胶囊剂工艺流程图
软胶囊

五、软胶囊及其它胶囊剂的制备有滴制法和压制法两种。
生产软胶囊剂时,填充药物与成型是同时进行的。
1. 滴制法滴制法制备软胶囊剂(亦称胶丸)的工作原理见示意图4-19 。
分别盛装于贮液槽中的油状药物与明胶液按不同速度通过滴制喷头从同心管喷出,明胶液从管的外层流下,药液从中心管流出,在管的下端流出口处,明胶将一定药液包裹起来,并滴入到另一种不相混溶的冷却液体(如液体石蜡)中。
由于表面张力作用,胶液接触冷却液后形成球状体,逐渐凝固成胶丸,如浓鱼肝油胶丸,亚油酸胶丸的制备。
本法生产的胶丸又称无缝胶丸,具有成品率高、装量差异小、产量大、成本较低的优点。
滴制法制备胶丸的影响因素有:(1)明胶的处方组成以明胶:甘油:水为1:(0.3~0.4):(0.7~1.4)为宜。
(2) 液体的密度为了保证胶丸在冷却液中有一定的沉降速度及足够的冷却成型时间,药液、胶液及冷却液三者应有适宜的密度,如鱼肝油胶丸制备时,三者的密度分别为0.9 g/ml、1.12 g/ml和0.86 g/ml。
(3) 温度胶液和药液均应保持在60℃,喷头处应保持在80℃,冷却液为13~17℃,胶丸干燥温度应为20~30℃,且配合鼓风条件。
2.压制法将明胶、甘油、水等溶解后制成胶皮,再将药物置于两块胶皮之间,用钢模压制而成。
其制备方法如图4-20所示。
由机械自动制出的两张胶皮以连续不断的形式向相反的方向移动,在达到旋转模之前逐渐接近,经下部加压而结合,此时药液则从填充泵经导管由追楔形注入管压入两胶皮之间。
由于旋转模的不停转动,遂将胶皮与药液压入模的凹槽中,使胶带全部扎压结合,而将药液包于其中,形成软胶囊剂。
剩余的胶皮自动被切割分离。
药液的数量由填充泵准确控制。
本法可连续化自动生产,成品率较高,产量大,装量差异较小。
图4-19 滴制法制备软胶囊工艺流程图图4-20 自动旋转扎囊机工艺流程图(三)其他胶囊剂胶囊剂通常口服给药。
根据临床不同用途和作用,还可制备特殊类型的胶囊剂,如肠溶胶囊、缓释胶囊、泡腾胶囊、吸入用胶囊和供腔道用胶囊等。
药品生产典型工艺流程框图
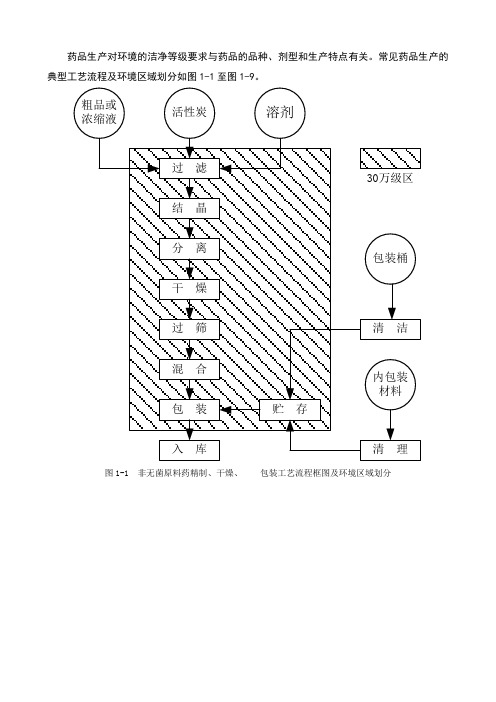
药品生产对环境的洁净等级要求与药品的品种、剂型和生产特点有关。
常见药品生产的典型工艺流程及环境区域划分如图1-1至图1-9。
图1-1 非无菌原料药精制、干燥、包装工艺流程框图及环境区域划分
图1-2 无菌原料药精制、干燥、包装工艺流程框图及环境区域划分
图1-3 片剂生产工艺流程框图及环境区域划分
图1-4 硬胶囊剂生产工艺流程框图及环境区域划分
图1-5 压制法软胶囊剂生产工艺流程框图及环境区域划分
图1-6 可灭菌小容量注射剂生产工艺流程框图及环境区域划分
图1-7 可灭菌大容量注射剂生产工艺流程框图及环境区域划分
图1-8 注射用无菌分装产品生产工艺流程框图及环境区域划分
图1-9 注射用冷冻干燥制品生产工艺流程框图及环境区域划分。
胶囊剂片剂工艺流程图

沸腾床
温度、滤袋完好、清洁度
随时/班
压片
片子
平均片重
1次/30分钟
片重差异
1次/2小时
崩解时限
1次/30分钟
硬度、脆碎度
1次以上外观ຫໍສະໝຸດ 随时/班含量、均匀度、溶出度(指规定品种)
每批
包衣
包衣片
外观
随时/班
崩解时限
定时/班
包装
瓶子
清洁度
每批
在包装品
装量、封口、瓶签、填充物
随时/班
装盒
数量、说明书、标签
随时/班
标签
内容、数量、使用记录
每批
装箱
数量、合格证、印刷内容、装箱者代号
每箱
随时/班
标签
内容、数量、使用记录
每批
装箱
数量、合格证、印刷内容、装箱者代号
每箱
二、硬胶囊剂
本公司拥有药品批准文号的硬胶囊剂产品共5种,其工艺流程图如下:
硬胶囊剂主要过程控制点及控制项目:
工序
质量控制点
质量控制项目
频次
粉碎
原辅料
异物
每批
粉碎过筛
细度、异物
每批
配料
投料
品种、数量
1次/班
制粒
颗粒
粘合剂浓度、温度
1次/批、班
含量、水分
筛网
使用前后
烘干
烘箱
温度、时间、清洁度
随时/班
沸腾床
温度
随时/班
滤袋完好、清洁度
每批
灌装
硬胶囊
温度、湿度
随时/班
平均装量
1次/30分钟
装量差异
1次/1小时
药品生产典型工艺流程框图

常见药品生产典型工艺流程框图
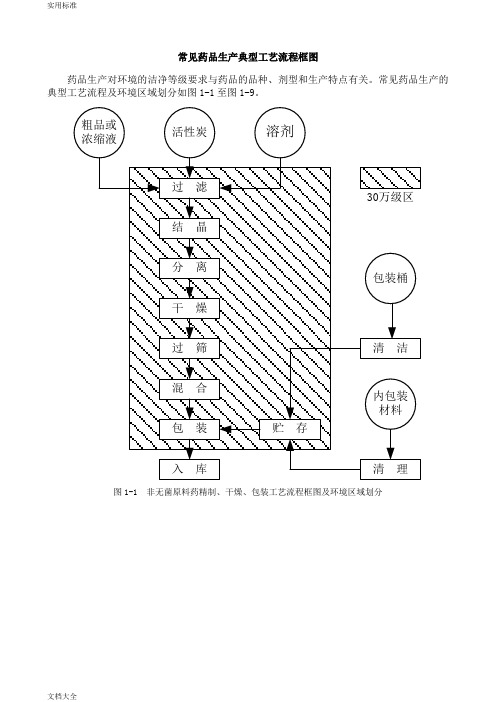
药品生产对环境的洁净等级要求与药品的品种、剂型和生产特点有关。
常见药品生产的典型工艺流程与环境区域划分如图1-1至图1-9。
图1-1 非无菌原料药精制、干燥、包装工艺流程框图与环境区域划分
图1-2 无菌原料药精制、干燥、包装工艺流程框图与环境区域划分
图1-3 片剂生产工艺流程框图与环境区域划分
图1-4 硬胶囊剂生产工艺流程框图与环境区域划分
图1-5 压制法软胶囊剂生产工艺流程框图与环境区域划分
图1-6 可灭菌小容量注射剂生产工艺流程框图与环境区域划分
图1-7 可灭菌大容量注射剂生产工艺流程框图与环境区域划分
图1-8 注射用无菌分装产品生产工艺流程框图与环境区域划分
图1-9 注射用冷冻干燥制品生产工艺流程框图与环境区域划分。
胶囊剂片剂工艺流程图精编版

沸腾床
温度、滤袋完好、清洁度1次/30分钟
片重差异
1次/2小时
崩解时限
1次/30分钟
硬度、脆碎度
1次以上
外观
随时/班
含量、均匀度、溶出度(指规定品种)
每批
包衣
包衣片
外观
随时/班
崩解时限
定时/班
包装
瓶子
清洁度
每批
在包装品
装量、封口、瓶签、填充物
随时/班
装盒
数量、说明书、标签
随时/班
标签
内容、数量、使用记录
每批
装箱
数量、合格证、印刷内容、装箱者代号
每箱
生产剂型的工艺流程图及主要质量控制点与项目
一、片剂
本公司拥有药品批准文号的片剂产品共14种,其工艺流程图如下:
片剂主要过程控制点及控制项目:
工序
质量控制点
质量控制项目
频次
粉碎
原辅料
异物
每批
粉碎过筛
细度、异物
每批
配料
投料
品种、数量
1次/班
制粒
颗粒
粘合剂浓度、温度
1次/批、班
筛网
含量、水分
烘干
烘箱
温度、时间、清洁度
1次/批、班
含量、水分
筛网
使用前后
烘干
烘箱
温度、时间、清洁度
随时/班
沸腾床
温度
随时/班
滤袋完好、清洁度
每批
灌装
硬胶囊
温度、湿度
随时/班
平均装量
1次/30分钟
装量差异
1次/1小时
崩解时限
1次/1小时
外观
随时/班
双黄连胶囊工艺流程图
用纯化水洗至PH值为5.0,继用70%乙醇洗至PH值为7.0。
图例:D级洁净区一般区
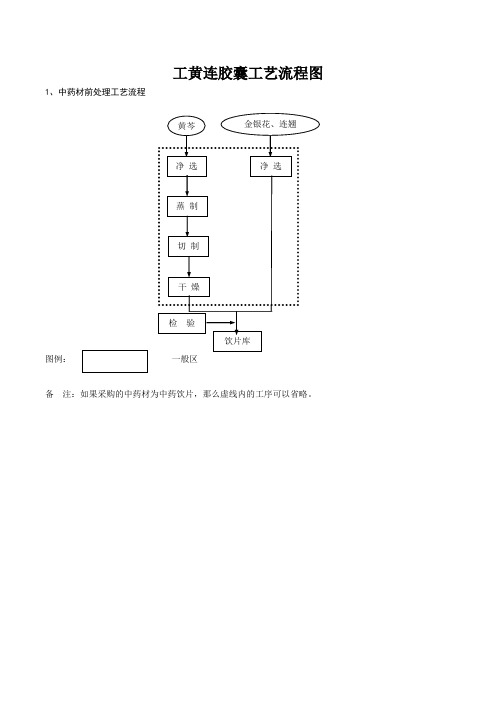
3 金银花连翘浸膏生产工艺流程图
加水8倍量(约9000L),温浸30分钟。
煎煮1.5小时,滤过。
加水8倍量(约9000L),煎煮1.5小时。
相对密度1.20~1.25(75~80℃),清膏冷至40℃
使含醇量75%,搅拌30分钟,静置12小时
加入与一次醇沉等量的75%乙醇搅匀,搅匀,静置12小时
工黄连胶囊工艺流程图
1饮片,那么虚线内的工序可以省略。
2、双黄连胶囊黄芩提取物生产工艺流程图
加水8倍量(约3000L), 煎煮2小时
加水6倍量(约2250L),煎煮1小时
加水6倍量(约2250L),煎煮1小时
弃去
相对密度约1.05~1.10(80℃)
几种典型制药实用工艺流程图
常见药品生产典型工艺流程框图
药品生产对环境的洁净等级要求与药品的品种、剂型和生产特点有关。
常见药品生产的典型工艺流程及环境区域划分如图1-1至图1-9。
图1-1 非无菌原料药精制、干燥、包装工艺流程框图及环境区域划分
图1-2 无菌原料药精制、干燥、包装工艺流程框图及环境区域划分
图1-3 片剂生产工艺流程框图及环境区域划分
图1-4 硬胶囊剂生产工艺流程框图及环境区域划分
图1-5 压制法软胶囊剂生产工艺流程框图及环境区域划分
图1-6 可灭菌小容量注射剂生产工艺流程框图及环境区域划分
图1-7 可灭菌大容量注射剂生产工艺流程框图及环境区域划分
图1-8 注射用无菌分装产品生产工艺流程框图及环境区域划分
图1-9 注射用冷冻干燥制品生产工艺流程框图及环境区域划分。
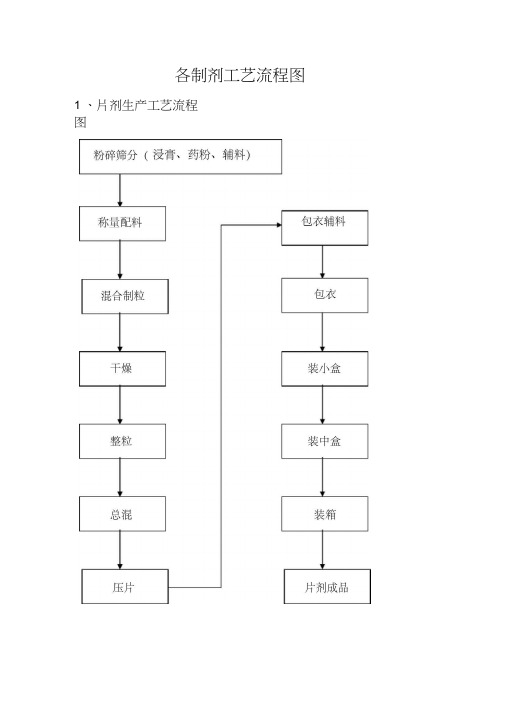
(完整版)各制剂工艺流程图
各制剂工艺流程图1 、片剂生产工艺流程图2、颗粒剂生产工艺流程图3、胶囊剂生产工艺流程图4、合剂生产工艺流程图5、糖浆剂生产工艺流程图6, 丸剂生产工艺流程图2 、工艺流程说明2 . 1 、前处理工艺流程说明外购的药材经过挑、选、检、去杂质及非药用部位后,川选药机或不绣钢洗药池,将药材上的泥土、灰尘洗净,根据不同品种的要求湿润,以达到提取、榨油、细粉的标准。
用J 六提取的药材,采取切割的方法切片,后经多层带式}气燥机干燥,中药粉碎机粉碎,筛分得到合格粒度的药材,送到净药库。
用J 屯榨油的药材,经多层带式干燥机干燥后,直接送去榨汕。
榨油前,按配方要求混合,用中药粉碎机粗碎,经蒸汽湿润后进入螺旋榨油机榨油,榨出的油经过过滤,再送到综合伟lJ 剂车间。
用一于细粉的药材切片,经多层带式十燥机十燥后,送到双扇灭菌柜灭菌,再用高效粉碎机组和震荡筛粉碎,筛分合格后包装,转入综合制剂车间。
2 . 2 、热回流提取工艺流程说明来自净药库的药材,按配方配料,加入乙醇,用热回流抽提机组进行第· 次醉提,过滤后剩余的药渣,加上辅料,再进行次水提,使有效成分尽量提出。
醇体液静置后过滤,除去杂质,减压浓缩,回收乙醉,并得到醇提浸膏。
水提液静置后过滤,除去杂质,减压浓缩,并得到水提浸膏。
将醇提浸膏与水提浸膏混合,采用可倾式反应锅浓缩,得到稠浸膏,用周转桶送到综合制剂车间。
2 .3 、片剂工艺流程说明原料和辅料经过粉碎过筛,达到要求细度后,按配方称取配料。
配制好的物料,根据需要混合制粒、干燥、整粒、总棍后,再压片、包衣、抛光,经检验合格,按规定包装,送入成品库房。
2 . 4 、合剂工艺流程说明原料和辅料按处方称量后,加入纯化水配制成药液,经力热煮沸、冷却、过滤后,再灌装和轧盖,经过蒸汽检漏、晾瓶、灯检、贴签,检验合格后,装箱送入成品库房。
2 . 5 、糖浆剂工艺流程说明将原料和辅料按处方称量后,加入纯化水配制成药液,经力热煮沸、冷却、过滤、调整浓度后,再灌装和轧盖,经过幻检、贴签,检验合格后,装箱送入成品库房。