统模式的构建

在机测量反求系统模式的构建郑淑芝(河北师范大学机械系,石家庄,050031)岳彦芳杨光(河北科技大学机电学院,石家庄)摘要本文简要阐述了在机测量反求系统的总体方案以及在数控加工中心上的实现方法,探讨了实现在机测量与反求的软硬件条件,给出了系统功能模型,并进行了软件总体结构设计。
关键词在机测量反求系统模型一、课题的提出近年来,随着计算机技术的普及应用,现代制造技术正在发生着广泛而深刻的变化。
发展趋势可归纳为两方面:一是以提高效率为主的自动化,即通过计算机参与整个制造过程的信息处理与控制,缩短产品的制造周期。
二是以提高精度为主的精密化,通过现代测控手段实现超精密加工及检测。
因此作为RPM技术中前端数据转换和处理技术的反求工程以及以提高检测及加工精度为研究目标的在线检测技术的研究倍受国内外专家学者和企业界的重视,成为当前先进制造技术研究的热点。
传统的常规设计都是以模型的理论数据作为设计和加工的基础。
反求工程却是从一已存在的零件原形入手,采用某种测量设备对其进行数字化处理,即将零件用一个庞大的三维数据点的集合来表示,然后根据测得的数据构造CAD模型,所得模型经编辑修改得到满意结果后输出图样,生成NC代码,进行数控加工,最终得到产品。
用于原形数字化的设备一般有三坐标测量机,激光测量仪,工业CT和逐层切削照相测量等。
在机测量反求系统的研究内容是用在机测量代替了专用的测量设备。
它整合了在线检测和反求技术的研究成果,使自动测量和反求功能集成为一体,最大程度的利用现有设备,实现了一机多用,减少了投资,从而可获得更高的投资回报率。
同时,构建这样的反求系统还可完成加工时的序前找正和序中检查等工作,提高了加工质量,缩短了机床的辅助时间,这是其他离线测量方法所无法实现的。
二、在机测量反求系统总体方案该系统是由数控加工中心)))测头装置)))计算机系统)))被测样件组成的机电一体化系统。
11系统的实现基础我们以FV-1000立式加工中心为依托开展在机测量反求系统的研究工作。
基于CMM测量的自由曲面反求技术研究

续获取坐标信息 , 并可通过计算机实现整个测量过程 和数据处理 的程序化 。
5 曲面重构
利用 U G系统提供的扫掠方式 , 沿空间路径 曲线 扫掠, 进行 曲面模型重建 , 然后通过延伸、 求交、 过渡 、
( 下转第 9 6页 )
3 曲面原始数据的采集
C M通过测量头与鼠标外壳 曲面接触获得其坐 M
Tle r s ar h o r v r e e i e rng f r f e f rl u f c s d r C删 l e e c n e e s ng n e i o r e o ils r a e ba e o l
Q nH n — ig , u R i i og x H a u n
1 引 言
反求工程是在没有 C D模型的情况下 , A 按照现
有零件的原形 , 通过测量手段及三维建模方法 , 将零 件原形转化为数字模型。反求工程 的关键技术在于 零件的数字化 , 通过特定的测量设备获取表面离散点 的几何坐标数据 , 在此基础上进行 自由曲面 的建模。 三坐标测量机 ( ori t M a r gM ci , M ) C o n e es i ah eC M d a un n 是数字化测量设备 的典型代表 , 它具有噪音小、 精度 高、 重复性好等优点。本课题 以鼠标 曲面模型为例 , 研究基于 C M测量 的 自由曲面反求过程及其关键 M 技术 。
设计 与 制造
・
机 械 研 究 与应 用 ・
基于 C MM 测量 的 自由 曲面 反 求 技术 研 究 。
秦红 星 花 , 蕊
( . 山学院, 1唐 河北 唐山 03 0 ; . 山供 电公司, 60 0 2 唐 河北 唐山 03 0 ) 6 0 0
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
基于在机测量的反求系统杨光岳彦芳刘利剑(河北科技大学,石家庄 050054)摘要:本文研究了基于加工中心测量的反求系统,建立了系统的功能模型,介绍了测头与数控系统的连接方法、数据的传输和格式转换,实现了在机测量与UG系统的集成。
该系统集自动测量和加工功能于一体,既能降低数控设备的闲置率,又可减少投资,为中小企业实施反求工程提供了有效的解决方案。
关键词:在机测量、反求工程、CAD/CAM、集成中图分类号:1 引言一般来说,在新产品的设计中,除为数不多的全新概念设计外,绝大多数的产品造型设计与同类产品的造型有较多的相似性和继承性。
反求工程(Reverse Engineering,简称RE)则是专门针对这种情况,从一已存在的零件或原型入手,首先对其进行数字化处理(即将整个零件用一个庞大的三维点的数据集合来表示),然后构造 CAD模型,并对原模型进行修改和详细设计,最后制造出产品。
RE是近年来集测量、机电一体化、数控和CAD/CAM等多种技术于一体,迅速发展起来的一门实用化程度很高的新技术,正越来越受到广泛重视和深入应用。
利用RE技术不仅可以大大地缩短产品开发周期,更可以找到原型产品的缺点,加以改进,设计出更好的产品。
零件数字化是反求工程中的一项关键技术,它是指采用某种测量方法和设备测出实物各表面的若干组点的几何坐标。
目前用于工业测量的典型数字化设备有:坐标测量机、激光测量仪、工业CT(Computed Tomography计算机断层摄像)和逐层切削照相测量。
但上述设备造价较高,对于我国的制造企业特别是中小型企业来说投入过大。
如果利用加工中心高精度的行走系统,配以合适的测量系统,实现三维测量功能,既可减少投资,又能提高设备的闲置率,加速中小企业的自动化改造。
基于在机测量的反求系统集自动测量和加工功能于一体,可以实现对样件的快速测量,得到样件的离散化的数据模型,对测量数据进行CAD建模、修改、工艺处理,并生成数控加工程序,最终实现产品的数控加工。
2 系统模型基于在机测量的反求系统的功能模型见图1,它包括在机测量、数据格式转换、CAD/CAM、数控程序管理与传输4个子系统。
该系统的技术路线为:根据需反求的零件形状,划分测量区域和路线,编制并在数控设备上运行测量程序;所得测点坐标由数据传输软件采集,并进行误差修正;经过数据格式转换,生成CAD造型软件能够识别的文件格式;编辑和整理测点数据,快速生成曲面模型,按给定的要求进行零件的详细设计和修改;利用CAM软件生成数控代码;将其传递给数控设备,再由数控设备制造出成品;最后进行相关尺寸与形位误差的检测,完成反求的全过程。
图1 反求系统的功能模型2.1 在机测量在机测量子系统包括具有测量功能的数控设备、数据传输与误差补偿软件和尺寸与误差测量软件。
测头系统安装于数控设备的主轴上,通过测量宏程序控制主轴运动,获取测点坐标,并传递给工业PC,进行误差补偿后,计算相应的尺寸和形位误差,或者作为实物反求的原始数据传送给数据格式转换子系统将其转换成CAD/CAM系统的数据文件。
在机测量的核心是数控设备与测头系统的通讯以及测点坐标的传输。
目前,机床测头多为接触式,按信号传输方式又可分为硬线连接式、感应式、光学式和无线电式四类。
不论哪类测头,当其与零件接触时,都发出一个TTL输出信号,把该信号送到机床,就能够在测头接触零件表面的瞬间,给控制系统一个中断信号,通过G31指令使测量程序产生跳步,跳转到下一段,同时记下接触点的坐标。
利用数控设备所提供的标准通讯接口,通过数据传输软件将测点坐标由机床传至工业PC。
在数控设备上利用触发式测头进行自动检测时,必须根据测头接触工件时发出接触信号的瞬间读出机床坐标值。
一方面,由于测头系统各种因素影响,从测头接触工件到记下坐标值,机床工作部件仍在运动;另一方面,由于机床工作部件存在运动误差,系统所记录的坐标值与机床工作部件所处实际位置存在误差。
以上两方面产生的误差都直接反映在测量结果中。
误差补偿软件可以对上述误差进行辨识和补偿,提高测量数据的精度。
2.2 数据格式转换测量数据要能够被CAD/CAM系统接收和利用,必须进行数据格式文件的转换。
目前市场上流行的CAD/CAM系统内部产品模型的数据结构和格式各不相同,主要的有IGES格式、STEP格式、DXF格式以及ibl格式。
其中,STEP格式是国际标准化组织规定的ISO标准,是唯一能够描述和支持产品所有定义信息的交换标准,但其结构过于复杂,目前仍在发展和完善之中。
DXF是AutoCAD的图形交换文件。
Ibl是美国Pro/E软件的一个专门用于反求工程的数据文件,它将扫描数据用曲线分组,是一个ASCII文件。
IGES标准是由美国国家标准协会制订的国际标准,它由一系列产品的几何、绘图、结构和其他信息组成,可以处理CAD/CAM系统中的大部分信息。
由于实物测量得到的数据主要是物体表面的坐标,数据简单,通过IGES格式转换方便,而且多数国际知名的CAD软件都配置了IGES接口,因此,选择IGES格式作为数据传输规范是合适的。
IGES文件格式分为ASCII格式和二进制格式。
ASCII格式便于阅读;二进制格式适合处理大容量文件。
对于ASCII格式,其数据文件分为5个段:开始(START)段、全局(GLOBAL)段、元素索引(DIRECTORY ENTRY)段、参数数据(PARAMETER DATA)段和结束(TERMINA TE)段。
文件每行80个字符,每段若干行。
每行的第1~72个字符为该段的内容,第73个字符是该段的段码,第74~80个字符为该段每行的序号。
根据IGES的文件格式,利用算法语言编程,能够方便地把测量数据转换为IGES格式。
在输入CAD系统时,可以自动将测量数据分层设置,为三维曲面重构提供了方便。
2.3 CAD/CAM利用成熟的CAD/CAM系统完成曲面重构及详细设计,直至新零件数控加工程序的生成。
测点数据要生成三维模型,通常有两种方法:一是利用测量数据,进行三维CAD造型;二是使用专用曲面反求软件,读入测点数据后自动生成三维CAD模型,目前常用的自动反求软件有:Imageware的SURFACER、CIMATRON的Re_enge、UGII的from point cloud、Pro_E的SCAN_TOOL 等。
前者的适应范围比较广,可做复杂外形的产品设计。
但要对特征数据进行分析、重组、延拓等处理,工作量很大。
后者虽然较简便,但对测点的数据有特殊的要求,要对数据进行编辑、过滤、求精和排序等,将杂乱的离散数据点整理为有规则的点,才能自动快速生成曲面模型。
两种方法各有优缺点,也各有相应的通用范围。
2.4 数控程序管理与传输数控程序管理与传输软件对由CAM系统生成的零件加工程序进行分类管理,并可在数控设备发出传送请求后,从PC机自动传输到机床。
对于巨量加工程序,即大小超过数控设备存储容量的数控加工程序,能够实现实时传输。
3 实例按照上述系统模型,我们建立了一套实验系统见图2。
数控设备采用台湾友嘉精机生产的FV-1000立式加工中心,数控系统为FANUC0-M,测头系统使用哈尔滨先锋工具的EP触发式测头,定位精度达到±0.003mm~±0.004mm。
加工中心通过RS232C 串行接口与工业PC通讯,传输测点数据,并接收数控程序。
传输电缆采用屏蔽多芯通讯电缆。
工业PC上安装有自行开发的在机测量软件包,采用Visual C++6.0编制,包括数据传输与误差补偿、尺寸与误差测量、数据格式转换、数控程序管理与传输4个模块,测点数据、检测报告和加工程序等相关信息存储于统一的网络数据库中,通过该数据库可以实现有关内容的查询,方便和车间级信息平台集成。
同时,建立了测量宏程序库。
用户根据被测对象特征及不同的要求,通过人机交互的方式调用基本用户宏程序,自动生成控制测头运动的主程序。
图形工作站的CAD/CAM 系统采用EDS 的UGII ,自动反求软件是UGII 的FROM POINT CLOUD 。
工作站与工业PC 通过双绞线相连,传输数据。
图3是一个利用实验系统反求的新型联轴器的模型。
,通过在机测量获得联轴器齿面数据,传递给UG 构造相应曲线,再按照零件特征造型,获得图3结果。
最终可由CAM 软件生成数控代码,传递给加工中心,实现零件加工。
4 结论基于在机测量的反求系统有效地利用了企业现有资源,实现了在机测量与CAD/CAM 的集成,提高了资源的利用效率,并可大大缩短新产品的开发周期,为中小企业实施反求工程提供了解决方案。
参考文献:1 甘泽新,应松,熊瑞文. 三坐标测量机与 CAD/ CAM 系统数据交换与应用. 计量技术, 1999,№ 1,6-8.2 车晓毅,王先逵. 数控加工中的在线测量技术. 机械研究与应用, 2000, V ol.13, No.4, 15-17.Reverse Engineering Based on Online MeasuringYang Guang,Y ue Yan-fang ,Liu Lijian(Heibei University of Science and Technology ,Shijiazhuang ,050054)Abstract :This paper studies a kind of reverse system based on online measuring and establishes functional model of the system. It introduces how to connect probes with NC system, transmit data and transform data form. The experimental system is built for the model. Processing and measuring, the system integrates online measuring and CAD/CAM. It not only reduces free time of NC equipment, but also decreases investment. The system is the effective plan by which middle or small scale enterprise carry out reverse engineering. 伺服系统测头接口图2 基于在机测量的反求实验系统UGII 图3 反求样件Key words:online measuring、reverse engineering、CAD/CAM、integration作者简介:杨光(1974-),男,河北石家庄市人,讲师。