双管板换热器设计制造中应注意的问题_曹锋州
双管板换热器设计制造中应注意的问题_曹锋州

以外管板面为基准对两侧内管板与换热管进 行强度胀接,胀接完成后壳侧进行压力试验 ( 若 壳程还有气密性试验要求,则应再进行气密性试 验) ,检查胀接接头、壳体焊缝等。若胀接接头出 现泄漏,原则上需对所有接头进行重新胀接,直至 合格。
内管板胀接合格后,再对配对管板的连接焊 缝按焊接工艺进行焊接,焊接工艺以在焊接完成 后不引起外管板较大变形为宜。划去换热管伸出 管板面的多余部分,使其伸出长度满足图纸要求。 然后再进行外管板与换热管的强度焊,焊接分两 次进行: 第一遍氩弧焊完成后对积液程进行中间 过程气密性试验,合格后进行第二遍氩弧焊。最 后对积液程进行压力试验。试验合格后组装管箱 并对管箱进行压力试验( 若管程还有气密性试验 要求,则应再进行气密性试验) 。 4 结束语
在按正常换热器工序要求进行搭架子、穿管 和组对另一侧管板的过程中,需使换热管更多的 伸出管板面( 比单管板一侧多出 3 ~ 5mm 为宜) 。 完成上述过程后,对壳体与内管板的连接焊缝按 焊接工艺进行焊接,焊接工艺以在焊接完成后不 引起内管板较大变形为宜。若换热管没有足够的
伸出长度,可能在内外管板焊接结束后有一定量 的管子外伸长度因管板变形而无法达到设计图样 要求。
306
化工机械
2012 年
双管板换热器设计制造中应注意的问题
双管板换热器的结构设计

双管板换热器的结构设计【摘要】本文就双管板换热器的结构设计进行了探讨,详细概述了有关设计条件和计算两方面的要点,并给出了几点需要注意的问题,以期能为双管板换热器的结构设计提供参考借鉴。
【关键词】双管板换热器;结构设计;问题所谓的换热器,就是是将热流体的部分热量传递给冷流体的设备,又称热交换器。
换热器是化工、石油、动力、食品及其它许多工业部门的通用设备,在生产中占有重要地位。
而双管板换热器比一般的换热器结构复杂,因此在设计过程中要更加重视。
基于此,本文就双管板换热器的结构设计进行了探讨,以期能为双管板换热器的结构设计提供参考借鉴。
1.设计条件某一项目烧碱装置后冷却器设计条件见表1。
该设备壳程介质为氯气,管程介质为循环水,如果两个介质发生泄漏,相接触就会产生强腐蚀性的盐酸或次氯酸,对该设备造成严重的腐蚀。
所以该设备选择双管板换热器,为绝对避免壳程介质与管程介质相接触,设置积液程结构,并设有放空口和排净口(取样口)进行泄漏检测,该设备结构如图1所示。
2.设计计算本文主要介绍管板强度的设计计算及积液程长度L的计算及其相关规定,其他受压元件的计算方法,与普通的单管板换热器计算方法相同,计算时可参考GB151—1999等相关规范···,这里不再赘述。
2.1管板强度计算双管板换热器的设计计算,在我国现行的标准规范GBl51中,没有该结构形式的管板厚度计算方法。
由此,本文参考TEMA标准及文献[2],认为双管板换热器的管程管板(也称外管板)和壳程管板(也称内管板)都能单独满足相应设计工况的设计前提下,确定该换热器管板厚度的计算方法。
(1)管程管板厚度计算。
运用SW6强度计算软件进行换热器的设计时,管板形式选择延长部分兼作法兰的固定式管板,设计参数按以下情况考虑:①设计压力和设计温度按管程工况确定;②壳程和换热管金属壁温按壳程和管程工况确定;③管板与换热管的连接为强度焊;④换热管长度为换热管总长度,换热管有效长度为管程管板内侧间的距离,换热管受压失稳的当量长度Lcr按GB151图32选取。
TDI双管板换热器制造工艺及质量控制

TDI双管板换热器制造工艺及质量控制【摘要】本文阐述了TDI双管板换热器结构、设计特点以及制造过程中需注意的控制要点,通过材料选择、控制钻孔精度、确定胀接工艺参数、合理安排胀接焊接次序等措施,保证TDI双管板换热器的制造质量,并通过动态实时监测系统对换热器进行监测,以确保其安全运行。
【关键词】双管板;换热器;制造;质量0.引言双管板换热器是在换热器一端同时设有一定间隙的两块管板的换热器,能防止腐蚀和污染,满足工艺流程、劳动保护、安全生产等方面的要求,广泛应用于社会各个邻域。
其中,TDI双管板换热器中的TDI属于腐蚀性强、剧毒、高危害的化学品,因此,只有保证双管板换热器的高质量制造,才能保证TDI的安全高效使用。
现结合TDI换热设备的制造加工技术,以精制冷凝器制造实际情况为例,对其制造过程的质量控制要点做相关分析,以供参考。
1.结构及参数1.1精制冷凝器的结构精制冷凝器结构为双管板换热器,内外管板之间短节—积液腔(亦称为哈夫节)设计为密闭腔体,并留有安装内部介质泄露监控器件接口。
1.2精制冷凝器的参数精制冷凝器的参数见表1。
其中,管程的介质ACS/5-TDI/2(TDI99.58%,ODGB0.29%,氮气0.13%),其介质特性属于腐蚀性强、剧毒、高度危害、遇水爆炸介质。
由此,给精制冷凝器的制造带来一系列要求和难度。
2.制造质量控制要点2.1主要材料的选择2.1.1换热管材料的选择根据精制冷凝器的使用工况要求的温度、压力等技术参数和介质的特性,参考和借鉴国内外的先进技术,反复论证,最后确定:换热管采用进口镍基合金材料UNSN08800,属于铁镍铬合金材料,其牌号为:FeNi32Cr21AlTi,,材料标准为SB-163。
2.1.2管板、管箱材料的选择(1)外管板、管箱由于接触腐蚀介质,为了达到防腐的目的并合理节约成本,采用镍基合金N08800与Q345R的复合板材料,符合NB/T47002.2-2009标准中B1级的规定;(2)由于内管板壳侧、管侧不接触腐蚀性介质,或只接触热水,腐蚀性不强,可以选择常用的16MnIII材质。
双管板换热器的设计与制造

双管板换热器的设计与制造简介双管板换热器是一种广泛应用于化工、制药、石油、食品等行业的换热设备。
其主要作用是将一个流体的热量传递给另一个流体,从而达到加热、冷却、蒸发等处理目的。
相比于传统的管壳式换热器,双管板换热器具有体积小、传热效率高、维修方便等优点,因此被广泛应用。
本文将从双管板换热器的设计、制造和使用等方面进行介绍。
设计热传递计算双管板换热器的设计需要进行热传递计算,以确定板片的数量和表面积。
一般情况下,热传递计算需要考虑以下因素:•流体的温度、压力和流量•热传递系数•固体传热能力•换热器的体积和形状•板片的布局和数量•热负荷和热效率要求在进行热传递计算时,可以使用一些工具和软件来辅助计算。
例如,可以使用ANSYS FLUENT软件对流体和固体传热进行模拟和计算。
此外,还需要考虑流体和固体之间的传热方式,包括对流、辐射和传导等。
板片的设计板片的设计是双管板换热器中最重要的部分之一。
一般情况下,板片的设计需要考虑以下因素:•材料的选择:板片材料需要具有良好的耐腐蚀性和传热性能,常见的材料包括不锈钢、镍合金等。
•板片的形状和大小:板片的形状和大小需要根据换热器的具体应用来确定,一般情况下,板片的宽度在2-10mm之间,间距在2-10mm之间,板片总面积应当满足热传递计算的需求。
•板片的密度和布局:密度和布局的选择需要考虑到流体的流量和热负荷等因素,一般情况下,板片的间距和布局需要满足流体的流速和热传递计算的需求。
•板片的安装方式:板片的安装方式需要考虑到维修和清洗等因素,一般情况下,板片需要可以方便的拆卸和安装。
其他设计因素除了板片的设计之外,双管板换热器的设计还需要考虑以下因素:•进出口管道的设计:进出口管道需要满足流量和压力的要求,一般情况下,可以使用方形、圆形或矩形形状的进出口管道。
•头部和底部的设计:头部和底部需要满足与板片的对接要求和防泄漏要求,一般情况下,可以使用法兰连接、焊接或密封槽连接等方式。
浅谈双管板换热器的设计与制造

一旦发现他们的闪亮点,就及时肯定,让他们体会到成功的喜悦。使他
们的积极性,自信心,都得到充分的肯定和发挥。久而久之他们会亲其 师爱其学,使学习化学的兴趣进一步深化。 总之通过以上方法,大大的激发了学生的学习兴趣,充分调动了学 生的积极性。培养了能力,开发了智力。经考察大部分的学生获得了 良好的成绩,为今后学习相关的医学课打下了良好的基础。 胀。管程侧管板采用先焊接后贴胀的方式,主要是为了提高其管头焊 接质量,若先贴胀后焊接则不利于气体流通,容易在管头处形成气囊死 区,造成焊接缺陷。 9)对管板间筒体依次进行气密试验、水压试验、氨渗漏试验,合格 后方可对壳程、管程进行整体压力试验。 至此,整个双管板换热器就算制作完毕了,在整个制作过程中,强 度胀接是难点,压力试验比较繁琐,强度胀接工艺评定是我们的依据, 只有做好了工艺评定才能得到可靠的胀接参数,才能保障下一步得以 顺利进行。 4.结束语 双管板换热器无论是设计还是制造都难于普通换热器,因此就要 求我们在设计、制作过程要严格控制,认真把关,不得有一丝马虎。经 过大家的不懈努力和不断摸索,为双管板换热器制造积累了宝贵经验。 参考文献 [1]TSG R0004--2009(固定式压力容器安全技术监察规程》 [2]GBl51—19994管壳式换热器》 [3]GBl50—2011(I.蕞--Y/容器》 [4]吕延茂《双管板换热器制造工艺》[1]石油化工设备,2004 [5]刘保富,马伟敬.《双管板换热器的制造要点》.压力容器,2008 [6]匡良明.《静压胀管接头性能分析》[I].石油化工设备,1999
够
图4模拟管板 2)根据管板胀槽和管子尺寸及胀接区域大小订购液压胀胀头,我 公司选用的液压胀胀头见图5,胀枪见图6,液压胀设备型号为: GYZJ一250B型高压液压胀管机。
分离式双管板热交换器的设计及制造要点

板孔的合理 间 隙.考 虑 到 双 管 板 结 构 的 特 殊 性,
管板孔表面粗糙度 Ra 应不大于 12.
5μm,有利于
加,不 利 于 整 台 热 交 换
2)管板 孔 与 管 板 密 封 面 的 垂 直 度 要 求. 对
g 为隔离腔长度.
本文结合工程实例讨论分离式双管板热交换
收稿日期:
2020
G
10
G
28.
作者简介:许伟,男,
2002 年 毕 业 于 浙 江 大 学 过 程 装 备 与 控
制工程专业,工 学 学 士,主 要 从 事 静 设 备 设 计 工 作,高 级 工
程师.
Ema
i
l:
xuwe
i@s
e
i.
c
om.
cn.
2
石 油 化 工 设 备 技 术
2021 年
表 1 E
G
308 设计参数
质中,会引起后续的吸附塔中吸附剂含水量超标,
影响吸附剂性能,故 该 热 交 换 器 采 用 分 离 式 双 管
项目
壳程
管程
板结构,以避免管、壳程介质的窜漏.为了便于管
操作介质
中压蒸汽
束抽 出 清 洗,内、外 管 板 均 兼 做 设 备 法 兰,分 别 与
244 ℃ 考 虑,内 管 板 平 均 金 属 温 度 按 182 ℃ 考
虑,内、外 管 板 间 距 按 GB/T151 中 公 式 (
7
G
135)
计算的值约为178mm,设计取g=190mm,计算
结果偏于保守.
2 分离式双管板热交换器的制造要点
双管板换热器的结构及制造工艺合理设计
双管板换热器的结构及制造工艺合理设计摘要:本文首先简单阐述了双管板换热器的适用范围,分析了结构设计前准备工作,研究了结构设计要点以及制造工艺,并在此基础上提出了几点注意事项。
旨在完善双管板换热器制造模式,提升其使用安全性与稳定性。
关键词:双管板换热器结构设计制造工艺双管板换热器主要适用于壳程与管程介质严格禁止混合使用的场所。
还有一种认为双管板换热器可用于管、壳程间介质压差很大的场合,设计在内外管板之间的空腔中加入一种介质,来减小管壳程间介质的压差。
目前双管板换热器在防止管、壳程介质串流的问题上有着明显的优势。
一、双管板换热器结构设计准备工作(一)结构初步规划对于一项双管板换热器而言,其结构主体上有4块管板,主要结构状态如下:首先是法兰式管程侧管板,有两块,其与管箱法兰之间的连接使用垫片以及螺柱,同时联通换热管、管道共同组成管程。
换热管与管程侧管板之间的连接可采用贴胀与强度焊联合方式,在介质选择上也适应于条件偏向苛刻程度的介质。
非法兰式的壳程侧管板与壳体之间的的连接让壳程更具完整性,在换热管与壳程侧管板之间的连接方式为强度胀接。
在结构中,壳程管板与换热管之间又可以构成两腔积液程,由此产生形态特殊的四腔结构。
(二)选材控制材料的选择关系到双管板换热器的使用稳定性以及安全性,因此选材是结构设计的关键。
在材料选择方面,首先应考虑介质特性,重点放在抗腐蚀方面,并根据用户需求加以调整,保障在压力以及操作温度方面不会对工艺性能产生不良影响。
换热管与管程侧管板之间的连接使用贴胀加强度焊型式,锻件级别为Ⅱ级。
由于换热管与壳程侧管板之间的连接属于强度胀接,因此要求管板质量高,故锻件级别为Ⅲ级。
同时,鉴于管板材料在硬度值方面要与双管板换热器约在HB20-30之间,从理论上来说不锈钢管板与换热管之间的硬度应属于同一水平,但在实际硬度测量中发现,硬度变化能够通过材料供应以及材料选择实现。
在具体设计制造环节中,设计人员同样需要对换热管与管板管孔之间的间隙严格把关,利用“特殊紧配合”原则减少管板材料与换热管之间由于硬度差带来的不良影响。
双管板换热器的设计与制造(通用版)

双管板换热器的设计与制造(通用版)Safety management is an important part of enterprise production management. The object is the state management and control of all people, objects and environments in production.( 安全管理 )单位:______________________姓名:______________________日期:______________________编号:AQ-SN-0056双管板换热器的设计与制造(通用版)换热器是在不同温度物料之间进行热量传递的设备,其主要作用是维持或改变物料的工作温度和相态,满足工艺操作要求,提高过程能量利用效率进行余热回收。
在换热器设备中,管壳式换热器应用最为广泛。
在实际操作中换热器的换热管和管板连接处最容易发生泄漏,从而使壳程物料和管程物料有少许混合,而且这种泄漏目前还没有有效的方法完全防止。
在有些场合,某些泄漏是允许的,但在以下的场合,这些泄漏是不允许的:1)产生严重的腐蚀;2)使一方物料产生严重的污染;3)产生燃烧和爆炸;4)产生固溶化,形成设备的污垢;5)使催化剂中毒,降低或消除催化剂的性能;6)限制另一程的反应;7)使产品不纯。
在这些场合,我们通常采用双管板换热器,以减小泄漏,能有效防止两种物料混合,从而杜绝上述事故的发生。
所谓双管板换热器就是在换热器一端设有一定间隙的两块管板或相当于有一定间隙的两块管板的换热器。
双管板换热器的结构一般有两种。
一种为固定管板式换热器,一台换热器共有四块管板。
这种换热器的壳程及管程中两种介质的流动方向为逆流,其传热系数较高,传热效果较好。
另一种为U型管式换热器,一台换热器共有两块管板。
这种换热器有一半管束管内外介质的流动方向为并流,另一半管束管内外介质的流动方向为逆流,因此其传热系数较低。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
* 曹锋州,男,1980 年 9 月生,工程师。甘肃省兰州市,730060。
第 39 卷 第 3 期
Hale Waihona Puke 化工机械307外,贴胀的主要目的是防止换热管接头发生间隙 腐蚀或振动[3],双管板的外管板与换热管的接头 不存在发生间隙腐蚀或振动的问题。
在现场应用中,因积液程内的换热管温度与 积液程的温度差别很大,故积液程内的换热管存 在一定的热膨胀应力,此应力会影响换热管接头 的可靠性。是否可在设计过程或设备使用过程中 采取一定的措施减小此应力。 3 制造中应注意的问题
双管板换热器以其独有的高安全性,必将在 换热介质比较特殊的场合优先被考虑选择。若该 换热器在设计和制造中的诸多问题能够被很好地 摸索解决,双管板换热器必将迎来巨大的推广前 景。
参考文献
[1] 毛希澜. 换热器设计[M]. 上海: 上海科学技术出版 社,1998.
[2] Kuppan T. 换热器设计手册[M]. 北京: 中国石化出 版社,2003.
配对双管板机加工完成后,应在确定好同心 度、平行度并用换热管逐孔预穿确认无误后进行 点焊固定,使其成为“单管板”。此时不应对两个 管板进行完全焊接,因完全焊接会引起两管板无 法预计的变形,且该变形会对后期穿管和内管板 与换热管的胀接定位带来困难。若选择最后组装 外管板,则其将成为一项很难完成的任务。
文献标识码 A
文章编号 0254-6094( 2012) 03-0306-02
双管板换热器主要用于绝对杜绝管、壳程介 质泄漏串混的场合,因其巧妙的结构,可完全避免 因为管头 泄 漏 引 起 的 管、壳 程 介 质 串 混[1],近 年 广泛应用于多晶硅项目中的诸多换热场合,但在 具体的设备设计和制造中仍有几点容易被忽视的 重要问题,若处理不当将会使设备的制造难度加 大且现场使用效果大打折扣。 1 结构简介
双管板换热器的设计比较成熟,且基本形成 固定标准,但其中仍有值得重视和商榷的地方。 2. 1 共识性问题
因双管板中的内管板与换热管为强度胀,特 别是当出现漏点后,因无法确定具体位置而需对 所有接头进行重新胀接,固胀接次数较一般换热 器为多。此时,内管板与换热管的材料硬度差显 得尤为重要。所以在设计选材中应高度重视务必 使内管板的硬度大于换热管硬度 HB30。 2. 2 讨论性问题
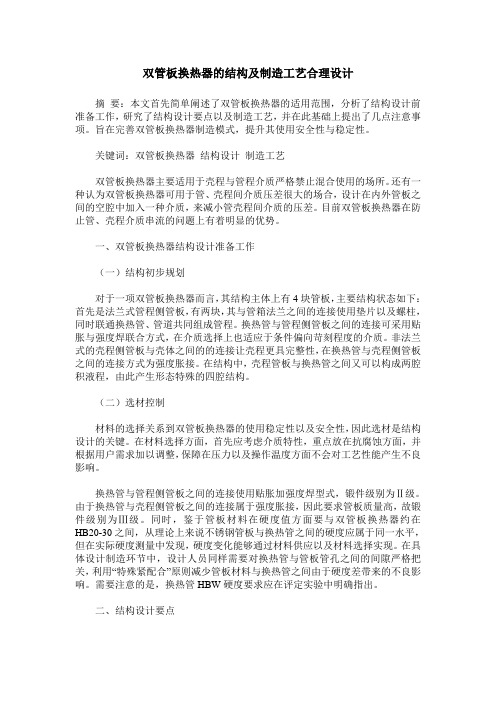
图 1 双管板与换热器其他部件的连接
外管板与内管板组成的腔称为积液程,积液 程很好地成为壳侧介质因内管板与换热管接头泄 漏或者管程介质因外管板与换热管接头泄漏的缓 冲区,有效防止了因换热管接头泄漏引起管、壳程 介质的直接串混。
换热管与双管板的连接接头形式一般为: 换 热管与外管板采用强度焊加贴胀连接; 换热管与 内管板采用强度胀连接。 2 设计中应注意的问题
以外管板面为基准对两侧内管板与换热管进 行强度胀接,胀接完成后壳侧进行压力试验 ( 若 壳程还有气密性试验要求,则应再进行气密性试 验) ,检查胀接接头、壳体焊缝等。若胀接接头出 现泄漏,原则上需对所有接头进行重新胀接,直至 合格。
内管板胀接合格后,再对配对管板的连接焊 缝按焊接工艺进行焊接,焊接工艺以在焊接完成 后不引起外管板较大变形为宜。划去换热管伸出 管板面的多余部分,使其伸出长度满足图纸要求。 然后再进行外管板与换热管的强度焊,焊接分两 次进行: 第一遍氩弧焊完成后对积液程进行中间 过程气密性试验,合格后进行第二遍氩弧焊。最 后对积液程进行压力试验。试验合格后组装管箱 并对管箱进行压力试验( 若管程还有气密性试验 要求,则应再进行气密性试验) 。 4 结束语
双管板换热器的制造工艺仍处于尝试和讨论 中,各制造厂可能都有自己的思路与方法。但笔
者认为双管板换热器的组焊顺序可能没有大的随 意性,且有几个问题必须引起重视。 3. 1 共识性问题
双管板管孔的机加工精度要求较高,同时需 保证配对管板的同心度和平行度,一般应在数控 钻床上进行; 为便于穿管折流板应整圆下料,并与 管板印钻同时保证钻孔方向与穿管方向一致; 内 管板的强度胀接需进行胀接工艺评定,确定出胀 接工艺参数。 3. 2 讨论性问题
CAO Feng-zhou,JIN Yu,TIAN Zhong-feng
( Tianhua Institute of Chemical Machinery and Automation,Lanzhou 730060,China)
Abstract Double tube sheet heat exchanger structure was introduced,and questions needing attention in its design and fabrication were raised for discussion. Key words double tube sheet heat exchanger,fabrication,design
诸多设计院在设计中将外管板与换热管的连 接确定为强度焊加贴胀。笔者拙见强度焊无可厚 非,但贴胀值得商榷。因为外管板与换热管贴胀 必然在内管板的强度胀和外管板的强度焊之后进 行,所以因贴胀引起的换热管变长将给换热管的 胀接接头和焊接接头带来很大的应力,在一定场 合下此应力可能成为接头破坏的主要因素。另
306
化工机械
2012 年
双管板换热器设计制造中应注意的问题
曹锋州* 金 宇 田中锋
( 天华化工机械及自动化研究设计院)
摘 要 介绍双管板换热器的基本结构,结合双管板换热器设计和制造方面的工作,对双管板换热器的
制造和设计提出几点应注意和讨论的问题。
关键词 双管板换热器 制造 设计
中图分类号 TQ051. 5
双管板换热器的管板结构一般分为 3 种: 整 体式双管板、由哈夫短接连接而成的双管板和由 定位支撑连接的双管板,其中以整体式双管板较 为常用[2]。多数 整 体 式 双 管 板 实 为 两 管 板 焊 接 而成。图 1 为焊接整体式双管板与管箱、壳体和 换热管的连接示意图,与管箱法兰用螺栓连接的 管板为外管板; 与壳体连接的管板为内管板; 外管 板与内管板焊接为一体,换热管同时穿过两块管 板。
在按正常换热器工序要求进行搭架子、穿管 和组对另一侧管板的过程中,需使换热管更多的 伸出管板面( 比单管板一侧多出 3 ~ 5mm 为宜) 。 完成上述过程后,对壳体与内管板的连接焊缝按 焊接工艺进行焊接,焊接工艺以在焊接完成后不 引起内管板较大变形为宜。若换热管没有足够的
伸出长度,可能在内外管板焊接结束后有一定量 的管子外伸长度因管板变形而无法达到设计图样 要求。
[3] GB151-1999,钢制管壳式换热器[S]. 北京: 中国标 准出版社,1999. ( 收稿日期: 2011-02-09,修回日期 2012-02-25)
Questions in Designing and Manufacturing Double Tube Sheet Heat Exchangers