制动梁端轴自动切割焊接工艺应用研究
焊接工艺中的自动化技术应用
焊接工艺中的自动化技术应用焊接是制造业中至关重要的工艺之一,而随着科技的不断发展,自动化技术在焊接领域的应用也变得越来越广泛。
本文将探讨焊接工艺中自动化技术的应用,包括其优势、常见的自动化焊接设备以及未来发展趋势。
自动化技术在焊接领域的应用带来了诸多优势。
首先,它提高了焊接过程的精度和一致性,减少了人为因素的干扰,从而提高了焊接质量。
其次,自动化焊接设备能够实现高效率的生产,节约了人力成本和时间成本。
此外,自动化系统还能够在危险环境下进行焊接作业,保障了工人的安全。
在焊接工艺中,常见的自动化技术包括焊接机器人、自动焊接设备和焊接自动化系统。
焊接机器人是一种能够模拟人类手部动作进行焊接的机械装置,具有高度灵活性和精准度。
它们可以根据预先设定的程序,在不同的工件上进行焊接操作,适用于大批量生产。
自动焊接设备则是指能够自动完成焊接过程的设备,如自动焊接机、自动焊接工作台等,它们通常配备了控制系统和传感器,能够实现焊接参数的精确控制和监测。
焊接自动化系统则是将焊接机器人、自动焊接设备以及相关控制系统整合在一起,形成一个完整的自动化生产线,实现焊接作业的全自动化管理和控制。
未来,随着人工智能和机器学习等技术的不断发展,焊接工艺中的自动化技术将呈现出更加智能化和个性化的发展趋势。
例如,智能化的焊接机器人将能够根据工件的形状和材质自动调整焊接参数,实现更加精准的焊接操作;而基于大数据分析的焊接自动化系统则能够实现生产过程的实时监测和优化,提高生产效率和质量。
总之,焊接工艺中的自动化技术应用正日益成为制造业提高生产效率、降低成本、提升产品质量的重要手段。
通过不断地引入新技术、优化现有技术,我们可以更好地发挥自动化技术在焊接领域的作用,推动焊接工艺向着更加智能化、高效化的方向发展。
浅谈纲车制动梁端轴定位组焊简易工装的设计
定位 端 片平行 限制 了端 轴 两 个 自由度 , 柱 面 与定 其 位 V形 片间 隙一致 又 限制 了端 轴 两 个 自由度 , 定位
V形 片有 一刻度 与一定 位 端片 结合 又 限 制 了端 轴 一 个 自由度 , 轴 五个 自由度被 限 制 。至此 , 端 完成 了对
个 自由度 , 只需依靠 定位工装同时定位其他 五个 自 由度一致 , 即可确保其同心。 定 位工 装 定 位于 工 艺 检修 小 车 上 , 端轴 端 面 与
尺 寸在 段修 l6 一 l7 m 7 7 7 3 m之 内。
4 定位 原理 、
一
个 空 问 物 体有 六 个 自由度 , 个 物 体 相对 于 两
26 ・
工 i 流 作 交
成 铁 科技
2o 02年第 1 期
同一个 物体确 定 了 六个 自由度 , 么 这两 个 物 体 的 那 相对位 置 唯一 确定 。 在本 工 装 的设 计 中 , 于两 端 由 轴是轴 线 同心 的圆 柱 体 , 可不 予考 虑 绕 轴线 旋 转 这
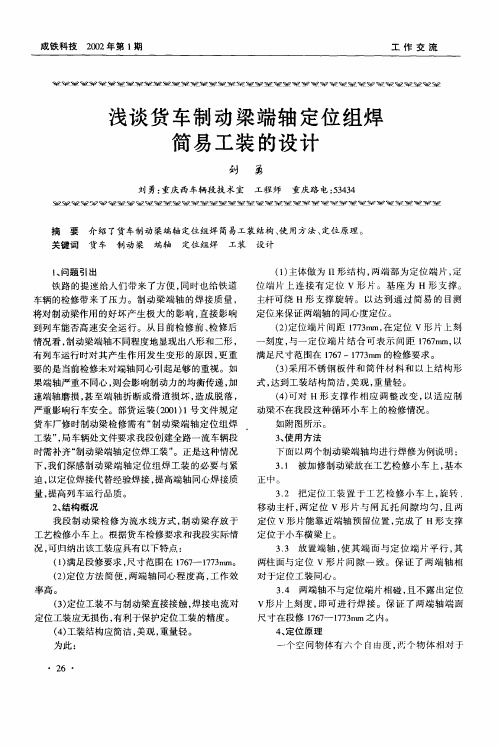
位 端 片 上 连 接 有 定 位 V形 片 。基 座 为 H形 支 撑 。
车辆 的检修 带 来 了压 力 。制 动 梁 端 轴 的焊 接 质 量 ,
主杆可 绕 H形 支 撑 旋 转 。 以达 到 通 过 简 易 的 目测
将对制动梁作用的好坏产生极大的影响 , 直接影 响
到列 车能否 高 速安 全 运 行 。从 目前 检修 前 、 修 后 检
制 动梁端 轴 定位 。
制 动 梁 端 轴 定 位 组 焊 简 易 工 装 简 图
~ 、
●
,”
’
● ● ● ● ● ● ● ● ●
制动梁端轴自动切割焊接机液压系统的设计
l、 . 8 1 托架液压缸 9
2 、1 0 2 切割焊接机构液压缸
另外 , 在进 行制 动粱 端轴 பைடு நூலகம் 面焊接 时 , 中间夹具保 持 夹紧 的状 态 , 有效 地减 小 了焊接 残余 应力 的影 响 , 避
8减压阀 .
9 1 、2、3 三位 四通 换 向 阀 、0 1 1 .
1 . 位 四 通换 向 阀 1二
1、 . 4 l 驱动箱液压缸 5
l 、7 回转机构液压缸 6 1.
制动梁端轴 制动拉板 制动梁板
毒
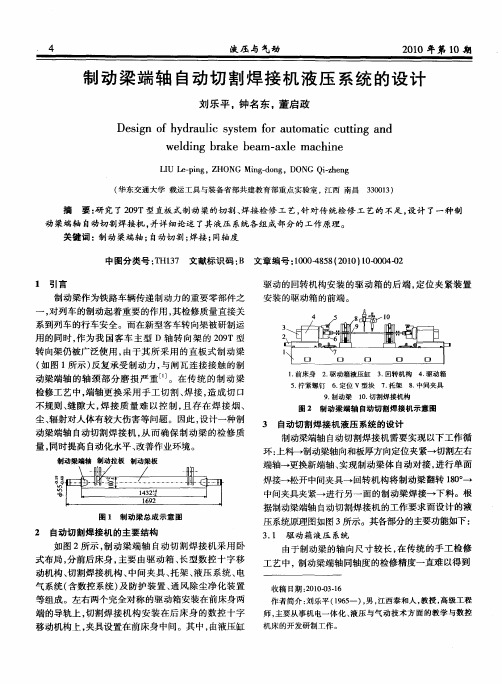
1前 床 身 .
2 驱 动箱 液 压 缸 .
3 回 转机 构 .
4 驱 动箱 .
5 拧紧螺钉 .
6 定位 V型块 .
7 托架 .
8 中间夹具 .
9 制动梁 .
1. O 切割焊接机构
图 2 制动 梁 端 轴 自动 切 割 焊 接 机 示意 图
3 自动切 割焊接 机液压 系统 的设计
一
,
对 列 车的制 动起着 重要 的作用 , 其检 修质 量直接 关
系到列 车 的行车 安全 。而在 新型 客车转 向架 被研制 运
用 的同时 , 为 我 国客 车 主 型 D 轴转 向 架 的 29 作 0T型 转 向架 仍被 广泛使 用 , 由于 其 所采 用 的 直板 式 制 动 梁 ( 图1 如 所示 ) 反复 承受 制 动力 , 闸瓦连 接 接触 的制 与
动梁端轴 的轴颈部分磨损严重l 。在传统 的制动 梁 l J
检修工 艺 中 , 端轴 更 换采 用 手 工 切 割 、 接 , 成 切 口 焊 造 不规则 、 隙 大 , 接 质 量 难 以 控 制 , 存 在 焊 接 烟 、 缝 焊 且 尘 、 射对人 体有 较大 伤害 等 问题 。因此 , 辐 设计 一种 制 动梁端 轴 自动切 割焊 接 机 , 而 确保 制 动 梁 的检 修 质 从 量, 同时提 高 自动 化水 平 、 善作 业环境 。 改
自动化焊接新技术在机械制造中的应用研究

自动化焊接新技术在机械制造中的应用研究1. 引言1.1 背景介绍自动化焊接技术是现代机械制造领域中的重要技术之一,它通过自动设备和控制系统实现焊接过程的自动化,提高了生产效率和焊接质量。
随着现代工业技术的不断进步,自动化焊接技术在机械制造行业中得到了广泛应用,并不断取得了重要的突破和发展。
目前,随着工业智能化进程的加快和机器人技术的不断进步,自动化焊接技术在机械制造领域中的应用也将呈现出更加广阔的发展前景。
深入研究自动化焊接新技术在机械制造中的应用,对于推动我国机械制造工业的发展具有重要的意义和价值。
【2000字】1.2 研究目的本文旨在探讨自动化焊接新技术在机械制造领域的应用,并对其发展趋势进行分析。
通过深入研究自动化焊接技术的概述、应用、发展趋势、优势与挑战以及未来发展方向,旨在为提高机械制造业的生产效率和产品质量提供理论支持和技术指导。
通过对自动化焊接技术的优势与挑战进行分析,可以为企业在引入该技术时提供决策参考,帮助企业更好地利用自动化焊接技术来优化生产流程,降低成本,提高竞争力。
本研究也旨在为相关行业的技术人员和企业管理者提供新的思路和启示,促进自动化焊接技术在机械制造中的广泛应用,并推动我国机械制造业的进一步发展。
1.3 研究意义自动化焊接新技术在机械制造中的应用研究具有重要的研究意义。
随着社会的发展和工业化进程的加快,机械制造行业对于生产效率和质量要求越来越高。
而自动化焊接技术能够提高焊接速度和效率,降低人工成本,提高产品质量,从而为机械制造行业带来重要的技术进步和经济效益。
自动化焊接技术在提高安全性和工作环境的也能减少废品率和资源浪费,对于可持续发展具有积极的促进作用。
通过研究自动化焊接新技术在机械制造中的应用,可以探索如何更好地利用现代科技手段提升生产效率,减少能源消耗,降低对环境的负面影响,从而实现可持续发展的目标。
自动化焊接技术的研究和应用也有利于我国机械制造行业的提升和转型升级。
209T制动梁端轴焊接预热温度检测系统设计

成 制 动梁 上磨 损 的 旧端轴 的切 割时 , 动 梁本 体 的温 度达 制
10 0℃ 以上 ,如果 在制动梁本体 冷却至焊接所需 要 的预热 0 温 度时 , 即进 行新端轴 的焊 接 , 可以降低焊缝 和热影响 区的 就 冷 却速度 , 小淬硬倾 向, 减 防止冷 裂纹 , 改善 焊接接头 的塑性 , 减 少焊后残 余应力”1 。
C K是外 部时 钟输入 ,其 频率 典型值 为 6 0k ,鉴 于 L 4 Hz 6 0k z 率获取 比较复杂 ,在 此采用 8 C 1的 A E信号 基 4 H 频 95 L 础上分 频 的方法 。 单片机 =6MH , L zA E频率 约为 1 z 经 MH ,
热电偶实 际上是一种能量转 换器 , 它将 热能转换 为电能 , 用所产生 的热 电势测量温度 。热 电偶作传感 器采集 的温度 值
收 稿 日期 : 0 9 l— 4 20 一 1 1 作者简介 : 李增福(9 6 , , 17 一)男 青海乐都人 , 助理工程师 , 研究方 向为机电一体化 。
43
E u p n Ma ua t n e h oo y No2, 0 0 q i me t n f cr gT c n lg . 2 1 i
本文介 绍 了 29 0 T制 动 梁 端 轴 切 割 焊 接 机 的焊 接 预 热 温
输 入 给单 片机 , 经计算 处 理后输 出控 制信 号 , 由 L D显 示 并 E
温度值 。 A C 89是 N tnl e cn utr( 国 国家 半导 体 公 D 00 ao a Smi d co 美 i o
甓
A B C
分, 采用 了 A 8 C 1 T 9 5 单片机 和 N型热 电偶传感器 。 , 是本 系统 的核心 , 接受传感 器 的 它 AD转换 信号 , / 实现输入 , 出、 输 数据处 理和 L D显 示 。采 用 E 的 N型 热 电偶 有 热 线 性 和 12 0 以 下抗 氧 化 性 好 的 特 o ℃
自动化焊接新技术在机械制造中的应用研究

自动化焊接新技术在机械制造中的应用研究随着科技的不断进步,自动化焊接技术在机械制造领域中得到了广泛的应用。
自动化焊接技术能够提高焊接效率、质量和安全性,对于机械制造业的发展起着至关重要的作用。
本文将从自动化焊接技术的发展现状、在机械制造中的应用以及未来发展趋势等方面展开研究。
一、自动化焊接技术的发展现状自动化焊接技术是利用机器人、自动焊接设备和智能化控制系统来实现焊接过程的自动化。
随着机器人技术和自动化控制技术的不断发展,自动化焊接技术也在不断完善和更新。
目前,自动化焊接技术已经实现了高速、高效、高精度的焊接能力,可以满足不同焊接需求的要求。
在材料、工艺和设备方面也不断推陈出新,使得自动化焊接技术的应用范围不断扩大。
1. 提高生产效率自动化焊接技术可以实现焊接过程的全自动化,减少了人工操作的时间和成本。
机器人焊接可以在连续的工作状态下高效地完成焊接作业,大大提高了生产效率。
自动化焊接技术还可以减少因为人为因素而导致的焊接质量不稳定的问题,保证了焊接质量的稳定和一致性。
2. 提高焊接质量自动化焊接技术可以实现焊接的精密控制,使得焊接接头的质量更加稳定和均匀。
自动化焊接技术还可以实现焊接参数的智能化控制,及时调整焊接参数以适应各种复杂的工件和焊接要求,从而提高了焊接品质和可靠性。
3. 环保节能自动化焊接技术可以减少废气、废液和废渣的产生,降低了对环境的污染。
自动化焊接技术还可以减少焊接材料的浪费,提高了材料利用率,实现了环保节能的目标。
三、未来发展趋势1. 智能化未来,自动化焊接技术将更加智能化,能够通过先进的传感器和控制系统实现对焊接参数的实时监控和调整,使焊接过程更加稳定和可靠。
2. 灵活化未来的自动化焊接技术将更加灵活,能够适应多种焊接场景和工件形状,实现自动化焊接的全方位覆盖。
3. 协作化未来的自动化焊接技术还将更加注重与人的协作,实现人机协同的焊接作业,使焊接过程更加安全和可控。
平地机前机梁自动焊接工艺研究与应用

前机 梁焊 接 专机 主 要 由数 控焊 接 机头 、焊接 变位 机 、专 机龙 门架 、专 用夹 具 、数控 系统 等主 要 部件组 成, 用 富氩 气体 (O A + 0 c 2 保 护焊 采 8% r2 %O ) 接 。基 本原 理为 : 过变位 机 的翻转使 得前 机梁 固定后 焊缝 处于水 平状态 , 通 然 后通 过数控 三维 行走 带动焊 枪作 仿形模 拟运 动, 来模拟 工件外 形近似 轨迹, 焊 缝跟 踪采 用接 触式光 电跟 踪系 统, 保证焊 枪运 动过程 的稳 定性 : 同时配 置焊 枪 摆动 装置保 证焊缝 宽度 : 匹配有 焊枪 水冷 系统, 证焊接 过程的连 续性, 个 并 保 整 焊 接专 机 通过 可 编程 的控 制 系 统来 完成 操 作 。 如 图 2所 示 ) ( 。 32 前 机梁 自动焊 接步骤 . () 1前机 梁在 用手 工打底 焊接 、打磨 完成后 , 用专 用工装 固定在 焊接 变 采 位机 上 : 后启动专 机控制 总 电源 , 然 进入 专机控制 触摸屏 , 首先将 专机控 制选择 “ 手动 手 动控 制 翻转 焊接 变位 机 , 先保 证 前机 梁第 一 、第二 条 焊缝 处于 首 水平 状态 : ( 将 控 制方 式 由 “ 2) 手动 ”转换 为 “自动 ” ,在触 摸 屏 上选 择 “ 入 进 系统” ,在 “ 能选 择 ”界面 上 选 择 “ 作 平 台 ” 进 入 操 作控 制界 面 , 功 操 , 选 择工件 “ 2号 ” 保 证 “ 件 选 择 ”显 示 为 “ w0”后 才 能 进入 2 号工 件 , 工 T 的控 制 、焊接 系 统 : 然后 在此 界 面上 设置 合适 的 “自动 焊速 ” 速度 设 置步 ( 骤为: 点击数 值框 , 在显 示文本 框 中输入 合适 的值, N 键 即完成 了设定焊 接 按ET 速度 , 根据 实际情 况焊接 速度 一般 设置 为 2 0m m n 、右) 注意 : 他速 度 2m / i 左 , 其 ( 如大 、中梁 速 度 、 空行 速 度 、 回原 速 度 、旋 转速 度 等 )一般 情 况下 不 能 去 设置和 更 改, 特别 是专机 回 原速 度 不能超 过 60 mm n过 大 的回原速度 将 0m/i, 有 可能会 使专 机控 制失 灵, 生重 大设备事 故 : 发 ( )其 中 “ 能 选 择 ”界 面 上 的 “ 位 写 入 ”和 “ 据 示 教 ”功 能 3 功 点 数 界 面数 据是 已按 工件 要求 示教 、设 置好 的, 实 际焊接 操作 过程 中不 需要进 在 入 和设 置, 不能 随便更 改其 中任 何数据 , 更 以免 专机 数据失 真 : () 4检查触 摸屏下面 各控 制开关的位 置, 证跟踪器 电源接通 , 保 并保证跟 踪 状 态 开关 处于 “ 止 ”状态 , 启动 摆 动器 电源 及选 择 合适 的摆 动 参数 ( 停 并 也 可 在焊枪 到达焊接 起点 时调整设 定) 同时 设置合 理的焊接 规范参 数 ( 电流 , 焊接 控 制为 20 2 0 、电压控 制为 2 — 2, 确保焊 枪冷 却水系 统运 转正 常 以保 5- 8A 8 3V 并
自动化焊接新技术在机械制造中的应用
自动化焊接新技术在机械制造中的应用随着科技的不断发展,自动化技术在各个行业中得到了广泛应用,尤其是在机械制造领域。
自动化焊接技术作为机械制造的重要组成部分,其应用不仅提高了生产效率,还降低了劳动强度,保证了产品质量。
本文将从自动化焊接技术的原理、应用和发展等方面进行详细阐述。
一、自动化焊接技术的原理自动化焊接技术是利用先进的电子技术和计算机控制技术,实现焊接过程的自动化。
它主要包括自动送丝、自动焊接、自动检测和自动调整等环节。
在自动送丝环节,焊丝通过送丝机自动送至焊接头;在自动焊接环节,焊枪根据预设的参数和程序,对工件进行精确的焊接;在自动检测环节,通过传感器实时监测焊接质量,如有不合格现象,立即进行调整;在自动调整环节,根据检测结果对焊接参数进行优化,以保证焊接质量。
二、自动化焊接技术在机械制造中的应用1. 汽车制造在汽车制造过程中,自动化焊接技术被广泛应用于车身零部件的制造。
例如,发动机缸体、变速器壳体等部件的生产过程中,采用自动化焊接技术可以大大提高生产效率,降低劳动强度,保证产品质量。
自动化焊接技术还可以实现不同材料之间的精确连接,满足汽车制造商对轻量化、高强度的需求。
2. 船舶制造船舶制造过程中,自动化焊接技术同样发挥着重要作用。
例如,船体结构的制造过程中,采用自动化焊接技术可以实现大型结构件的高效生产,提高生产速度。
自动化焊接技术还可以实现多种材料的精确连接,满足船舶设计师对船舶性能的要求。
3. 工程机械制造工程机械制造过程中,自动化焊接技术的应用主要体现在底盘、铰链、传动系统等部件的制造。
采用自动化焊接技术可以提高生产效率,降低劳动强度,保证产品质量。
自动化焊接技术还可以实现不同材料的精确连接,满足工程机械制造商对设备性能的要求。
4. 钢结构制造钢结构制造过程中,自动化焊接技术的应用主要体现在桥梁、塔架等大型结构件的制造。
采用自动化焊接技术可以实现大型结构件的高效生产,提高生产速度。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
、
另
一
间 工 件 的 安 装在 设 备 前 面 ( 即操 作 者
开 发 制 动 梁 端轴 的 自动 切 割
自动 对 接
的 圆柱 面 和 端 面 为 定 位 基 准 切割方式有线切 割 氧 乙 炔 切 割 等 方式
。
、
侧 ) 因此 上 下 工 件 比 较 方 便
, ,
。
焊接 工 艺
1
。
等离 子 切 割 和
。
2
毫
体 和 两 个 制 动拉 板 组 成 如 图
制 动梁 是 称尺 寸为 为
20m
m
一
所示
。
米 以下
,
,
割 缝 稳 定均 匀
。
,
对 本 体 损 害较
,
个 长 条形 配 件
m
,
长度公
m
,
小 切 割 速 度 较快
但是 采用线切割工
,
14 4 2 m
宽度 为
30 kg
。
10 0 m
身左 右两端 的导 轨上 。 主要 低 油温 。阀 和变 量 叶片泵 均采用 国产 名 用于夹 持端轴 并准确 地将 端轴送 到焊接 牌 产 品。 保证 了液 压 系统工作 的可靠 性 。 位置。 驱动 箱上设 有 回转机构 , 焊接过 在 程 中, 通过 回转机 构 的回转 ( 回转 角度 为 10 ) 动实现 工件 的双 面焊接 8 。运 22 长型数 控十字 移动 机构 . 长 型数控 十字移 动机构 主要 由滚珠 丝 杠副 、 滚动 直线 导轨 副及滑 台体组 成 , 机 构精 度高 、 动灵 活 。其 横 向( 运 x轴 ) 、 纵 向( z轴 ) 动 由 步进 电机 驱 动 , 运 实现 准 确切割 和焊接 轨迹 。 23切 割焊接 机构 . 该 机构 主要 由割枪 、焊枪 和支 架及
。 ,
口大
对 制 动 梁 体 损 害 大 ;手 工 焊 接 焊 缝
, ,
种方式是在 水平 定 位基 准 水平
, ,
x
方 向 以 梁体侧 面 为
用 卧式 布 局 驱 动箱 布 置 在床 身 两 端 切
不 规 范 焊 接 质 量 不 高 总 成 精 度 低 ;且
z
方 向以 两 端轴顶 端为 种方式是 以两 个端轴
氧 乙 炔切割是
一
种传 统 的钢材 切 割工
,
一
旺i 三 三 喜三 i
图
1
』
艺 割缝 平 整 度较 差 割缝 宽度 随着 割 板
,
的厚 度 增 加 而 增 加
,
对于
20r a
2m
一
m
的钢 板
以下 只
,
来说
制动梁总成
,
割 缝 宽度 可 以 达 到
、
m
要
一
副割具 和 氧
,
乙 炔瓶各
。
只就能够
、
(1) 焊接 后 两 端轴 的 同轴度 为
,
,
都需要 外 购
一
台
.
图
2
制 动 梁端 轴 自动切 割 焊 接 机
;
总重 约 为
根 据 制 动梁 的
切 割 设 备 另 外 由 于 制 动 梁 形 状 尺 寸较
2 1 驱 动箱
维普资讯
上海铁 道科 技 2 0 0 8年 第 1期
本 机 有 左 右 两 个 完 全对 称 的 驱 动 标 准 , 用变 量 叶 片泵 , 小能 量 损耗 , 减 降
类 焊接 方式 很 多 根 据 制 动 梁端 轴 的焊
,
,
称度
1 5m
.
m
。
接质量要求
,
,
我 们选 用 二 氧 化 碳 气 体保
在 制 动 梁 强 度方 面
,
要 求焊缝 焊波
,
护焊
2
。
符合 工 艺要 求 无 裂 纹 无 气孔 焊接 后
、
承 受试验 拉力 无 变形 无 裂纹
、
P
。
=
34 300 N
(2 P 6 8 60 0 N )
1 5m
.
进 行 切 割 工 作 投 资很 小
、
从 切割质量
,
m
。
切 割 效 率 切 割 设 备投 资 等方 面 考 虑 采
14 4 2
+
(2 ) 焊 接 后 两 端轴 间 距 为
1 5m
.
用氧 乙 炔切割工 艺
。
m
。
焊接有直 流 焊接 和 交流焊接两 大
( 3 )制 动 梁 轴 头 与 梁 体 厚 度 的 不 对
图 3 液 压 站 总成
。
割焊 接 机 构 安装 在 数 控 十 字 移 动 机 构 上
手 工 操 作 效 率低 劳动 条 件 差 劳动 强 度
, ,
定位 基 准 垂 直方 向(Y 向 ) 以 梁 体底 面 为定 位 基 准
。
并 布置 在设 备 后 面
。
,
夹 具 布 置 在 床身 中
一
大 对 人 体 危 害大
,
。
因此 很 有 必 要 研 究
,
、
客 车制 动 梁 的 技 术 质 量 直 接
。
,
艺 首 先 必 须 解 决 三 大技 术 问题 即定
、
关 系 到 列 车 的 运 行 安 全 几 年来 制 动 梁
端轴 在 段 修 时 采 用 手 工 切 割 手 工 焊 接
,
、
位 问 题 切 割 方式 问 题 和 焊接 方 式 问 题
根 据 制 动梁 的技 术 要 求
,
。
移动 机 构 切 割 焊接 机 构 中间夹 具 托
、 、 、
对制动梁
:
一
架 液 压 系 统 电 气 系 统 ( 含 数 控 系 统 )及
、
、
工
艺 该 检 修工 艺 技 术 落 后 手 工 切 割切
。
, ,
的定 位来说可 以 采取 两 种定位方 式
防护 装 置 等 组 成 如 图
, ,
2
所 示 该设 备采
=
制 动 梁 端 轴 自动 切 割 焊 接 机 的设 计 根 据 以 上 分析
,
我 们 提 出 了 客 车制
制 动 梁 是 车辆 基 础 制 动装 置 的 重 要
组成 部件
,
为 了 实 现 自动 切 割
工
,
、
自动 对 接 焊 接
,
动 梁 端 轴 自动 切 割 对 接 焊 接 机 的 技术 方 案 该 设 备 主 要 由 驱 动 箱 长 型 数 控 十字
线 切 割 工 艺 切 割精
,
制 动 梁 端 轴 自动 切 割 焊 接 工 艺 方 案 的
度 高 割缝 只 有
,
1
毫米 以 下 割 缝 稳 定 均
,
分析
匀 制动 梁 是 由两 个 端 轴
,
一
,
对 本 体 没 有什 么 损 害
切 割 速 度较
,
、
个制动梁
l
,
慢 等离 子 切 割精 度 也 较 高 割缝 为
维普资讯
上 海铁道 科技 2 0 0 8 年第 1 期
21
傅佩 喜
上 海铁 路 局 技 术
中心
构 造 特 点 受 力 情 况 和 组 装特 性 要 求 制
、
,
长 要 求 切 割 设 备规 格 大 投 资 成本 高
,
,
。
动梁 组 成 达 到 以 下 形 位 公 差 要 求 :