刀具数据库实现资料
圆盘凸轮式刀库的原理及应用
圆盘凸轮式刀库的原理及应用圆盘凸轮式刀库的原理及应用一,前言在现代工业加工过程中,随着劳动力密集型向技术密集型加工方式转变,普通铣床正逐渐被加工中心所替代.由于加工工件的形状,工序复杂,换刀的效率问题越来越多地被关注,而使用刀库成了解决此问题的最佳途径.在小型加工中心由于成本控制及安装位置等原因不可能使用链式刀库或大型换刀机构的背景下,斗笠式与圆盘凸轮式刀库就登上了舞台,本文将对圆盘凸轮式刀库的原理和应用作详细介绍.=,圆盘凸轮式刀库的工作原理从原理上讲,圆盘凸轮式刀库(以下简称圆盘刀库)效率有很大提高.首先,在机床处于切削工作状态下,可以正常寻找下个工序需要使用的刀具,在找到下个工序所需刀具后,刀库将等待程序命令更换刀具,而不是在得到更换命令后进行找刀动作,实现了加工找刀同时进行.其次,换刀过程中,换刀机构由安装在同一旋转体上的两端且方向相反安装的刀爪并由内置凸轮传动副完成换刀任务.由于简化了更换装置,只要换刀电机旋转一周就能完成从取新刀到放回旧刀的所有动作,刀具更换速度上有很好的提高.再次,刀具更换过程中,主轴只需一次旋转定位与上下定位,简化了进给轴运动,这也是提高效率的有效手段.以下就换刀原理作详细解释.换刀控制的概念,总体包括上位机控制,主轴定位和电气,机械传动三大部分.它主要关注系统的实时控制特性,文/薛松上海开通数控有限公司(200233)薛松(798o~)男2003年毕业于上海大学a动亿系200 至今I作于上海开通数控有限公司具体包括同步传动,准确定位,高速准确换刀笃性.根据不同的系统,评价的着眼点不同,但词任何一个系统特性时都要关注系统的最终特性,能简单地用某一部分的特性代表系统特性.上制器和驱动器电机之问的通讯速率,驱动器的能力,数学模型的准确性,传感器的精度和反傍度,机械系统的惯量等都会影响到系统性能.简单地说,换刀控制就是对机械运动部件置,速度等进行实时的控制管理,使其按照预运动轨迹和规定的运动参数进行运动.换刀动作都由PLC完成,本文所涉及的是三CNC上自带的Q4A型PLC的命令及用法.1.PLC换刀控制的基本原理ATC和ROT控制概述用以下两种方法可以控制ATC(自动换刀)(1)机械随机控制根据来自机床刀库的位置信息和T命令,按给发出的命令,控制系统决定刀库的旋转方向,53lNo.12CN…;求的步数等.每个刀具和刀套有一—一对应的关系.通常在主轴和刀库之问,以"中问刀套"提供换刀.不用ATC命令,而用ROT命令也可以进行次控制.(2)记忆模式随机控制根据来自机床刀库的旋转或位置的信息,控制系统指出储存在自动模式中的刀具号.刀库的寻址,刀库旋转的方向和步数由给出的T命令和储存在自动模式中的刀具号确定.2.术语(1)指针它指出了刀库旋转的位置.当使用以前已记录的刀具号的刀盘时,刀具不随着刀库一起旋转,而该指针作为控制刀库位置的环行计数器使用. (2)固定指针这是带有标了号的刀套的一类指针,而且如果刀库旋转,刀套和刀具号之间的关系是固定的. 当刀盘旋转时,固定指针与"浮动指针"没有功能上的差异.(3)浮动指针这是刀库上带有编了号的固定位置的一类指5,41装备机械针,而且当刀库旋转时,刀库号和刀具之间的关系发生改变.在刀具登记屏上选择浮动指针系统或刀盘旋转系统时,每次刀盘旋转,刀库和刀具之间的相应显示发生改变;而选择固定指针系统时,则不发生改变.3.ATC和ROT命令的使用在T命令或刀具改变命令期Ih]ATCfHROT命令的使用顺序如下所示:i相同数据的编号——_J△!2—}址——旋转方向一一翟曩!环形计数器删]L.步骤号等—一一旋转]._一利-————L———+指针的向前旋转,一I反向旋转1ATCK5,K61L一刀台的向前旋转,——反向旋转厂7l[互在使用刀台旋转系统或浮动指针系统事,刀具号搜索命令和旋转体转位命令之问的关系如下所示:JJ靠旋转系统浮功指针系统"i,4.ATC专用命令的基本格式(霎嚣鲁;器r龠霉蓝罱寸不同'有】l关详情请参阅甜夸说明.l 帅:::.:3R(1)命令列表●令羞辣S.盯CK1R且P,mMn刀具号搜索S.^TcIRutP-,.mMn刀^号逻辑舅I积搜囊S.^rlcK3RnR.mM_且换刀S.小IR■Rm№奠机位置抉刀S.^TCK5RnRmMn指针向村旋转SRnRmM描付反向麓转S.^:rcl(7R.nRmMn刀台向前旋转S.^Tc鬈窖ltn|m&'4刀台反翔麓糟S.^TCl【9R.aR血M刀具数据读数S./kl"CX10I【丑Rm№刀^敦括写^S.A TcKl1R.nR.mMn自动刀具数据写入文件寄存器(R寄存器)分配(赋值)ATC控制用文件寄存器和ATC一起使用的文件寄存器如下表所示:由以上介绍可以了解,在系统建立之初,就必须建立一个刀具数据库,包括刀具名,初始刀具位置等信息都必须写入,才能保证刀库正常工作. 在介绍完PLC换刀原理后,我们来系统的介绍一下换刀流程及在三菱数控系统上的应用.(2)找换刀流程①数控系统告知下次使用的刀具名称②可编程逻辑控制器CPU根据所给刀具名称寻刀此刀具所在的位置③刀盘旋转将此刀具旋转到换刀位置并等待系统命令,此时找刀已完成④数控系统将主轴进给到换刀位置发出换刀命令⑤PLC将主轴旋转到换刀位置⑥PLC命令倒刀气缸动作,把已等待在换刀位置上的刀具连刀套旋转到垂直换刀位置⑦PLC命令换刀臂从初始位置旋转到抓刀位置,抓住新旧两把刀具⑧PLC命令打刀气缸松开主轴上的刀具⑨PLC命令换刀臂下拉并旋转l80.,等待打刀气缸驱动主轴抓住新刀具后完成更换(刀套有自卡装置,只要刀具插入就可锁住)PLC将更换记录写入刀具数据库PLC命令刀臂旋转到初始位置PLC命令倒刀气缸动作,把插有换回刀具的刀套旋转回到水平位置⑩换刀完成(3)在三菱数控系统上的应用以三菱FCUA一64SM系统为例,首先要在三菱数控系统上建立一个关于刀库的数据库,数据库内容包括:刀具号及其对应的开始刀位号,刀库的旋转体数是由PLC中的特定R寄存器确定.在有些比较系统的运用中还将包括刀具寿命管理.l榴庶囊捧∞纛存■I刀枣l罨∞霉l粤期肆3号力瘁鲁洼l1"4经册使嚣媾位{位2"4.位殂k位弘贽2.1-位(曩鼍炎蔓) AI"C控制参数R2O50刀牟梅卷警珥R29鳓R29'IR挣能=递稍糖针标惑R2O6SR2O66l咀O67二遵制主齄刀冀R297oR29为IR2螂lc29lOlI∞蠢297lR2舛I(=一卜避锄各flll刀具RT.971R2972R2981R2982BCDR2973R2983备用2乃其R29慰9置29l2IL298●IeDIc2,75KZ90备用3刀具R29l眨97bR2983R2986BCDR2977lt2987鲁用4力其曩29简疑姗R2|.黛l9j瞎l∞R2979R2哪AtⅨ(辅助)数据R.29911二进捌(9)刀摩囊蘑GI1t$090R3O∞R,2柏麓,24OI8OR3,1~BeD刀再数据矗釉o|意轮Il瀑3l.ll3∞l藏∞o2R32Il鼬2'2K14glR3抛BcD姗,纛,24}蠢辱l,柏}a6t撇l',ooI翼巍l毒4●R,鹩2IU4114曩e拳襄,∞S.IU245巍3,I,85lG柏毫3O,曩lll|l5●冀3耋l●It|3N囊,55|贴636B血鼬157R,3卵蠹3'37捌-a∞蔓王O阳II$11R33l9最土39IR,5s擘寰3'3暑BcD R3l5lR,3鲫l113639将宏程序输入数控系统,将PLC写入数控系统,并且规定数控系统内呼叫这个宏程序的入口地址,一般规定为"M06".请注意,这里的M06并不是类似M03主轴正转M04主轴反转M08冷却开M09冷却关这类辅助功能代码,而是宏程序的入口地址,所以用以上方法建立的换刀程序无法进行手动方式调用.以下是宏程序的主干.M05;主轴停M09;冷却液停G30.1;Z轴回到换刀点M19;主轴定位M16;主轴换刀M03或M04;根据主轴停之前的主轴旋转方向来确定换刀完成后的主55fNo.120(39NTP轴旋转方向.M08;打开冷却液在实际应用程序中使用机床上已装有一个24把刀的刀库,并且我们要换的是名为0101的刀具%fPROGRAMNAME—A11)rDA TE=DD—MM—YY一29—11—05TIME=HH: MM一19:15,N100G21N102G0Gl7G40G49G80G90rTO0L—lDIA.OFF..1LEN.一1DIA.一12.1N106G0G90G54X37.289y-l9.325A0.S1500M3N110Z5.Nl12G1Z一.775F600.N114Y_l5.325F2000.柏明矗刀库景卫葺性越苑主五日麓丝★瞅卫旦量发雠'Il力】~-eTBrim伯m幸|芷Ⅱ【如n衄m卫且宦∞_3∞m卫且把许置量e日'巨觉订:熏【凸妯?2'pc0?2岫c硎施州:卫翟可眶011mLflln矗玎角爱旺.T口',1s.65',,铀'卫且规格■嘣皿D棚帅Ⅱ∞Ht56I装备机械Nl16G3X33.289y-l1.325R4.Nll8G1X一33.287N120G2X一39.224y-7.I33R6.3N122X一40.452Y0.R21.321NI23T0101<一…确定要换的刀具N124X一39.224Y7.133R21_321N126X一33.287Yl1.325R6.3Nl28G1X33.289N130G2X39.226Y7.132R6-3N132X40.454y-0.R21.324'N133M06<一一进入换刀宏程序综上所述,圆盘凸轮式刀库以其维修结构简单,性价比高的特点,占踞了在经济型刀库系列中的领先位置.现在国内以台湾省品牌为主,正被各个数控制造商使用在各个规格的加工中心上. ,z冉自癣It蓝炜,I叼'叩:2擤)转强豫:十y鼬,鞋觇}城.{键:1缸聍转诅:搬瓠l1#{'1舟l0l=】3辅竹。
PowerMILL教程--17刀具数据库

15. 刀具数据库简介PowerMill刀具库允许用户方便地装载预定义的刀具以及其对应的转速、进给、行距和下切步距等值。
下面将为您介绍如何使用刀具数据库。
用户应确保从刀具数据库选取的是适合于用户加工条件的数据,如有任何疑问,应及时请教刀具供应商。
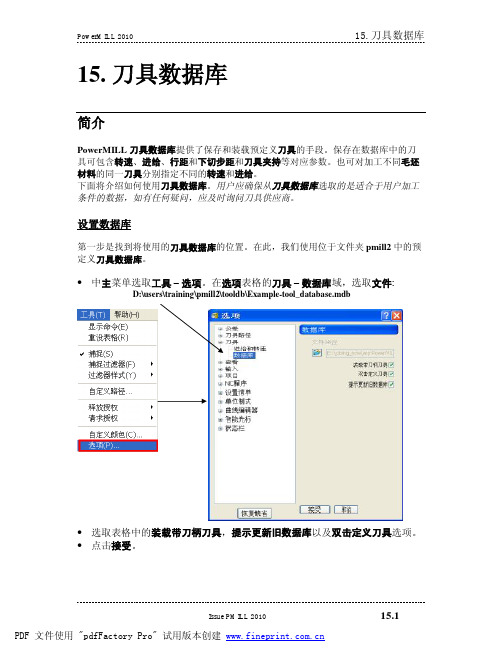
设置数据库第一步是找到将使用的数据库的位置以及将装载的切削参数。
在此,我们使用PowerMILL Examples文件夹中的样本数据库。
•从工具菜单选取工具>选项。
•在选项表格的数据库域浏览文件C:\Program Files\Delcam\PowerMILL8009\file\examples\sample_tool_database.mdb自动装载切削深度切削深度选项框此时应被勾自动装载进给率进给率和自动装载•自动装载取。
•接受表格。
从数据库装载从数据库装载刀具刀具从数据库装载刀具。
• 右击浏览器中的刀具>产生刀具>从数据库。
于是刀具数据库搜索表格即出现在屏幕。
选取毛坯材料和刀具类型,按下搜索按钮即可搜索刀具。
表中将列出所选类型的全部刀具。
勾取相应的直径、长度、刀尖半径并输入相应的尺寸范围可进行更详尽和准确的搜索。
双击列表中的刀具名称即可将该刀具装载到 PowerMill 运行状态文件中。
作业使用样本刀具数据库Samp Tool_Database将以下刀具输入到PowerMILL运行状态文件,所使用的材料为铝Aluminium:20 mm dia End Mill.25 mm dia x 3 rad Tipradiused tool.15 mm Ball nosed tool, 或是其它合适刀具。
(选取直径 14 或16 并在 PowerMILL 中修改)应用刀具切应用刀具切削数据到刀具路径削数据到刀具路径可通过刀具属性来检查和刀具相关的切削数据。
• 激活刀具 TR-D25-R3.0-SOLID ,右击刀具并从弹出菜单中选取设置。
《面向数控系统的车削加工仿真系统的设计与实现》

《面向数控系统的车削加工仿真系统的设计与实现》一、引言随着科技的不断进步,制造业正面临着技术革新和效率提升的双重挑战。
数控车削加工作为制造业中的关键环节,其加工精度和效率直接影响到产品的质量和生产效率。
为了更好地满足市场需求和提高生产效率,本文设计并实现了一个面向数控系统的车削加工仿真系统。
该系统以现代数控技术和计算机仿真技术为支撑,能够为数控车削加工提供高精度的仿真和优化服务。
二、系统需求分析在系统设计之前,我们首先对车削加工的实际情况进行了详细的调研和需求分析。
首先,系统需要能够准确地模拟车削加工过程,包括刀具路径、切削力、温度变化等关键因素。
其次,系统应具备用户友好的界面,方便操作人员输入参数和监控加工过程。
此外,为了提高生产效率和降低生产成本,系统还需要具备优化加工参数和预测加工结果的功能。
三、系统设计根据需求分析结果,我们设计了面向数控系统的车削加工仿真系统。
该系统主要由以下几个部分组成:1. 用户界面模块:用于输入加工参数、监控加工过程和查看仿真结果。
界面设计应简洁明了,方便操作人员使用。
2. 仿真引擎模块:负责模拟车削加工过程,包括刀具路径规划、切削力计算、温度变化模拟等。
该模块采用先进的数控技术和计算机仿真技术,确保仿真的准确性和实时性。
3. 数据库模块:用于存储加工参数、仿真结果和历史数据等。
数据库应具备高效的数据处理能力和良好的数据安全性。
4. 优化算法模块:根据仿真结果优化加工参数,提高加工效率和降低生产成本。
该模块采用先进的优化算法,如遗传算法、粒子群算法等。
5. 通信接口模块:实现系统与数控设备的通信,方便将仿真结果应用于实际生产。
四、系统实现在系统设计的基础上,我们进行了系统的实现工作。
具体步骤如下:1. 开发用户界面模块:采用现代GUI开发技术,设计简洁明了的界面,方便操作人员使用。
2. 实现仿真引擎模块:采用先进的数控技术和计算机仿真技术,模拟车削加工过程,包括刀具路径规划、切削力计算、温度变化模拟等。
015 刀具数据库
注:
要修改/输入某一行中的值,可双击该 行,打开左图所示的编辑切削数据表 格。
Issue PMILL 2010
PDF 文件使用 "pdfFactory Pro" 试用版本创建
15.5
15. 刀具数据库
保存的已选刀具切削数据将应用到某个加工策略。
PowerMILL 2010
• 选取表格中的装载带刀柄刀具,提示更新旧数据库以及双击定义刀具选项。 • 点击接受。
Issue PMILL 2010
PDF 文件使用 "pdfFactory Pro" 试用版本创建
15.1
15. 刀具数据库 从数据库装载刀具 • 右击浏览器中的刀具 - 产生刀具 - 从数据库...
• 从刀具工具栏选取在数据库中搜索刀具图标 (位于图形视窗左下角)。
• 选取打开的刀具数据库搜索表格右下角的刀具数据库选项图标 。 • 在选项表格中选取刀具 – 数据库,然后进入:
D:\users\training\pmill2\tooldb\My-tool_database.mdb
• 点击接受。
• 选取列表中的全部刀具,随后点击删除图标。 • 点击搜索,确认当前刀具数据库中没有任何刀具。 • 点击关闭,关闭刀具数据库搜索表格。
15.11
15. 刀具数据库
PowerMILL 2010
许多机床没有这么高的主轴转速。 下面我们需更新表格,以得到机床所能提供的最大主轴转速:
• 输入机床所提供最大主轴转速。 (12000 rpm)。 • 重新输入正确的进给/齿 (0.025mm)。
于是即得到一个下图所示的低一些的表面速度和切削进给率。
• 关闭两个表格。 • 对激活刀具 EM6,重复上述过程。 • 在刀具 EM6 的编辑切削数据表格中输入主轴转速 8000 转/分钟,进给率
599_车间刀具管理系统

摘 要我国的刀具管理技术与世界发达国家相比,发展还较为滞后。
在制造业进入 信息化、智能化的今天,用计算机技术实现工艺问题中的刀具选用,和在CIMS 中实现刀具的自动调配、修整、报废、订购和技术统计等问题,已经成为企业降 低使用刀具成本,提高生产效率的重要途径。
为了适应新的市场环境,企业必须 使生产柔性化以快速响应市场。
而刀具在整个生产过程中占有相当重要的地位, 因此提高刀具利用率,对刀具进行有效地管理就变得十分重要。
刀具管理系统是 先进制造技术领域的重要研究课题, 对于全面增强企业应变能力和市场竞争力有 着十分重要的意义。
本文探讨了刀具管理系统的主要技术,主要有:(1)对刀具的编码系统进行 了分析,并结合企业的状况,设计了数控车间的刀具编码(2)建立了添加、删 除和统计刀具信息的模型。
(3)使用 SQL Server 2008 作为物理数据库建立了数 据之间的联系。
该系统具有较强的实用性, 为企业提高生产率, 促进企业各部门的信息共享, 提供了有效的工具。
关键词:刀具管理系统;SQL Server;数据库AbstractChina tool management technology compared with developed countries,is lagging behind. Tool used in the process issues with computer technology, manufacturing information, intelligence, and in CIMS tool automatically deploy, trim, scrap, ordering and technical statistics, has become the enterprises to reduce the use of tool costs,and it is an important way to improve production efficiency. In order to adapt to the new market environment, companies must make the production flexibility to respond quickly to market. Tool occupies a very important position in the entire production process, thereby increasing the utilization of the tool, the tool to effectively manage becomes very important. The tool management system is an important research topic in the field of advanced manufacturing technology, comprehensively enhance the resilience and competitiveness in the market has a very important significance.This paper discusses the tool management system technologies,mainly in the following: (1) analysis of the coding system of the tool,combined with the state of the business, the design of the NC workshop tool coding (2) established a model to add, delete, and statistical tool information. (3) using SQL Server 2008 as a physical database to establish a link between the data.The system has a strong practical and provides an effective tool for enterprises to improve productivity to promote various departments of the enterprise information sharing.Key words:Tool management system; SQL Server;data base目 录摘 要 (III)ABSTRACT (IV)目 录 (V)1 绪论 (1)1.1 课题背景与研究意义 (1)1.1.1 课题背景 (1)1.1.2 研究意义 (1)1.2 刀具管理系统的现状与发展 (1)2 机械车间刀具管理系统的开发技术 (3)2.1C语言简介 (3)2.2 开发工具 (3)2.3 数据库 (4)3 系统功能和需求分析 (5)3.1 系统功能分析 (5)3.1.1 基础数据管理 (5)3.1.2 刀具资源管理 (5)3.2 系统流程 (5)3.3 刀具资源管理工作流分析 (5)3.3.1 刀具订购工作流 (5)3.3.2 刀具出入库流程图 (6)3.4 系统性能需求分析 (8)4 刀具编码技术与数据库设计 (10)4.1 系统结构设计分析 (10)4.2 刀具编码技术设计 (10)4.2.1 刀具分类 (10)4.2.2 刀具编码 (11)4.3 系统数据库设计 (18)4.3.1 数据库设计原则 (18)4.3.2 数据库概念结构设计 (18)4.3.3 数据库逻辑结构设计 (19)5 主要功能模块设计 (23)5.1 系统登陆设计 (23)5.2系统主界面设计 (24)5.3资源管理模块设计 (24)5.4库存模块设计 (35)5.5 用户管理模块设计 (36)6 系统测试 (37)6.1 机械车间刀具管理系统测试概述 (37)6.1.1 测试目标 (37)6.1.2 被测系统特点 (37)6.1.3 被测系统环境需求 (37)6.2 刀具信息管理的测试方案 (37)6.2.1 测试要点分析 (37)6.2.2 测试内容 (37)6.3 测试结果分析评价 (38)7 结论 (39)致 谢 (40)参考文献 (41)1 绪论本章主要介绍了员工信息管理系统的背景和目的,就员工信息管理系统的发展和现状 进行了论述,并且给出了有关员工信息管理系统任务的简单介绍。
基于数控铣削动力学仿真切削数据库系统的设计

数 据库 管理 系统 ,Q evr0 0数 据 库是 一 个多 关 员 提 供 方便 维 护 数 据库 的手 段 ,包 括 对数 据 库 中 的切 削 S L Sr 2 0 e
系数据管理 系统 , 它不仅是一个完整 的数据库 , 而且具 用量进行添加、 修改、 删除等功能。
有强大 的扩展性 。它是 Wi o s n w 操作 系统最为 流行 的 3 软 件解 决方 案 d 数据库 , 比较适合 小型 、 中型或大 型应 用程序 的后 台数
8 《 6 机械工程师 20 年第1 期 07 1
维普资讯
峦圈呵 盥 黝 回 墨墨圆 圆 圆 圆
务 逻辑 在 服务 器 端 (evr实现 , Sre) 形成 三 层结 构 。这 样 就 成 本 和工作 量 。 中间层 服 务器 是整 个 系统 的 核心 , 要完 主
据库 。
本数据库系统软件是在 . t n 框架 下采 用 C 语 言开 e # 发的 , 软件体 系结构 为 BS浏览器/ /( 服务器) 三层体系结
逻辑设计 的 目的是将 图 2的实体联系模型描述 的实 构 , 如图 4 所示。 用户工作界面是通过 www 浏览器来实 极少部分事务逻辑在前端( rw e) Bo sr实现 , 但是主要事 体及其联系转化成 S LSre20 支持的关 系模式 。定 现, Q e r0 0 v
维 设 计 .
义好各输 入输出参变量 的类 型( 数值 型 、 字符型等) 及长
每个 关 系有 一个 主关键 字 ( K , P )生成 关 系模 型 的库表 数据结构模 型是数据库 的基础和核心,是对现实世 度 ,
理切 削用 量 的改 变 , 削 用量 包 括 切 深 、 宽 、 给 和 切 切 切 进
刀具库管理

无
3.规范性引用文件
无
4.流程
4.1刀具的安全库存量定义
4.1.1每月3号前统计前三个月的领用数量。
4.1.2最低库存量 =前两个月领用数量按高领用量÷25天(日期日)×采购周期
若前两个月没有领用,按前第三个月的领用数量为基数。
前三个月没有领用记录,但有项目的刀具最低库存量为2;前三个月没有领用记录也没有对应项目的刀具最低库存量为1
XXXXX有限公司
编号:QP-SP10.01-011
版本/版次:C.1
体系文件
刀具库管理规范
生效日期:2020.08.28
文件更改履历
版本/版次
发布日期
创建/更改说明
编制人/更改人
C.0
2020.07.07
首次发放。
黄明珠
C.1
2020.08.28
增加刀具报废内容
黄明珠
文件评审与确认
评审部门
评审人会签
体系文件
刀具库管理规范
生效日期:2020.08.28
人员按回仓单信息在ERP系统中生成《材料出库单》(负数),仓库管理人员通知采购部退货,并在ERP系统中生成《采购入库单》(负数),刀具由采购部退回至供应商。
4.5刀具领用
4.5.1仓库管理员根据领用人开具的《领料单》发放相应型号的刀具,并更新存料卡,ERP系统中生成《材料出库单》并打印存档。
4.5.2供应商领用刀具,需由采购部部填写《领料单》并签字,根据领用人开具的《领料单》发放相应型号的刀具,并更新存料卡,ERP系统中生成《其他出库单》并打印存档。
4.6刀具回仓
生产中途下机现场刀具回仓,由生产部提供《产品下机刀具寿命记录》,仓库管理人员核对刀具规格型号及数量,确认无误后,更新库存表,并备注旧刀具,保存好《产品下机刀具寿命记录》,下次领用时随刀具发放给领用人。
刀具管理制度

文件编号:TJZG/QG-ZGY04-2014 第1版第0次修改1 目的确保刀具管理规范化、流程化、信息化,降低生产成本,提高加工效率。
2 范围适用于制造供应中心所有刀具。
3 职责3.1工艺院负责刀具定额管理,刀具费用统计分析,年度刀具费用考核,特殊刀具的定制。
3.2制造部负责申购、使用维护刀具。
3.3计划采购部负责按计划采购刀具、库存刀具管理及废旧刀具处理。
3.4质量部负责刀具入库质量检验。
3.5财务部确认刀具费用、生产产值的统计报表。
3.6人力资源部负责执行考核。
4 术语4.1常用刀具经常使用于现场加工的刀具,见《常用刀具规格表》;常用刀具分为易损耗类刀具与不易损耗类刀具。
4.1.1易损耗类刀具指使用寿命较短,容易磨损至无法使用的刀具,包括:钻头、丝锥、刀片、压刀片用螺钉、垫片、焊接车刀、焊接刨刀、整体立铣刀、焊接式三面刃铣刀、铰刀。
4.1.2不易损耗类刀具指使用寿命较长,加工中不易磨损的刀具,包括:镗刀(不包含刀片)、强力铣夹头、钻夹头、有扁尾模式刀柄、无扁尾模式刀柄、丝锥夹头刀柄、莫氏钻夹头、各种接长杆、可转为车刀杆、可转位铣刀、铣刀刀柄。
5 工作内容5.1申购5.1.1刀具计划申购流程:使用部门(制造部)填写需求单→定额部门(工艺院)审核→使用部门(制造部)领导批准。
申购刀具尽量选自《常用刀具规格表》。
5.2库存管理5.2.1入库时,尽量保持包装完好和标识正确,如包装破损,予以修补、标识;尽量避免裸装储存。
文件编号:TJZG/QG-ZGY04-2014 第1版第0次修改5.2.2刀具应存放在货架上,禁止着地;刃具放置时刃削面尽量朝上.避免碰伤。
长轴类刃具,应悬挂放置,减少变形。
5.2.3刀具按规格、型号分类保管,进口刀具与国产刀具分开保管,进口贵重刀具尽量专货位存放。
5.2.4所有刀具建立完整数据库,库房管理人员定期对库存刀具进行盘点,及时更新刀具库。
5.2.5刀具仓管员每月负责分类统计保管废旧刀具。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
1、数据字典:
数据名称数据类型数据长度说明
刀具编号Text 30
刀具名称Text 30
刀具类别Text 12
刀具状态Text 12
刀具所在库编号Text 30
刀具购买时间Date/Time默认
刀具报废时间Date/Time默认
车间编号Text 30
车间名称Text 30
车间类别Text 12
工人编号Text 30
工人姓名Text 12
工人性别Text 4
工人所属部门Text 30
工人所属车间Text 30
机床编号Text 30
机床名称Text 30
机床所属车间Text 30
库房编号Text 30
库房名称Text 30
2.功能模块
刀具信息管理系统
库存管理借还管理权限管理
操作工人编号姓名性别部门属于车间
车间编号车间类别车间名称
3.数据流
录入刀具信
息
刀具资料
刀具管理数据库
录入工人信
息
工人资料
录入机床信息
机床资料
录入车间信
息
车间资料
录入库房信
息
库房资料
查询匹配刀具及库存状
态
录入借出/归还信息
借出/归还申请
更新库存信
息
库存位置最新在库状态录入报废信
息删除库存记
录
报废确认
4.E-R 图
高速钢刀具管理数据流
工号
局部E-R 图
操作工人编号姓名
性别
部门
使用刀具
刀具编号
刀具名称
刀具类别
刀具状态
刀具材料
购买时间
报废时间
返还时间借出时间机床
机床编号
机床名称匹配刀具
刀具编号刀具名称刀具类别刀具状态
刀具材料
购买时间
报废时间
库房库房编号库房名称拥有刀具
刀具编号刀具名称刀具类别刀具状态
刀具材料
购买时间
报废时间
车间车间编号
车间类别拥有机床
机床编号机床名称
车间类别
工号
操作工人编号姓名性别部门属于车间
车间编号车间类别车间名称
拥有
机床
机床编号
机床名称
被使用
刀具刀具编号
刀具名称
刀具类别刀具材料刀具状态
购买时间匹配报废时间
借用时间
返还时间
属于
库房
库房编号
库房名称
全局E-R 图
工号
高速钢刀具数据库逻辑结构设计
以下列出设计中主要关系的逻辑结构:
机床(机床编号,机床名称)
车间(车间编号,车间名称,车间类别)
工人(工人编号,工人姓名,工人性别,所属部门,)
刀具(刀具编号,刀具名称,刀具类别,刀具材料,刀具状态,购买时间,报废时间) 刀具使用记录(刀具编号,工人编号,借出时间,归还时间) 库房(库房编号,库房名称)。