刀具管理系统的设计
木材加工企业刀具信息管理系统设计

m ngm n ss mf od okn t pi s s s bi e ae nV , Q e e 2 0 i l atu c os fh aae etyt r ow ri e e r e iet lhdb s o B S LSr r 0 3wt r e n n tn e e o w g n r s a s d v h e v f i ot
了 O ED L B和 O B , D C 可直接通过 O ED L B获取数据 , 或
数据库名称是 w o , od 其实现步骤 为:
①进入 S L e e20 的E t p sM ngrEt pi Q r r03 S v n rre aae(n rre e i e s
间接地通过 O B D C获取数据 。其 中, 通过 O E D L B与数 据库进行通信 、 问各种数据源具有一定 的优越性 。 访
一
④定义文件的大小和增长率。
1 建表 . 2
种经济 、高效和可靠 的刀具管理方式是 目前很多木 本文以 V 6 B. 0和 S L Sre 2 0 Q evr 0 3软 件 为 开发 工
在数 据 库 w o o d中创建 表 : g ( 具 管 理 表 ) dl 刀 jb 、 cg ( 商管理 表 )sg ( 备管理表 ) l l( sl V b 、 l设 bb 和 j b 零件管 g 理表 ) 等。
To lI f r to a a e n y tm o o d r i g En e p ie o n o ma in M n g me tS se f r W o wo k n t r rs s
LICh n - o J N e - h a g y u, 2 I W iz u
4 0
林 业 机 械 与 木 工 设 备
刀具管理系统方案

刀具管理系统方案引言刀具在各种制造行业中扮演着重要的角色,对于生产质量和效率的影响至关重要。
刀具管理系统的引入可以帮助企业更好地管理和跟踪刀具的使用情况,提高生产效率和降低成本。
本文将介绍一个刀具管理系统方案,旨在帮助企业实现刀具的高效管理。
系统设计功能概述刀具管理系统拥有以下主要功能:1.刀具入库管理:记录刀具的采购信息,包括供应商、价格、数量等;2.刀具借用管理:记录刀具的借用情况,包括借用人员、借用日期、归还日期等;3.刀具维护管理:记录刀具的维护情况,包括维护人员、维护日期、维护内容等;4.刀具报废管理:记录刀具的报废情况,包括报废原因、报废日期等;5.刀具库存管理:实时查询刀具的库存情况,包括当前库存数量、库存警告等;6.刀具使用情况统计分析:对刀具的使用情况进行统计分析,包括使用频率、使用寿命等。
技术架构刀具管理系统采用以下技术架构:•前端:采用HTML、CSS和JavaScript编写,使用Bootstrap框架实现响应式布局;•后端:采用Node.js作为服务器端运行环境,使用Express 框架搭建RESTful API;•数据库:使用MySQL作为主要的数据存储介质。
数据库设计刀具管理系统的数据库包括以下几个主要表:1.刀具表(tools):用于存储刀具的基本信息,包括刀具编号、名称、规格、单价等;2.供应商表(suppliers):用于存储供应商的基本信息,包括供应商编号、名称、联系方式等;3.借用记录表(borrow_records):用于存储刀具的借用记录,包括刀具编号、借用人员、借用日期、归还日期等;4.维护记录表(mntenance_records):用于存储刀具的维护记录,包括刀具编号、维护人员、维护日期、维护内容等;5.报废记录表(scrap_records):用于存储刀具的报废记录,包括刀具编号、报废原因、报废日期等。
系统流程刀具入库管理流程1.用户登录系统;2.用户进入刀具管理模块,选择刀具入库管理功能;3.用户输入刀具的基本信息,包括刀具编号、名称、规格、单价等;4.用户选择供应商,并输入采购信息,包括供应商、价格、数量等;5.系统保存刀具的基本信息和采购信息到数据库,并生成刀具入库记录;6.系统显示刀具入库成功的提示信息。
599_车间刀具管理系统

摘 要我国的刀具管理技术与世界发达国家相比,发展还较为滞后。
在制造业进入 信息化、智能化的今天,用计算机技术实现工艺问题中的刀具选用,和在CIMS 中实现刀具的自动调配、修整、报废、订购和技术统计等问题,已经成为企业降 低使用刀具成本,提高生产效率的重要途径。
为了适应新的市场环境,企业必须 使生产柔性化以快速响应市场。
而刀具在整个生产过程中占有相当重要的地位, 因此提高刀具利用率,对刀具进行有效地管理就变得十分重要。
刀具管理系统是 先进制造技术领域的重要研究课题, 对于全面增强企业应变能力和市场竞争力有 着十分重要的意义。
本文探讨了刀具管理系统的主要技术,主要有:(1)对刀具的编码系统进行 了分析,并结合企业的状况,设计了数控车间的刀具编码(2)建立了添加、删 除和统计刀具信息的模型。
(3)使用 SQL Server 2008 作为物理数据库建立了数 据之间的联系。
该系统具有较强的实用性, 为企业提高生产率, 促进企业各部门的信息共享, 提供了有效的工具。
关键词:刀具管理系统;SQL Server;数据库AbstractChina tool management technology compared with developed countries,is lagging behind. Tool used in the process issues with computer technology, manufacturing information, intelligence, and in CIMS tool automatically deploy, trim, scrap, ordering and technical statistics, has become the enterprises to reduce the use of tool costs,and it is an important way to improve production efficiency. In order to adapt to the new market environment, companies must make the production flexibility to respond quickly to market. Tool occupies a very important position in the entire production process, thereby increasing the utilization of the tool, the tool to effectively manage becomes very important. The tool management system is an important research topic in the field of advanced manufacturing technology, comprehensively enhance the resilience and competitiveness in the market has a very important significance.This paper discusses the tool management system technologies,mainly in the following: (1) analysis of the coding system of the tool,combined with the state of the business, the design of the NC workshop tool coding (2) established a model to add, delete, and statistical tool information. (3) using SQL Server 2008 as a physical database to establish a link between the data.The system has a strong practical and provides an effective tool for enterprises to improve productivity to promote various departments of the enterprise information sharing.Key words:Tool management system; SQL Server;data base目 录摘 要 (III)ABSTRACT (IV)目 录 (V)1 绪论 (1)1.1 课题背景与研究意义 (1)1.1.1 课题背景 (1)1.1.2 研究意义 (1)1.2 刀具管理系统的现状与发展 (1)2 机械车间刀具管理系统的开发技术 (3)2.1C语言简介 (3)2.2 开发工具 (3)2.3 数据库 (4)3 系统功能和需求分析 (5)3.1 系统功能分析 (5)3.1.1 基础数据管理 (5)3.1.2 刀具资源管理 (5)3.2 系统流程 (5)3.3 刀具资源管理工作流分析 (5)3.3.1 刀具订购工作流 (5)3.3.2 刀具出入库流程图 (6)3.4 系统性能需求分析 (8)4 刀具编码技术与数据库设计 (10)4.1 系统结构设计分析 (10)4.2 刀具编码技术设计 (10)4.2.1 刀具分类 (10)4.2.2 刀具编码 (11)4.3 系统数据库设计 (18)4.3.1 数据库设计原则 (18)4.3.2 数据库概念结构设计 (18)4.3.3 数据库逻辑结构设计 (19)5 主要功能模块设计 (23)5.1 系统登陆设计 (23)5.2系统主界面设计 (24)5.3资源管理模块设计 (24)5.4库存模块设计 (35)5.5 用户管理模块设计 (36)6 系统测试 (37)6.1 机械车间刀具管理系统测试概述 (37)6.1.1 测试目标 (37)6.1.2 被测系统特点 (37)6.1.3 被测系统环境需求 (37)6.2 刀具信息管理的测试方案 (37)6.2.1 测试要点分析 (37)6.2.2 测试内容 (37)6.3 测试结果分析评价 (38)7 结论 (39)致 谢 (40)参考文献 (41)1 绪论本章主要介绍了员工信息管理系统的背景和目的,就员工信息管理系统的发展和现状 进行了论述,并且给出了有关员工信息管理系统任务的简单介绍。
刀具管理系统项目规划方案

刀具管理系统项目规划方案项目名称:刀具管理系统项目一、项目背景和目标:随着公司规模的扩大和业务的发展,刀具的管理和使用成为一个繁琐和耗时的问题。
为了提高刀具使用效率和管理精细程度,我们计划开发一个刀具管理系统。
该系统将实现刀具的录入、借用、归还、维修、报废等功能,以便实现刀具的全生命周期管理。
该系统的目标是提高刀具利用率和降低管理成本。
二、项目组织:1.项目经理:负责项目计划的编制、分工的安排、进度的把控以及整体的项目管理工作。
2.开发团队:由开发人员、测试人员和UI设计师组成,分工合作,完成系统开发和测试工作。
3.用户代表:由公司的刀具管理员担任,负责参与需求分析和验收测试。
三、项目计划:1.项目启动阶段:-确定项目目标和范围,明确系统功能和非功能需求。
-成立项目组织,明确各成员的角色和职责。
-进行初步需求分析,制定详细的项目计划和进度安排。
2.需求分析和设计阶段:-与用户代表沟通,了解刀具管理的需求和问题。
-根据需求分析结果,进行系统设计和架构设计。
-制定数据库设计方案,建立刀具信息管理的数据模型。
-进行UI设计,设计系统的界面和操作流程。
3.系统开发阶段:-根据设计方案,进行系统开发和编码工作。
-实现刀具信息的录入、借用、归还、维修、报废等功能。
-对系统进行多次集成测试,确保功能的正确性和稳定性。
4.系统测试和验收阶段:-进行全面的系统测试,包括单元测试、功能测试、性能测试等。
- 与用户代表合作,执行用户验收测试,修复bug和优化系统。
-编写用户手册,为用户提供系统的操作指南和技术支持。
5.系统上线和运维阶段:-配置系统的服务器环境,进行系统部署和安装。
-对系统进行监控和维护,及时处理系统故障和异常。
-定期更新和升级系统,提供更好的功能和用户体验。
四、预算和资源:1.项目预算:根据项目的规模和开发需求,制定详细的项目预算,包括技术人员的工资、软件和硬件设备的购置费用、项目管理费用等。
2.开发资源:确定开发所需的硬件设备和软件工具,保证开发环境的良好运行。
数控刀具管理系统的建设与发展
步加大在培训与技术方 面的投 入 ,以期 获得更好 的经 济效益 。
2 数控刀具管理系统及管理流程 .
数控刀具管理系 统通过 数控 刀具统 一管理 、购置 、
存储实现资源共享充 分提高股 份公 司数控 刀具利 用率 ; 通过集中配刀服务 ,减少加工辅助时 间 ,进一 步提高生 产效率 ;监控数ห้องสมุดไป่ตู้刀具的使用 ,及 时取走 刀柄 ,补充 已
随着数控技术在 机械制造 业的广泛应用 ,如何 充分
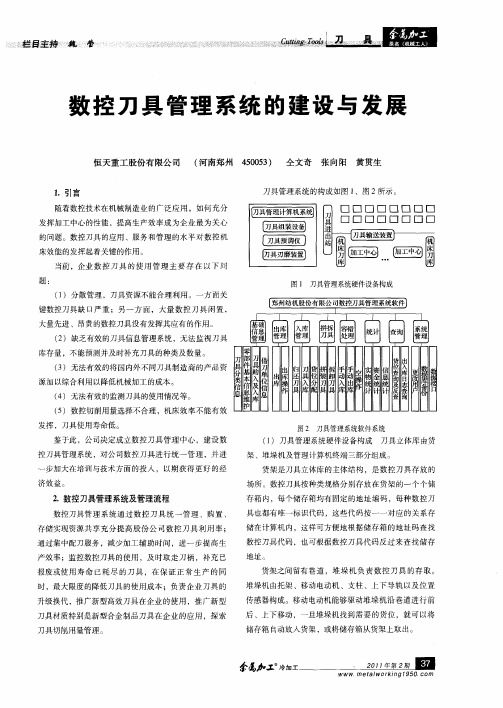
刀具管理 系统 的构成如图 1 、图 2所示 。
刀
发挥加工 中心的性能 ,提 高生产效 率成为企业最 为关 心 的问题 。数控刀具的应用 、服务 和管理 的水平对 数控机 床效能 的发挥起着关键 的作用 。 当前 ,企业数 控 刀具 的 使用 管理 主要 存在 以下 问
( )无法有效的将 国内外不 同刀具制造商的产 品资 3
源加以综合利用 以降低机械加工的成本 。 ( )无法有效的监测 刀具 的使用情况等。 4 ( )数控切削用量选择不合理 ,机床效率不能有效 5 发挥 ,刀具使用寿命 低。 鉴 于此 ,公司决定成立数 控刀具管理 中心 ,建 设数 控刀具管理系统 ,对公 司数控 刀具 进行统一 管理 ,并 进
出立体库。计算机控制系统软件控制界面如图 3所示 。
类型、规格选择最佳刀具配置方案,并记录借刀单位 、使 用机床 、加工产品名称 、件号 、材质等多种附加信息。 人库管理模块可对数控刀具元件 的货位进行分配 ,借 出刀具归还时通过该模块功能进行 自动查询货位并入库。
刀具拼拆模块 可实现 对模 块式刀 具 的拼装 与拆 卸 。
几种刀具元件装配在一起组成 “ 整体式 ”刀具 ,该模块
刀具信息管理系统研究与设计

DOI:10.3969/j.issn.2095-509X.2014.03.012刀具信息管理系统研究与设计刘志忠1,孙怡晓2,杨永茂1,杨 涛1(1.中联重科股份有限公司渭南分公司,陕西渭南 714000)(2.西北工业大学机电学院,陕西西安 710072)摘要:针对目前制造业内刀具管理方式普遍落后的实际问题,应用先进的计算机网络和数据库技术,建立了基于B /S 架构的刀具信息管理系统,通过设计系统架构和功能,集成了模块化刀具选配与刀具管理,完善了传统的刀具管理系统,并依据企业实际库存管理方式建立了库存预警模型,从而有效提高刀具利用率。
关键词:刀具管理;刀具选配;数据模型;库存预警中图分类号:TP311 文献标识码:A 文章编号:2095-509X (2014)03-0045-04 随着制造业机械加工中心的普遍应用,生产自动化程度日益提高,多样化、模块化的刀具被应用到生产加工中。
刀具已成为企业里非常重要的制造资源。
传统刀具管理方式为:工艺工程师根据加工要求查阅刀具资料、查找现场及库房刀具,从而制定选刀方案;生产部门根据该方案到库房领用相关刀具。
由于刀具的品牌、种类和数量的不断增加,新的产品种类逐渐增多,因此单纯依靠人力的传统管理方法就显得十分繁琐和落后,容易造成人力资源浪费、刀具准备时间长、刀具利用率低、生产效率下降,并且不能对刀具使用情况进行有效监控。
为解决传统刀具管理中存在的一系列问题,国内各高校和企业都开展了相应的研究,并取得了一定成果。
这些系统虽然能针对独立刀具全生命周期进行管理[1-2],但还不能满足模块化刀具的选配要求和集成管理。
目前大部分企业为了提高生产效率,降低生产成本,正逐渐增加模块化刀具的使用比例。
由于模块化刀具需组装后方可使用,因此同时解决刀具的选配和集成管理,才能更好实现企业对刀具信息的科学管理。
1 系统架构及开发环境1.1 系统体系架构刀具信息管理系统面向多个部门及大量人员,在构建系统体系时要考虑刀具数据信息的流动和处理。
刀具的一体化管理

刀具的一体化管理一般来说,刀具费用在总的制造成本中所占比例约为3%~5%。
在规模较大的制造企业中,刀具费用的水平可能还不足以引起企业高层管理者的重视,但是,基于整个生产活动的成本分析表明,与刀具采购、供应、管理、使用等流程相关的间接成本可能远远超过刀具本身的购置费用。
这一认识促使许多制造商开始采用刀具全面服务供货方式。
此外,另一个令人棘手的问题是:即便刀具本身的价值并不高,但却可能影响到企业的每一条生产线或每一个柔性制造单元,刀具备货不全是制造企业经常碰到的老问题,许多企业指望通过车间刀具管理来解决这些问题。
但是,仅仅在车间管理层面上解决问题的效果十分有限。
显然,指望通过车间刀具管理来解决问题的观念将刀具管理与工艺设计割裂开了,理所当然地将刀具管理问题仅仅当作后勤供应问题来处理。
考察一下车间经常面临的生产效率低下的原因,就可以发现上述观念的错误。
影响车间生产效率的主要因素包括:1.车间必须管理大量不同类型的刀具组件;2.车间所用刀具来自多种供货渠道,刀具的品种规格存在明显的重复冗余;3.刀具配置方案不一致;将刀具数据输入车间管理系统的方式极易出错。
由此可见,造成车间刀具管理困难的许多因素早在刀具进入车间使用阶段之前即已存在。
事实上,将近70%的车间刀具管理问题均源于工艺设计。
由于刀具配置方案、刀具供货商、刀具技术规格等均在工艺设计阶段即已确定,因此刀具整个寿命周期成本的70%取决于前期的工艺设计。
基于制造企业将刀具应用(包括刀具寿命周期的全过程)从工艺设计问题变为了后勤供应问题这一现实,人们提出了一种全新的概念——刀具一体化管理。
在工艺设计阶段,刀具应用属于工艺创新的范畴;而在加工制造阶段,刀具应用则变为提高机床加工效率的驱动力。
设计和制造分属两个相对独立的领域,虽然可对它们各自的信息流进行优化,但一般来说,这两个领域彼此之间并不将对方视为自己的消费对象。
设计环节难以为制造环节提供附加价值服务;反之,制造环节也缺乏将其经验与需求反馈回设计环节的渠道。
第五章 刀具储运及管理系统
图3-26(见教材)所示为一中央刀库,标准化的 刀具存储架在地面上一字排开,供机器人移动的导 轨与存储架平行。 刀具在存储架上水平放置,如图3-27所示。由刀 托的中间格进行铀向和径向定位,周向定位靠一个 定位销。
五、机床刀库及换刀机械手
机床刀库有固定式和可换式。固定式刀库不能从 机床上移开,库中的刀库容量较大(40把以上)。可 换式刀库可以从机床上移开,刀库容量一般比固定 式刀库要小。 一般情况下,机床刀库用来装载当前工件加工所 需要的刀具,刀具来源可以是刀具室、中央刀库或 其他机床刀库。机床刀库的容量以满足一个复杂加 工程序对刀具的需要为原则。一般应根据典型工件 的工艺分析来确定刀库的容量。根据使用经验,立 式加工中心选用20把左右刀具容量的刀库,卧室加 工中心选用40把左右刀具容量的刀库。容量太大导 致成本高、故障率高、刀具编程及管理等困难。
图5-19 HSK刀柄与主轴联接结构与工作原理
三、刀具快速、自动更换和尺寸预调 (一)刀具快换或自动更换
1.刀片转位或自动更换
为了减少换刀时间,数控机床一般都使用可转位 刀具。中等精度刀片适用于粗加工,精密级刀片适 用于半精加工。在精加工时仍需尺寸调整。
2.更换刀头模块
生产中正在 推广使用模块 式车削类工具 系统。 图5-1所示。径 向和轴向精度 分别为2微米和 5微米,自动换 刀时间为2秒。
第二节 刀具准备与储运系统
一、刀具准备与储运系统的组成 刀具准备与储运系统由下列部分组成: 刀具组装台、刀具预调仪、中央刀库、机 床刀库、刀具进出站输送装置和刀具交换机 构、刀具计算机管理系统等组成。图3-24是 刀具储运系统的示意图。
二、刀具预调
组装好一把完整的刀具后,上刀具预调仪按刀具 清单进行调整,使其几何参数与名义值一致,并测 量刀具补偿值。 如刀具长度、刀具直径、刀尖半径等,测量结果 记录在刀具调整卡上.随刀具送到机床操作者手中, 以便将刀具补偿值送入数控装置。在FMS系统中,如 果对刀具实行计算机集中管理和调度,要对刀具进 行编码,测量结果可以自动录入刀具管理计算机, 刀具和刀具数据按调度指令同时输送到指定机床。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
刀具管理系统的设计周洪燕,宿文玲,于海宏(哈尔滨量具刃具集团有限责任公司,哈尔滨150040)摘要:介绍了一套刀具管理系统,具有完善的刀具数据库管理功能,能够灵活、高效地对不同生产厂家、不同类型的刀具进行库房管理,具有丰富的库存统计功能,可以满足用户对刀具管理的各种需求,显著地提高机床的利用率,提高智能化管理水平。
关键词:刀具;管理;智能化中图分类号:TP311.52文献标志码:A文章编号:1002-2333(2017)12-0126-04Design of Tool Manager SystemZHOU Hongyan,杂哉Wenling,YU Haihong(Harbin Measuring&Cutting Tool Group Co.,Ltd.,Harbin150040,China)Abstract院This paper introduces a kind of tool manager system.It has perfect tool database manage function.It can manage different type of tools from different manufacturers.It has stock statistics function.It can satisfy user's any requirements for Tool manage,improve use ratio of machine and intelligent manage level.Keywords:tool;manager;intelligent0引言随着现代工业的发展,人工成本的急剧增加,精细化管理越来越引起人们的重视。
据统计,在众多的制造企业的生产过程中,间接的刀具费用占制造成本的30%。
16%的计划作业停止是由于缺乏刀具造成的,30%~60%的刀具库存不在控制之中,20%的机械师时间花在查找刀具上,40%~80%的监督人员时间花费在寻找合适刀具上。
由此可以看出,刀具管理在现代加工企业的生产现场管理工作中所占的比重非常大。
刀具管理部分成了制约企业加工能力的瓶颈,那么刀具管理系统的开发势在必然。
近年来,刀具管理软件已经越来越引起众多大企业的重视,许多大企业也相继开发了自己的刀具管理软件,主要有英国CTMS公司、美国Cincinnati Milacron公司、德国的Zoller公司、瑞典的Sandvik公司。
国外的刀具管理软件功能都很完善,而且各有其优势,但是价格高昂,难以被大多数企业接受。
目前,国内刀具管理系统的研究起步比较晚,现有的刀具管理软件产品,绝大多数由企业和科研院所根据企业的实际需求编制,主要目的是实现刀具信息的计算机管理,功能单一,大部分只是着眼于刀具管理系统的某一方面,主要解决刀具的库存管理以及借入、借出等简单的动态管理。
Kelch公司是哈量的全资子公司,主要生产两大类产品:刀柄和刀调仪,刀柄是用来装卡刀具的,刀调仪是用来测量刀具参数的,应该说Kelch公司的产品和刀具具有完全的相关性。
在销售刀柄和刀调仪的过程中,客户也提出了购买刀具管理软件的需求,甚至于将订单和刀具管理软件进行绑定,因此,开发具有我公司自主知识产权的刀具管理软件也是我公司的重要发展战略。
此套刀具管理系统是一款根据我公司对刀具管理的实际需求自主开发的专业的刀具管理系统,用智能的管理系统来取代传统的落后的人工管理方式,显著提高刀具的管理水平。
本系统着力于刀具的库存管理、刀具的2D/3D模型管理、造型管理、加工方案制定等功能,集合各家刀具管理软件的优点,其软件的起点是国际先进水平。
此刀具管理软件系统发布版本目前已经完成,是一套比较成熟的刀具管理软件,对刀具的使用、存储进行管理,能够满足生产和使用厂家及经销商目前的迫切需求,打通目前企业中刀具管理制约加工能力的瓶颈,降低刀具管理成本及人工成本,大大增强企业的核心竞争力。
1刀具管理系统的主要功能模块VS2012是微软公司推出的开发环境。
是目前最流行的Windows应用程序开发环境。
C#是微软为.NET Framework量身订做的程序语言,C#拥有C/C++的强大功能以及Visual Basic简易使用的特性,并且面向对象的设计思想也是最强大的。
是目前可视化和面向对象最强大的开发工具。
本软件采用VS2012作为开发平台,C#作为开发语言,Access作为数据库开发工具,EDrawing2008插件作为TooIM刀具管理系统工具管理制造管理基础数据辅助功能工具管刀具管加工方使用记库存管用户管设备管供应商管仓库管数据库联组件导打印输基金项目:国家重大科技专项(2015ZX04005-008)的开发模式,开发出此刀具管理软件。
Microsoft Office Access 是微软发布的一款数据库应用的开发工具软件,具有强大的数据处理、统计分析能力,其最大的优点是简单易学,低成本地满足了软件开发人员的实际需要。
刀具管理系统将组件信息、刀具信息、加工方案以及其他相关信息存储在Access 数据库中,然后读取此数据库中的内容,对组件、刀具、加工方案等进行显示和管理。
系统共细分为4大模块,包括3个管理功能模块及1个辅助功能模块,如图1所示。
1.1工具管理模块工具管理模块包括组件管理和刀具管理。
组件管理模块的主要功能是管理组件的名称、组件描述、符合的Din4000标准等基本信息;加、删除DXF 和STL 格式文件并显示2D 、3D 图形;编辑组件的机器端和切削端符合的规格类型的装配信息;编辑与刀调仪相关联的数据信息。
刀具创建是通过组合两个或多个已建立好的组件来实现。
创建新刀具时,在选择了一个组件后,系统通过过滤只显示能够与之配合的组件,可连接多个组件最终组成一把刀。
刀具管理模块的主要功能是编辑刀具的名称、刀柄类型等基本信息;显示组成该刀具的所有组件及组件的存储位置、库存量;显示组合后刀具的2D 、3D 图像;编辑与刀调仪相关联的数据信息。
1.2制造管理模块制造管理模块包括编制加工方案、使用记录和库存管理。
编制加工方案是指导操作人员选取刀具。
从刀具仓库中选择出加工所需要的刀具,并为每个刀具指定在机床刀库中需要放置的位置,将设计好的方案通过网络发送至刀调仪和机床中,机床操作人员按照方案进行刀具检测、刀具预调和加工。
本系统会实时监督加工状态,加工完成后,技术人员可通过本系统指导操作人员处理刀具,存放在机床刀库中或将整个刀具返回刀具库或废弃,也可拆分成组件返回组件库或废弃。
使用记录可以显示组件、刀具、加工方案的使用记录。
库存管理可以查看、编辑每个组件和刀具的库存信息。
包括查看、编辑工件的存储位置,库存量,订购量,最小剩余量,供应商,所在库房等信息,定义危险库存量。
1.3基础数据管理模块基础数据管理模块包括用户管理、设备管理和供应商管理。
用户管理可添加、修改、删除用户,并对每个用户设置功能权限,实现不同用户可操作不同的功能。
设备管理可以添加、修改、删除机床设备,包括设备的图片、机床主轴、旋转轴等基本信息的管理。
供应商管理就是对供应商资料信息的管理,添加、修改、删除供应商的资料信息。
1.4辅助功能模块辅助功能模块包括数据库管理、组件导入以及打印输出功能。
本套刀具管理系统中所有的组件信息、刀具信息、加工方案以及其他相关信息都存储在数据库中,使用数据库管理不仅具有备份功能,而且多用户可以通过网络操作同一个数据库,实现了数据共享功能。
组件导入模块针对用户已有的刀具规格资料,快速导入,无需重新输入,提高了工作效率。
本系统中组件列表、刀具列表、加工方案列表等信息都可以实现打印输出。
所具有的功能以外,还有以下几大关键特点,同时也是本系统的几大亮点,开发人员经过反复研讨实验最终实现了以下功能。
2.1面向对象软件采用面向对象的开发技术,团队开发模式,设计代码充分考虑了可维护性、可复用性、可扩展性等原则。
易于日后功能的修改和扩展。
软件界面左侧增加了导航界面,包含三大功能模块及模块中的具体管理功能,从导航栏可以轻松进入用户希望的管理功能中,右侧显示的内容根据左侧选择的功能而改变。
软件界面美观,操作简便,容易学习,如图2所示。
2.2动态管理刀具本系统管理刀具非常智能、灵活。
组件就类似于积木,规格型号符合Din4000标准。
一把完整刀具通过组合两个或多个规格类型相搭配的组件组合成。
在添加一把新刀具时,当用户选择了第一个组件后,在添加下一个组件时,系统会自动过滤仅显示与此组件相配合的组件,保证组合刀具的正确性和方便性。
无论组合还是拆分刀具,可以从系统中快速查询组件、刀具变化后的实时库存量,并有危险库存提醒功能,当组件或刀具的库存量低于设置的最低水平时,系统将不允许再使用该工件。
2.3二维、三维图形显示针对每个组件,可添加二维DXF格式文件和三维STL 格式文件。
由于刀具是由组件组合而成,形成刀具后,系统读取所选组件的DXF文件和STL文件,根据读取的尺寸自动拼接出刀具的二维和三维图形,使用户可以对组件和刀具的尺寸、形状一目了然,这是本系统优于国内外同类型软件的一个重要功能。
组合后的刀具二维图形如图3所示,三维图形如图4所示。
2.4编制多个加工方案指导加工本系统能够单独使用,也可以和刀具预调仪软件联合使用,能够编制加工方案指导操作人员选取刀具进行加工是本系统的一个重要特点。
技术人员在本系统中设计好加工方案,即从刀具仓库中选择出加工所需要的刀具,并自动或手动为每个刀具分配在机床刀库中需要放置的位置,如图5所示。
机床操作人员按照方案进行刀具检测、刀具预调和加工。
本系统会实时监控刀具当前的状态,并用不同颜色的方案名称表示方案的不同状态,包括“未发送”,“已发送待处理”,“处理中”,“已完成”4种状态。
当识别到刀具完成加工后,技术人员在本系统中指导操作人员处理使用后的刀具,存放在机床刀库中或将整个刀具返回刀具库或废弃,也可拆分成组件返回组件库或废弃,如图6所示。
技术人员可同时编制多个加工方案,发送至多个刀调仪或机床中,大大提高效率。
2.5组件导入针对不同用户所使用刀具不同的情况,为了方便用户输入已有的大量刀具资料,本系统提供了组件导入的功能。
用户在系统中对Din4000标准的相关尺寸一一设置户已有的所有刀具资料。
3结论从世界范围来看,无论是在国内还是国外,在实际生产中,大量的刀具需频繁地在库房与机床、刀具库房与刀具刃磨车间及机床之间交换和流动。
能否对刀具进行有效管理,不仅影响机床的使用和生产效率,也会影响加工成本。
传统的靠人工在纸张上记录和管理刀具的借入、借出、归还和使用的刀具管理方式已经不能满足目前企业产品的设计和生产的需要。