三菱M70数控系统调试及功能开发
三菱M70调试技术总结
MITSUBISHI M70 ★机床特定操作说明下面所说的“软键”都是指系统显示屏上的按键■ 程序从系统传到CF卡的步骤1、按键盘“MAINTE”健1次或2次直到系统显示屏上出现“I/O”字样的界面2、按“I/O”软键1次3、按“区域切换”软键选择“A装置” 4、按“装置选择”软键再按“存储器”软键再按“文件名”软键再按“接收一览表”软键用上下光标选择目标程序按键盘上“INPUT”健2次这时程序被选定5、按“区域切换”软键选择“B装置” 6、按“装置选择”软键再按“存储卡”软键最后按“转送A→B”软键。
这时程序被传到CF卡上■ 程序从CF传到系统的步骤1、按键盘“MAINTE”健1次或2次直到系统显示屏上出现“I/O”字样的界面2、按“I/O”软键1次3、按“区域切换”软键选择“A装置” 4、按“装置选择”软键再按“存储卡”软键再按“文件名”软键再按“接收一览表”软键用上下光标选择目标程序按键盘上“INPUT”健2次这时程序被选定5、按“区域切换”软键选择“B装置” 6、按“装置选择”软键再按“存储器”软键最后按“转送A→B”软键。
这时程序被传到系统上■ 直接执行CF卡上程序的步骤1、将机床模式选为“自动”方式2、按“搜索”软键再按“存储卡”软键用上下光标健选择目标程序最后按键盘上“INPUT”这时程序被选定其内容显示在系统显示屏上注意①CF卡上程序的命名要符合三菱M70系统的规定否则会出现“搜索错误”报警提示这时按上下光标键可消除该提示②当CF卡从系统取出后被执行的程序随即消失也就是说程序不会被保存到系统的存储器中③程序也可以在“MDI”方式下执行■ DNC在线加工的操作步骤前提系统侧不需要任何设置电脑侧WINPIN软件上的设置如下--- 打开“WINPCIN”软件点击“RS232 Config”选项--- 选择“Text Format”选项--- 将Comm port端口选为“Com 1” Baudrate波特率选为“38400” Parity奇偶校验选为“Even” Data bits数据位选为“7” Stop bits停止位选为“2” --- 点击“Save保存”或点击“Save amp Activate保存和激活”再点击“Back返回” DNC在线加工的操作步骤1、将系统侧机床模式打到“DNC”方式按“循环启动”按钮这时循环启动按钮指示灯被点亮系统侧准备接收电脑侧的程序2、电脑侧点击WINPCIN软件上“Send Data发送数据”选项找到程序后双击程序即可注意①必须为系统侧先按下循环启动按钮后电脑侧才可发送数据否则系统侧接收不到程序②如果系统侧出现“计算机连接错误”请检侧WINPCIN侧的通讯设置是否被激活或系统侧的进给倍率是否为0 ③程序执行完后如果将机床打到其它的方式程序自动消失也就是说程序不会被保存到系统的存储器中■ 系统时间设定1、按键盘“MONITOR”健1次按系统显示屏下方右扩展键“→”1次或2次直到系统显示屏上出现“积分时间”字样的界面2、按系统显示屏下方的“时间设定”软键1次3、根?萏崾旧瓒ā叭掌谑奔浼捌渌 奔洹?■ 打开PLC的步骤1、按键盘“DIAGN”健1次按系统显示屏下方左扩展键“←”1次或2次直到系统显示屏上出现“I/F诊断”字样的界面2、按“模式输出”软键1次输入密码M8050/1按键盘上的“INPUT”键1次3、按键盘上的“F0”键1次进入PLC界面注意若密码设定错误将无法进入PLC界面密码错误的表现就是按键盘上的“F0”键时系统显示屏上无变化。
三菱M70系统绝对位置设置说明

三菱M70系统绝对位置设置说明三菱M70系统绝对位置设置说明1、参数设定参数号码设定值说明#2217.7 1 绝对位置控制有效#6401.0 1 一开机不須归第一机械原点,就可执行加工程式。
(如未设,执行程式启动时会产生ALARM 1010报警)#2049 2 绝对位置检测方式设为:基准点调整方式注意:设定参数后,需断电重新上电。
2、设置步骤1)设定绝对位置检测方式为基准点调整方式,#2049=2,如下图2)伺服与NC 均断电,重新上电后系统出现 Z70报警,如下图3)按MAINTEN—维护—密码输入—输入密码—绝对位置—进入以下界面4)将各轴移动到欲设原点位置,然后再进行绝对位置设定,下面是对Z轴绝对位置的设定,下图为设定前的信息其中:“Z”表示目前是Z轴设定界面,“不正确”表示原点调整尚未完成。
下面为设定步骤:A、把绝对位置设定设为1(注意在急停状态下不能设置),如下图B、把基准点设为1,如下图C、设定原点值(可默认为1)并移动轴,使其机械位置等于机械端的值,如下图5)此时Z轴绝对位置设定完成,状态显示结束,机械位置为原点设定值。
6)通过轴选择可以切换到其它轴的设定。
三轴设定完后Z70报警会消失。
7)完成上面步骤后,绝对位置设置即完成,NC再启动即可。
需要下载电子档资料的,请在QQ群文件内下载:736589871往期精选1>FANUC/兄弟/三菱原点设定方法2>三菱M70系统PLC信号地址范围表3>三菱M70系列系统文件的备份和恢复4>三菱M70数控系统截屏功能介绍5>三菱M70系统PLC的输入输出?6>三菱M70系统原点设定方法7>三菱M70系列伺服/主轴报警(S)查询8>三菱M70系列系统报警(Z)查询9>三菱M70系统如何进入PLC界面?10>三菱 FANUC 常用参数对照表11>三菱系统添加第四轴参数表12>美德龙对刀仪使用说明书13>台达圣杰伺服刀库如何设定刀数?14>台达圣杰伺服刀库初始化原点设定15>【资料】FANUC程序传输软件V13.016>三菱伺服放大器内部故障及处理方法17>三菱M70-PLC开关对应信号地址18>FANUC/兄弟/三菱/新代软行程参数19>FANUC 31iA/B 原装DDR四轴安装步骤20>FANUC/兄弟/三菱M70 主轴定位设定21>【资料】三菱M70/M80系列资料下载~22>FANUC 0I系统第四轴参数调试选择我们没有错。
三菱系统M70加工中心面板基本操作
百度文库 - 让每个人平等地提升自我前言前言本书为三菱电机CNC数控装置M70/M700V系列产品的使用教程。
该教程由三菱电机M70/M700V系列CNC产品的各类资料中提取相关章节精选而成,最大限度的涵盖了三菱电机公司最新推出的M70/M700V系列产品的使用与维护方面的相关知识。
通过对本教程的学习,可以使学员在较短的时间内了解三菱电机CNC的新产品知识。
本教程主要内容包括:M70/M700V基本操作界面介绍;机械侧设置类操作指南;加工程序类操作指南;系统维护类操作指南和机床操作面板基本构成及功能指南。
本教程的适用对象为使用三菱电机M70/M700V系列数控产品的专业技术人员以及一般生产性企业的现场技术及设备维护人员等。
希望本教程的推出,能够对您在三菱电机数控系统M70/M700V系列新产品的使用、维护方面起到一定的帮助。
本教程全篇由马积勋编写,庞德强校审。
本教材记述内容中的注意事项◇ 有关“限制事项”和“允许条件”等注意事项说明,如果本教程的内容与机床制造商的说明书有矛盾时,请以机床制造商的说明书为准。
◇ 本书没有记述的事项请参考三菱电机CNC产品的其他相关说明书资料。
◇ 本书是针对附加了全部选配功能的机床进行的说明,使用时请以机床厂家发行的规格书为准加以确认。
◇ 因NC系统的版本不同,画面、功能也有所不同,有时会存在不可通用的功能。
三菱电机自动化(中国)有限公司技术支援部——CNC2010年06月百度文库 - 让每个人平等地提升自我百度文库 - 让每个人平等地提升自我目录目录1 概要 (1)1.1 按键介绍 (1)1.1.1 键盘区 (1)1.1.2显示器操作区 (5)1.2 基本操作界面构成 (6)1.3 画面变迁图 (7)1.4 向导功能 (8)1.5 各画面菜单名称及功能一览表 (11)测试题 (13)2基本操作指南 (14)2.1 机械侧设置类 (14)2.1.1刀具补偿设置 (14)2.1.2 绝对位置设置 (18)2.1.3 刀库信息注册 (22)2.1.4 手动MSTB (25)2.1.5 工件测量 (26)2.1.5.1 孔测量 (27)2.1.5.2 宽度测量 (29)2.1.6 驱动器信息监视 (31)2.2 加工程序类 (36)2.2.1 程序搜索 (36)2.2.2 程序再搜索 (38)2.2.2.1 程序再搜索1 (39)2.2.2.2 程序再搜索2 (41)2.2.3 程序检查(2D) (44)2.2.4 程序编辑 (48)2.2.5 描图功能 (52)2.2.6 加工程序输入/输出 (54)2.3 系统维护类 (57)2.3.1 密码输入 (57)2.3.2 系统初始化设定 (58)2.3.3 所有备份和恢复 (62)2.3.4 参数设置 (64)2.3.4.1 所有参数设置 (64)2.3.4.2 用户参数设置 (66)2.3.5 输入/输出功能 (67)2.3.5.1 选择设备、目录和文件 (68)2.3.5.2 文件操作 (71)2.3.6 I/F诊断 (74)2.3.6.1 显示PLC设备数据 (77)百度文库 - 让每个人平等地提升自我目录2.3.6.2模态输出 (78)2.3.6.3单触发输出 (79)2.3.7数据采样 (80)2.3.8报警信息查看 (86)2.3.9在线PLC编辑 (89)测试题 (90)3机床操作面板功能指南 (92)3.1机床工作模式选择 (93)3.1.1自动(Memory)模式 (93)3.1.2快速进给(Rapid)模式 (94)3.1.3手轮(Handle)模式 (94)3.1.4寸动(Jog)模式 (94)3.1.5手动数据输入(MDI)模式 (95)3.1.6参考点返回(ZRN)模式 (95)3.2运转时操作开关 (96)3.2.1倍率选择 (96)3.2.1.1快速进给倍率 (96)3.2.1.2切削进给倍率 (96)3.2.1.3主轴加工倍率 (96)3.2.1.4手动进给速度 (97)3.2.2启停加工程序 (97)3.2.3进给轴选择 (97)3.2.4手轮设定 (98)3.2.4.1手轮进给轴选择 (98)3.2.4.2手轮进给倍率选择 (98)3.2.4.3手动脉冲发生器 (98)3.2.5主轴功能 (98)3.2.6冷却液开关 (99)3.2.7紧急停止按钮 (99)3.3机床状态指示灯 (100)3.3.1到达参考点 (100)3.3.2报警 (100)3.3.3 M02/M30 (100)3.4操作开关功能 (101)3.4.1单节运行 (101)3.4.2空运转 (101)3.4.3单节跳跃 (101)3.4.4选择停止 (101)3.4.5辅助功能锁定 (101)3.4.6数据编辑锁定 (102)测试题 (103)测试题参考答案 (104)4参考书目 (106)百度文库 - 让每个人平等地提升自我1.概要1.概要1.1按键介绍本章将介绍M7系列键盘及各按键的功能1.1.1键盘区画面切换、数据设定、加工程序编制等操作可通过键盘区的按键进行操作M7系列键盘主要可分为8.4’屏幕用及10.4’屏幕用两种类型<8.4’ LCD用 FCU7-KB024>(1)功能键(5)特殊键(4)数据设定区(英文、数字、记号) (3)系统切换键(5)特殊键(6)数据修正键(13)菜单列表键(12)复位键(8) Shift键(10)输入键(2)翻页键(11)方向键百度文库 - 让每个人平等地提升自我1.概要<10.4’ LCD用 FCU7-KB044>(3)上一画面显示键(系统切换)(4)数据设定区(英文、数字、记号)(9)选项卡切换键(1)功能键(5)特殊键(7)小写输入键(14)操作键(6)数据修正键(8) Shift键(10)输入键(12)复位键(2)翻页键(5)特殊键(11)方向键(13)菜单列表键百度文库 - 让每个人平等地提升自我1 .概要 键盘的主要按键及功能列表如下所示 按键种类 功能键 按键 动作 (1) 显示与“运行”相关的画面 (功能选择键) 显示与“设置”相关的画面 显示与“编辑”相关的画面 显示与“诊断”相关的画面 显示与“维护”相关的画面 (2) 翻页键 显示内容为多页时,显示上一页面的 时,表示可以向 向上翻页键 向下翻页键 内容。
M70系统操作说明书介绍
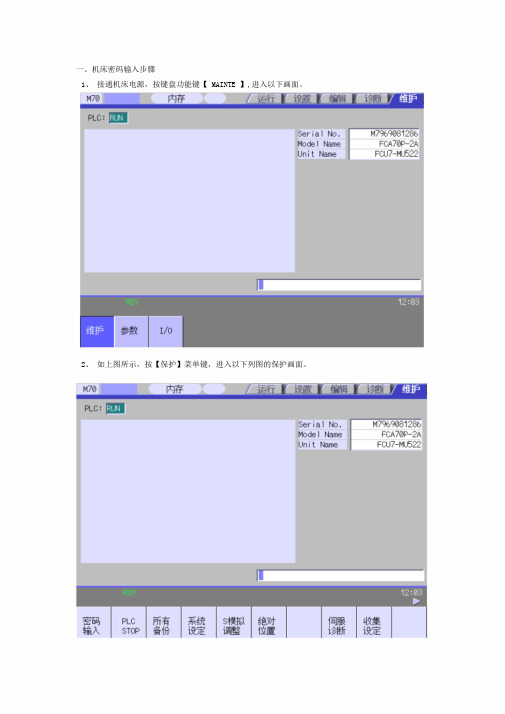
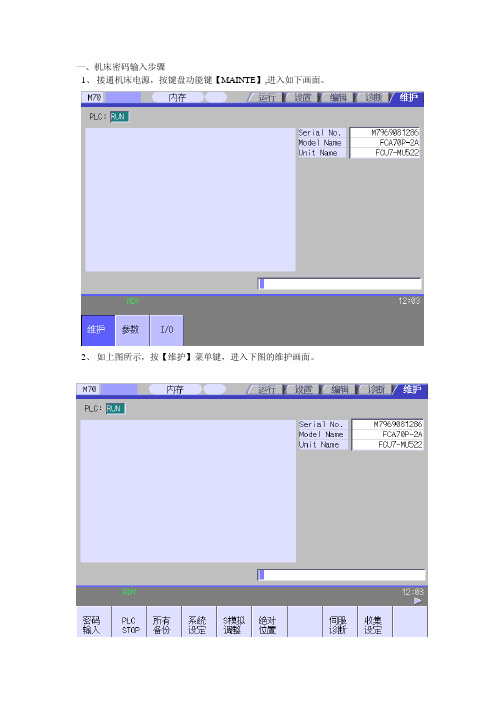
一、机床密码输入步骤1、接通机床电源,按键盘功能键【 MAINTE 】,进入以下画面。
2、如上图所示,按【保护】菜单键,进入以下列图的保护画面。
3、按【密码输入】软件,那么提示要输入密码,此时在光标处输入“ MPARA〞并按键盘上【INPUT 】键后,即完成了密码输入。
二、参数的找寻与更正1、按键盘功能键【 MAINTE 】,进入以下画面。
2、如上图所示,按【参数】软件,进入以下列图所示的参数设置画面3、接上图,选择【参数编号】软件,找寻要更正的参数,并按键盘上的【 INPUT 】键。
参照以下列图〔以参数 8001 号为例〕4、将要变动的数值输入到光标所示处,并按【 INPUT 】键后,即完成对该参数的更正。
三、加工程序的缓存区更正步骤功能简介:自动运转〔内存、储藏卡〕运转时,可以停止程序段,对下一指令进行修正和变更。
别的在不发生错误时,可以不进行 NC 复位,直接对发生错误的程序段进行更正,尔后连续运转。
1、按操作面板上的单节执行键,使程序处于单节执行状态。
按键盘上的【 MONITOR 】键,并经过菜单扩展键找到以以下列图所示的画面。
2、如上图所示,按【 PRG 更正】软件,进入缓存区修正界面,以以下列图:3、将光标搬动到要更正的程序段,执行相应的修正,更正完成后按【 INPUT 】键即可。
4、确认程序更正无误后,那么可以连续执行以下程序。
功能简介:利用程序找寻功能可以调用内存、串行设备和储藏卡中的加工程序。
1、在运转画面中按【找寻】软件,进入以下找寻画面2、如上所示,选纲要执行找寻的装置〔储藏器、串口或储藏卡〕。
下面以储藏器找寻为例,按储藏器软件,出现储藏器内的程序,将光标搬动要执行的文件名上,按【INPUT 】键,即完成对该程序的找寻。
功能简介:程序再找寻功能是因刀具破坏等原因暂时中断加工程序时,找寻到希望连续执行的加工程序段,从该程序段开始连续加工的功能。
1、在运转画面〔按【 MONITOR 】后出现的画面〕,经过菜单翻页键找到以下所示画面。
M70功能技巧设定介绍_VerA

©COPYRIGHT 2007
三菱电机自动化(上海)有限公司
机床厂密码保持
功能:机床在厂内调试期间使用密码保持,不用每次系统重起后都 需要输入密码后再修改参数。 使用条件:M70系列和M700系列(E2版以后),M700VS系列(F0版以 后),M700VW系列(F2版以后) 操作: 1、将参数#11018设“1”。 2、关闭NC电源后生效。 注意事项: 1、最终客户建议不要使用此功能,防止修改参数时误操作。
自动电源关断
功能:通过从用户PLC向NC输入自动电源断开请求信号,关闭显示单 元后,通知操作员可以关闭控制单元电源的功能。 使用条件:M70系列(A0版以后),M700系列(B3版以后),M700VS 系列(F0版以后)。 操作: PLC的自动电源断开请求信号打开(启动),打开电源断开处理 信号后,NC将请求关闭显示单元。之后,达到超时时间,打开电 源断开通知Y装置信号所指定的装置。 注意事项: 1、M70系统#11007设定值是固定1s。 2、其他系统#11007设定范围0~300s。
©COPYRIGHT 2007 三菱电机自动化(上海)有限公司
网络自动连接
根据标准设定值,错误设定举例 修改#1934:NC的IP地址 192.168.100.1→ 192.168.100.8
出现连接错误报警 NC参数当前的设置
选择对应NC序列号的选项
©COPYRIGHT 2007 三菱电机自动化(上海)有限公司
©COPYRIGHT 2007
三菱电机自动化(上海)有限公司
轴名称显示顺序
功能:任意排列各个轴名称的顺序 使用条件:M70系列、M700系列(E1版以后) ,M700VS系列(F0版以 后),M700VW系列(F2版以后) 操作: 1、将参数#1494,在对应的XYZ轴上设置相应的数字。 2、重起NC电源后生效。 注意事项: 1、设置范围1~8。
三菱M70调试
M I T S U B I S H I M70★机床特定操作说明:下面所说的“软键”都是指系统显示屏上的按键;■程序从系统传到CF卡的步骤:1、按键盘“MAINTE”健1次或2次,直到系统显示屏上出现“I/O”字样的界面;2、按“I/O”软键1次;3、按“区域切换”软键,选择“A:装置”;4、按“装置选择”软键,再按“存储器”软键,再按“文件名”软键,再按“接收一览表”软键,用上下光标选择目标程序,按键盘上“INPUT”健2次,这时程序被选定;5、按“区域切换”软键,选择“B:装置”;6、按“装置选择”软键,再按“存储卡”软键,最后按“转送:A→B”软键。
这时程序被传到CF卡上;■程序从CF传到系统的步骤:1、按键盘“MAINTE”健1次或2次,直到系统显示屏上出现“I/O”字样的界面;2、按“I/O”软键1次;3、按“区域切换”软键,选择“A:装置”;4、按“装置选择”软键,再按“存储卡”软键,再按“文件名”软键,再按“接收一览表”软键,用上下光标选择目标程序,按键盘上“INPUT”健2次,这时程序被选定;5、按“区域切换”软键,选择“B:装置”;6、按“装置选择”软键,再按“存储器”软键,最后按“转送:A→B”软键。
这时程序被传到系统上;■直接执行CF卡上程序的步骤:1、将机床模式选为“自动”方式;2、按“搜索”软键,再按“存储卡”软键,用上下光标健选择目标程序,最后按键盘上“INPUT”,这时程序被选定,其内容显示在系统显示屏上;注意:①CF卡上程序的命名要符合三菱M70系统的规定,否则会出现“搜索错误”报警提示,这时按上下光标键可消除该提示;②当CF卡从系统取出后,被执行的程序随即消失,也就是说程序不会被保存到系统的存储器中;③程序也可以在“MDI”方式下执行;■DNC在线加工的操作步骤:前提:系统侧不需要任何设置;电脑侧WINPIN软件上的设置如下:---打开“WINPCIN”软件,点击“RS232Config”选项;---选择“TextFormat”选项;---将Commport(端口)选为“Com1”;Baudrate(波特率)选为“38400”;Parity(奇偶校验)选为“Even”;Databits(数据位)选为“7”;Stopbits(停止位)选为“2”;---点击“Save(保存)”,或点击“(Save&Activate保存和激活)”,再点击“Back(返回)”;DNC在线加工的操作步骤:1、将系统侧机床模式打到“DNC”方式,按“循环启动”按钮,这时循环启动按钮指示灯被点亮(系统侧准备接收电脑侧的程序);2、电脑侧点击WINPCIN软件上“SendData(发送数据)”选项找到程序后双击程序即可;注意:①必须为系统侧先按下循环启动按钮后电脑侧才可发送数据,否则系统侧接收不到程序;②如果系统侧出现“计算机连接错误”,请检侧WINPCIN侧的通讯设置是否被激活或系统侧的进给倍率是否为0;③程序执行完后,如果将机床打到其它的方式,程序自动消失,也就是说程序不会被保存到系统的存储器中;■系统时间设定:1、按键盘“MONITOR”健1次,按系统显示屏下方右扩展键“→”1次或2次,直到系统显示屏上出现“积分时间”字样的界面;2、按系统显示屏下方的“时间设定”软键1次;3、根据提示设定“日期,时间及其他时间”;■打开PLC的步骤:1、按键盘“DIAGN”健1次,按系统显示屏下方左扩展键“←”1次或2次,直到系统显示屏上出现“I/F诊断”字样的界面;2、按“模式输出”软键1次,输入密码:M8050/1,按键盘上的“INPUT”键1次;3、按键盘上的“F0”键1次,进入PLC界面;注意:若密码设定错误,将无法进入PLC界面,密码错误的表现就是按键盘上的“F0”键时系统显示屏上无变化。
力劲CNC三菱M70操作面板讲解(2H)

9.然后把这个距离26.118mm去除对刀棒的高度10mm, 如图所示:
10.把计算的数值写入G54的坐标值,则Z的坐标值也设定 完成。
29
第3章 调试和自动 运行
30
1.把模式开关调节到自动运行状态
把切削倍率,快速进给倍率调节到合适的 位置。
2.按控制器输入面板 选择软按键的
打开的窗口中用光标移到要选择文件名
為0-1260 mm/min或 0%150%(依控制器之種類亦有0%-
200%之調整範圍)。
快速移動時可由此 一旋鈕調整快移速 度,其調整範圍為
F0%,F25%, F50%,F100%。
旋轉此鈕可增 加或減少主軸
轉速
模式选 择旋钮
7
模式說明
(MDI)編輯或下達暫時之 工作指令,詳情請參閱 程式手冊。手動資料輸 入可由此鈕輸入單節指
X+方向
Y+方向
Y-方向
23
7.选择坐标系按键
8.选择坐标系
9.然后选择 系统自动把零件的中心机械 坐标写入选定的G54坐标内。
坐标写入后或按【复 位键】里面就会清空
相对于机械原
点的工件YX坐
标值
24
以上步骤就已经把工件坐标设 置完成。
25
第2节 接下来看看如何对刀
1.首先可以把需要的刀具装到相对应的机床刀库内,也可以对刀 一把装一把刀具。 刀具
(手動) 按下此鍵, 則切削泵浦以手動
運轉。
( 加工吹氣 ) 按 下此鍵,刀具 冷卻是以氣吹
方式。
(反轉) 若操作模式轉至寸動或手 輪模式,且刀庫手動鈕亮起有效 時,按下此鈕,刀庫即反轉一刀 位,若持續壓住時將會運轉至放
鬆為止。
M70系统操作说明书
一、机床密码输入步骤1、接通机床电源,按键盘功能键【MAINTE】,进入如下画面。
2、如上图所示,按【维护】菜单键,进入下图的维护画面。
3、按【密码输入】软件,则提示要输入密码,此时在光标处输入“MPARA”并按键盘上【INPUT】键后,即完成了密码输入。
二、参数的搜索与修改1、按键盘功能键【MAINTE】,进入如下画面。
2、如上图所示,按【参数】软件,进入下图所示的参数设置画面3、接上图,选择【参数编号】软件,搜索要修改的参数,并按键盘上的【INPUT】键。
参照下图(以参数8001号为例)4、将要变动的数值输入到光标所示处,并按【INPUT】键后,即完成对该参数的修改。
三、加工程序的缓存区修改步骤功能简介:自动运转(内存、存储卡)运行时,可以停止程序段,对下一指令进行修正和变更。
另外在不发生错误时,可以不进行NC复位,直接对发生错误的程序段进行修改,然后继续运转。
1、按操作面板上的单节执行键,使程序处于单节执行状态。
按键盘上的【MONITOR】键,并通过菜单扩展键找到如下图所示的画面。
2、如上图所示,按【PRG修改】软件,进入缓存区修正界面,如下图:3、将光标移动到要修改的程序段,执行相应的修正,修改完成后按【INPUT】键即可。
4、确认程序修改无误后,则可以继续执行以下程序。
功能简介:利用程序搜索功能可以调用内存、串行设备和存储卡中的加工程序。
1、在运转画面中按【搜索】软件,进入如下搜索画面2、如上所示,选择要执行搜索的装置(存储器、串口或存储卡)。
下面以存储器搜索为例,按存储器软件,出现存储器内的程序,将光标移动要执行的文件名上,按【INPUT】键,即完成对该程序的搜索。
功能简介:程序再搜索功能是因刀具破损等原因暂时中断加工程序时,搜索到希望继续执行的加工程序段,从该程序段开始继续加工的功能。
1、在运转画面(按【MONITOR】后出现的画面),通过菜单翻页键找到如下所示画面。
2、如上图所示按【在搜索软件】,执行在搜索功能,如下图3、通过文件设定找到需要执行在搜索功能的程序,按键盘上的【INPUT】键后,即找到了上次结束前的程序段。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
按照以上的程序设计方案, 编制的 P C程序如下 : L 将所 有 M 指令 的发 出状 态编 为一组 数字 存放在 数字寄存器 D 0 1 0 1 ,D 1 ,D1 0内 : 0 2
将所 有 M 指令 的结 束条件 ”编为一 组数字 存放 在 D 0 ,D 1 ,D 2 20 2 0 2 0内
感应加热处理。 本 系统的操作柜 用 I / O单元 : X 1 D 7 O
输入点 6 4点 输 出点 6 4点 ; 主要用于处理与操作面 板相 关的输入输 出信、多轴独立运 行
某机 床制造厂生产的多工位淬火机床工作条件恶
而远 程 I / O单 元 D 1 0( X 2 带一 模拟量 输 出点 ) ,
1 .每一程 序行 内可能 同时发 出 4个 M指令,指
令是任意组合,排列顺序也是任意的.
当有任一 M 指令 的完成条件 发 出 , 不管其他 M
指令是否执 行完成 都跳转到下一行。 2 当 M指令和运 动指令 写在一行时,如 .
N1 X50 M3, 0 0
2 .每一 M指令有其单独对应 的 “ 完成条件” .而
口
三
菱 M 数控 系统调 试 及 7 0 功 能开
■ 文 / 江汉大学机 电与建筑学院 付 芩
摘要 : 本文论述 了三 菱 M 0数控 系统在 多工位淬 T
件 的处 理 及 其 他 功 能 的 开 发 。
整套控制 系统有两伺服轴,可分 别控 制淬火机 床
火机 床 上 的 应 用 时 多轴 独立 运 行 ,M指 令 及 其 完 成 条 的感应器运动,实现精确定位 以对 工件指定部位进行
工 作指令 是任意 发 出,任 意组 合的.“ 完成条 件”如
何 对 应 其 “ 意 性 ”呢 ? 任 解决 问题 的 途 径 是 :
当运动完成而 M功 能未完成,不跳转到下一 行 : 当. M指令 先 完成,而 运动后 完成 时,运 动到位 立 即
跳 转
1. 必须在 P C程序 里有一 软 元件表 示 由工艺 L
输入点 6 4点 输 出点 4 8点 : 主要 用于处理机床外 围
劣,加工工艺复杂,感应器定位精度高,加热, 喷水
动作繁多,要求适应不同的工件的加工要 求。而且要
的输入 输 出信号, D 1 0单 元还 带有一模 拟 量输 出 X 2
点.该点输出与主轴速度指令相关 的模拟量 电压 。该
伺 服 电机 H 1 4 — 4 F S A 8其 编码器分辨 率达到每 5
转 2 2 4脉冲。其定位精度和速度都有很大的提高。 61 4
操作柜 用 I 单元 : X 1 / o D 7 O: 远程 I / O单 元 : D 1 0( X 2 带一模拟量输出点 ) 驱动单 元 :MD — — V 3 2 ( S D S J — 0 2台 )
求实现 多台数控机床联网。 针对客户淬火机 床的要 求,
笔者为其配用 了三菱 M7 0数控系统,使用 M 0数控 7
模拟量信号直接与控制主轴旋转 的变频器相连, 用于
控制 主轴的旋 转。 ( 这样可 以减 少一伺服 主轴从而 降 低成 本)
系统,实现 了客 户的诸 多要 求, 本文介 绍 了 M7 0数
须 保 证全 部 确 实 下 降到 位后 才 能进 行 下一 步 工序,
完成 条件”进 行处理 ,现在 在 三菱 M7 C C中,其 对 M指令 的处理 有下列 所 以必须 对 M指令 的 “ 0 N 的 问题是 : 特性 : 可 以在一行 内写四个指令,如 果一行 内写四个指 令 M2 1 M 7 M2 3 M2 5 7 22 7 7,
.以此条件作 为 “ 的 M 指令执行 完毕 总 M 指令 寄 存器 , R 0 5 6为 第 2位 置 M 指令 寄 存器 , 行完毕状 态” . R 0 5 8为 第 3位 置 M 指 令 寄 存 器 ,R5 1 O为 第 4 信号 ”
位置 M指 令 寄 存器 ,在 P C程 序 中,取 出各个 位 L
伺服电机 :H 1 4 — 4 F S A 8 5 ( 2台)
2M0 . 7 数控 系统 的调试 及开发要点 ;
21 各轴独 立运行 的处理 ; .
淬火机床 由于 其工艺特殊性,既可能要求两轴联
・
7 第O期 数控机床市场 O・ 5
口
关键 是这 四个 M指 令是 任意 组合 的. 如何 处理 其完成 条件信号呢 ? 由于工 艺 要 求是任 意 四个 感应 器 下降, 而且 必
控系统调试开发的技术关键 。
本 系统 的驱动部分全部采用光纤总线连接,增强
V 3驱动 器是 电阻制动 1 多工位 淬火 机 床 配 置 的 M" 数 控 了驱动 系统 的抗 干扰能 力。S J . / 0 型 ( 单元 白带制动 电阻 ) 。其对 外部 的干扰 比 “ 电源 系统 及功 用 ; 多工位淬火机床要 实现对 同一 工件的两端部 实现 回生制动”要小得 多。 淬火.其主要配置如下 : 数控控制器 : 三菱数控 M7 B 0
当 D1 0 D 0 D1 0 D 1 , 2 = 2 0 时, 0 = 2 0, 1 = 2 O D1 0 D 2
即为 M指令 的完成条件
图2 .取 出各 个 位 置 的 M 指 令
除非有新的 M指令 出现,否则各文件寄存器一直
条件决定的任意排列组合的 “ M指令发 出的状态” 。
2.必 须在 P C程 序里 有一 软元 件表 示所发 出 L 的一组 “ M指令执行完毕”的状态。 3. 当 “ 指令 的发 出状态 ” = “ M M指 令 的执
3. M 指 令 的 值 存 放 在 R 0 ,R5 6 5 4 0 , R 0 ,R 1 5 8 5 O文 件 寄 存 器 内, R5 4为 第 1位 置 0