6系与7系铝合金 焊接强度
1-8系铝合金牌号化学元素
1-8系铝合金牌号是根据铝合金的化学成分及其性能来划分的。
每个系列的铝合金都具有特定的主要合金元素,这些元素显著影响了合金的力学性能、耐腐蚀性能、焊接性能等。
以下是各系列铝合金的主要成分及其特点:1系铝合金(纯铝):主要成分:铝(Al)含量高达99.00%以上。
特点:导电性好,耐腐蚀性好,焊接性能好,强度低,不可热处理强化。
生产过程较为简单,成本较低。
2系铝合金(以铜为主要合金元素):主要成分:含铜量在3-5%之间,也可能添加锰、镁、铅和铋以改善切削性。
特点:强度较高,尤其是经过热处理强化的2014合金,但晶间腐蚀倾向严重。
主要用于航空工业、螺丝制造业以及要求较高温度使用的场合。
3系铝合金(以锰为主要合金元素):主要成分:含锰量在1.0-1.5%。
特点:不可热处理强化,但塑性好,耐腐蚀性能好,焊接性能好,中等强度。
在工业上应用广泛。
4系铝合金(以硅为主要合金元素):主要成分:含硅量在4.5-6%之间。
特点:热处理不可强化,但含有铜的合金可以通过热处理强化。
主要用于建筑和工业领域。
5系铝合金(以镁为主要合金元素):主要成分:含镁量较高。
特点:强度高,耐腐蚀性好,焊接性能好。
主要用于汽车、船舶等交通工具的制造。
6系铝合金(以镁和硅为主要合金元素):主要成分:镁和硅的含量较高。
特点:既有良好的强度,又有较好的耐腐蚀性和焊接性能。
广泛应用于建筑、交通工具、包装材料等领域。
7系铝合金(以锌为主要合金元素):主要成分:含锌量较高。
特点:高强度,良好的焊接性能和耐腐蚀性。
主要应用于航空工业和高级运动器材。
8系铝合金(以其他元素如镍、钴、铬等为主要合金元素):主要成分:含镍、钴、铬等元素。
特点:根据所含元素的不同,可能具有高强度、良好的耐腐蚀性和焊接性能。
用途多样,包括航空、汽车、电子等行业。
每个系列的铝合金都有其特定的牌号,如1系的1060、2系的2017、3系的3003、4系的4004、5系的5052、6系的6063、7系的7075等。
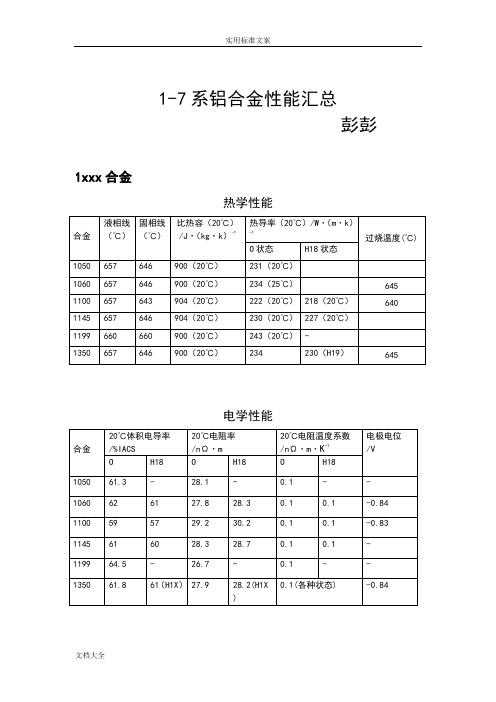
1-7系铝合金性能汇总情况
/nΩ·m·K-1
电极电位
/V
状态
20℃
状态
20℃
3003
O
50
O
34
0.1
-0.83
H12
42
H12
41
H14
41
H14
42
H18
40
H18
43
3004
O
42
O
41
0.1
-0.84
3105
O
45
O
38.3
0.1
-0.84
3A21
O
50
34
0.1
-0.85
H14
41
H18
40
4xxx合金
966(250℃)
1008(300℃)
T6:164(25℃)
168(100℃)
172(200℃)
177(300℃)
181(400℃)
505-515
2A70
798(100℃)
840(150℃)
840(200℃)
882(250℃)
924(300℃)
966(400℃)
T6:143(25℃)
147(100℃)
510-520
540
2A14
638
510
840(100℃)
T6:160(25℃)
499-505
509
515
2A16
T6:138(25℃)
143(100℃)
147(200℃)
156(300℃)
528-540
547
545
2A17
756(50℃)
T6:130(25℃)
1-7系铝合金性能汇总情况

O:34;T3、T36、T351、T361、T4:57;T6、T81、T851、T861:45
各种状态:0.1
T3、T4、T361:-68;T6、T81、T861:-0.80
2036
O:50;T4:41
O:33;T4:42
966(250℃)
1008(300℃)
T6:164(25℃)
168(100℃)
172(200℃)
177(300℃)
181(400℃)
505-515
2A70
798(100℃)
840(150℃)
840(200℃)
882(250℃)
924(300℃)
966(400℃)
T6:143(25℃)
147(100℃)
2219
643
543
864
O:170
T31、T37:116
T62、T81、T87:130
535
543
545
2319
643
543
864
O:170
2618
638
549
502
875
T61:146
530
550
2A01
924
T4:122
495-505
535
2A02
840(100℃)
T6:135
495-505
515
T4:55
2A06
T6:61
2A10
T6:50.4
2A11
O:45;T4:30
O、T4:54
2A12
O:50;T4:30
各种铝合金牌号的规格、选型、用途

一、铝合金牌号、代号以及国内外牌号对照国际上已经注册的铝合金牌号有1000多个,每个牌号又有多种状态,在硬度,强度,耐蚀性,加工性,焊接性,装饰性等方面都存在着明显的差异。
选择铝合金的牌号与状态时,以上各方面很难同时满足,也没有必要,应根据产品的性能要求,使用环境,加工过程等因素,设定各种性能的优先次序,方可做到合理选材,在保证性能的前是下合理控制成本.硬度:很多客户在购买铝时非常关心,硬度首选跟合金化学成份有直接的关系.其次,不同的状态也影响较大,从所能达到的最高硬度来看,7系,2系,4系,6系,5系,3系,1系,依次降低。
硬度:强度是产品设计时必须考虑的重要因素,成其是铝合金组件作为组件时,应根据所承受的压力,选择适当的合金。
纯铝强度最低,而2系及7系热处理型合金度最高,硬度和强度有一定的下相关系。
耐蚀性:耐蚀性包括化学腐蚀,耐应力腐蚀等性能。
一般而言,1系纯铝的耐蚀性最佳,5系表现良好,其次是3系和6系,2系及7系较差。
耐蚀性选用原则应根据其使用场合而定。
高强度合金腐蚀环境下使用,必须使用各种防蚀用复合材料。
加工性:加工性能包插成形性能与切削性能。
因为成形性与状态有关,在选择铝合金牌号后,还需考虑各种状态的强度范围,通常强度高的材不易成形。
台果要对铝材进行折弯,拉伸,深冲等成形加工,完退火状态材料的成形性最佳,反之,热处理状态材料的成形性最差。
铝合金的切削性较差,对于模具,机械零件等需要切削性较佳,反之,低强度者切削性较差,对模具,机械零件等需要切削加工的产品,铝合金的切削性是重要的考虑因素。
焊接性:多数铝合金的焊接性均无问题,尤其是部分5系列的铝合金,是专为焊接考虑而设计的,相对面言,部分2系和7系的铝合金较难焊接。
装饰性能:铝材应用于装饰或某些特定的场合时,需要对其表面进行阳极氧化,涂装等加工,以获得相应的颜色和表面组织,这时其装饰性应该重点考虑的,一般而言,耐蚀性较好的材料,其阳极处理性能,表面处理性能,涂装性能都非常出色.其他特性:除上述特性以外,还有导电性,耐磨性,耐热性等。
铝合金7系列和6系列加工参数
一、概述铝合金作为一种轻质、具有良好耐腐蚀性和高强度的材料,在汽车、航空航天、电子产品等领域广泛应用。
其中,7系列和6系列铝合金因其优异的性能而备受关注。
在加工过程中,合理的加工参数对于保证产品质量和生产效率至关重要。
二、7系列铝合金加工参数1. 选材7系列铝合金主要有7075、7050两种,通常采用T6状态,具有高强度和优异的耐腐蚀性。
2. 切削速度针对不同的加工方式,比如铣削、车削、钻削等,在选取切削速度时需要根据工件材料和刀具材质等因素进行合理选择。
3. 进给速度进给速度的选择直接影响着切削过程中的金属去除率和刀具寿命,需要根据加工情况进行合理调整,以保证加工质量和生产效率。
4. 切屑厚度对于7系列铝合金,合理的切屑厚度可以减小切削温度和切削力,有助于提高加工表面质量和延长刀具寿命。
5. 冷却液在加工过程中,适当的冷却液能够有效地降低工件和刀具的温度,减少加工变形和延长刀具寿命。
三、6系列铝合金加工参数1. 选材6系列铝合金主要有6061、6063两种,广泛应用于航空航天和轨道交通领域。
同样需要根据实际加工情况选择不同的状态和硬度。
2. 切削速度由于6系列铝合金具有较高的塑性,因此在选择切削速度时需要根据工件材料和刀具材质等因素进行合理调整,以避免刀具损坏和加工表面质量下降。
3. 进给速度进给速度的选择需要兼顾加工质量和生产效率,在实际加工中需要根据不同的工件和刀具情况进行合理调整。
4. 刀具材质对于6系列铝合金,选择合适的刀具材质能够有效地提高加工效率和保证加工质量。
5. 切削温度6系列铝合金的切削温度控制尤为重要,合理的切削温度能够避免刀具损坏和工件表面质量下降的问题。
四、结论7系列和6系列铝合金在实际加工中需要根据具体情况选择合适的加工参数,以保证产品质量和生产效率。
合理的切削速度、进给速度、切屑厚度等加工参数对于提高加工效率和延长刀具寿命都具有重要作用。
加工过程中的冷却液和刀具材质选择也同样重要。
铝板7系列的性能、用途对比
1.按合金成分分为:高纯铝板(由含量99.9以上高纯铝轧制而成)纯铝板(成分基本由纯铝轧制而成)合金铝板(由铝及辅助合金组成,通常有铝铜,铝锰,铝硅,铝镁,等系列)复合铝板或者釺焊板(通过多种材料复合的手段得到特殊用途铝板材料)包铝铝板(铝板外边包覆薄铝板用于特殊用途)铝合金材料可分1系列纯铝至7系列铝合金材料,下面是系列产品及牌号:7系类铝材:7075,7050,7A04,7472,7475,6系类铝材:6011,6012,6061,6063,6082,6101,5系类铝材:5005,5050,5052,5056,5083,5086,5754,4系类铝材:4004,4032,4047,4104,3系类铝材:3002,3003,3009,3010,3012,3015,3103,31042系类铝材:2014,2017,2024,2A12,2A16,2A60,LD4,LD5,LY12,1系类铝材:1020,1050,1060,1070,1090,1100,1150,1170,1200,7系列性能对比:∙硬度:很多客户在购买铝时非常关心,硬度首选跟合金化学成份有直接的关系。
其次,不同的状态也影响较大,从所能达到的最高硬度来看,7系,2系,4系,6系,5系,3系,1系,依次降低。
∙强度:强度是产品设计时必须考虑的重要因素,成其是铝合金组件作为组件时,应根据所承受的压力,选择适当的合金。
纯铝强度最低,而2系及7系热处理型合金度最高,硬度和强度有一定的下相关系。
∙耐蚀性:耐蚀性包括化学腐蚀,耐应力腐蚀等性能。
一般而言,1系纯铝的耐蚀性最佳,5系表现良好,其次是3系和6系,2系及7系较差。
耐蚀性选用原则应根据其使用场合而定。
高强度合金腐蚀环境下使用,必须使用各种防蚀用复合材料。
∙加工性:加工性能包插成形性能与切削性能。
因为成形性与状态有关,在选择铝合金牌号后,还需考虑各种状态的强度范围,通常强度高的材不易成形。
各种铝合金牌号的规格、选型、用途
一、铝合金牌号、代号以及国内外牌号对照国际上已经注册的铝合金牌号有1000多个,每个牌号又有多种状态,在硬度,强度,耐蚀性,加工性,焊接性,装饰性等方面都存在着明显的差异。
选择铝合金的牌号与状态时,以上各方面很难同时满足,也没有必要,应根据产品的性能要求,使用环境,加工过程等因素,设定各种性能的优先次序,方可做到合理选材,在保证性能的前是下合理控制成本。
硬度:很多客户在购买铝时非常关心,硬度首选跟合金化学成份有直接的关系。
其次,不同的状态也影响较大,从所能达到的最高硬度来看,7系,2系,4系,6系,5系,3系,1系,依次降低。
硬度:强度是产品设计时必须考虑的重要因素,成其是铝合金组件作为组件时,应根据所承受的压力,选择适当的合金。
纯铝强度最低,而2系及7系热处理型合金度最高,硬度和强度有一定的下相关系。
耐蚀性:耐蚀性包括化学腐蚀,耐应力腐蚀等性能。
一般而言,1系纯铝的耐蚀性最佳,5系表现良好,其次是3系和6系,2系及7系较差。
耐蚀性选用原则应根据其使用场合而定。
高强度合金腐蚀环境下使用,必须使用各种防蚀用复合材料。
加工性:加工性能包插成形性能与切削性能。
因为成形性与状态有关,在选择铝合金牌号后,还需考虑各种状态的强度范围,通常强度高的材不易成形。
台果要对铝材进行折弯,拉伸,深冲等成形加工,完退火状态材料的成形性最佳,反之,热处理状态材料的成形性最差。
铝合金的切削性较差,对于模具,机械零件等需要切削性较佳,反之,低强度者切削性较差,对模具,机械零件等需要切削加工的产品,铝合金的切削性是重要的考虑因素。
焊接性:多数铝合金的焊接性均无问题,尤其是部分5系列的铝合金,是专为焊接考虑而设计的,相对面言,部分2系和7系的铝合金较难焊接。
装饰性能:铝材应用于装饰或某些特定的场合时,需要对其表面进行阳极氧化,涂装等加工,以获得相应的颜色和表面组织,这时其装饰性应该重点考虑的,一般而言,耐蚀性较好的材料,其阳极处理性能,表面处理性能,涂装性能都非常出色。
铝合金TIG和MIG焊接工艺简介

由于TIG焊接工艺对高熔点材料具有较好的适应性,因此适用于精密仪器、航空航天、船舶制造等对焊缝质量要 求较高的领域。而MIG焊接工艺适用于一般工业制造、建筑、汽车制造等领域的大规模生产。
05 铝合金TIG和MIG焊接工 艺实践
焊接前的准备
清理工作
确保铝合金工件表面干净,无油污、锈迹和其他杂质,以便焊接 时能够形成良好的熔合。
操作要求高
TIG焊接需要较高的操作 技能和经验,焊接速度较 慢,成本相对较高。
TIG焊接的应用场景
航空航天领域
由于对焊接质量要求极高,TIG焊接广泛应用于航 空航天领域的铝合金结构焊接。
汽车工业
汽车工业中铝合金结构较多,TIG焊接常用于车身 结构、车架等部位的焊接。
压力容器
在压力容器制造中,TIG焊接可以用于保证容器的 高质量和安全性。
03 铝合金MIG焊接工艺
MIG焊接原理
Hale Waihona Puke MIG焊接是金属惰性气体焊接的一种,通过电弧熔化铝合金 母材和填充焊丝,利用惰性气体(如氩气)保护熔池,使熔 融金属与空气隔离,防止氧化。
焊接过程中,焊丝通过送丝机构连续或定长送入焊接熔池, 随着电弧的移动,熔化的焊丝与母材熔合在一起形成焊缝。
MIG焊接特点
焊丝选择
根据铝合金的种类和厚度选择合适的焊丝,确保焊缝的强度和耐腐 蚀性能。
设备检查
检查TIG或MIG焊接设备是否正常工作,包括电源、送丝机构、气 瓶等,确保设备处于良好状态。
焊接过程控制
焊接参数调整
01
根据铝合金的厚度和焊接要求,调整焊接电流、电压、速度等
参数,确保焊接质量。
焊接操作
02
在焊接过程中,保持焊枪稳定,控制焊丝的送进速度和角度,
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
6系与7系铝合金焊接强度
6系铝合金和7系铝合金都是常见的铝合金材料,在焊接强度方面有所差异。
6系铝合金(如6061和6063)具有较高的焊接强度。
这些合金由于含有较高的硅和镁成分,能够形成细小的Mg2Si相,在焊接过程中,这些相能够有效地弥散应力和提高焊接接头的强度。
此外,6系铝合金还具有较好的可塑性和变形能力,可用于多种焊接工艺,如TIG、MIG和电阻焊等。
7系铝合金(如7075和7475)具有更高的强度和硬度,但它们的焊接强度相对较低。
这是由于7系铝合金含有较高的锌和铜成分,这些元素会使合金在焊接过程中变脆,容易导致热裂纹和脆性断裂。
因此,焊接7系铝合金时需要采取特殊的工艺和控制焊接过程的参数,以提高焊接接头的强度。
总的来说,6系铝合金在焊接强度方面相对较好,适用于多种焊接工艺和应用。
而7系铝合金焊接强度较低,需要采取特殊的措施,以确保焊接接头的强度和质量。