挤压温度对高硅铝合金材料组织与性能的影响_杨伏良
挤压速度对6N01铝合金组织和弯曲性能的影响
关键词:挤压速度;6N01 铝合金;显微组织;弯曲性能
中图分类号:TG146.21,TG379
文献标识码:A
文章编号:1005-4898 (2019) 05-0030-04
doi:10.3969/j.issn.1005-4898.2019.05.07
0 前言
6N01 合金属于 Al-Mg-Si 系铝合金,是日本在 上世纪 70 年代为高铁研制的新型铝合金,具有高 强度、优良的焊接性和易成型等优点,广泛应用于 制造高速列车车体主体结构用的复杂截面多孔中空 型材[1-3]。随着轨道交通领域中装备制造业的高速发 展,大量的车体结构件采用 6N01 合金弯曲成型, 因此对挤压型材的弯曲性能提出更高的要求。一般 采用支撑式弯曲法检测铝合金型材的弯曲性能,在 弯曲试验后目测,试样弯曲外表面无可见裂纹则评 定为合格[4]。
1 试验材料及方法
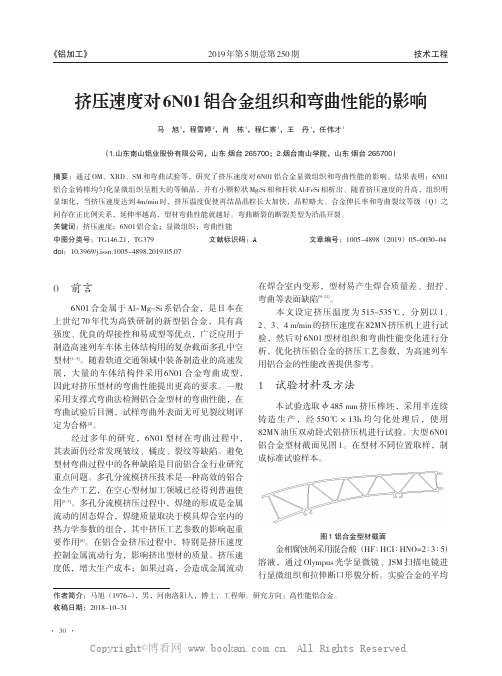
本试验选取 ϕ 485 mm 挤压棒坯,采用半连续 铸 造 生 产 , 经 550℃ × 13h 均 匀 化 处 理 后 , 使 用 82MN 油压双动卧式铝挤压机进行试验。大型 6N01 铝合金型材截面见图 1。在型材不同位置取样,金相腐蚀剂采用混合酸 (HF∶HCI∶HNO=2∶3∶5) 溶液,通过 Olympus 光学显微镜、JSM 扫描电镜进 行显微组织和拉伸断口形貌分析。实验合金的平均
晶粒尺寸均采用截线法测量。用 D8 型 X 射线衍射 仪的 Cu 靶材对合金进行物相分析。型材的弯曲试 验按照 EN485 标准的要求进行,如图 2 所示。弯曲 试验后,将型材表面清洗干燥,喷渗透剂和显影 剂,观察型材表面是否产生弯曲,并进行等级判 定,如表 1 所示。
表 1 试验型材弯曲缺陷等级标准
Lc —板材中心张长;Le —板材弯曲外侧弧长
【开题报告】温度对高强高韧铝合金动态拉伸力学性能的影响研究
开题报告工程力学温度对高强高韧铝合金动态拉伸力学性能的影响研究一、选题的背景与意义近20年来,随着高强铝合金应用的扩大,特别是航天航空技术的发展,对其性能的要求也越来越高。
尽管有各种新型的材料不断出现,但是高强高韧铝合金具有比强度高,加工性能好,价格低廉的突出性能优点,铝合金材料在航天航空领域有着重要的应用背景。
铝合金的力学性能当前已有很多研究。
2000年,陈鼎等[1]阐述了铝合金在低温下的力学性能随着温度的变化规律,分析其力学性能的变化规律的机理,同时对极低温下某些铝合金的锯齿现象,特征,形成机理以及力学性能的影响作出了说明。
2002年,刘继华[2]对实效和回归处理对7075铝合金力学及腐蚀性能的影响进行研究得到7075铝合金的强度,硬度和SCC敏感性与时效温度有着密切的关系。
同一年,李红英[3]对高强高韧铝合金的组织性能进行了研究,提出了其断裂韧性和应力腐蚀的影响因素。
2004年,曾渝等[4]对电磁铸造合金进行了硬度,拉伸性能测试,金相,扫描电镜,透射电镜观察,X射线衍射分析,研究热处理对其的显微组织和性能的影响。
2007年,冯广[5]等人通过对2124铝合金的断裂韧性的三点弯曲法测试,并用扫描电子显微镜对其断口剖面的组织进行分析,得出了裂纹源主要是θ相、夹杂物以及疏松,而S相对材料的断裂韧性没有影响。
2008年,李春梅[6]等采用拉伸试验研究不同固溶和时效工艺处理后7055铝合金的力学性能。
得到复合固溶(双级)和特殊时效处理新工艺比传统热处理工艺更合理,可使铝合金获得超高强、超高韧的有效结合,并确定了最佳工艺。
在温度和应变率对铝合金性能影响方面,也有学者对其做了研究。
2007年贾江滢等[7]通过拉伸试验研究了加速载荷在1mm/min,10mm/min,100mm/min以及200mm/min范围内6020铝合金材料的力学性质,得到随着加载速率的增加,无论是屈服强度还是抗拉强度都有一定的提高,塑性有了一定的下降。
新型高强高韧铝镁硅合金的组织和性能
新型高强高韧铝镁硅合金的组织和性能张国鹏;杨伏良;马政;党小荔;熊落保;尹德艳【期刊名称】《中南大学学报(自然科学版)》【年(卷),期】2010(41)6【摘要】在6063合金基础上设计出一种新的Al-Mg-Si系合金.合金经熔炼铸造和挤压加工后分别进行退火、自然时效、人工时效处理,优化自然时效时间,并利用金相显微镜、X线衍射仪、扫描电镜及电子万能实验机对合金微观组织、断口形貌和力学性能进行检测分析.研究结果表明:新合金与6063合金相比具有更高的强度和塑性,人工时效态抗拉强度和伸长率分别达到314.32 MPa和19.63%,自然时效态抗拉强度、伸长率分别为277.26 MPa和28.61%(稳定值);新合金最佳自然时效时间为72 h.【总页数】6页(P2132-2137)【作者】张国鹏;杨伏良;马政;党小荔;熊落保;尹德艳【作者单位】中南大学,材料科学与工程学院,湖南,长沙,410083;中南大学,有色金属材料科学与工程教育部重点实验室,湖南,长沙,410083;中南大学,材料科学与工程学院,湖南,长沙,410083;中南大学,有色金属材料科学与工程教育部重点实验室,湖南,长沙,410083;中南大学,材料科学与工程学院,湖南,长沙,410083;中南大学,有色金属材料科学与工程教育部重点实验室,湖南,长沙,410083;中南大学,材料科学与工程学院,湖南,长沙,410083;中南大学,有色金属材料科学与工程教育部重点实验室,湖南,长沙,410083;长沙新振升集团有限公司,湖南,长沙,410100;长沙新振升集团有限公司,湖南,长沙,410100【正文语种】中文【中图分类】TG146.2【相关文献】1.新型高塑铝-镁-硅系铝合金的力学性能 [J], 李文意;杨伏良;马政;孟德超;尹德艳;熊落保2.高强高韧铝锌镁钪合金板材制备及其组织性能演变 [J], 尹志民;邓英;赵凯;段佳琦;唐蓓;何振波;彭勇宜;姜锋;潘清林3.新型高强高韧Al-Zn铸造铝合金的组织与性能 [J], 林顺岩; 姚勇; 周志军4.高强高延伸率新型铝镁硅合金型材工艺试验研究 [J], 陈伟5.中铝西南铝高强高韧7050铝合金厚板通过适航鉴定 [J],因版权原因,仅展示原文概要,查看原文内容请购买。
挤压成型工艺参数对铝合金塑性的影响
挤压成型工艺参数对铝合金塑性的影响挤压成型工艺是一种常用于加工铝合金的方法,通过将金属坯料加热至塑性状态,然后在挤压机上施加压力,使其通过模具产生变形,最终得到所需形状的零件或材料。
挤压成型工艺参数的选择对于铝合金的塑性有着重要的影响。
首先,挤压温度是影响铝合金塑性的关键参数。
铝合金的塑性随着温度的升高而增强。
在较高的温度下进行挤压,可以使铝合金更容易流动,减少塑性变形的阻力。
然而,过高的温度也会导致金属软化、变形不稳定等问题。
因此,在选择挤压温度时,需要考虑铝合金的熔点、塑性温度范围以及所需的成型精度等因素。
其次,挤压速度对于铝合金的塑性也有显著影响。
快速挤压速度可以增加金属塑性变形的应变率,使金属更容易发生塑性变形。
然而,过快的挤压速度可能导致金属流动不均匀、应力集中以及内部缺陷等问题。
因此,在选择挤压速度时,需要综合考虑金属的塑性、材料的流动性以及工件的形状和尺寸等因素。
此外,挤压压力是影响铝合金塑性的重要参数之一。
挤压压力的大小直接决定了金属的塑性变形程度。
较大的挤压压力可以使金属发生更大程度的塑性变形,得到更复杂形状的零件。
然而,过大的挤压压力可能导致模具磨损、设备负荷过大等问题。
因此,在选择挤压压力时,需要综合考虑金属的塑性变形能力、模具的强度以及设备的负荷能力等因素。
此外,金属的组织结构对于挤压成型的效果和形变能力也有着重要的影响。
不同的铝合金材料具有不同的晶粒结构和相组分,其塑性变形的能力也不尽相同。
一般来说,晶粒细小的铝合金具有较好的塑性变形能力和成形性能。
因此,在选择铝合金材料时,需要考虑其晶粒结构、成分比例以及合金添加元素等因素。
综上所述,挤压成型工艺参数的选择对于铝合金的塑性有着重要的影响。
挤压温度、速度、压力以及材料的组织结构等因素需要综合考虑,以确保金属能够达到所需的塑性变形程度,并最终获得满足要求的成型零件或材料。
只有在合理选择和控制工艺参数的情况下,挤压成型工艺才能更好地发挥其优势,实现高效的铝合金加工。
退火温度对5a06挤压型材组织及性能的影响

文章编号:2096 − 2983(2019)05 − 0008 − 06DOI: 10.13258/ki.nmme.2019.05.002退火温度对5A06挤压型材组织及性能的影响李秋梅, 刘兆伟, 周 龙, 李有功,段英冶, 杨 路, 张执剑(辽宁忠旺集团有限公司,辽宁 辽阳, 111003)摘要:通过对型材微观组织的观察及维氏硬度、晶间腐蚀和剥落腐蚀等的测试,研究了退火温度对5A06挤压型材组织及性能的影响。
结果表明,随着退火温度的升高,晶粒发生了回复、再结晶和晶粒长大三个阶段。
当退火温度达到175 ℃时,型材发生低温回复,硬度变化不大,耐蚀性较差;在225~325 ℃退火,型材发生完全再结晶,硬度变化较明显,耐蚀性得到改善;当退火温度高于325 ℃时,晶粒长大,硬度略降低,耐蚀性变差。
结合5A06挤压型材组织及性能研究可知,确定退火温度为225~325 ℃。
关键词:5A06挤压型材;组织;性能;退火温度中图分类号:TG 146.2 文献标志码:AEffect of Annealing Temperature on Microstructures andProperties of 5A06 Extruded ProfilesLI Qiumei, LIU Zhaowei, ZHOU Long, LI Yougong, DUAN Yingye, YANG Lu, ZHANG Zhijian(Liaoning Zhongwang Group Co., Ltd., Liaoyang 111003, China)Abstract: The effects of annealing temperature on microstructures and properties of 5A06 extruded profiles were investigated by observing the microstructures of profile, testing Vickers hardness, and measuring the intergranular corrosion and flaking corrosion. The results show that with the increase of annealing temperature, the grains undergo three stages including recovery, recrystallization and grain growth. When the annealing temperature reaches 175 ℃, low temperature recovery in the profile with the hardness rarely changed and poor corrosion resistance. When annealing temperature is 225-325 ℃, complete recrystallization occurs in the profile, and the hardness changes obviously with the corrosion resistance improved. When the annealing temperature is higher than 325 ℃, the grain grows, and the hardness decreases slightly with the corrosion resistance decreasing. According to the microstructures and properties of the extruded profile of 5A06, the annealing temperature is determined to be 225-325 ℃.Keywords: 5A06 extruded profiles; microstructures; properties; annealing temperature5A06铝合金是5xxx系铝合金中的典型合金,防锈铝,具有较好的耐蚀性[1],较高的强度,良好的焊接性、耐腐蚀性等特点[2]。
工艺参数对铝合金摩擦挤压增材组织及性能的影响

工艺参数对铝合金摩擦挤压增材组织及性能的影响唐文珅, 杨新岐*, 田超博, 徐永生(天津大学 天津市现代连接技术重点实验室, 天津 300354)摘要:采用6061-T651铝合金圆棒进行摩擦挤压增材制造(friction extrusion additive manufacturing ,FEAM )工艺实验研究,探讨和分析不同主轴转速对单道双层增材试样的增材成形、组织特征和力学性能的影响规律。
结果表明:对给定横向移动速度300 mm/min ,采用主轴转速为600 r/min 和800 r/min 均能获得完全致密无任何内部缺陷、厚度分别为2 mm 和4 mm 的单道双层增材试样,增材整体由细小等轴晶粒组成,增材层间实现冶金连接;800 r/min 下工具轴肩的摩擦挤压作用降低,增材层间结合界面呈平直状,塑化金属流动不充分,沉积层宽度较窄、表面成形更粗糙;600 r/min 下结合界面经历的塑性变形和热循环更为显著,晶粒细化至6.0 μm ,但增材界面区软化程度较严重,硬度仅为增材棒料母材的52.7%~56.2%,而800 r/min 下界面区的硬度能够达到母材的56.0%~61.3%;在600 r/min 和800 r/min 下,增材试样均具有优良的综合力学性能,抗拉强度分别达到增材棒料母材6061-T651的66%和70%,而断后伸长率明显较高,分别为母材的212%和169%;与目前其他增材工艺力学性能比较均具有明显的优势。
关键词:摩擦挤压增材制造;6061-T651铝合金;连接界面;微观组织;力学性能doi :10.11868/j.issn.1005-5053.2021.000166中图分类号:TG453+.9 文献标识码:A 文章编号:1005-5053(2022)01-0059-09固相摩擦挤压增材制造(friction extrusion additive manufacturing, FEAM )是近年来开发的一种创新金属近净成形制造技术,它利用摩擦堆焊原理使得增材圆棒在工具轴肩的摩擦挤压及剪切变形作用下实现金属材料的沉积过程[1-3]。
热挤压对7055铝合金力学性能及组织的影响

( )铸态 a
( )挤压后 b
( )热处理后 c
图 2 7 0 5 5 合金不同状态的微观组织
改 变 挤 压 比 压, 会 合金在一定比压 下 进 行 结 晶 时 , 比压与熔点之间的关系为 : 引起合金熔点的变化 , / ( ) 犜熔 = [ 犜熔 ( 犞 液 -犞 固 ) 犙熔 1 Δ Δ 狆] 式中 , 犜熔 为 金 属 熔 点 变 化 ; 犜熔 为 合 金 的 熔 点 ; 犞液 、 Δ 犞 固 分别为合金液态和固 态 时 的 体 积 ; Δ 狆 为 比 压 变 化;
摘 要 采用挤压铸造成形工艺制备 7 研究 了 热 挤 压 参 数 对 合 金 力 学 性 能 及 微 观 组 织 的 影 响 , 并与铸态 0 5 5 高强铝合金 , 下的力学性能及微观组织进行了对比 。 结果表明 , 热挤压 态 下 的 7 并且晶 0 5 5铝 合 金 的 微 观 组 织 和 力 学 性 能 均 优 于 铸 态, 粒随着比压的增加趋于细化 , 抗拉强度随着比压的增加趋于提高 。 当比压为 7 在7 经 5 MP a时 , 3 0 ℃ 温度下进行挤压浇注 , 合金的晶粒明显细化 , 抗拉强度达到 6 , 伸长率达到 7. 过双级固溶处理和时效后 , 8 1. 4 MP a 1 4% 。 关键词 7 热挤压 ; 力学性能 ; 微观组织 0 5 5 铝合金 ;
15010079939bjzx201yahoocomcn7055合金属于中高强alznmg系铝合金具有较高的强度良好的焊接性能耐腐蚀性能和加工性能在航空航天兵工压力容器等方面得到了广泛地应7xxx系合金液固相线间距大凝固成形时过渡带宽易出现疏松气孔等组织缺陷铸造裂纹倾向较大给在高强条件下工作的零件带来危险7055合金成形研究中大都是对7055合金进行锻造成形而对在挤压下进行铸造成形研究很少挤压铸造特别适用于对强度和韧性要求较高的轻金属制造结构件
不同制备工艺对高硅铝合金组织及力学性能的影响(1)

Key words elect ronic packing , powder metallurgy , sp ray depo sition , cast , aluminum2silicon alloy
随着现代电子技术的发展 ,对电子封装材料的要求日益提 以内的过共晶铝硅合金 ,尚未见用任何工艺制备硅含量更高的
用 3 种不同的制备工艺进行加工 。
1. 1 材料制备
(1) 熔铸与包覆轧制 :按理论成分准备好材料 ,合金经熔炼 、 扒渣 、除气精炼后加入 P 、Ce 混合变质剂进行变质处理 ,变质处
胀系数基本匹配 ,无环境污染 ,成本低廉等特点成为人们关注的 理后的溶液静置 5~10min 后进行浇注 。为防止材料在后续轧
·127 ·
护下 ,被高压气体破碎后的金属液滴直接喷到已准备好的旋转的 基板上 ,喷射距离约 300mm。其主要工艺参数如表 1 。喷射沉积 锭坯经退火后 ,机加工成Φ195mm ×200mm 的圆柱。圆锭加热到 490 ℃,保温 3h ,在 2500t 的挤压机上进行挤压 ,挤压比为 10. 3 (挤压 筒直径为 208 mm ,挤出型材尺寸为 30mm ×110mm) 。
重点[4 ,5 ] 。
制时开裂 ,在浇注前先准备好包覆皮进行双面包覆 。铸锭加热
对于作为结构材料使用的共晶型铝硅二元合金 ,其突出的 温度为 490 ℃,保温 2h ,再进行热轧 ,锭坯从 44mm 轧至15. 5mm
问题是随硅含量增加 ,加工成形时开裂或脆断倾向增大[6] 。国 热轧总变形量为 64. 8 %。420 ℃退火后 ,再冷轧至 7. 6mm ,变形
2 结果分析与讨论
2. 1 微观组织
图 1 中 (a) 、(b) 、(c) 分别为铸轧 、喷射沉积挤压及粉末包套
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
4 32
粉末冶金技术 2005 年 12 月
于 Si 相颗粒硬度高 , 加剧了模具的磨损 , 故一般采 用塑性较好的材料(如纯铝)做包套封装[ 3 , 4] 。
目前 , 国内外已有人利用喷射沉积粉末冶金技 术制备出了 Si 的质量分数 <30 %的过共晶高硅铝 合金的二元或多元合金 , 且主要集中在 Al-Si-Cu-Mg 多元耐磨合金或高强耐磨合金的研究上[ 5 ~ 7] , 但至 今未见更高 Si 含量的二元高硅铝合金制备技术的 报道 。 本试验采用快速凝固/ 粉末冶金工艺制备了 Si 的质量分数分别为 30 %和 40 %的过共晶高硅铝 合金材料 , 并分析比较了在不同热挤压温度下合金 材料的组织形貌 、力学性能及拉伸试样的断裂行为 。
1 前言
采用快速凝固技术与粉末冶金技术相结合(RS -PM)制备的高硅铝合金材料由于具有低密度 、高 热导 、低膨胀 、高比强等优异特点 , 在汽车 、电子 、航 空工业领域有很大的发展潜力[ 1] 。而由于 A l 活性 很高 , 在快速凝固制粉时不可避免地会形成一层氧
化膜 , 导致在致密化过程中合金元素的相互扩散受 到阻碍 , 难以形成冶金粘结 。因此 , 需要采用一些特 殊的致密化工艺 。 对于快速凝固高硅铝合金粉末而 言 , 应用最广泛的致密化技术是粉末热挤压[ 2] 。
200mm 的高压水流中 , 冷却后 , Al-Si 粉末浆料流经
筛网 , 过滤掉杂物 , 流入高速旋转的甩干机中进行脱
水处理 , 经烘干 、过筛制得各种试验所需粉末 , 其粉
末制备工艺参数如表 1 。
表 1 制粉工艺参数
熔炼温度 /℃ 1000
喷嘴孔径 / mm 3.5
雾化气体 空气
气体压力 / MPa 0.6
但就总体而言 , 经热挤压后的高硅铝合金其硅
相尺寸并没有因为加热保温而使得初晶硅相尺寸显
著地增大 , 这主要是因为在热 挤压过程中 , Si 相在 强大的三向压应力所产生的高度的界面剪切力的作
用下发生了破碎 , 从而在一定程度上抵消了部分 Si 相的长大 。
3.2 温度对材料抗拉强度的影响
快速凝固真空包套热挤压高硅铝合金材料的室 温抗拉强度测试结果见表 3 。
的 Si 颗粒大部分消失 , 颗粒形状发生钝 化 。 另外 , 由于热挤压是一种变形与再结晶同时进行的工艺 , 它可以促进原子间的互相扩散与结合 , 从而也促使 初晶硅有所增大 。
(a)370 ℃;(b)430 ℃;(c)490 ℃;(d)550 ℃ 图 2 I 号试样在不同温度下热挤压后室温金相照 片
2 试验
材料制备工艺流程如图 1 所示 。
雾化制粉 ※ 过筛 ※ 真空包套 ※ 热挤压 ※ 制样 ※ 性能测试 图 1 高硅铝合金材料制备工艺
2.1 粉末制备
Al-Si 合金经配料后 , 在感应炉内加热熔化 、精
炼和脱气 , 金属液流经漏嘴流入喷雾装置中 , 被高压
气体雾化后 的金属液 滴直接喷 入距离喷嘴 约
表 3 高硅铝合金材料抗拉强度
编号
I II III IV
370 ℃ 239 210 196 176
抗拉强度/ M Pa
430 ℃
gradually from tough fracture mode to a mix ture of tough and brittle ones with the increase of ex trusio n t em peratu re. Key words:rapid solidification;vacuum canning ;ho t-ex trusion;Al-Si alloy.
Effect of extrusion temperature on microstructure and properties of high-silicon aluminum alloy
Yang Fuliang, Yi Danqing, Gan Weiping, Chen Zhaoke (School of M aterial Science and Engineering , Central South U niversity , Changsha 410083 , China)
快速凝固高硅铝合金粉末热挤压成形时 , 由于 粉末含有大量的初晶硅相 , 材料的塑性较差 , 同时由
*国防科学技术工业委员会资助项目(M K PT -03-151) **杨伏良(1962 .6 -), 女 , 副教授 , 博士研究生 , 主要从事铝合金及信息功能材料的研究 。 E-mail :yflcsu @ 收稿日期 :2004 -04 -14
将热挤压后的挤压棒车去铝包套并机加工成各 种规格的检测样品 。 采用 EOPHAT 金相显微镜对 材料进行显微组织观察 ;用电子万能拉伸试验机对 材料进行抗拉强度检测 ;在 KYKY-2800 型扫描电 镜上对拉伸试样断口进行扫描 。
3 结果分析及讨论
3.1 温度对材料微观组织的影响 图 2 为同一成分的材料经不同温度挤压后的室
第 23 卷第 6 期 杨伏良等 :挤压温度对高硅铝合金材料组织与性能的影响
433
α(Al)相中 Si 相的析出 。 材料内部细小的 Si 颗粒或 颗粒表面曲率大的部位具有饱 和溶解度而优 先在 Al 相中溶解 , 同时 Al 相中部分过饱和的 Si 原子在 大颗粒的表面或具有负曲率的部位析出 。故当挤压 温度升高时 , 材料内部的颗粒尺寸增大 , 原有的细小
Abstract :High-silicon aluminum alloy is a widely applied material possessing low density , low thermal expansio n coefficient , and high thermal conductivity.In this study , Al-30Si and Al-40Si hypereutectic high-silicon aluminum alloy were fabricated with a metho d in which air-atomization w as follo wed by vacuum canning hot-ex trusion process. Effect of ex trusion temperature on microstructure and proper ties w as discussed by means o f optical microscopy , SEM fracture surface analy sis , and tensile strength testing.Experimental results indicate that , silicon cry stal is fine and evenly distributed in the matrix , its par ticle size increases with the increase of ex trusio n temperature-grain g row th is no t obvious in 370℃ ~ 490 ℃ temperature range. T ensile streng th decreases with the increase of ex trusio n temperature, silicon content and particle size of starting powder. T he fracture mo de o f the ma terial changes
Hale Waihona Puke 表 2 高硅铝合金粉末编号
I II III IV
化学成分(质量分数)/ %
Si 26.60
O 0.48
Al 余量
26.60
0.50
余量
36.44 36.44
0.51 0.54
余量 余量
粉末粒度 / μm ≤75 ≤150 ≤75 ≤150
2.2 真空包套热挤压
各种编号的合金粉末经均匀混合后 , 初装 、振实 装入特制的 纯铝 包套内 , 其 密度可 达理 论密 度的 70 %, 经真空除气后 , 封闭焊合包套 。 挤压前对样品 设计了四种不同的温度加热保温 , 其加热温度分别 为 370 ℃、430 ℃、490 ℃、550 ℃, 保温时间为 1h 。 热 挤压试验 在 300t 油压机上 进行 , 模具加热 温度为 250 ℃, 各种挤压模具首先置入井式炉中充分预热保 温 。在热挤压的过程中用润滑油润滑 , 挤压比为 16 (纯铝包套和挤压棒直径分别为 40mm 和 10m m), 挤压锥角为 90°。 2.3 性能检测
第 23 2 00 5
卷第 6期 年 12 月
粉末冶金技术
Powder Metallurgy Technology
VoDl.e2c.32, 0N0o5.6
挤压温度对高硅铝合金材料组织与性能的影响 *
杨伏良** 易丹青 甘卫平 陈招科
(中南大学材料科学与工程学院 , 长沙 410083)
摘 要 : 针对应用广泛的低密度 、低膨胀 、高热导 、高比强的高硅 铝合金 , 采用空气雾化水冷与真空包套热挤 压工艺相结合的方法 , 制备了 Al-30Si 与 Al-40Si 过共晶高硅铝合金材料 , 并通过金相 微观组织分析 、力学性能 检测及拉伸试样断口扫描 , 研究了不同热挤压温度对合金 的组织形 貌与性能的 影响 。 结果表 明 :所制 备的高 硅铝合金材料组织十分细小且 Si 相均匀弥散分布 , 随着挤压温度的 升高 , 硅相晶粒增大 , 挤压温度在 370℃~ 490℃范围内 , 硅晶粒长大不十分明显 , 但超过此温度区间有一 个明显长大 的过程 ;抗拉强度 随挤压温 度的升 高 、合金中 Si 含量的增加及原始粉末粒度的增大而下 降 ;随 着挤压 温度的 升高 , 合金材 料的断 裂方式 由韧性 断裂方式过渡到韧性与脆性共存的混合断裂方 式 。 关键词 :快速凝固 ;真空包套 ;热挤压 ;Al-Si 合金