三菱伺服器的调试方法
三菱数控系统伺服主轴及攻牙调整

参数号 #2233
#2238 #2246 #2283 #2287 #2288
简称 SSF2
说明 伺服功能2
FHz1 FHz2 SSF6 FHz4 FHz5
陷波滤波频率1 陷波滤波频率2
伺服功能6 陷波滤波频率4 陷波滤波频率5
©COPYRIGHT 2010 三菱电机自动化(中国)有限公司
第13页
伺服优化之速度环
©COPYRIGHT 2010 三菱电机自动化(中国)有限公司
第4页
伺服主轴优化调整流程
电流环增益的确认 速度环增益的调整
振动、异音抑制 Y
是否振动、异音
N
象限突起的改善 主轴加减速调整
设定位置环增益
主轴定位调整
©COPYRIGHT 2010 三菱电机自动化(中国)有限公司
第5页
伺服优化之基本参数设定 (1)
第2页
背景知识(2)
三环控制示意图中的GAIN表示增益,通过调 整各环路增益,调节系统响应速度,增益值的调整 是伺服调整的重要过程。
电流环:电机控制的基础控制环,电流环增益 由电机和伺服单元的组合决定,与机械无关。按标 准参数值设定参数(SV009-SV012),无需为每台 机械单独设定。
©COPYRIGHT 2010 三菱电机自动化(中国)有限公司
©COPYRIGHT 2010 三菱电机自动化(中国)有限公司
第6页
伺服优化之基本参数设定 (2)
根据机床的规格和实际配置,检查下列伺服参数
参数号
SV001
简称
PC1
说明
电机侧齿轮比
SV002
PC2
机床侧齿轮比
SV017
SPEC
伺服规格选择
三菱伺服增益调整方法及参数设置_V2
2020三菱伺服增益调整方法及参数设置参数设置基于三菱MR-J系列伺服01.序文02.自动调整模式03响应性设定目录03.响应性设定content 04.手动调整模式三菱伺服增益调整方法及参数设置伺服放大器内置有实时自动调整功能,能实时地推断机械特性(负载惯量比并根据推断的结果自动设定最优的增益值利这个功能惯量比),并根据推断的结果自动设定最优的增益值。
利用这个功能可以容易地调整伺服放大器的增益。
三菱伺服增益调整方法及参数设置(1) 自动调整模式1伺服放大器在出厂状态下设定为自动调整模式1。
在此模式下,伺服放大器实时推断机械的负载惯量比,自动设定最优的增益。
通过自动调整模式1自动调整的参数如下表所示。
三菱伺服增益调整方法及参数设置(2) 自动调整模式2自动调整模式2在自动调整模式1下不能进行正常的增益调整时使用。
此模式下由于不能进行负载惯量比的推断,所以请设定正确的负载惯量比(参数No.PB06)的值。
通过自动调整模式2自动调整的参数如下表所示。
三菱伺服增益调整方法及参数设置(3) 调整步骤①使伺服电机加减速运行,负载惯量比推断机构会根据伺服电机的电流和电机速度实时推断负载惯量比。
推断的结果被写入参数No.PB06(对伺服电机负载惯量比)。
这个结果可在伺服放大器设置软件的状态显示画面下确认。
②在已经知道负载惯量比的值和不能很好地进行推断时,设定为“自动调整模式2”(参数No.PA08:0002),使负载惯量比的推断停止,请手动设定负载惯量比(参数No.PB06)。
三菱伺服增益调整方法及参数设置(3) 调整步骤③通过被设定的负载惯量比(参数No.PB06)的值和响应性(参数No.PA09),根据内部的增益表,自动设定最适合的增益。
④电源接通后,每隔60分钟将自动调整的结果写入EEP-ROM中。
电源接通时,已经保存在EEP-ROM中的各增益值将作为自动调整的初始值。
三菱伺服增益调整方法及参数设置出厂时设定由于自动调整功能出厂时被设为有效,因此只要运行伺服电机就能自动地根据机械状况设定最优的增益值。
三菱MR-J2S伺服调试说明
A
105HZ
B
130HZ
C
160HZ
D
200HZ
E
240HZ
高响应
F
300HZ
自动增益调整和机床响应速度的调整方法参见下一章
6
三菱 J2S 数字交流伺服调试说明书
注 2:参数符号前带“*”的参数,改变数值后,需关电源,再 开电源才能有效。
(详细请参见三菱 J2S 伺服驱动说明书)
5.三菱 J2S 伺服驱动器的参数表:
三菱 J2S 伺服驱动器和凯恩帝数控系统相配时,只需设定以下 参数(见参数表);其余参数,一般情况下,不用修改。
参数表
TE1
L1 L2 L3 U V W
TE2
L11
L21
P
C
PE
D
伺服电机
编码器
MR-J2S-200A(1.5KW )以上 伺服驱动器
至数控系统
CN1A CN1B
至电气控制电路
CN2
编码器反馈电缆
三相200V  ̄ 220V 单相200V  ̄ 220V
L11 L21 编码器
3.通电时的检查 1) 确认三相主电路输入电压在 200V-220V 范围内,单相主电路输入
电压在 200V-220V 范围内。 建议用户选用 380V/200V 的三相伺服变压器。
2)确认接地可靠。
4.三菱 J2S 伺服驱动器的参数设定方法
三菱 J2S 伺服驱动器修改参数的操作方法,如下: 1) 按“MODE”按钮,可切换显示以下 6 种方式, 按“M O D E ” 键 状态显示 诊断显示 报警 基本参数 扩展参数 1 扩展参数 2
益 1)的数值(此值作为 N0.6 参数和 N0.36 参数最大范围的数
三菱伺服调整4_真圆度_20111012
MEM模式点击 开始执行
PDF 文件使用 "pdfFactory Pro" 试用版本创建
说明:1)Dr:半径差值 2)ACC:精度 3)PRO:突起 要求:1)PRO:小于5μm,如果大于5μm,先将2282=1,再进行调整2216,2285,2286
EOD
PDF 文件使用 "本创建
只测试这 个项目 1 2
选择创建 的程序
添加X轴
添加竖直 轴Z要勾 选此项
3
4
PDF 文件使用 "pdfFactory Pro" 试用版本创建
先前创建 的程序也 可点击进 行编辑
选择此项进 行自动调整 5 6
使用变 更参数 变更前 参数 自动变更 后参数 参数保 持不变 7 8
在JOG模式下手动 移动Z轴(大概 F=1000),记录上下 移动时的值进行计 算并填入2232=40,注意正负号
PDF 文件使用 "pdfFactory Pro" 试用版本创建
创建程序
首先创建 真圆程序 1 2
程序命名
选择加工 中心
点击创建 真圆程序
3
输入以上 坐标值
三菱伺服调整-真圆度
2011. 10.12 技术部 电子技术课
PDF 文件使用 "pdfFactory Pro" 试用版本创建
真圆度测试
1.取消背隙及螺补参数(注意记录保存数值) 2011=0 2012=0 4101~5124=0(注意如果设备已经调试完毕,请备份并记录补正值) 2.确认不平衡扭矩参数2232数值是否正确
4
PDF 文件使用 "pdfFactory Pro" 试用版本创建
三菱数控伺服驱动参数设定与调整
用 滤 波 器 参 数 抑 制 机 械 振 动 .尽 可 能 提 高 速 度 环 增 益 1
(1)滤 波 器 设 定 方 法
设 定 值 ,是伺 服 调 整 之 关 键 所 在 。
11设 定 参 数 #2233、#2283选 择 滤 波 器 1、2、4、5,设 定
速 度 环 超 前 补 偿 参 数 #2208主 要 决 定 速 度 环 的低 频 为 振 动 频 率 ;
位 置 指 令
速 度 设 定 值 电 流设 定 值
数 控 机 床 伺 服 驱 动 参 数 调 整 的好 坏 ,直 接 影 响 到 机
床 的 加 工 精 度 和 性 能 。很 多 数 控 机 床 在 出 厂 前 ,都 进 行 过
伺 服 驱 动 参 数 基 本 设 定 ,能 满 足 一 般 精 度 的 加 工 要 求 。但
值 较 大 (接 近 标 准 值 ),或 使 用 与 增 加 VGN1等 效 的 干 扰 动 ,#2206与 #2229配 合 使 用 。
标 准 值 。 2.2 速 度环
速 度 环 的 作 用 是 抑 制 速 度 波 动 ,增 强 系 统 抗 负 载 扰 动 的能 力 。速 度 环 控 制 参 数 主要 有 :速 度 回路增 益 1 (#2205,简 称 :VGN1)、速 度 回路 增 益 2 (#2206,简 称 :
作者 简介 :陈泽 南(1975一),男,主要从 事 电气设计 、维修 方 面的工 作。 E—mail:cym1368@sina.com
VGN2)、速度 回路延 迟补偿 (#2207,简称 :VIL)、速度 回路 进 给补偿 (#2 定 伺 服 控 制 响 应 性 的 重 要 参 高 .但 机 械 容 易 诱 发 振 动 。所 以抑 制 振 动 的调 整 原 则 是 使
(完整)三菱伺服实际调试设置实操
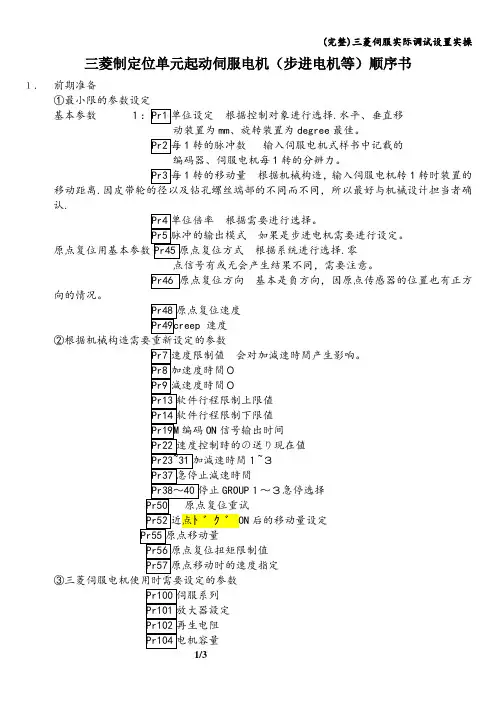
三菱制定位单元起动伺服电机(步进电机等)顺序书1.前期准备①最小限的参数设定基本参数根据控制对象进行选择.水平、垂直移动装置为mm、旋转装置为degree最佳。
1转的脉冲数输入伺服电机式样书中记载的编码器、伺服电机每1转的分辨力。
1转的移动量根据机械构造,输入伺服电机转1转时装置的移动距离.因皮带轮的径以及钻孔螺丝端部的不同而不同,所以最好与机械设计担当者确认.根据需要进行选择。
如果是步进电机需要进行设定。
根据系统进行选择.零点信号有或无会产生结果不同,需要注意。
基本是負方向,因原点传感器的位置也有正方向的情况。
速度②根据机械构造需要重新设定的参数~31~3急停选择后的移动量设定③三菱伺服电机使用时需要设定的参数2.配线检查①原点传感器上确认原点信号的ON/OFF。
②上下限限制传感器上下限限制信号的ON/OFF。
3.电机旋转方向以及上下限限制传感器的方向确认①JOG运转中确认电机的旋转方向。
+JOG(离开原点传感器的方向)时,伺服电机的现在值增加吗?-JOG(接近原点传感器的方向)时,伺服电机的现在值减少吗?逆运转时,旋转方向的设定(Pr107orPr6)变更为相反的。
②上下限限位传感器方向确认上記①中,电机的旋转方向确认后,再度用+JOG起动伺服电机,如果用150mm标尺灯遮断上限限位传感器,确认伺服电机有没有停止.如果没有停止,再次确认上限限位传感器的配线以及方向性(需要确认上下限限位传感器是否反了。
)。
用同样方法确认下限限位传感器。
4.装置的可动范围的确认上記3.中的旋转方向以及上下限限位传感器的方向的确认作业如果完成了,JOG运转中移动装置至上下限限位传感器起动,确认装置的可动范围.5.原点复位①根据原点复位方式再确认必要的设定项目,特别要注意挡块停止方式时的原点复位扭矩限制值的设定,计数方式时得近点ドグON后的移动量设定要注意是否恰当。
②JOG运转中将装置移动至上下限限位传感器的正中位置,进行原点复位,如果装置移动至远离传感器的方向时,直接使装置停止,变更原点复位方向(Pr46)后,再度进行原点复位。
(调试前请看)三菱伺服调整介绍_20111012
DT400: 192.168.200.1
电脑IP设置
最后一位的地址 不能与NC参数 #1926的值一样
测试连接
至此,三菱伺服调整的前期准备完成,可以开始进行调试。
EOD
三菱伺服调整介绍
2011. 10.12 技术部 电子技术课
前言
本教程以DT400 M70B为原型,对三 菱M70B系统的伺服(伺服马达和 主轴马达)的调整方法进行了介 绍。 本教程主要面向从未接触过三菱伺 服调整的人员编写的,内容只是 初步介绍了在三菱伺服调整过程 中应该调整的项目。 对于教程中伺服波形的采用,也仅 仅是随意抽取了有一定代表性的 波形。简单的介绍了怎样区分波 形的好坏,以及怎样对不好的波 形进行调整来使波形满足加工的 基本条件。 另外,由于水平有限,编写的教程 内容肯定存在很多不足点,甚至 可能也有极个别的错误,所以仅 作为三菱伺服调整入门的参考教 程,希望各位读者给予指出问题 并帮助修正。
•三菱伺服调整总共有8个项目需要调整,但是由于速度环增益和伺服共振抑制在一个 波形画面下完成,所以合并在一起进行制作。
伺服马达部分: 1.(1)速度环增益 (2)伺服共振抑制 2.伺服进给进给调整 3.伺服快速进给调整 主轴马达部分: 4.真圆度 5.主轴加减速时间 6.主轴定位 7.刚性攻丝TAPPING
三菱伺服调整教程VerC
简称 IQA IDA IQG IDG
说明 电流环,q轴超前补偿 电流环,d轴超前补偿 电流环,q轴增益 电流环,d轴增益
电流环增益是由伺服和电机特性决定,三菱名古屋 工厂已测试各种电机的电流环特性,设定参数时使 用标准值,无需每台机床都作调整。
伺服调整
初始参数设定检查(3)
根据机床的规格和实际配置,检查下列轴规格参数
设定参数 无抖动补偿 补偿1脉冲 补偿2脉冲 补偿3脉冲 驱动类型
SV027,Bit4
0
SV027,Bit5
0
1
0
1
MDS-C1/B/R
0
1
1
伺服调整
振动抑制(5)
调整前的定伺服参数设定 SV027(SSF1)=4000 SV038(FHz1) =0 SV046 (FHz2) =0 SV061(DA1NO)=1 SV062(DA2NO)=2
共振与机械因素有关,所以需要为机械单 独设定共振抑制频率。
有效的伺服调整是:检测共振频率,抑制 共振,尽可能的提高速度环增益(VGN)。
伺服调整
振动抑制(3)
陷波滤波器
陷波滤波器1 陷波滤波器2 陷波滤波器3 速度反馈滤波器
自适应滤波器
频率范围
100Hz至2250Hz 100Hz至2250Hz 750Hz至 2250Hz 1125Hz 2250Hz
无
MDS-C1/R
SV033,Bit 8-F 滤波器灵敏度 MDS-B
SV027,Bit C-D 滤波器灵敏度 MDS-C1
伺服调整
振动抑制(4)
抖动补偿 当电机停止时电机位置进入机械的反向间隙中,
负载惯量将变得非常小, 设定非常大的VGN时会发生 抖动。
三菱MR-J3S驱动器接线图及参数调整
MR-J3S伺服驱动器整合1.接线方法
请依照如下接线图接线
2.参数调整
以下为供参考的建议参数值,基本参数一般不变,增益滤波器参数视不同的机台有所改变
MR-J3伺服参数表
(注:简称前面带有*的参数,设定后将电源断开,再重新接通电源,参数生效。
)
3.自动调谐方法和步骤
a.PA08设0001,PA09先设一个初始值,如:18;
b.手动或自动让该轴空跑,速度保证在让马达在1000RPM,比如螺距为
5mm的,则机台该轴向线速度保证在5000MM/MIN,并且至少要有一段
距离是等速运动,看机台是否会抖,有没有共振的声音发出,如果没有,则加大PA09再做;如果有,则说明PA09设定过大,则减小该值再试一
次,直到测试到一个合理的不响的值,有的时候如果觉得机台刚性太低
且又响,可以考虑打开滤波功能(PB13);
c.把PA08设0003,到此自动调谐以完成;
d.每个轴向可以设不同的PA09做自动调谐。
4.刚性调整
做好自动调谐后,就可以进行刚性调整了,相关参数有:
PB07:PG1 模型环增益
PB08:PG2 位置环增益
PB09:VG2 速度环增益
PB10:VIC 速度微分补偿
通常情况下,PB07、PB08、PB09相对调大,机台刚性高,响应快,加工好,但是过大机台会抖;PB10相对调小,机台刚性高,响应快,加工好,但是过大可能会导致机台抖动。
三菱伺服驱动器一键式调整操作流程
三菱伺服驱动器一键式调整操作流程三菱伺服放大器在投入正式使用前,最好都应该进行三菱伺服调整,以使三菱伺服放大器及伺服电机的性能能与连接机械的特性更好地匹配。
否则,在设备调试或使用过程中将可能发生机械振动、抖动、异响,如以下情况:三菱伺服放大器MR-JE系列及MR-J4系列都具有一键式调整功能(由于翻译原因可能又称为“一触式调整”),通过一键式调整,可以简单地完成伺服的调整。
但是在进行一键式调整之前需要进行一些准备工作,主要是让伺服电机循环地来回正反转。
up主刚开始接触这些产品的时候,就觉得为了进行一键式调整,特地去写让伺服电机循环来回正反转的程序还真不是一件容易的事情呢。
所以,接下来要介绍的方法是如何不通过程序使电机来回正反转。
另外,本文档介绍的方法需使用三菱伺服调整软件MR-Configurator2。
■调整前准备工作一键式调整需要在伺服电机运行中进行调整,因此,在进行调整期间,需要使伺服电机进行正反转反复运行。
可以先使用“测试运行”功能使伺服电机进行定位运行。
■各系列伺服放大器进入测试运行模式的方法:◎JE-A进入测试运行模式的方法(在伺服本体上操作):◎JE-B进入测试运行模式的方法:将参数PC05设置为0010,然后写入到伺服放大器,断电重启。
◎J4-A进入测试运行模式的方法(在伺服本体上操作):◎J4-B进入测试运行模式的方法:打开伺服放大器上方显示盖板,将拨码SW2的左边第一位向上拨,然后断电复位。
■进行测试运行使用软件MR-Configurator2,通过“菜单栏”-“测试运行”-“定位运行”打开以下窗口:设置完成后,点击“正转”,使电机运行。
■一键式调整通过“菜单栏”-“调整”-“一键式调整”打开以下窗口点击开始后,系统开始一键式调整,出现以下画面,整个调整过程大概几分钟。
调整过程中可能会出现伺服电机轻微啸响,属于正常情况。
调整完成后会出现以下画面,选择“是”。
接下来会弹出如下窗口,在右下方点击更新。