基于PLC 和组态王的油管热洗监控系统设计
基于组态王与PLC的洗衣机控制系统设计报告 精品
基于组态王与PLC的洗衣机控制系统报告【摘要】组态王开发监控系统软件,是新型的工业自动控制系统,它以标准的工业计算机软、硬件平台构成的集成系统取代传统的封闭式系统。
它具有适应性强、开放性好、易于扩展、经济、开发周期短等优点。
通常可以把这样的系统划分为控制层、监控层、管理层三个层次结构。
其中监控层对下连接控制层,对上连接管理层,它不但实现对现场的实时监测与控制,且在自动控制系统中完成上传下达、组态开发的重要作用。
组态软件也为试验者提供了可视化监控画面,有利于试验者实时现场监控。
而且,它能充分利用Windows的图形编辑功能,方便地构成监控画面,并以动画方式显示控制设备的状态,具有报警窗口、实时趋势曲线等,可便利的生成各种报表。
【关键词】组态王监测控制【abstract】configuration Wang Kaifa monitoring system software, is the new industrial automatic control system, it in a standard industrial computer software and hardware platform of integrated system to replace the traditional closed system. It has a strong adaptability, good openness, easy to expand, economy, short development cycle, etc. Usually can put such a system is divided into three control layer, monitoring layer and management hierarchy. Which to connect control layer, monitoring layer on the connection management, it not only realize real-time monitoring and control of the scene, and in the automatic control system, configuration development the important role of complete transmission. Configuration software also provides participants with visual monitor screen, is advantageous to the participants real-time monitoring on site. Moreover, it can make full use of the Windows graphical editing function, easily constitute a monitor screen, and display control device in animation state, has the alarm window, such as real time trend curve, can be convenient to generate various reports.【key words】kingview monitoring control第一章课题设计与要求1.1课题要求全自动洗衣机是我们日常生活中很普遍使用的自动化电器,给我们的生活带来了方便,演示模块如右图所示,下面我们将模拟全自动洗衣机,了解其工作原理。
基于PLC和组态软件的油库监控系统设计
间绝缘脉冲输入模块 QD60P8- G。这些智能模块内部都具有缓
冲存储器, 而对智能功
能模块的操作实际上就
是对缓冲存储器上软元
件的操作。智能功能模
块的程序主要包括模块
的初始化、数据由智能
模块缓冲存储器到指定
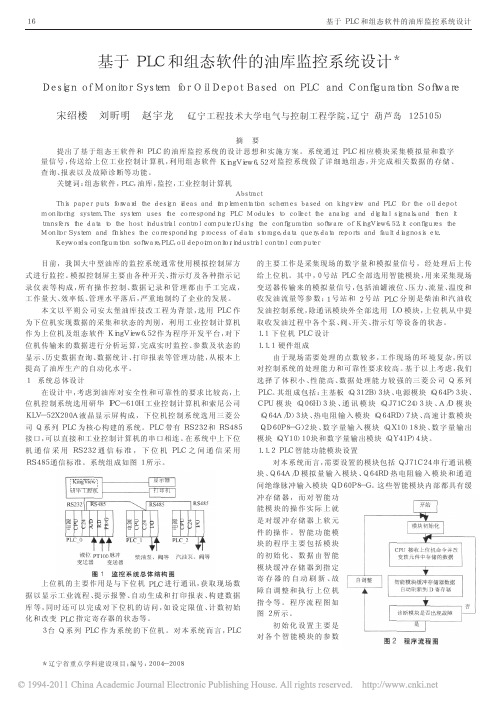
寄 存 器 的 自 动 刷 新 。程序流程图如
图 2 所示。
初始化设置主要是
对各个智能模块的参数
图 2 程序流程图
* 辽宁省重点学科建设项目; 编号: 2004- 2008
《工业控制计算机》2008 年 21 卷第 7 期
17
进 行 设 置 , 包 括 采 样 周 期 的 设 置 、报 警 限 的 设 置 、采 样 数 据 预 处
理等。在脉冲输入模块中还要选择采用哪种计数方式, 在本系统
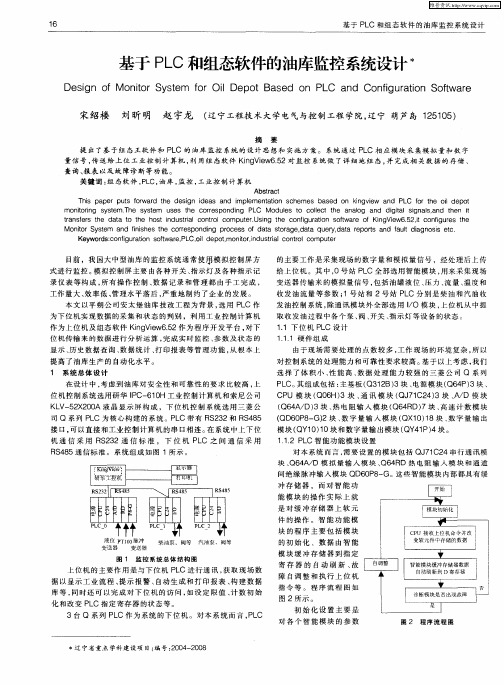
本文以平朔公司安太堡油库技改工程为背景 , 选 用 PLC 作 为下位机实现数据的采集和状态的判别, 利用工业控制计算机 作为上位机及组态软件 King Vie w6.52 作为程序开发平台, 对下 位机传输来的数据进行分析运算, 完成实时监控、参数及状态的 显示、历史数据查询、数据统计、打印报表等管理功能, 从根本上 提高了油库生产的自动化水平。 1 系统总体设计
目前, 我国大中型油库的监控系统通常使用模拟控制屏方 式 进 行 监 控 。模 拟 控 制 屏 主 要 由 各 种 开 关 、指 示 灯 及 各 种 指 示 记 录 仪 表 等 构 成 , 所 有 操 作 控 制 、数 据 记 录 和 管 理 都 由 手 工 完 成 , 工作量大、效率低、管理水平落后, 严重地制约了企业的发展。
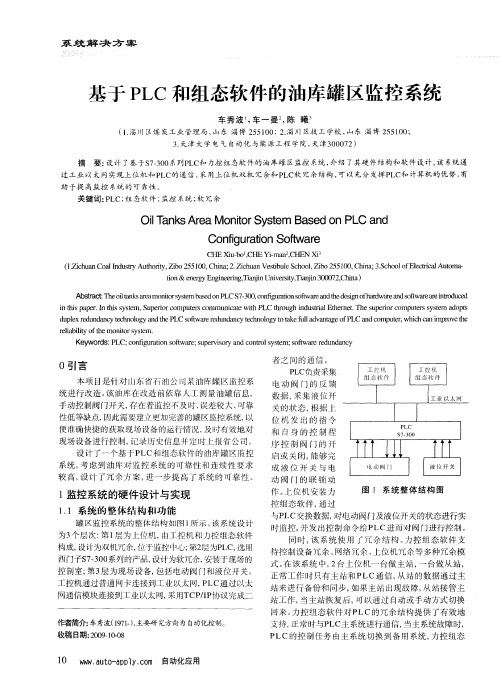
在设计中, 考虑到油库对安全性和可靠性的要求比较高, 上 位机控制系统选用研华 IPC- 610H 工业控制计算机和索尼公司 KLV- 52X200A 液 晶 显 示 屏 构 成 , 下 位 机 控 制 系 统 选 用 三 菱 公 司 Q 系列 PLC 为核心构建的系统。PLC 带有 RS232 和 RS485 接口, 可以直接和工业控制计算机的串口相连。在系统中上下位 机 通 信 采 用 RS232 通 信 标 准 , 下 位 机 PLC 之 间 通 信 采 用 RS485 通信标准。系统组成如图 1 所示。
基于PLC和组态软件的油库监控系统设计
T s hi pap p t f war t de gn de an i e e t t n ch m e ba d er u s or d he si i as d mplm n ai s e s o se on igve kn iw an PL d C f h oi ort e l po de t mont i s sem e y t i ng y t Th s sem u es h c re p d}g or s t e O r s On n PL C Modues O ol ct he n og l t c l t a al an dii sgn l,nd h n t e d gt al i asa t e i
tan f s h d t t t h t n sr c to c r ser t e a a o he os idu ti al onr l om puer ig h coni rt s t t . n t e Us fgua i on of war o KigViw6.2, c f r s t e e f n e 5 i on i e h t gu
11 下 位 机 P C设 计 . L
111 硬 件 组 成 ..
显 示 、 史 数 据 查 询 、 据 统 计 、 印报 表 等 管 理 功 能 , 根 本 上 历 数 打 从
由于 现 场 需 要 处理 的点 数 较 多 , 工作 现场 的环 境 复 杂 , 以 所 对控 制 系 统 的 处 理 能力 和 可 靠 性 要 求较 高 。 于 以上 考 虑 , 们 基 我 选 择 了 体 积 小 、 能 高 、 据 处 理 能 力较 强 的三 菱 公 司 Q 系 列 性 数 P C。 组 成 包 括 : L 其 主基 板 ( 1 B 3块 、 Q3 2 ) 电源 模 块 ( 4 ) Q6 P 3块 、 C U 模 块 ( 6 3块 、 讯 模 块 ( J 1 2 ) P Q0 H) 通 Q 7 C 4 3块 、 / 模 块 AD ( 4 / 3块 、 电 阻 输 入 模 块 ( 4 D) Q6 A D) 热 Q6 R 7块 、 速计 数 模 块 高
基于组态王手动洗车控制系统的设计
摘要本文介绍一种以组态王为主要设计平台,并以组态王6.53软件进行辅助设计的汽车洗车监控系统。
本设计根据设计要求,设置了欢迎画面、手动控制画面和退出画面,采用了动画切换、定义变量、动画设计和命令语言编程等方式,另外还设置了手动控制,实现了对整个汽车洗车的监控系统。
本设计的洗车监控系统,操作方便,提高了控制系统的稳定性,并且本监控系统具有可靠性好,功能强,灵活好,成本低,适应面广等优点,在改善洗车工作环境等方面都具有重要意义,符合当前的洗车发展方向,具有较好的应用前景。
关键词:监控系统,洗车,组态王,手动AbstractThis paper introduces a the configuration king as the main design platform, and the configuration king 6.53 software assistant design car wash the car monitoring system. This design according to the design requirements, set the welcome screen, manual control screen and out from the picture, the animation switching, define a variable, animation design and command language programming way, in addition is also equipped with manual control, the paper realize the whole car wash the car of the monitoring system.The design of the car wash monitoring system, easy to operate, improve the stability of the control system, and the monitoring system has good reliability, the function is strong, good flexibility, low cost, wide adaptability and other advantages, improve work environment in such aspects as the car has an important meaning, and accord with current car wash the direction of development, has a good application prospect.Keywords: monitoring system, car wash, KingView, manual目录第1章绪论 (1)1.1 洗车的特点 (1)1.2 洗车的现状 (1)1.3 几种常见的组态软件介绍 (2)1.4 研究方案和应用前景 (4)1.4.1 研究方案 (4)1.4.2 应用前景 (4)第2章组态王介绍 (5)2.1 亚控科技公司简介 (5)2.2 组态王6.5介绍 (5)2.2.1 Internet时代的杰作 (6)2.2.2 性能卓越的分布式高速历史库---柔性结构 (6)2.2.3 创造服务新理念---VSETAlatm (7)2.2.4 画面改进 (7)2.2.5 变量 (7)2.2.6 非线性表 (8)第3章设计方案与要求 (9)3.1 组态王的设计方案 (9)3.2 洗车的设计要求 (9)第4章组态设计 (11)4.1 工程的建立和定义外部设备 (11)4.1.1 新建名为“汽车手动洗车监控系统”的工程 (11)4.1.2 定义外部设备 (12)4.2 组态画面设计 (13)4.2.1 组态画面建立 (13)4.2.2 建立画面的方法 (15)4.3 画面切换设计 (17)4.3.1 showpicture() (18)4.3.2 exit() (18)4.4 定义变量 (18)4.4.1 内存离散型 (18)4.4.2 内存整数型 (20)4.4.3 内存字符串型 (22)4.5 动画设计 (22)4.5.1 隐含方法 (22)4.5.2 旋转方法 (23)4.6 命令语言 (24)第5章验证 (26)5.1 片头画面验证 (26)5.2 手动画面验证 (26)5.4 退出画面验证 (28)结论 (29)参考文献 (30)致谢 (31)附录洗车手动控制程序 (32)第1章绪论1.1 洗车的特点当前有人工洗车和洗车的方式,其中传统人工方式,已不适应因经济的发展,汽车的保有量数量日益增加的趋势。
(完整版)基于PLC和组态王的温度控制系统设计完整毕业论文设计

优秀论文审核通过未经允许切勿外传摘要可编程控制器是一种应用很广泛的自动控制装置,它将传统的继电器控制技术、计算机技术和通讯技术融为一体,具有控制能力强、操作灵活方便、可靠性高、适宜长期连续工作的特点,非常适合温度控制的要求。
在工业领域,随着自动化程度的迅速提高,用户对控制系统的过程监控要求越来越高,人机界面的出现正好满足了用户这一需求。
人机界面可以对控制系统进行全面监控,包括过程监测、报警提示、数据记录等功能,从而使控制系统变得操作人性化、过程可视化,在自动控制领域的作用日益显著。
本文主要介绍了基于西门子公司S7-200系列的可编程控制器和亚控公司的组态软件组态王的炉温控制系统的设计方案。
编程时调用了编程软件STEP 7 -Micro WIN中自带的PID控制模块,使得程序更为简洁,运行速度更为理想。
利用组态软件组态王设计人机界面,实现控制系统的实时监控、数据的实时采样与处理。
实验证明,此系统具有快、准、稳等优点,在工业温度控制领域能够广泛应用。
关键词:温度控制可编程控制器人机界面组态王目录第一章前言 (1)1.1项目背景、意义 (1)1.2温控系统的现状 (2)1.3项目研究内容 (3)第二章PLC和HMI基础 (5)2.1可编程控制器基础 (5)2.1.1可编程控制器的产生和应用 (5)2.1.2可编程控制器的组成和工作原理 (5)2.1.3可编程控制器的分类及特点 (8)2.2人机界面基础 (8)2.2.1人机界面的定义 (8)2.2.2人机界面产品的组成及工作原理 (9)2.2.3人机界面产品的特点 (9)第三章PLC控制系统硬件设计 (10)3.1PLC控制系统设计的基本原则和步骤 (10)3.1.1PLC控制系统设计的基本原则 (10)3.1.2PLC控制系统设计的一般步骤 (11)3.2PLC的选型与硬件配置 (13)3.2.1PLC型号的选择 (13)3.2.2S7-200 CPU的选择 (14)3.2.3EM231模拟量输入模块 (14)3.2.4热电式传感器 (16)3.3IO点分配及电气连接图 (17)3.4PLC控制器的设计 (17)3.4.1控制系统数学模型的建立 (17)3.4.2PID控制及参数整定 (19)第四章PLC控制系统软件设计 (22)4.1PLC程序设计方法 (22)4.2编程软件STEP7--M ICRO WIN概述 (23)4.2.1STEP7-MicroWIN简单介绍 (23)4.2.2梯形图语言特点 (24)4.2.3STEP7-MicroWIN参数设置(通讯设置) (25)4.3程序设计 (27)4.3.1设计思路 (27)4.3.2控制程序流程图 (27)4.3.3梯形图程序 (28)4.3.4PID指令向导的运用 (31)4.3.5语句表(STL)程序 (35)第五章基于组态王的HMI设计 (37)5.1人机界面(HMI)设计 (37)5.1.1监控主界面 (38)5.1.2实时趋势曲线 (39)5.1.3历史趋势曲线 (40)5.1.4报警窗口 (40)5.1.5设定画面 (42)5.2变量设置 (42)5.3动画连接 (44)第六章系统运行结果及分析 (46)6.1系统运行 (46)6.2运行结果分析 (47)6.2.1温度趋势曲线分析 (47)6.2.2报警信息分析 (49)第七章总结 (50)参考文献 (51)致谢 (52)第一章前言1.1项目背景、意义温度控制在电子、冶金、机械等工业领域应用非常广泛。
基于PLC和组态软件的油库罐区监控系统
序 控 制 阀 门 的 开 启或关闭, 能够 完
成 液 位 开 关 与 电
动 阀 门 的 联 锁 动
1 监控系统 的硬件设计与实现
1 1系统 的整体结 构和 功能 .
罐 区监控 系统 的整体 结 构如 图1 所示 。 系统设 计 该
作 。 位机 安 装 力 上 控 组 态 软 件 , 过 通
rla i t ftemontrs se . eib lyo i o y tm i h
K y r s P C; o f u a o f r ; u e vs r n o t l y t ;ot r d n a c e wo d : L c n g rt ns t i i o wae s p r i ya d c nr se s f o os m waer u d n y e
摘
要: 设计 了基于s —0 系列P c 力控组态软件 的油库罐 区监控 系统 , 73 0 L 和 介绍 了其硬件结构和软件设计 。 系统通 该
过 工 业 以 太 网实 现 上 位 机 和 P C的 通 信 , 用上 位 机 双 机 冗 余和 P C 冗 于 L 采 L 软 八结构 , 以 充 分 发挥 P C 计算 机 的优 势 , 可 L 和 有
0引言
本项 目是针 对 【 东省 孑 油公 刊某 油 库罐 区崎控L 负责采集
电 动 阀 门 的 反 馈
统 进 行 改造 。 油 库在 改 造前 依靠 人工 测量 油罐 信 息 , 该 手 动控 制 阀门开 关, 存在 着监 控不及 时、 差较 大 、 误 可靠
系 统 解 决 方 案
基于 P C和组态 软件的油库罐 区监控 系统 L
车 秀 波 车 一 曼 陈 曦 。 , ,
基于PLC和组态王的温度控制系统设计

中央处理单元CPU
输
输
入
出
接
接
口
口
电源
人机界面产品的特点
• (1) 系统运行过程清晰化 • • (2) 系统操作简单化 • • (3) 显示报警 • • (4) 数据归档 • • (5) 报表系统 •
PLC控制系统硬件设计
• 在掌握了PLC的硬件构成、工作原理、指令 系统以及编程环境后,就可以PLC作为主要 控制器来构造PLC控制系统。主要从系统设 计结构和硬件设计角度,介绍该项目的PLC 控制系统设计步骤、PLC的硬件配置、外部 电路设计以及PLC控制器的设计和参数的整 定。
PLC控制系统设计的基本原则和步骤
弄懂PLC的基本工作原理和指令系统后,就 可以把PLC应用到实际的工程项目中。无 论是用PLC组成集散控制系统,还是独立 控制系统,PLC控制部分的设计都可以参 考图所示的步骤。
• PLC控制系统设计步骤
评估控制任务 PLC机型的选择 控制流程的设计
控制柜设计及布线 PLC安装
基于PLC和组态王的温度控 制系统设计
PLC和HMI基础
可编程逻辑控制器是一种工业控制计算机,简 称PLC,它使用了可编程序的记忆以存储指令, 用来执行诸如逻辑、顺序、计时、计数和演算 等功能,并通过数字或模拟的输入和输出,以
控制各种机械或生产过程。
可编程控制器基础
• 可编程控制器的组成和工作原理
6个独立的30KHz高速计数器,2路独立的20KHz高速脉冲
输出,具有PID控制器。配有2个RS485通讯口,具有PPI,
MPI和自由方式通讯能力,波特率最高为38.4 kbit/s,可
用于较高要求的中小型控制系统[11]。
• 本温度控制系统由于输入/输出点数不多,本可以使用 CPU224以下的类型,不过为了能调用编程软件STEP 7 里的PID模块,只能采用CPU226及以上机种。
基于PLC和组态王的温度控制系统设计

西门子S7-200 CPU 226 模拟量输入模块 :EM231 热电式传感器 :K型热电偶
编程软件: STEP7--Micro/WIN
系统选用 PLC CPU226为控制器,K型热电偶将检测到的 实际炉温转化为电压信号,经过EM231模拟量输入模块转 换成数字量信号并送到PLC中进行PID调节,PID控制器输 出量转化成占空比,通过固态继电器控制炉子加热的通断来 实现对炉子温度的控制。 PLC 和 HMI 相连接,实现了系统 的实时监控。系统框架图如下:
本温度控制系统中,传感器(电热偶)将检测到的温度信 号转换成电压信号 经过温度模块后,与设定温度值进行比 较,得到偏差,此偏差送入 PLC 控制器按 PID 算法进行修 正,返回对应工况下的固态继电器导通时间,调节电热丝 的有效加热功率,从而实现对炉子的温度控制。
PLC 运 行 时 , 通 过 特 殊 继 电 器 SM0.0 产生初始化脉冲进行初始 化,将温度设定值, PID 参数值 等,存入有关的数据寄存器,使 定时器复位;按启动按钮,系统 开始温度采样,采样周期为10秒; K 型热电偶传感器把所测量的温 度进行标准量转换(0-41毫伏); 模拟量输入通道 AIW0 通过读入 0-41毫伏的模拟电压量送入 PLC; 经过程序计算后得出实际测量的 温度 T, 将 T 和温度设定值比较, 根据偏差计算调整量,发出调节 命令。
打开主界面,双击“开始”按钮,出现图1动画连接画面。在按下时左 边打沟,点击“确定”,出现命令语言输入窗口,在该窗口中输入图2 所示的命令,再点击“确定”,就完成了“开始”按钮的动画连接设 置。这样, 点击“开始”后,系统就开始运行,此按钮就相当于PLC 硬件图中的绿色启动开关。到这里,整个人机界面(HMI)就完成了。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
基于PLC和组态王的油管热洗监控系统设计
吴健
(江苏油田江苏,江都 225265)
[摘要]:本文就江苏油田真武油管修复中心的实际情况给出一个利用OMRON PLC和King View 实现的油管清洗监控系统。
详细阐述了系统的结构、硬件设计、通讯方式的构成以及软件的设计思想。
该系统已经投入运行,应用效果良好。
关键词:PLC;组态王;油管;热洗
中图分类号:TP273.3 文献标识码:B
The Supervision System Based on PLC and
King View for Oil Tube Thermal Washing
WuJian
(JiangSu Oil-field,JiangDu 225265,China)
Abstract:A supervision system for oil tube thermal washing implemented by OMRON PLC and King View is given in this paper for Zhenwu Oil Tube Restoring Center of JiangSu Oil-field.The system structure,the design of hardware and communication,the software design are described in detail.The system has already run in spot,works well.
Key words:PLC;King View;Oil Tube;Thermal Washing
1.引言
可编程控制器(PLC)以其高可靠性、适应工业过程现场、强大的联网功能等特点,现已广泛应用于生产工艺过程。
在目前的很多自控系统中,常选用PLC作为现场的控制设备,用于数据采集、状态控制和输出控制,而在系统上位机(通常为工控机)上利用工控组态软件来完成工业流程及控制参数的显示,以实现监控和管理功能。
这种控制系统充分利用了微型机和PLC的各自的特点,实现了优势互补,得到了广泛的应用。
九十年代初,国内绝大多数油田对从井筒内取出的油管采取直接在现场用锅炉车产生高温蒸汽清洗的办法来清洗油管内外壁,这种办法一方面会造成环境污染,另一方面清洗效果也不理想。
随着油田生产的规模化、专业化,大多油田成立了油管修复单位,定点、定员、定设备进行油管的清洗、检测、修复工序。
清洗环节国内油田主要采用三种方式:高压旋转水射流、中频加热清洗和高温热洗。
根据江苏油田井下作业处真武油管修复中心的实际情况,设计了以研华Pentium Ⅲ工控机、OMRON CQM1H-CPU21型PLC为硬件核心,以组态王KingView6.01为软件平台的计算机监控系统,对油管进行高温热洗操作。
系统总体设计如图1。
下面从硬件和软件两方面对油管高温热洗工艺进行分析。
2.硬件构成
利用现有一台2T 锅炉通过旁管对热洗池内清洗液(主要成分为清水,含适量比例的氢氧化钠和金属表面活性剂配剂)进行加热。
考虑油管体积、质量较大,人工搬运不便,且热洗间处于高温危险环境,故采用机械滚轮传输、气缸举升和机械式链提升装置,并由磁敏、光电或机械式行程开关对油管进行限位或控制滚轮、气缸的动作。
整个工艺系统设计采用OMRON CQM1H-CPU21型PLC 作为控制核心。
CPU21本身具有16个数字量I/O 点,通过外接输入模块ID212四块和输出模块OC222三块作为I/O 口功能扩展,以满足设计需要。
PLC 通过COM 口与工控机相连,与组态王KingView 软件结合,实现计算机监控操作功能。
硬件构成简图如图2。
3.软件分析
待清洗油管经传输线进入热洗池内管架,与池内清洗液充分接触,进行热交换,油管内外壁原油溶化、剥离,上浮至清洗液表面。
油管被链提升装置提出至液面以上,进行第一次控水。
控水完毕后仍经链提升装置提升至通径传输线一。
通径传输线一正转,将油管送至内壁冲洗机,进行内壁冲洗。
冲洗完毕后通径传输线一反转,油管后退至通径传输线一下料感应器,通径下料翻板动作,将油管翻至通径传输线二。
通径下料翻板回位后,控水气缸动作,进行第二次控水。
控水完毕后,通径传输线二正转,将油管传输通过外壁冲洗机,进行外壁清洗。
完毕后出料,完成一根油管的清洗作业。
PLC 编程思路如图3。
现场 工控机 工控机(备用)
由于整个系统监控点数多,画面复杂,自行设计监控软件周期较长、难度较大,所以上位机采用国内先进的组态软件—组态王KingView6.01进行编写。
组态王是运行于Windows98/NT/XP的全中文界面的组态软件,采用了多线程、COM组件等新技术,充分利用了Windows的图形编辑功能,能方便地构成监控画面,具有丰富的设备驱动程序、灵活的组态方式和数据链接功能,用其构造监控系统能大大缩短开发时间,并能保证系统的质量。
组态王与PLC之间通信采用的是PPI通讯协议。
组态王通过串行口与PLC进行通信,访问PLC 相关的寄存器地址,以获得PLC所控制设备的状态或修改相关寄存器的值。
在实际编程过程中不需要编写读写PLC寄存器的程序,组态王提供了一种数据定义方法,在定义了I/O变量后,可直接使用变量名用于系统控制、操作显示、趋势分析、数据记录和报警显示。
根据监控的实际要求,设计的软件实现了下述功能:工艺流程进行动画显示,可以直观的看出各条传输线、水泵、电机的运转情况,以及热洗池内油管数量和班产量。
此外,针对不同的操作人员,设置不同的系统操作权限及密码,并给予系统操作帮助等等。
系统控制界面如图4。
4.结束语
本文作者创新点:设计运用组态王和PLC进行通讯,具有时效性好、速度快、可靠性高、运行稳定、调节灵活等优点。
系统人机界面友好而直观,具有一定的灵活性,易于扩充。
设计于2001年竣工投产,现已正常运转5年,整个系统运行平稳,安全可靠。
特别是PLC和组态王软件技术的结合应用,使得生产中自动化程度大大提高,降低了工人的劳动强度,取得
了较好的实际使用效果。
5.参考文献
[1]组态王6.0使用手册.北京亚控科技开发有限公司,2000
[2]庄丽娟,吴丽云.基于PLC控制的废水系统设计.微计算机信息,2005,1:24,118
作者简介:吴健,男,1978年生,汉族,江苏泰州人,学士,电气工程师,2000年毕业于江汉石油学院电子信息工程系,现任江苏石油勘探局井下作业处真武油管修复中心主任。
研究方向:油管修复自动检测技术,E-mail:wu_jian_78@
Author brief introduction: WuJian,male,born in 1978,the Han nationality,from TaiZhou of JiangSu Province, bachelor,electric engineer, graduated form Electronics and Information department of JiangHan Petroleum College in 2000.Work in Zhenwu Oil Tube Restoring Center of JiangSu Oil-field.Research area:Automatictest technigue of oil tube restoring. E-mail:wu_jian_78@
通讯地址:江苏江都真武油田油管修复中心 225265 吴健
Address: Zhenwu Oil Tube Restoring Center of JiangDou City, JiangSu Province 225265 WuJian。