数控加工球头铣刀与刀面加工应用研究
球头立铣刀铣削加工表面粗糙度仿真技术研究

tee atr a db i e c og ns s lt nit rt mahm d i c ii ae n hs f c s n ul t 咖 e u h e i ai e ae t e i m l m h n b do o, dhs r s mu o n g o n l a ng s b l ha ln u e h npoietet h i l up r o iu l C s uain al edmiigc t r e rv cnc p ot r r a i l o . l t .T d h e as vt N f m t
Ke r s y wo d :M i c ii g u f c o g n s ;Bal e d m i ig c te l ma h nn ;S ra er u h e s l l h a l n u tr l
中图分类号 : P 9 . 文献标识码 : T 3 19 A
【 摘要 】 削加工表面粗糙度的形成与铣刀和工件振动、 铣 主轴偏心、 刀具磨损、 刀具变形等物理
和几何因素有关。 多年来中外学者针对各种影响因素建立 了“ 相对单一” 的数学模型。 这些数学模型 只考虑了一种或两种影响 因素, 还没有建立起描述物理和几何 变化过程的综合数学模型 , 为此对这 些相 关因素进行 了深入研 究,建立 了基 于球 头立铣刀的铣 削加 工表 面粗糙度仿真的整体数 学模
近几年,关于球头铣 刀在铣 削过程 中对工件表面形貌及表 般总是使用球形部分, 所以本文只研究球形刃的切削 几 何模型。 面粗糙度产 生机理 的研究得 到了越来越 多学者的重视 。赵晓明
在刀具坐标 系中各刀刃 上各点 的坐标 为
新型球头立铣刀刃磨加工研究(Ⅱ)——后刀面数学模型及其加工实现

1 后刀面加工数学模型
1 1 加 工 原 理 .
何 彪
( 贵州大学机械 工程学院, 贵州 贵阳 500 ) 503
摘 要 : 已建立的球头立铣刀前刀面加 工数学模型的基础上 , 在 根据微分几何理论建立 了 后刀
面的加 工数 学模 型 , 分析 了加 工 中前 刀面 与后 刀 面的 坐标 系的 空间运动 关 系, 并讨论 了后 刀面 的加 工 实现 问题 。结果表 明 , 用 多轴联 动 的工具 磨床 , 以 实现球 头立铣 刀后 刀 面的磨 削加 采 可
收 稿 日期 :o 5 0 6 2 o —1 —2 作者简介 : 何 彪( 97一)男 , 17 , 贵州毕节人 , 究生 研
维普资讯
5 0
贵 州 工 业 大 学 学
l= +Rl0
报
( 自然科 学版)
() 1
20 06年
』G )Y
Jn .0 6 u e2 0
(a r dne di ) N t aSec i n ul Et o
文章编号:0 90 9 (0 6 0 —0 90 10 —1 3 2 0 ) 30 4 —4
新型球头立铣刀刃磨加工研究 (1 I)
— —
后 刀面 数 学模 型及 其加 工 实现
面或者是二者的交线 , 还需要其它条件。在后刀面的刃磨过程 中, 要 求后刀面过切削刃且切 削刃不被破坏 , 也就是说 , 在刃磨加工的过程
提高可转位球头立铣刀加工表面质量研究
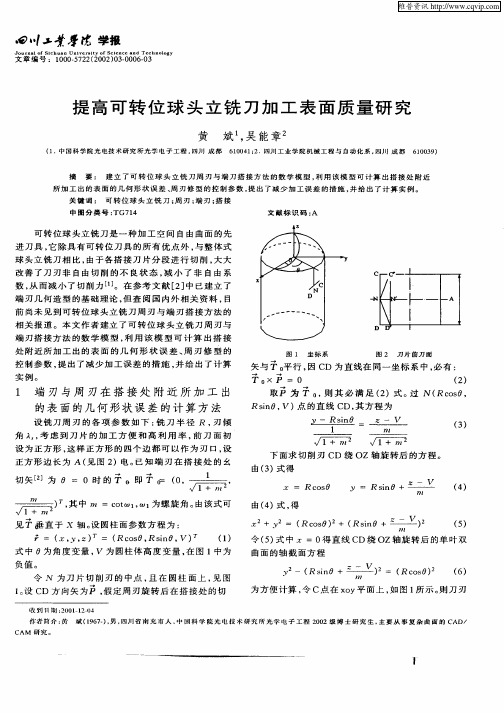
见 T垂 直于 x 轴 。 圆柱面参数方程 为 : 设
:
+ =(c + Ri 三_ 2 R。 ) (s + ) s n -
() 1
( 5 )
( , , ) = ( o 0, i 0, ) 2 丁 Rc s Rsn V 丁
令 ( ) 中 = 0得 直 线 C 5式 D绕 OZ轴 旋 转 后 的 单 叶 双
实例 。
—
图 l 坐 标 系
图 2 刀 片 前 刀 面
矢 与 T 平 行 , CD 为 直线 在 同一 坐 标 系 中 , 有 : 0 因 必
+
T × P = 0 0
1 端 刃 与周 刃在 搭 接 处 附 近 所 加 工 出 的表 面 的 几 何 形 状 误 差 的 计 算 方 法
维普资讯
-J簟厚院 学报 ・ f
Journ c alof Sl huan U nl vcr l y of Sc cnc s t l c and T e ch n ogy ol
文 章 编 号 : 1 0 .7 2 2 0 ) 30 0 . 3 0 0 5 2 ( 0 2 0 .0 60
.
取 P 为 T , 其 必 满 足 ( )式 。 N( o 0, 0则 2 过 Rc s
Rs 0, i V)点 的直 线 CD, 方 程 为 n 其
1
:
() 3
下 面 求 切 削 刃 C 绕 OZ轴 旋 转后 的 方 程 。 D
由 ( ) 得 3 式
=
_ .
_.
I 设 CD 方 向矢 为 P , 定 周 刃 旋 转 后 在 搭 接 处 的 切 。 假
收 到 日期 :0 1 1 .4 2 0 —20
铣床刀具种类和介绍及应用
铣床刀具种类和介绍及应用铣床作为一种重要的机床,广泛应用于金属加工制造中。
而铣刀作为铣床的切削工具,种类繁多,下面就常见的铣刀种类及其介绍、应用进行详细阐述。
1.面铣刀:面铣刀是铣床上最常用的刀具之一,主要用于平面加工、开槽、槽铣等操作。
面铣刀可分为单刃面铣刀、多刃面铣刀和立铣刀。
单刃面铣刀正适用于小孔加工和薄壁零件加工,多刃面铣刀适用于高效率平面加工,而立铣刀适用于铣削凹槽。
2.立铣刀:立铣刀用来加工深槽、切削负荷较大的工件。
立铣刀通常分为直柄式立铣刀和锥柄式立铣刀,直柄式立铣刀适用于一般深槽加工,锥柄式立铣刀适用于深槽的一般铣削和各种形状的凹槽铣削。
3.球头铣刀:球头铣刀主要用于加工弧面、倒角、圆形凹槽等工艺,特点是切削轮廓与实体球体相同或近似,切削效果良好,加工表面质量高。
球头铣刀分为立刃球头铣刀和斜刃球头铣刀两种类型,不同类型适用于不同的加工需求。
4.侧铣刀:侧铣刀是刃部平行于旋转轴线的刀具,适用于加工凸出在面上的棱角、槽和平面。
侧铣刀根据刃片安装方式的不同,又可以分为刃片式侧铣刀和整体式侧铣刀两种类型。
刃片式侧铣刀适用于工件切削较薄的加工,整体式侧铣刀适用于需要较大进给量和较高切削效率的加工。
5.齿轮铣刀:齿轮铣刀是专门用于加工齿轮的刀具。
根据不同的齿轮加工要求,齿轮铣刀可分为有倒角的直齿轮铣刀、无倒角的直齿轮铣刀、弧齿轮铣刀、螺旋齿轮铣刀等各种类型。
齿轮铣刀通常需要配合齿轮铣刀专用设备使用,以保证高精度的齿轮加工效果。
6.切槽铣刀:切槽铣刀适用于切割宽槽或深槽,常用于开槽、刨槽等工艺。
根据不同的加工要求,切槽铣刀可分为平底切槽铣刀、圆底切槽铣刀、斜刃切槽铣刀等不同类型。
切槽铣刀的选择要根据具体的工件材料、形状和加工要求来确定。
7.立铰刀:立铰刀是用于加工铰孔的刀具,主要用于铰削孔底面与侧壁之间的角或内孔端面与侧壁之间的角,常用于铰床和铣床上。
立铰刀的种类繁多,选择时需要根据铰孔的尺寸、材料和形状来确定。
球头立铣刀前刀面形状的分析与计算

。—
1一
, =A t ̄1r 】 ( , ) o
() 6
式 中 A, Im ) , 为坐标转换矩阵。将式() y( x 2 代人式
将式 ( ) 1 代人式() O 9并化简, 可得
将求得交线的 , , 表达式代人式 ( )可得 y 7, 到交线 曲线在 O II即法剖面内) 一 y( 的表达式。 在交线上任取三点 , 采用三点共圆法即可求得 平均 曲率半径 r为 c
式中
角)
m=
=
( 为半径 圆柱 面上的螺旋
详细分析与计算 , 并用三 点共圆法计算 出在上述两 剖 面内的平均 曲率 半径 。
端 刃上 任 意一点 P的切 幺矢为
Ir d :[ #J , d  ̄ OI —I—L , V J: : ’ z J 一
2 前刀面形状的数 学模型
Байду номын сангаас
:兰 ] 悟匿 ( 7 )
w
…
(2 1) 、 …
将式() 2 代人式 ()可得 8,
.
cs o / + J
snf df
将式( ) 1 代人式()即可得到过端刃选定点 P的 2 2, 流屑剖面与正交螺旋面的交线方程, 该交线为平面曲 线。为使该交线正投影到 。 x 平面上, 一y 将坐标系 。 W 绕 轴旋转 2 z , 再绕 y 轴旋转 , 2即可得窭坐标 I 系 D xYZ — 22 。此时,轴平行于幺 2 矢 , — 平面 D 2
前 刀面形状及 参数 是金 属切削 刀具几 何参数 的
正交螺旋 面方程可写为
,= , , ] () 2
重要组成部分 , 它直接影响刀具切削部分的强度、 切 屑的卷 曲、 传热和散热性能 等 。对 于曲面形状 的 3 前刀面 , 常 只 需 研 究 临 近 切 削 刃 区 域 的微 观 形 通 状H , 或法剖面和流屑音 面 内的宏观形状( J l I 它对切屑
球头铣刀和工件之间加工倾角的试验研究

球 头 铣 刀 和 工 件 之 问加 工 倾 角 的试 验 研 究
陈 英 , 义 强 程 操 宇 王 ,
(. 1 吉林大学 机械科学与工程学 院 , 吉林 长春 10 2 ;. 30 5 2 吉林工程技术 师范学院 机械工程学院 , 吉林 长春 10 5 ) 30 2 [ 摘 要] 通过实验研究 了球头立铣刀 与加 工表 面倾 角之 间的关 系 , 出用高速钢球 头立铣 刀加固定 特 性 , 具轴 线 和加 工表 。 刀
面 之 间的倾 角分别 取 =0 ,。 1 。 1 。2 。 2 。 。5 ,0 ,5 ,0 和 5 。 在 实 际操 作 中 , 了便 于 区分 比较 各 倾 角 状 态 下 高 为
象 , 大 降低 了刀具 寿命 。因此 , 要 给 刀具 或 工 件 大 需
合金时 的较优倾角 , 并指出倾角编程策略 。 [ 关键词 ] 球头铣刀 ; 角 ; 倾 表面粗糙度 [ 中图分 类号]T 5 G4 [ 文献标识码 ]A [ 文章编号 ]10 -0 2 2 1 )40 7 -3 0 994 ( 00 0 - 80 0
Ex e i e a t y o a hi ng Ob i iy Be we n p rm nt lS ud n M c ni lqu t t e Ba le te n o k e e l- nd Cu t r a d W r pic
a eho g ,C ag hnJ i 10 5 ,C i ) d n Tcnl y h ncu in 30 2 h a o l n
Abs r c Th e ain o l— n u tra h b i u t fma h n d s f c ssud e y e - t a t: e r lto fbale d c te nd t e o lq iy o c i e ura e i t id b x
利用数控改造加工等螺旋角等前角锥球头立铣刀

we g tt e moi n e u t n o h e x s:h rz n a n etc l x s o h lig ma h n s e h to q ai ft r e a i o o io tl a d v ri a a i f t e mil c i e’ wo k n r—
tf =ID/ a T L
() 1
式 中 : 为刀具 的螺旋 角 ; L为导程 ; 为 刀具直 径 。 , J
锥 球 头 等 螺 旋 角 螺 旋 线 的 数 学 关 系 也 符 合 式
( ) 只不 过刀 具 的 直 径 D是 一 个 变 量 。 图 1为 锥 球 1,
实 现变传 动 比传动 , 其实 现方式 非 常复杂 , 而且 加工 范 围局限性 大 ; 若使 用 多轴联 动数 控机床 加 工 , 设备 购 则
Ma hnn nc l l e d Miig Cut r t q a l ge c i ig Co i l n l t h E u l a Ba - l n e wi Hei An l x
a d E u l k ge b m e ia b i ig n q a Ra e An l y Nu r l c Re ul n d
摘 要 : 据等 螺旋 角螺旋 线 的几何原 理建 立 了球面 、 根 锥面 等螺 旋角螺 旋线 的数 学模 型 , 合等 螺旋 角 、 结 等前 角 锥球 头立铣 刀 的加工原 理得 出了机床 工作 台横 向位移 、 分度 头转 角位移 和 工作 台升 降位移 三个轴
之 间联 动关 系的运 动方 程 , 以此对万 能 工作 台铣床 X 2 进 行 三轴联 动 数控 改 造 , 6W 并在 改 造后 的机 床 上完成 了该 类刀 具 的铣 加 工 , 验证 了这 种方 法 的可 行 性。 关键 词 : 螺旋 角 等 前角 锥球 头 立铣刀 数控 改造 等
高速铣削球头立铣刀加工倾角的研究
epr et sh s hwta eeiadfnt s icnetg iehwt Cos ii aa t s xei na r u s oso t t r s e i i # ac ud o boemln p r e m le l a h h i e g u o o lg me r
中图分 类号 :H1 。G 1 , G 4 文献标 识码 : T 6T 74 T 8 A
1 引言
球头铣刀是数控机床上加工复杂 曲面的一种重要的刀具 ,
‘◆ - ● -—● - ◆ - ● ¨ ● - ● - ● 。 ◆ 。◆ - ●-_ ● _ 。◆ _
它的几何形状复杂 ,由于高速加工过程 中机床主轴转速很高 , 用 球头立铣刀铣削时 , 切削过程和刀具磨损受刀具轴线倾角的影响
【 要】 摘 球头立铣刀铣削曲面时,刀具轴线与工件曲面法线之间的夹角对工件表面质量及刀具寿命 有着重要影响, 在扼要介绍高速铣 削对球头铣刀要求的基础上, 通过对球头铣 刀刀具轴线和工件加工表面 之间的倾角研究, 得出了调整刀具和工件之间的加工倾角, 有效改善切削条件的策略 , 对高速铣削参数以及
★ 来稿 日 : 1一 l 0 ★基金项 目: 期 2 0 O一2 0 贵州省科技厅重点科技项 目( 黔科合 G z字(0 7 3 0 ) 2 0 )0 8
- 卜 - ● _ ● _・● 。 ・卜 - 卜 * ● _ ● _ ● ・ - ’h- ● - ● ◆ - ● - - ● - ● - ● ‘ 。◆ - ● - ● ・卜 - 卜 ・ ● _ _ ● - ◆ -— ● ・
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
数控加工球头铣刀与刀面加工应用研究
数控加工球头铣刀与刀面加工应用研究
【摘要】本文对采用与轴线成定角螺旋刃口的球头铣刀在设计、制造中的难点以及相应的处理方法和数学模型作一简介,然后通过虚拟制造中的相应图形验证其可行性。
【关键词】二轴联动;数控加工;球头铣刀;应用研究
1球顶刃口曲线设计难点及解决方法
螺旋刃口的设计难点令球头铣刀的球面方程为
r={(R2-z2)?cosf,(R2-z2)? sinf,z} (1)
式中:R――球面半径 z,f――球面参数球面上与轴线成定角y 的刃口曲线应当满足微分方程
(2)
当R2tan2y-z2sec2y Rsiny 时微分方程无实解,也即在此部分球面上设计不出与轴线成y 角的刃口曲线。
后续平面刃口曲线由于在球头上z∈[Rsiny,R]的部分区域内设计不出与轴线成y 角的刃口曲线,因此只能用其它刃口曲线替代,最简单的方法是用平面刃口曲线替代。
如要保证刃口曲线在连接点处的一阶导数连续,且前角相等,取z=Rsiny 的刃口曲线点作为连接点并不合适。
由《球头铣刀刃口曲线的求解及螺旋沟槽的二轴联动数控加工》可知,磨削沟槽时砂轮的轴向、径向进给速度分别为
(3)
(4)
式中:r―沟槽底部所在的截圆半径w―刀体回转角速度
当加工接近z=Rsiny 的沟槽时,进给速度vz、vg均趋于无穷大,这在实际制造中是无法实现的。
因此,在选择连接点时,应离开
z=Rsiny 一定距离,避免因进给速度剧变而给工程实现带来的困难,选取z=Rsin(y -y0)(y0>0)即可解决这一难题。
下面的问题是求平面方程。
虽然许多文献均提及这一问题,但均未给出数学模型,故简介如下:由《球头铣刀刃口曲线的求解及螺旋沟槽的二轴联动数控
加工》可求出z=Rsin(y-y0)时得到的刃口点A的坐标( x1,y1,z0)(如图2所示)以及A点刃口的切线向量为
r1’=(x1’,y1’,z1’)(5)
由A 点作Z 轴垂线交Z 轴于B 点,则B 点坐标为(0,0,z0),因此刃口所在平面除过A 点和切向量r1’外,还需过与AB 成g 角
的前刀面上的截线AC,由直角三角形ABC 中∠C=p/2,∠BAC=g(前角)可知,C 点坐标( x*,y*,z0)满足方程组
(6)
由上述方程组求出x*和y*,则刃口所在平面方程为
{x1’,y1’,z1’}×{x*-x1,y*-y1,0}×{x-x1,y-y1,z-z0}=0 即
z1(’ y1-y*)( x-x1)+z1(’ x*-x1)( y-y1)+[ x1(’ y*-y1)-y1(’ x*-x1)]( z-z0)=0 (7)
平面方程(7)与球面方程(1)的交线即为刃口曲线。
显然,这一刃口曲线既与原设计刃口在连接处连续,又对应前刀面有前角g。
后续螺旋刃口曲线如许多文献所述,平面刃口不利于排屑,有文献
提出用椭圆柱与球面交线作为刃口曲线的设想,其目的也是有利于排屑。
为使本文不致过于冗长,这里仅对采用另外两种定义(与经线成定角和等螺距)的刃口曲线替代球头上z∈[Rsin(y-y0),R]部分刃口曲线的思路作一简介。
事实上,《球头铣刀刃口曲线的求解及螺旋沟槽的二轴联动数控加工》已给出了与经线成定角和等螺距两种刃口曲线的整套计算公式,因此关键在于连接点处的计算。
这比采用平面刃口法更易处理,只需将点A( x1,y1,z0)的参数f=f( z0)设
为求替代刃口曲线在该点相应参数f 时的积分初值即可,这相当于
将与经线成定角(或等螺距)的螺旋线连接到已有的与轴线成定角的螺旋线上,由于前角一致,故可按《球头铣刀刃口曲线的求解及螺旋沟槽的二轴联动数控加工》的相应方法进行加工,即可得到复合型的两段螺旋刃口及沟槽。
2 球顶刃口曲线的加工问题
除可用平面曲线对球顶刃口曲线进行修正外,用上述与经线成定角或等螺距的螺旋刃口作为后续刃口曲线时都会遇到《球头铣刀刃口
曲线的求解及螺旋沟槽的二轴联动数控加工》提及的加工问题,即当加工至半径满足(R2-z2)?<R(2?-1)r1/r后,过切将不可避免。
按上述方法对设计和制造难点进行处理后,对其结果进行计算机虚拟制造验证。
由计算机虚拟制造图可见:用平面刃口曲线填补与轴线成定角刃口曲线时,刃口曲线是连续光滑的;用其它两种螺旋刃口曲线填补与轴线成定角刃口曲线时,刃口曲线为两种螺旋线的组合。
采用更换砂轮法制造的这段刃口曲线与原刃口曲线的连接是连续光滑的,只是沟槽截形发生了变化。
在球头铣刀的设计与制造中确实存在容易疏忽的难点问题,解决这些问题提供有效的方法是必要的。
3 CNC加工中心与应用分析
3.1CNC加工中心
CNC加工床,在广、江浙沪一带有人叫“CNC加工中心”,是一种装有程序控制系统的自动化机床。
,(数控机床)是计算机数字控制机床(Computer numerical control)的简称,是一种由程序控制的自动化机床。
该控制系统能够逻辑地处理具有控制编码或其他符号指令规定的程序,通过计算机将其译码,从而使机床动作并加工零件。
通过刀具切削将毛坯料加工成半成品成品零件等。
3.2CNC加工(CNC Machining)
数控加工是指用数控的加工工具进行的加工。
CNC指数控机床由数控加工语言进行编程控制,通常为G代码。
数控加工G代码语言告诉数控机床的加工刀具采用何种笛卡尔位置坐标,并控制刀具的进给速度和主轴转速,以及工具变换器、冷却剂等功能。
数控加工相对手动加工具有很大的优势,如数控加工生产出的零件非常精确并具有可重复性;数控加工可以生产手动加工无法完成的具有复杂外形的零件。
数控加工技术现已普遍推广,大多数的机加工车间都具有数控加工能力,典型的机加工车间中最常见的数控加工方式有数控铣、数控车和数控EDM线切割(电火花线切割)。
进行数控铣的工具叫做数控铣床或数控加工中心。
进行数控车削加工的车床叫做数控车工中心。
数控加工G代码可以人工编程,但通常机加工车间用CAM(计算机辅助制造)软件自动读取CAD(计算机辅助设计)文件并生成G代码程序,对数控机床进行控制。
技术领
先的数控机床品牌有Hass、DMG (Deckel Maho Gildemeister)、Mazak、Mori Seiki、Fadal和 Wasino。
4结语
本文内容仅反映了球头铣刀非数控加工原理的基本框架,如需在工艺上实现该加工方法,则需根据其他文献及本文框架补齐相应的非主干模型,再用于指导生产。
【参考文献】
1邵建华,C.Y.Chan,刘鹄然.在简易数控刃磨机上加工旋转锉[J].工具技术.2004年04期
2 唐余勇,吕广明,汪云涛.几类求相对运动的工程反算方法[J].黑龙江大学自然科学学报.2002年03期
3 吕宝占,陈桂芳.球头铣刀数控加工等距型面孔的理论探讨[J].煤矿机电.2003年04期
------------最新【精品】范文。