枪钻的设计与应用讲解
深孔加工的王者,枪钻!
深孔加工的王者,枪钻!Part11.定义孔加工一般分为浅加工和深加工两类,这个定义没有标准的界定范围。
按照行业专业角度去评测是否属于深孔加工,一般我们定义深度与直径之比L/D>5,在长径比L/D=5-10时候仍可用一般深孔麻花钻,当L/D≥20的时候就必须用专用深孔刀具。
但是,深度与直径的比越大,深孔加工的难度也就越大,铁屑排出和冷却液流量的选择等一系列问题也会随之产生。
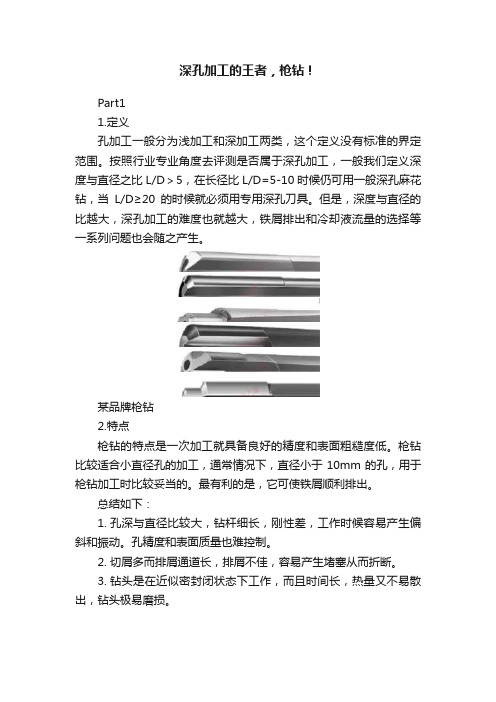
某品牌枪钻2.特点枪钻的特点是一次加工就具备良好的精度和表面粗糙度低。
枪钻比较适合小直径孔的加工,通常情况下,直径小于10mm的孔,用于枪钻加工时比较妥当的。
最有利的是,它可使铁屑顺利排出。
总结如下:1.孔深与直径比较大,钻杆细长,刚性差,工作时候容易产生偏斜和振动。
孔精度和表面质量也难控制。
2.切屑多而排屑通道长,排屑不佳,容易产生堵塞从而折断。
3.钻头是在近似密封闭状态下工作,而且时间长,热量又不易散出,钻头极易磨损。
专机实际应用Part23.结构枪钻是由枪头,枪杆和钻柄构成。
枪头常用的是硬质合金材料,枪杆是有高强度的合金管压制而成,枪柄是将钻头和机床连接起来的部分。
枪钻有两条主切削刃和一跳副切削刃,靠近钻心的叫内刃,另一条称之为外刃,其交点称之为钻尖。
专业名称4.角度钻尖几何参数的选择。
枪钻钻削主要取决于外刃角φ外,内刃角φ内及钻尖的偏心距。
钻尖角2φ[2φ=180°-(φ外+φ内)],一般来说较硬的材料需要用较小的钻尖角,较软的材料则需要交大的钻尖角,无论钻尖角度如何,外刃角和内刃角的选用必须保证钻头在切削时的径向分离和主切削力能合理的作用在钻头的支撑区上,以便起到挤光孔表面的作用。
切削刃的交点位置距离钻头中心一般为1/4直径。
根据硬质合金枪钻受力平衡分析,要求外刃径向切削力等于内刃径向切削力,但实际加工过程中很难保证。
为了避免钻孔偏心,只有外刃径向切削力大于内刃径向切削力,才能使径向合力始终作用于待加工表面。
[机械设计自动化精品] 枪钻结构优化设计与受力分析.
![[机械设计自动化精品] 枪钻结构优化设计与受力分析.](https://img.taocdn.com/s3/m/117a8274bceb19e8b9f6ba9a.png)
枪钻的优化设计与受力分析随着科学技术的进步,深孔加工技术已经运用到各机器制造部门,特别是在重型机械制造中,能否掌握它,运用自如,将对生产起着决定性作用。
本设计介绍了深孔加工刀具中最常见的枪钻,通过对国内外枪钻的比较,分析了枪钻的结构,对枪钻的各个结构进行了系列化设计。
然后对枪钻进行了较为详细的受力分析,。
同时用Pro/E 应用软件作出典型枪钻的三维造型,并用有限元分析软件对枪钻进行分析,得出应力分析结果,对枪钻进行优化设计。
关键词:深孔加工,枪钻,优化设计Optimal design and Stress Analysis of gun drillAbstractWith the progress of science and technology,deep hole processing technology has been applied to the machine-building sector。
Especially in the heavy machinery manufacturing, the ability to master it will play a decisive role in production.This design introduces deep hole machining tool of the most common gun drill。
By comparison of gun drill at home and abroad,we analyzed the structure of the gun drill,and have all the structure of the gun drill a series design。
Then we conducted a drill on the gun more detailed stress analysis,and according to the situation we stress analysis, optimal design of the gun drill。
枪钻基础介绍

钴领EB 80枪钻不同的头部型式
E G
通用型
适合所有一般材料 但孔公差较紧 注: 直径不可测量
特殊型式
适合所有材料 但孔公差较紧
特殊型式
A
适合所有材料 且加工状况不理想 的情况
C
标准型
适合难加工材料
i.e. 高合金钢
D
特殊型式
加工灰铸铁.
by KL
EB 80的内冷孔型式
• Ø 2,0 – 6,5 mm 腰圆孔
比较硬的材料
by KL
by KL
枪钻在加工中心上加工深孔
2. 深孔加工
工件 冷却循环
• 低速进入 n=200 rev./min (大约) f=500 mm/min (大约) • 打开冷却液 • 提高转速 • 进刀(不能有爬行) • 到深度时关闭冷却液 • 停转然后快速退刀
by KL
高压泵 过滤
应用举例: 加工中心上使用枪钻
by KL
钴领的枪钻修磨机
TBM 116
通用型; 手工操作
TBV 116
只能用于直径为 Ø 3 – 30 mm的单槽枪钻
DSS 125
双层金刚石砂轮 分别用于粗 精磨
by KL
EB 100的应用举例
工 件: 工件材料: 孔流 径: 孔 深: 线速度Vc: Feed: 钻深46,5 x D 油泵 C45 1,45mm 67,5mm 91m/min 0,006 mm/rev.
精度高
- 用胶水粘接而成
Байду номын сангаас
- 柄可重复使用
- 采用钴领自己的硬质合金材料
- 内冷孔大,冷却好
金属切削刀具介绍----枪钻
庆铃五十铃(重庆)发动机有限公司
QINGLING ISUZU (CHONGQING) ENGINE CO.,LTD
刀具知识讲义
三、枪钻应用
4、切削参数方面 ◆使用时应正确选取切削用量。一般情况下,切削速度:V=1.1-1.65 m/s, 进给量:s=0.015-0.03 mm/r,且进给量应两头小中间大。根据工件材质合 理选用切削用量,以控制切屑卷曲程度,获得有利于排屑的C形切屑。 ◆加工高强度材质工件时,应适当降低切削速度V。进给量的大小对切屑 的形成影响很大,在保证断屑的前提下,可采用较小进给量。 5、刀具方面 ◆钻尖几何参数的选择。枪钻钻削主要决定于外刃角φ外、内刃角φ内及钻 尖的偏心距。钻尖角2φ[2φ=180°-(φ外+φ内)],一般来说较硬的材料需 要用较小的钻尖角,较软的材料则需用较大的钻尖角,无论钻尖角度如何, 切削刃的交点位置距离钻头中心一般为1/4直径。根据硬质合金枪钻受力平 衡分析,要求外刃径向切削力等于内刃径向切削力,但实际加工过程中很 难保证。为了避免钻孔偏心,只有外刃径向切削力大于内刃径向切削力, 才能使径向合力始终作用于待加工表面。所以,一般用于加工铸铁和普通 钢材时取外刃角φ外=30、φ内=20。它的内、外刃前角为0º ,后角 α0=10º~15º ,并磨成双重后角。
庆铃五十铃(重庆)发动机有限公司
QINGLING ISUZU (CHONGQING) ENGINE CO.,LTD
刀具知识讲义
枪钻结构及应用
发动机刀具工具部
庆铃五十铃(重庆)发动机有限公司
QINGLING ISUZU (CHONGQING) ENGINE CO.,LTD
刀具知识讲义
一、深孔加工介绍 二、枪钻介绍 三、枪钻应用
枪钻的设计与应用讲解

f hmin 2 t an 02
上式中f-进给量 02 -内刃后角 h min 0.005 0.01D 计算结果表明: 生产中常取 h min 0.005D(钢件)近年来发展 加工钢件的钻头为例D=20: 则h=0.005×20=0.1, 即前刀面低于中心 0.1(芯棒=0.1×2=0.2) (铸件最好控制在h=0.3~0.4)
枪钻的设计及应用
主讲人:刘继安
枪钻的设计及应用
一、枪钻的外形 二、枪钻刀头的组成部分设计及几何参数 三、枪钻刀头材料 四、枪钻刀头刃形标准形状及参数 五、目前国际常见刀头结构发展 六、钻杆部分参数
枪钻的设计及应用
七、导向和支承 八、冷却液的流量及压力 九、切削二、普通机床的改装
导向块形状:图10 导向块周边均应倒角且光洁 图中“b”尺寸按直径大小 而定
导向块形状不可忽视它有以下影响: a.防止划伤孔加工表面 b.有助于形成油膜有助于润滑,从而使导向块获得充 分的润滑,从而使导向块对孔表面粗糙度及刀具寿命 都有极大好处。 刀头长度L视直径大小而定通常选为35~50mm。由其是 当加工十字贯穿孔选的长些,才能获得平稳切削。 (2)刀头外径D-外径尺寸,它影响孔加工精度,但尚 需有高刚性钻杆,机床等多方配合,孔的公差可达 IT6-IT8级,而刀头直径D制造公差可达IT6-IT7级。
图6
中间芯棒的形成有它一定的作用: a.可减少轴向力 b.可减少孔中心线的偏移 c.再加上有二个导向部分,更有利于钻削,支承
芯棒直径不能过大,便于拆断可同切屑一起排出。
一般芯棒直径不大于0.4mm,现在有些厂家在生 产时控制在0.2~0.25mm,有的控制在0.1~0.3mm左 右(钢件),铸铁可稍微大些但不能大于0.5mm。 如果计算中心处芯棒是在作螺旋运动,其方法如下公 式⑤:
浅谈深孔加工刀具枪钻

本文链接:/Periodical_jxgybzhyzl201006007.aspx
面的作用。根据硬质合金枪钻受力平衡分析,
要求外刃径向切削力等于内刃径向切削力,但
实际加工过程中很难保证。为了避免钻孔偏
心。只有外刃径向切削力大于内刃径向切削
力,才能使径向合力始终作用于待加工表面。
一拖加工零件主要为灰铸铁零件。因此一般选
取外刃角为30。。内刃角为200。
钻尖有很小的倒锥度并且直径较刀身略
通过以上分析,我们不难看到。高压冷却 系统和大行程的数控机床是枪钻加工技术在传 统制造企业应用的瓶颈。因此许多企业在批量 加工时.都选用深孔加工专机或者将普通机床 改造用于加工深孔。目前已有改进型高压冷却 液系统批量供应市场。一些机床制造厂商已开 发出用于加工小深孔的冷却液增强泵和高压循
环单元。可调压力泵最高能以3000Pa压力传 输冷却液。
大。可以保证钻身在切削孔内自由旋转而不会
磨擦孔内壁的切削表面:
根据不同要求。刃部有单圆孔、肾型孔和
双圆孔的通道同刀身的油道连接。高压的冷却
液可以通过此通道到达切削点。并将切屑带出
工件。
(2)钻杆
钻杆通常呈。V”型结构设计。外径略小
于钻尖,钻杆必须有足够的强度以便在较小的
扭转变形下提供切削所需的扭矩。同时钻杆也
4切削液的选择
枪钻的切削液选用非常重要。切削液质量 好坏将直接影响到被加工孔的精度。一般枪钻 用切削液应有极压添加剂。以保证在高压下形 成油膜。防止产生干磨。切削液的粘度与钻孔 直径有关。直径越小,粘度越低。送往枪钻切 削区的切削油和一般机械加工相比具有压力 大、流量大、过滤精度高的特点。流量应随孔 深的增大而增大。以保证切削油有更大的流
深孔钻加工的一个详细说明(枪钻功能)

在深孔加工环节中孔的偏斜度,是深孔加工质量一个重要的技术指标。特别是在实际过程中,对零件的加工要求越来越高,对偏斜度相应的提出了更高的要求。尤其是深度较深的孔,如何控制孔偏斜量就显得尤为重要了。切削参数的选择是否合理对偏斜度也有一定程度的影响。在不影响生产进度的情况下,不宜采用大的走刀量。走刀量的加大会对孔的偏斜带来负面影响。
直线度:1/1000
同心度:1/1000或更好
孔直径公差:±0.0127mm
光洁度:4Ra
适用于交叉孔、平底盲孔
重复性好
可实现一次贯穿的加工方式
(详情了解:) 文章作者:姚树芳
为避免刀具过热发生变形影响加工精度和延长其使用寿命,通常使用切削液。要解决减少或免除切削液带来的问题,刀具镀层不仅应使刀具具有长寿命,且应有自润滑的功能。类金刚石涂层的出现在对某些材料的机械加工方面显示出优势,但经过多年的研究表明类金刚石涂层的内应力高、热稳定性差和与黑色金属间的触媒效应使SP3结构向SP2转变等三种缺点,决定了它目前只能应用于加工有色金属,因而限制了它在机加工方面的进一步应用。
专业的枪钻系统由深孔钻机、单刃或双刃的枪钻及高压冷却系统组成,使用时,枪钻钻头通过导引孔或导套进入工件表面,进入后,钻刃的独特结构起到自导向的作用,保证了切削精度。
冷却液通过钻头中间的通道到达切削部位,并将切屑从排屑槽带出工件表面,同时对钻刃进行冷却和对背部的支撑凸台进行润滑,从而获良好的加工表面和加工质量。
目前刀具产品除了提高使用寿命外还要求减少切削时的污染,尽可能使用干切削。在不能完全取消切削液的时候,尽量做到其中只含防锈剂而无有机物,这样可以使循环回收的成本大为降低。
可转位刀片式枪钻在深孔加工中的应用

( 3)加 强 刀杆 强 度 。采 用 强
表2 新刀具试验情况
试验次数
试验 1 试验2 试验 3
度等 级 更 高 的 刀 杆 ,提 高 枪 钻 刚 性 ,防止加工时 刀杆断裂 。 ( 4 )改 善断 屑效 果 。优 化 切 i I i I j _ 厂 J 1 : 1 形式 ,改变 铁 屑形状 ,使其
发 r- 歉油 牦低 、动 力强 、” r 靠性 的 掣柴油机 ,深得 用 』 , 菏睐 ,
,
侧固锁紧 。
I I -
、
: 体 上钉 睹 多} } { j 冷却 水道或
J J I l [ 案分析
1 . 加工条件
加工设 备 :德 国G ROB G7 0 0  ̄ J ,
小, 设 计 案 I t , r 放弃 . 广传统 的
内 冷 流 量 压 力 :7 5 L / mi n,
4 MP a 。
工中心 。 枪 钻 : 单 刃 焊 接 枪 钻
2 6 a m ×5 r 4 6 mm 。
专 川帆l 求方 案 ,而 采 用德 嘲 进 口 GROB高速加 心 加 工 ,但 经常
切削 液 :F UCHS 水 性 ? L f 匕
i (  ̄ E COCOOL 6 8 CF 2 W ,乳 化液浓 度 :8 %~1 0 %。
滑 汕道深 孔 要 加工 , I 1 l 嚷面 2 6 m1 3 1 ×2 7 5 mi T l 就是其『 } 】 之 一。
为提 " 设 备 利 川 率 ,减 少 投 资 成
削 刀 ,耐磨 性更 好 ,错 齿式 布置 ,
将2 6 mm内铁 屑分为6 段 ,相 比原枪 钻4 段 ,铁 屑更短 ,加之 刀片 前有 压制断 屑槽 ,更 有利 于排屑 。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
图4
二、枪钻刀头的组成、设计及几何参数
刀头是枪钻的主要部分,它直接影响加工质量,刀具寿 命。 枪钻刀头的组成:有二个切削刃,其这二个切削刃相交 处为钻尖,这二个切削刃称为内刃和外刃,分别具有内外 角。
1.内外刃的内外角与钻尖的关系
图5:枪钻刀头切削部分要素
在设计上必须保证钻削是径向力接近平 衡(图b),并使切削刃的合理分布在 钻头的两导向块之间,因此,作用在外, 内刃上的径向力分别为:
(3)刀杆外形与刀头的外形对称问题: 理论上要求对称度误差越小越好,对使用效果也越理想, 但实际上做不到其原因是: a.刀杆长度太长甚至2~3米,甚至个别还长。 b.即便刀杆不十分过长,焊后精加工刀头但圆磨加工 中也有一定误差。 c.个别由于多种原因刀头精加工后才进行焊接,这时 对称度更有困难。(见下图)
经过上面分析得出:通常刀具偏移中心距离—e=D/(35),现常取e=D/4,对于加工结构钢和铸铁取Kr2=20°, Kr1=30°~40°。
图a
图b
图c
由图a不难看出:外刃径向力过大,使作用于导向 块得挤压力加大,摩擦增大会使加工表面恶化,热量 增多。
图b内刃径向力增大,会引起孔的直线外刃径向力相等或者外刃径向力稍许大 于内刃径向力,而取e=D/4时工作状态良好,同 时又防止了钻头中心处切削速度为零,挤压被切削材 料,诸多因素钻尖e要取一个适当的距离。
刀头与刀杆对称度最好控制在0.1-0.2视直径大小 有关,因刀杆与刀头最大尺寸有一定差值,况且直径 越大其两差值也大,否则无法使用。 总之,当刀头直径在可能条件力争焊后再进行精加 工,外刃及其刃形和各部后角。 为了保证孔加工精度,其刀头上有分布合理的导向 块,形成二个导向块和外切削刃的刃带三点固定圆, 起自行导向作用,见图4:
外排屑深孔钻(刀片焊接式),当直径大于φ 30时采用
K
头部整硬(焊接式)枪钻,当直径小于φ 30时采用
机夹式枪钻:
刀片及导向块均可换 使刀体寿命大大延长 对枪钻结构来讲:比较先进,直径大于φ20时均可采用
3.关于刀头尺寸及形状何时加工 (1)最好刀头与刀杆焊接后进行精加工外径尺寸及几 何角度,这样可以使刀头与刀杆对中,这样要求在精 磨各部位尺寸及形状时再研磨要有一个专用夹具,进 行磨削,因刀杆是有120°槽况且长(后面有支承架)。 现在有不少专业企业将φ20以下的枪钻均将刀头焊在 刀杆上而后在圆磨床加工外径及倒锥,这时刀头与钻 杆外径同心度控制在不大于0.05mm以内,甚至还可 以更小些。当外径及倒锥合格后取下,再在普通工具 磨床或专用刃磨机加工钻头前部各部刃形及后角。 (2)也有厂家将刀头全部精磨到图纸要求是并经检验 合格后再焊接,焊接后只是打磨焊口及校正。这时最 大缺点:刀头与钻杆同心度不易保证。 钻杆的误差总比上面方法要差些,可是据了解目前国内专 业厂家仍采用此办法,因刀头直径大,普通圆磨床主 轴孔穿不过去所致。
枪钻的设计及应用
主讲人:刘继安
枪钻的设计及应用
一、枪钻的外形 二、枪钻刀头的组成部分设计及几何参数 三、枪钻刀头材料 四、枪钻刀头刃形标准形状及参数 五、目前国际常见刀头结构发展 六、钻杆部分参数
枪钻的设计及应用
七、导向和支承 八、冷却液的流量及压力 九、切削用量的选用 十、加工质量保证的条件 十一、机床的选用 十二、普通机床的改装
由上图可见:枪钻是由钻杆尾部将油冲入钻杆内部 进行冷却和润滑,帮助排屑,然后再将切屑与冷却液 一起顺着“V”槽排入油箱中。 钻头大部分为硬质合金,其中有整体硬质合金或者 用刀片焊接在刀头的体部上,近年来又发展为不重磨 式的机夹刀片,个别也有采用高速钢制造,但现代很 少采用。
2.连接形式(国际上的连接形式):
枪钻可用在多种机床上
①最早一般均在专用深孔加工机床上使用 ②也适用于普通车床改装 ③更适用于数控设备加工中心上使用。
枪钻可加工通孔,也可加工盲孔、阶梯孔、交错孔、 半圆孔以及叠层孔等;枪钻不仅可以加工深孔,也可 以加工浅孔。
一、枪钻的外形
1.枪钻包括带有“V”形切削刃和一个或二个冷却孔的钻 头,钻杆及适用于某种设备而设计的传动器三部分组 成,见图1:
枪 钻
枪钻——外排屑深孔钻,是深孔加工专用刀具中最 早的(50年代)一种专用刀具。它是靠冷却液的压力 将切屑推出,为了保证孔的精度,除了切削刃外还应 有导向块,枪钻是小直径深孔加工唯一方法。适用范 围广泛,适用于加工汽车、船舶热压抗震零件,更适 宜加工军品部件。 近年来枪钻头部改为整体硬质合金,尺寸小到φ 1mm, 一般在φ 2mm以上,适用于钻孔深度与孔径之比大于 100小于250的特深孔。
D FP F sin P e sinr1 1 1 k1 f 2
„„①
„„„②
FP 2 F2sinr 2 P f e sinr2
FP 其中: 1 , FP 2 ——内外刃的径向切削力 f—进给量
为使径向力平衡,需(公式①)式等于(公式②)式,获得结果如下: D Pf e sinKr1 P f e sinK r 2 „„③ 2
焊接
螺纹连接
旋转限位
V形槽、螺钉栓紧
现目前各国联接形式多数为钎焊,V形焊,见图3:
①小直径用铜焊 ②中等直径用气焊 ③大直径用电焊 ④现在国内的专业 厂家均采用立式高 频焊(改制)
绝大多数厂家采用“Ⅰ”形式,因有优点,刀头与 钻杆比较容易对中;个别厂家也有采用“Ⅱ”形式, 但应用焊接夹具将钻头及钻杆装夹对中。对中后先焊 两点固定后将夹具去掉再焊接周边。
整理后得到:
e
Dsinr1 2 sinr1 sinr 2
„„④
由公式④得: 若 r1 = r2 则 e=D/4 若 r1 < r2 则 e>D/4 若 r1 > r2 则 e<D/4
r2 ,e得选择是相当重要的,它决定着切削刃得受力状态。 由此可见, r1 ,