astma333gr6低温钢管生产工艺控制要点(qzhg06 001-)教学内容
A333 Gr6低温钢管道的焊接
!至堡星丝二——————————————————』型塑二』竺篓坠些丝垒墼些一文章编号:1002—025X(2013)10-0072-02A333G r6低温钢管道的焊接潘月勇1.沈炳生2(1.天津炼达集团有限公司,天津300280;2.中石油大港石化公司,天津300280)摘要:对聚丙烯装置中A333G r6低温钢管道进行了焊接性、焊材选用分析,根据低温钢的化学成分及特性,编制了低温钢的焊接工艺及热处理工艺,按此焊接工艺施焊,焊缝一次合格率在98%以上。
关键词:低温钢;焊接工艺;焊后热处理中图分类号:T G457.6文献标志码:B1A333G r6钢性能分析在某石化公司新建聚丙烯装置中,因工艺需要,一些介质在低温的工况下运行.输送低温介质时须使用低温钢管道.而大部分的低温钢管道使用了A333G r6钢.A333G r6钢属于美国A ST M—SA333标准,是无镍低温钢,是一种采用铝脱氧的细晶粒低温韧性钢,其金相组织为体心立方的铁素体。
通常以正火或正火+回火状态供货。
A333G r6无缝钢管的化学成分及力学性能分别见表1和表2。
衰1A333G r6无缝钢管的化学成分(质量分数)(%)衰2A333G r6无缝钢管的力学性能I抗拉强度屈服强度伸长率冲击吸收功A。
√J(—46℃)I/M Pa,M P4(%)10m n l xl0m m x55m m5m m xl om m x50m m 41424l≥16.5≥17.6≥9.5由表1,2可知,A333G r6钢管碳含量较低,因此焊缝淬硬倾向和冷裂倾向都比较小,材质韧性和塑性较好.一般不易产生硬化和裂纹缺陷,焊接性和加工性能较好,是经济实用的低温钢材,在一般低温环境中得到广泛应用。
2焊材的选用按照焊材与母材成分相近的原则选用焊丝和焊条,此外,焊材中P,S等有害元素含量越低越好,组织中的杂质能显著降低材料的低温韧性。
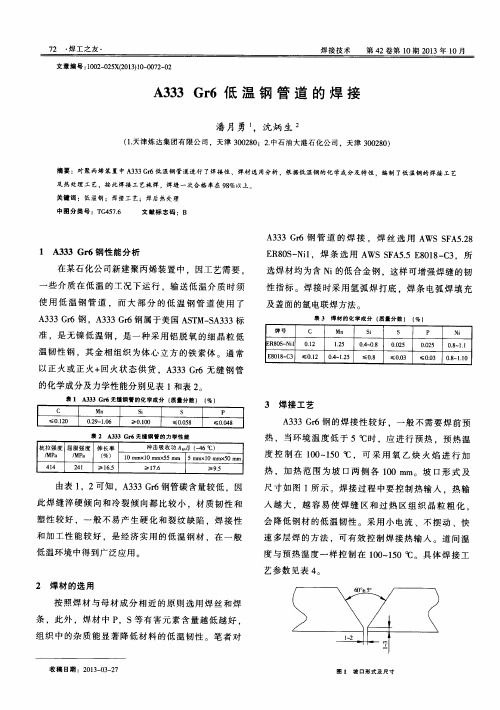
笔者对收稿日期:2013—03—27A333G r6钢管道的焊接.焊丝选用A W S S FA5.28 ER80S—N i l,焊条选用A W S SFA5.5E8018一C3,所选焊材均为含N i的低合金钢,这样可增强焊缝的韧性指标。
低温用ASTMA333/A333M-2011 Gr.6低合金钢无缝管的开发及应用
l o w- t e mp e r a t u r e i mp a c t e n e r g y o f Gr . 6 l o w— a l l o y s t e e l a t 一8 0 % i s h i g h e r t h a n t h a t a t 一4 5
一
4 5 时的标 准要 求 , 具备 替代 2 N i 低 温合 金 钢 G r . 7和 G r . 9的潜质 , 不仅 成功 替 代进 口, 还
关键 词 : G r . 6 ;无缝 管 ; 低温 ; 低合 金钢 中 图分 类号 : T G1 4 2 . 7 6 文献 标 志码 : B 文章编 号 : 1 0 0 8— 0 7 1 6 ( 2 0 1 3 ) 0 6— 0 0 7 2— 0 4
Gr . 6 l o w— a l l o y s t e e l c a n r e p l a c e 2 Ni l o w— t e mp e r a t u r e a l l o y s ,s uc h a s Gr . 7 a n d Gr . 9, b e c a us e t h e
p r o p e r t i e s o f Gr .6 t o w— a l l o y s t e e l s h o ul d b e f ul l y v e r i ie f d a n d i t s i mp a c t t e mp e r a t u r e s h o u l d b e r e d u c e d p r o p e r l y . Th e Gr . 6 l o w— a l l o y p i p e s pr o d u c e d b y Ba o s t e e l f o r l o w t e mp e r a t u r e s e r v i c e h a s
A333_6低温钢管道的焊接

第 35 卷第 1 期
李志娟等: A333-6 低温钢管道的焊接
59
3 热处理工艺 3.1 焊前预热
当环境温度低于 5 ℃时需对焊件进行预热, 预 热 温 度 为 100 ~ 150 ℃ ; 预 热 范 围 是 焊 缝 两 侧 各 100 mm; 用氧 乙 炔 焰 (中 性 焰 ) 加 热 , 测 温 笔 在 距焊缝中心 50 ~ 100 mm 处测量温度, 测温点均匀 分布, 以更好地控制温度。 3.2 焊后热处理
[1] JB 4709-2000,钢制压力容器焊接规程[S].
作 者 简 介 : 李 志 娟 (1973-), 女 , 河 南 洛 阳 人 , 工 程 师 , 1996 年毕业于西安石油学院, 现从事项目技术质量管理工作。 收稿日期: 2008-06-17
信息综括
国内最大陆上对外合作项目开始地震勘探
0 引言 中国石油天然气第一建设公司负责施工的浙江
绍兴三圆石化 20 万t/a 聚丙烯装置, 工艺复杂, 材 料种类多, 有碳钢、 不锈钢, 还有从日本引进的 低 温 管 道 钢 A333-6。 国 内 对 A333-6 钢 的 焊 接 经 验较少, 为保证该材质的焊接质量, 我们从该材质 的焊接特点入手, 进行焊接材料的选择、 焊接工艺 的制定, 以使该材质的焊接质量满足设计及规范的 要求。 1 A333-6 钢的可焊性分析
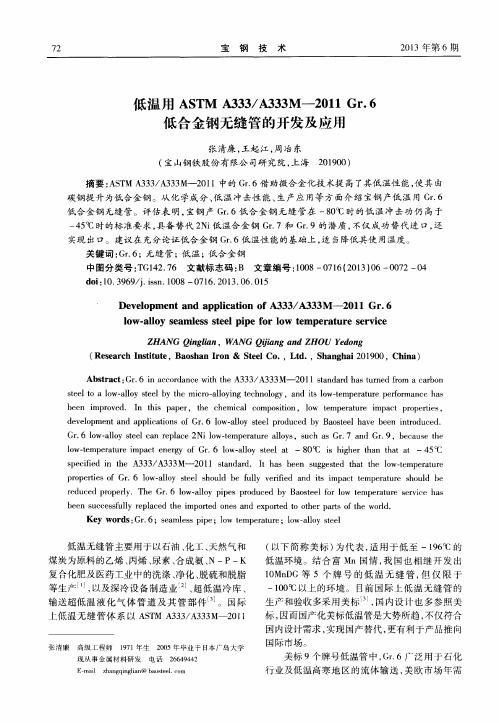
焊后热处理曲线如图 1 所示。 焊后热处理的 加热速率、 恒温时间及冷却速率按以下规定执行:
温 度/℃
热处理温度
自由降间 图 1 热处理曲线
时 间 /min
(1) 当温度升至 400 ℃以上时, 加热速率不应 大于 205 × 25/δ ℃/h, 且不得大于 330 ℃/h。
苯乙烯装置ASTM A333 Gr.6管道焊接工艺

苯乙烯装置ASTM A333 Gr.6管道焊接工艺
李永朝
【期刊名称】《安装》
【年(卷),期】2022()9
【摘要】本文对广东石化80万吨/年苯乙烯装置ASTM A333 Gr.6管道焊接工艺进行总结,重点从焊接方法、焊接材料、焊接工艺参数、焊接操作要点、焊后热处理等方面进行介绍,通过拉伸、弯曲和夏比V形缺口冲击试验对焊接工艺质量进行评定,评定结果均为合格,表明利用手工钨极氩弧焊+焊条电弧焊方式进行焊接后,管道焊接接头具有良好的强度、塑性以及低温韧性,相关氩弧焊焊接施工经验可为低温钢焊接提供借鉴。
【总页数】3页(P37-39)
【作者】李永朝
【作者单位】山西省安装集团股份有限公司
【正文语种】中文
【中图分类】TG457.6
【相关文献】
1.苯乙烯装置高温管道焊接常见问题和注意事项
2.管道化溶出装置压力管道焊接工艺
3.管道化溶出装置压力管道焊接工艺
4.锆材管道焊接工艺在三聚甲醛装置中的应用
5.浅析自动焊在装置工艺管道焊接中的应用限制
因版权原因,仅展示原文概要,查看原文内容请购买。
A333Gr6低温管

A333Gr6低温管
低温管道用无缝钢管
现货规格:8-1240×1-200mm<1/8”—48”×SCH5S—SCH160、STD、XS、XXS> 执行标准:GB/T18984-2003、ASTM A333
产品材质:16MnDG低温管、10MnDG低温管、09DG低温管、09Mn2VDG低温管、06Ni 3MoDG低温管、
ASTM A333Gr1低温管、A333Gr3低温管、A333Gr4低温管、A333Gr6低温管、A333Gr 7低温管、A333G8低温管、A333Gr9低温管、
A333Gr10低温管、A333Gr11低温管
产品应用:适用于-45℃~-195℃级低温压力容器管道以及低温热交换器管道用无缝钢管冲击温度:
力学性能:
化学成分:
低温管
低温管规格:8-1240×1-200mm
一级优秀供应商:天津市博泰宏丰钢铁贸易有限公司
低温管道用无缝钢管
产品规格:8-1240×1-200mm<1/8”—48”×SCH5S—SCH160、STD、XS、XXS> 执行标准:GB/T18984-2003、ASTM A333
产品材质:16MnDG、10MnDG、09DG、09Mn2VDG、06Ni3MoDG、
ASTM A333-Grade1、Grade3、Grade4、Grade6、Grade7
、Grade8、Grade9、
Grade10、Grade11
产品应用:适用于-45℃~-195℃级低温压力容器管道以及低温热交换器管道用无缝钢管冲击温度:
力学性能:
化学成分:。
astmsa333标准

astmsa333标准ASTM SA333 标准是美国材料和试验协会(ASTM International)制定的一种用于碳钢材料的无缝和焊接管材的标准规范。
该标准适用于低温条件下的应用,特别是管道系统和压力容器的制造。
ASTM SA333 标准主要分为四个不同级别,即 SA333 Grade 1、SA333 Grade 3、SA333 Grade 4 和 SA333 Grade 6、这些级别根据其材料的化学成分和力学属性进行分类,并根据其在低温下的耐用性和可焊性进行评估。
首先,让我们来了解一下各个级别的化学成分要求和力学属性。
对于 SA333 Grade 1 管材,其化学成分要求如下:碳含量不超过0.30%,锰含量在0.40% - 1.06%之间,磷含量不超过0.025%,硫含量不超过0.025%,硅含量在0.10% - 0.35%之间。
力学属性方面,该级别的材料需要经历一定的压力和温度测试,如拉伸测试、间隔冲击测试和锤击试验。
这些测试旨在验证材料在低温条件下的可靠性和耐用性。
SA333 Grade 3 管材的化学成分要求与 Grade 1 相似,但其硫含量不超过0.035%,并增加了一些其他合金元素,如镍、铜和铬。
这些合金元素的添加可以增强材料的耐腐蚀性能和机械强度,使其更适合低温环境中的使用。
在 SA333 Grade 4 管材中,其化学成分要求与 Grade 1 和 Grade 3 类似,但其硫含量不超过0.025%,并且需要经过其他的一些特殊试验。
这些特殊试验包括硫化物和差热处理敏感性测试等,以评估材料在特定工况下的可靠性和性能。
最后,SA333 Grade 6 管材是这些级别中最常用的。
其化学成分要求与其他级别相似,但其硫含量不超过0.035%,并添加了一些额外的铌和钒元素。
这些合金元素的添加可以提高材料的强度和耐用性,在低温环境下提供更好的性能。
总的来说,ASTMSA333标准制定了针对低温工况下碳钢无缝和焊接管材的设计和制造要求。
A333-GR6低温钢管道焊接技术分析

A333-GR6低温钢管道焊接技术分析陈江【摘要】本文主要包括A333-GR6钢的焊材选用、焊机质量等方面,将聚丙烯作为实例来分析A333-GR6低温钢的焊接难点、焊接过程中的缺陷以及实用性等.实验证明,采用TGS-80Nil焊丝和W50Ni焊条以及配套的焊接工艺焊接,能更好的满足焊接工程的需要.【期刊名称】《南方农机》【年(卷),期】2018(049)008【总页数】2页(P114,117)【关键词】A333-GR6;低温;钢管焊接【作者】陈江【作者单位】中国机械工业机械工程有限公司,河南郑州 450051【正文语种】中文【中图分类】TV547.6A333-GR6低温钢是中国机械工业机械工程有限公司承接的Yamal LNG(亚马尔天然气)项目模块工艺管道的主要材质。
然而国内对A333-GR6低温钢的经验少之又少。
因此,为保证此类材质的管道焊接质量,我们需要对A333-GR6低温钢进行研究,从低温钢的可焊性分析,研究低温钢的质量控制,焊接技术的优缺点等,制备合适的焊接技术,将A333-GR6低温钢技术熟练准确的应用到管道焊接技术中。
经研究,单层熔敷焊缝的铁素体晶粒比多层熔敷焊缝的铁素体晶粒大,导致一般缺口的韧性就较好。
同时,另一个决定因素是焊接时的热输出量。
热输出量的大小决定了冲击韧性的高低。
所以,必须要通过低输出量和多层熔敷焊接技术来改善低温钢焊缝金属缺口的韧性。
1 A333-GR6低温钢的可焊性A333-GR6低温钢做作为一种低合金钢,在工业管道当中的应用比较广泛,其化学的成分分析结果如表1所示。
表1 A333-GR6成分表(%)C Mn Si S P≤0.30 0.29-1.06 ≥0.50 ≤0.058≤0.048分析表1可以发现,A333-GR6当中含有的碳元素水平并不高,因此焊缝过程当中淬硬倾向以及冷冽倾向都较低,但是有着较为理想的韧性以及可塑性。
这样一来钢材就不容易发生硬化问题以及裂纹问题,加工性能相对来说比较好,属于一种比较经济实用的低温钢材,因此多在低温坏境中被采用[1]。
A333焊接工艺评定

A333焊接工艺评定一、概述A333是一种低温压力配管钢,常用于输油、天然气或化学制品运输管线。
由于运输管线的重要性,A333焊接工艺评定非常重要。
本文将介绍A333焊接工艺评定的相关知识和技术要求。
二、焊接工艺A333焊接通常采用热处理钢板,常见的焊接方法包括手工电弧焊(SMAW)、熔化极气体保护焊(GMAW)和自动电弧焊(SAW)。
对于A333的低温管线,选择合适的焊接方法对于管道的使用寿命至关重要。
三、技术要求A333焊接的技术要求非常严格,主要包括以下方面:1. 焊缝形状和尺寸焊缝形状应当符合设计要求,并且要确保焊缝尺寸足够大以承受管道的最大工作压力。
2. 焊缝质量焊接时,应注意避免焊接区域出现夹杂、气孔、裂纹等缺陷,焊缝质量应达到先进的水平。
3. 焊缝内应力焊接完成后,要通过热处理等方式消除焊缝内的应力,以确保焊缝的稳定性和耐久性。
4. 焊接连接管道的生产制造是通过多节管子进行连接。
在现场焊接了A333管道,需要将管子焊接连接在一起以保证管道的完整性。
四、质量检测钢管的焊接工艺评定需要进行多项质量检测,以确保焊接质量符合标准要求。
常见的质量检测项目包括:1. 焊缝外观检查通过人工目视检查,查看焊缝处是否存在表面夹杂、裂纹或者熔合不良等问题。
2. X射线检测将焊缝位于X射线机下,检测焊缝中是否有夹杂、气孔、裂纹等问题,也能检测到是否超出了焊缝允许范围的尺寸或尺寸偏差。
3. 超声波检测在焊接时,如果使用了自动电弧焊或其他自动化焊接工艺,就需要对焊缝进行超声波检测,以确保焊缝质量符合标准要求。
五、对于A333焊接工艺评定,严格的技术要求和质量检测是不可或缺的。
只有在保证焊缝的优质质量的情况下,才能确保A333管道的使用寿命和安全性。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
此文档收集于网络,如有侵权请联系网站删除
此文档仅供学习和交流
湖南衡阳钢管(集团)有限公司
技术中心
质量管理体系作业文件
ASTM A333Gr6/ASME SA333Gr6低温钢管
生产工艺及检验要求
文件编号:QZ/HG06 001-2006
控制状态:受 控
发放编号:06-
生效日期:2006.01.06
编制人 张 戟 编制日期 2006.01.05
技术审核人 陈绍林 审核日期 2006.01.05
批准人 李阳华 批准日期 2006.01.05
修
订
记
录 修订码 生 效 日 期 修 订 摘 要 备 注 0 2006.01.06 原 本 QZ/HG06 001-2006
此文档收集于网络,如有侵权请联系网站删除
此文档仅供学习和交流
ASTM A333Gr6/ASME SA333Gr6低温钢管
生产工艺及检验要求
1产品要求
1.1牌号:A333Gr6/SA333Gr6
1.2标准:ASTMA333-99/ASMESA333-2004
2钢管生产工艺
钢管生产工艺参照20G钢的工艺制度执行。
3技术要求
3.1 管坯技术要求
3.1.1钢的化学成分
钢的化学成分(熔炼分析)应符合表1要求。
表 1
元素 C Si Mn P S Cr Ni Cu Mo V Al
含量(%) 0.07~ 0.12 0.20~ 0.35 1.00~ 1.35 ≤0.020 ≤0.015 ≤0.20 ≤0.20 ≤0.20 ≤0.15 ≤0.08 0.02~
0.05
3.1.2管坯其他质量要求
管坯其他质量指标应符合《SA-333Gr6钢炼钢工艺规程(试行)》(文件编号:QZ/HG06
041-2005)的要求。
3.2 钢管尺寸偏差及重量偏差
3.2.1外径偏差:钢管外径偏差应符合表2的要求。
表 2
外径范围(mm) 10.3~48.3 >48.3~114.3 >114.3~219.1 >219.1~406.4
外径偏差(mm) -0.8~+0.4 -0.8~+0.8 -0.8~+1.6 -0.8~+2.4
3.2.2壁厚偏差:-8%~+12%。
3.2.3重量偏差:-3.5%~+10%。
3.2.4定尺精度:按用户要求。
3.2.5直度:≤1.5mm/m。
3.3钢管表面质量
钢管表面质量按GB5310标准中20G钢要求控制。
3.4每批钢管支数控制
每批钢管支数应符合表3要求。
表 3
钢管外径(mm) <60.3 60.3~168.3 >168.3
每批支数 ≤400 ≤200 ≤100
此文档收集于网络,如有侵权请联系网站删除
此文档仅供学习和交流
3.5钢管交货状态及热处理工艺
钢管以正火热处理状态交货。
成品正火热处理工艺为:900℃~930℃保温5~15min,空冷。
3.6钢管力学性能
3.6.1拉伸性能
钢管拉伸性能应符合ASTM A333Gr6要求。
对于公称壁厚≤8mm的钢管,拉伸试样为宽度12.5mm的纵向条状试样,标距50mm。
对于公称壁厚≥8mm的钢管,可采用标距4D的圆试样试样。
3.6.2压扁试验
压扁系数为0.07。
3.6.3冲击性能
3.6.3.1外径大于21.3mm的每批钢管应检验冲击性能Akv。试样尺寸及冲击韧性应符合表
4的要求。
表 4
试样厚度(mm)
3 3.3 4 5 6 6.67 7 7.5 8 9 10
Akv(J)
≥ 5 ≥ 6 ≥ 7 ≥ 8 ≥ 9 ≥11 ≥ 12 ≥13 ≥ 14 ≥16 ≥17 ≥
18
3.6.3.2冲击试验温度
当小尺寸冲击试样的厚度达到或超过钢管实际厚度的80%时,试验温度为-45℃。
当小尺寸冲击试样的厚度小于钢管实际厚度的80%时,试样厚度应尽可能大。试验温
度为-55℃。
3.6.4取样数量
每批钢管的取样数量按表4。
表4
检验项目 取样数量 样管长度(mm)
化学成分 1支 20~30
拉伸性能 不少于支数的5%,最少为2支 200~220
压扁试验 不少于支数的5%,最少为2支 70~100
冲击性能 1支 200~220
3.6.5硬度检验(仅当合同有要求时)
如合同要求按NACE MR-0175标准检验硬度,则每批钢管应取一个长约20~30mm的
试样检验钢管硬度,要求硬度小于22HRc。
3.7探伤要求
二连轧分厂生产的成品钢管应逐支进行超声波探伤,合格级别为C8。其他分厂生产的钢管
应逐支进行涡流探伤,合格级别为B级。
4产品标志
外径≥38mm的钢管应在批号后标注“LT –45℃”字样。外径<38mm的钢管应在标牌
此文档收集于网络,如有侵权请联系网站删除
此文档仅供学习和交流
上注明“LT –45℃”字样。
5质量证明书
质量证明书中除一般要求符合ASTMA530标准要求外,还应注明以下内容:
(1) 应注明冲击试验温度、试样尺寸、试样方向、试验结果。
(2) 对于二连轧分厂生产的钢管,超声波探伤标准为ASTME213。
(3) 对于其他分厂生产的钢管,涡流探伤标准为ASTME309。
(4) 如合同要求按NACE MR-0175标准检验硬度,注明硬度检验结果。
6钢管的其它质量要求符合GB5310标准中20G的要求。
7未尽事宜按合同要求或ASTMA333-99/ASMESA333-2004标准要求执行。
______________________________