IGBT焊机电路图
IGBT逆变电焊机工作原理及输出特性
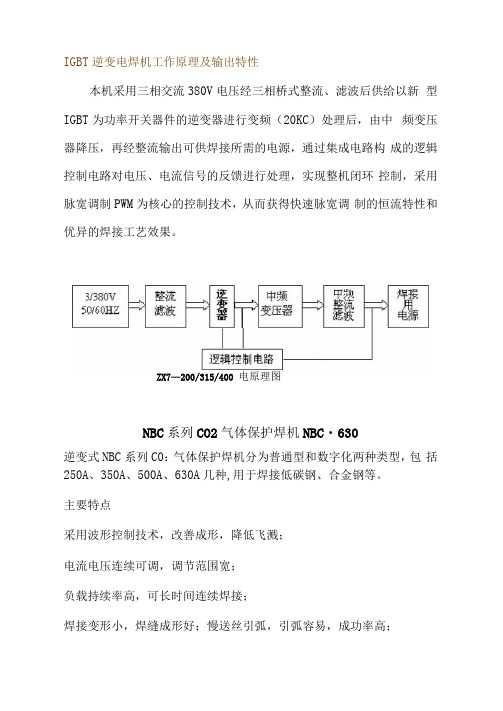
IGBT逆变电焊机工作原理及输出特性本机采用三相交流380V电压经三相桥式整流、滤波后供给以新型IGBT为功率开关器件的逆变器进行变频(20KC)处理后,由中频变压器降压,再经整流输出可供焊接所需的电源,通过集成电路构成的逻辑控制电路对电压、电流信号的反馈进行处理,实现整机闭环控制,采用脉宽调制PWM为核心的控制技术,从而获得快速脉宽调制的恒流特性和优异的焊接工艺效果。
ZX7—200/315/400 电原理图NBC系列CO2气体保护焊机NBC・630逆变式NBC系列C0:气体保护焊机分为普通型和数字化两种类型,包括250A、350A、500A、630A几种,用于焊接低碳钢、合金钢等。
主要特点采用波形控制技术,改善成形,降低飞溅;电流电压连续可调,调节范围宽;负载持续率高,可长时间连续焊接;焊接变形小,焊缝成形好;慢送丝引弧,引弧容易,成功率高;收弧时具有消球功能;焊接熔敷率髙;软开关变换,整机效率高;无源功率因数校正技术,功率因数高;高频逆变,体积小,重量轻;数显表头,焊接参数可精确预置;适用实芯/药芯焊丝;提供常规电流值、电压值匹配方案,方便操作人员调节;X型机具有下降特性,兼具手弧焊、碳弧气刨功能;z型机具有下降特性,兼具手弧焊、碳弧气刨功能,且电弧稳定性强, 特别适用于全位置自动焊接(此焊机需另配全自动焊送丝、行走控制系统)。
慢送丝引弧,引弧容易,成功率高;收弧时具有消球功能;焊接熔敷率髙;软开关变换,整机效率高;无源功率因数校正技术,刀架转盘回转角度- ±90°刀杆截面尺寸(四方刀架刀杆截面)mm 25X25主轴中心线至刀具支承面距离mm 26床尾主轴直径(尾座套筒直径)mm 75床尾主轴孔锥度(尾座套筒锥孔锥度)- 莫氏圆锥5号床尾主轴最大行程mm 150机床丝杠螺距mm 12加】丄公制螺纹范碉及种数mm 44 种:1-192加山英制螺纹范碉及种数牙/寸(tpi)21 种:2-24加工模数螺纹范碉及种数mm 39种:加丄径节螺纹范困及种数DP 37^: 1-96床身导轨宽度(导轨跨度)mm 400床身导轨硕度RC RC52主电机功率kW机床净重kg 2570机床毛重kg 3410机床轮廉尺寸(长X宽X高)mm 3668X1000X1267 机床包装尺寸(长X宽X商)mm 3850X1520X2010 加工精度- IT7表面光洁度u m产品名称普通午床木系列午床适用于牟削内外圆柱面,内锥血及其它旋转面°车削各种公制、英制、模数和 径节螺纹,并能进行钻孔和拉油槽等工作。
逆变电焊机原理及图纸

逆变触发电路图:脉冲及时序板原理图:IGBT逆变电焊机工作原理及输出特性本机采用三相交流380V电压经三相桥式整流、滤波后供给以新型IGBT为功率开关器件的逆变器进行变频(20KC)处理后,由中频变压器降压,再经整流输出可供焊接所需的电源,通过集成电路构成的逻辑控制电路对电压、电流信号的反馈进行处理,实现整机闭环控制,采用脉宽调制PWM为核心的控制技术,从而获得快速脉宽调制的恒流特性和优异的焊接工艺效果。
DC/AC逆变器的制作-------------------------------------------------------------------------------- 江苏电子网QQ:99296827这里介绍的逆变器(见图)主要由MOS 场效应管,普通电源变压器构成。
其输出功率取决于MOS 场效应管和电源变压器的功率,免除了烦琐的变压器绕制,适合电子爱好者业余制作中采用。
下面介绍该逆变器的工作原理及制作过程。
--拓普电子1.电路图2.工作原理这里我们将详细介绍这个逆变器的工作原理。
方波信号发生器(见图3)图3这里采用六反相器CD4069构成方波信号发生器。
电路中R1是补偿电阻,用于改善由于电源电压的变化而引起的振荡频率不稳。
电路的振荡是通过电容C1充放电完成的。
其振荡频率为f=1/2.2RC。
图示电路的最大频率为:fmax=1/2.2×3.3×103×2.2×10-6=62.6Hz;最小频率fmin=1/2.2×4.3×103×2.2×10-6=48.0Hz。
由于元件的误差,实际值会略有差异。
其它多余的反相器,输入端接地避免影响其它电路。
场效应管驱动电路。
图4由于方波信号发生器输出的振荡信号电压最大振幅为0~5V,为充分驱动电源开关电路,这里用TR1、TR2将振荡信号电压放大至0~12V。
如图4所示。
IGBT系列焊机工作原理
IGBT系列焊机工作原理IGBT(Insulated Gate Bipolar Transistor)系列焊机是一种电力电子元件,可以在高电压和高电流的条件下进行开关操作。
它结合了金属氧化物半导体场效应管(MOSFET)和双极晶体管(Bipolar Transistor)的优点,具有高输入阻抗、低输出阻抗、低开通电流和低饱和电压的特点。
IGBT系列焊机广泛应用于工业制造、电力系统和交通运输等领域。
在运行过程中,当输入信号与控制信号匹配时,IGBT芯片的通道会打开,高电压和高电流可以通过IGBT芯片。
与此同时,当输入信号和控制信号不匹配时,IGBT芯片的通道会关闭,最小电流只能流过。
IGBT芯片的主要功能是控制电流的流动和电压的变化。
当控制信号为高电平时,IGBT芯片的通道将打开,电流可以流过。
当控制信号为低电平时,IGBT芯片的通道将关闭,电流流动被阻断。
门极驱动电路的作用是将控制信号转换为能够控制IGBT芯片的驱动信号。
它可以提供足够的电压和电流来打开和关闭IGBT芯片的通道。
同时,门极驱动电路还负责保护IGBT芯片免受过电压和过电流的损害,以确保焊机的稳定运行。
电源电路为焊机提供电源能量,使得焊机能够正常工作。
电源电路将来自电网的变压器产生的低压交流电转换为高压直流电,以满足焊接过程中的能量需求。
控制电路是焊机的核心部分,负责生成控制信号并控制整个焊机的工作过程。
它可以根据焊接材料和焊接需求的不同,调整电流和电压的大小,以实现焊接过程中的自动控制和调节。
总之,IGBT系列焊机通过IGBT芯片、门极驱动电路、电源电路和控制电路的协同工作,实现对电流和电压的精确控制和调节,确保焊机稳定、高效地运行。
它具有体积小、重量轻、能耗低、效率高、可靠性强等优点,被广泛应用于各个行业的焊接工程中。
IGBT模块电路结构
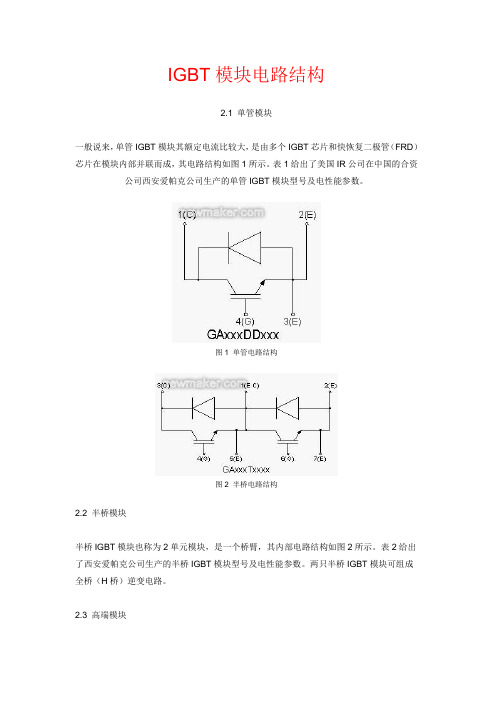
IGBT模块电路结构2.1 单管模块一般说来,单管IGBT模块其额定电流比较大,是由多个IGBT芯片和快恢复二极管(FRD)芯片在模块内部并联而成,其电路结构如图1所示。
表1给出了美国IR公司在中国的合资公司西安爱帕克公司生产的单管IGBT模块型号及电性能参数。
图1 单管电路结构图2 半桥电路结构2.2 半桥模块半桥IGBT模块也称为2单元模块,是一个桥臂,其内部电路结构如图2所示。
表2给出了西安爱帕克公司生产的半桥IGBT模块型号及电性能参数。
两只半桥IGBT模块可组成全桥(H桥)逆变电路。
2.3 高端模块高端IGBT模块其内部电路结构如图3(a)和图3(b)所示。
图3(a)为斩波器应用电路结构,图3(b)为感应加热应用电路结构。
表2给出了西安爱帕克公司生产的高端IGBT 模块型号及电性能参数。
图3(a) 高端电路结构图3(b) 高端电路结构2.4 低端模块低端IGBT模块其内部电路结构如图4(a)图4(b)所示。
图4(a)为斩波器应用电路结构,图4(b)为感应加热应用电路结构。
表2给出了西安爱帕克公司生产的低端IGBT 模块型号及电性能参数。
3 IGBT模块驱动保护要点3.1 IGBT栅极驱动电压Uge理论上Uge≥Uge(th),即栅极驱动电压大于阈值电压时IGBT即可开通,一般情况下阈值电压Uge(th)=5~6V。
为了使IGBT开通时完全饱和,并使通态损耗最小,又具有限制短路电流能力,栅极驱动电压Uge需要选择一个合适的值。
当栅极驱动电压Uge增加时,通态压降减小,通态损耗减小,但IGBT承受短路电流能力减小;当Uge太大时,可能引起栅极电压振荡,损坏栅极。
当栅极驱动电压Uge减小时,通态压降增加,通态损耗增加,但IGBT承受短路电流能力提高。
为获得通态损耗最小,同时IGBT又具有较好的承受短路电流能力,通常选取栅极驱动电压Uge≥D*Uge(th),系数D=1.5、2、2.5、3。
当阈值电压Uge(th)为6V时,栅极驱动电压Uge则分别为9V、12V、15V、18V;栅极驱动电压Uge折中取12V~15V为宜,12V最佳。
IGBT在电焊机中的应用

IGBT在电焊机中的应用
IGBT的应用特点- 硬开关、软开关
•硬开关开通过程
•硬开关关断过程
•软开关开通过程
•软开关关断过程
• 从图中可以看出,在硬开关时,IGBT开关时电流与电压有交点,
IGBT损耗交大,软开关时,IGBT的电流与电压没有交点,损耗为零。
• 零电流(ZCS):指IGBT开关时电流为零。
并联二极管Vf(V)
1.8V
1.65V
RT4反并联二极管通态性能更好
•结论:用RT4代替DN2只需更改驱动电路,替代容易!
PPT文档演模板
IGBT在电焊机中的应用
•RT4模块-与INFINEON DN2系列模块的比
较
75A的RT4和DN2模块的性能比较(如无特殊FF75R12RT4
1200V。
•电流:
• 500A焊机在满负荷工作条件下,输出滤波电感的电流的平均值为 500A,主变压器变比K=513V/70V=7.3。
• 变压器原边平均电流为500A/7.3=68.5A,在选用耗散功率足够 的散热器和良好的风道设计的条件,选在 IGBT 的IC=100A。
PPT文档演模板
IGBT在电焊机中的应用
PPT文档演模板
IGBT在电焊机中的应用
•17
•主要参数选择-推荐表
焊机规格 315A 400A 500A 630A
软开关 硬开关 软开关 硬开关 软开关 硬开关 软开关 硬开关
裕能达推荐表
全桥电路 FF50R12RT4 F4-50R12MS4/ F4-50R12KS4 FF75R12RT4 F4-75R12MS4/ F4-75R12KS4 FF100R12RT4 FF100R12KS4/FF150R12RT4 FF150R12RT4 FF150R12KS4
电焊机用场效应管还是用IGBT好,常用型号有哪些?

电焊机用场效应管还是用IGBT好,常用型号有哪些?场效应管属于上世纪90年代的技术,场效应管具有多管并联耐压低、线路板简单、故障率高、性能不稳定等特点,且成本价格相对较高。
而近年来发展起来的IGBT技术,相较于场效应管,IGBT管的故障率低,单管大电流耐压高、线路保护措施多,同时成本更低,技术比场效应管成熟,使用IGBT的电焊机性能更加稳定,因此本文主要着重介绍IGBT在电焊机的应用以及IGBT电焊机的特点。
场效应管逆变焊机的特点由于场效应管的突出优点,用场效应管作逆变器的开关器件时,可以把开关频率设计得很高,以提高转换效率和节省成本,使用高频率变压器以减小焊机的体积,使焊机向小型化,微型化方便使用。
但一个场效应管并不能满足电焊机对电流的需求,因此一般采用多只并联的形式来提高焊机电源的输出电流。
这样既增加了成本,又降低了电路的稳定性和可靠性。
IGBT电焊机的特点及工作原理I GBT电焊机指的是使用IGBT作为逆变器开关器件的电焊机。
由于IGBT的开关频率较低,电流大,焊机使用的主变压器、滤波、储能电容、电抗器等电子器件都较场效应管焊机有很大不同,不但体积增大,各类技术参数也改变了。
半桥逆变电路示意图工作原理①电源供给:和场效应管作逆变开关的焊机一样,焊机电源由市电供给,经整流、滤波后供给逆变器。
②逆变:由于IGBT的工作电流大,可采用半桥逆变的形式,以IGBT作为开关,其开通与关闭由驱动信号控制。
③驱动信号的产生:驱动信号仍然采用处理脉宽调制器输出信号的形式。
使得两路驱动信号的相位错开(有死区),以防止两个开关管同时导通而产生过大电流损坏开关管。
驱动信号的中点同样下沉一定幅度,以防干扰使开关管误导通④保护电路:IGBT焊机也设置了过流、过压、过热保护等,有些机型也有截流,以保证焊机及人身安全,其工作原理与场效应管焊机相似。
场效应管与IGBT应用区别1、场效应管的应用,在中小功率中比较占优势,用于小功率的民用系列焊机,特别是高的开关频率。
IGBT模块电路结构
IGBT模块电路结构2.1 单管模块一般说来,单管IGBT模块其额定电流比较大,是由多个IGBT芯片和快恢复二极管(FRD)芯片在模块内部并联而成,其电路结构如图1所示。
表1给出了美国IR公司在中国的合资公司西安爱帕克公司生产的单管IGBT模块型号及电性能参数。
图1 单管电路结构图2 半桥电路结构2.2 半桥模块半桥IGBT模块也称为2单元模块,是一个桥臂,其内部电路结构如图2所示。
表2给出了西安爱帕克公司生产的半桥IGBT模块型号及电性能参数。
两只半桥IGBT模块可组成全桥(H桥)逆变电路。
2.3 高端模块高端IGBT模块其内部电路结构如图3(a)和图3(b)所示。
图3(a)为斩波器应用电路结构,图3(b)为感应加热应用电路结构。
表2给出了西安爱帕克公司生产的高端IGBT 模块型号及电性能参数。
图3(a) 高端电路结构图3(b) 高端电路结构2.4 低端模块低端IGBT模块其内部电路结构如图4(a)图4(b)所示。
图4(a)为斩波器应用电路结构,图4(b)为感应加热应用电路结构。
表2给出了西安爱帕克公司生产的低端IGBT 模块型号及电性能参数。
3 IGBT模块驱动保护要点3.1 IGBT栅极驱动电压Uge理论上Uge≥Uge(th),即栅极驱动电压大于阈值电压时IGBT即可开通,一般情况下阈值电压Uge(th)=5~6V。
为了使IGBT开通时完全饱和,并使通态损耗最小,又具有限制短路电流能力,栅极驱动电压Uge需要选择一个合适的值。
当栅极驱动电压Uge增加时,通态压降减小,通态损耗减小,但IGBT承受短路电流能力减小;当Uge太大时,可能引起栅极电压振荡,损坏栅极。
当栅极驱动电压Uge减小时,通态压降增加,通态损耗增加,但IGBT承受短路电流能力提高。
为获得通态损耗最小,同时IGBT又具有较好的承受短路电流能力,通常选取栅极驱动电压Uge≥D*Uge(th),系数D=1.5、2、2.5、3。
当阈值电压Uge(th)为6V时,栅极驱动电压Uge则分别为9V、12V、15V、18V;栅极驱动电压Uge折中取12V~15V为宜,12V最佳。
igbt电焊机原理
igbt电焊机原理
IGBT电焊机原理是通过使用绝缘栅双极晶体管(IGBT)作为功率开关器件来实现电弧焊接的过程。
IGBT是一种功能强大
的半导体器件,结合了MOSFET和双极晶体管(BJT)的优点,能够提供高电压、高电流和快速开关速度。
IGBT电焊机的工作原理可以分为三个主要的阶段:起弧、焊
接和熄弧。
在起弧阶段,电焊机通过提供足够的电压和电流来点燃电弧。
在这个阶段,控制电路会将低电压高频信号转换成高电压、高频率的信号,并通过高压发生器将其提供给电极,使电弧形成。
同时,IGBT作为功率开关器件,将电流传递给电弧,并保持
电焊机的工作状态。
在焊接阶段,通过加大电压和电流来提供所需的焊接功率。
控制电路会根据焊接需要调整输出电流和电压,以确保焊接质量。
IGBT作为高功率开关器件,能够在不同的电压和电流条件下
准确地控制焊接过程,使焊接效果达到最佳状态。
在熄弧阶段,电焊机会在焊接完成后断开电弧。
控制电路会减小输出电流和电压,并逐渐减小至零。
IGBT作为功率开关器件,能够迅速关闭电焊机的电路,实现熄灭电弧的目的。
总体上,IGBT电焊机利用IGBT作为功率开关器件,通过控
制电路提供合适的电压和电流来实现电焊过程。
这种原理使得电焊机具有高效、稳定和可靠的性能,适用于各种焊接应用。