CGCNC—三菱系统车床操作说明书
MITSUBISHI机床使用说明书

MITSUBISHI机床使用說明書(通用型)系統型號M70/M80機械型號VMC/HMC面板型號刀库类型圆盘式 / 斗笠式版本號Ver.08.2目錄第一章機床使用前注意事項1.1 電氣規範第一次啟動前注意事項機床用電安全機床操作注意事項1.2 機床接地及注意事項1.3 開機/關機順序開機操作順序關機操作順序機械原點複歸2.4 緊急停止及恢復第二章操作面板2.1 機械操作面板外觀圖2.2 機械操作面板功能說明A. 電源及緊急停止區B. 模式選擇區C. 軸的移動以及速度/倍率選擇區D. 主軸控制區E. 自動操作功能區F. 周邊功能區G. 警示燈區H. 指示燈區第三章M功能代碼表第四章異警排除附錄 A ATC設定與調整A、刀臂式刀庫ATC調整1. Z軸換刀點的調整2. 主軸定位點的調整3. 刀庫分解動作說明B、斗笠式刀庫ATC調整1. Z軸換刀點的調整2. 主軸定位點的調整C、刀具表重新排列步驟附錄 B I/O列表附錄 C 掃描面板地址表第一章機床使用前注意事項1.1 電氣規範本機床目的是用於金屬切削。
例如銅、鐵、不銹鋼、鋼、鋁以及鋁合金屬。
其他金屬或用途是不允許的。
而且不適合使用在易燃物質或硬脆材質如鎂、陶瓷、木頭、玻璃和有毒物質等。
假如有任何標準問題,為了防止人員的安全和保障貴公司的權益,請和本公司聯絡。
第一次啟動前注意事項●操作前請仔細閱讀本書和數控系統的使用手冊●由於經過運輸過程中的顛簸,拆箱後請先檢查XYZ三向的運輸固定裝置是否完好,檢查主軸箱與配重錘之間的連接件是否牢固可靠。
●在機床運行之前,必須檢查XYZ三向及主軸箱和配重錘的運輸固定架和固定螺釘是否已全部拆除。
●首次啟動機床或停用較長時間後,再次啟動機床時,打開電源後,應等待15分鐘,待機床充分潤滑後,再操作機床。
●在機床首次使用前,必須將主軸打刀用增壓缸的油杯注滿液壓油,並排除缸體中的氣體,以確保打刀的可靠性及打刀力,從而避免損傷機床及人員。
CNC-机床说明书及维护手册讲课讲稿
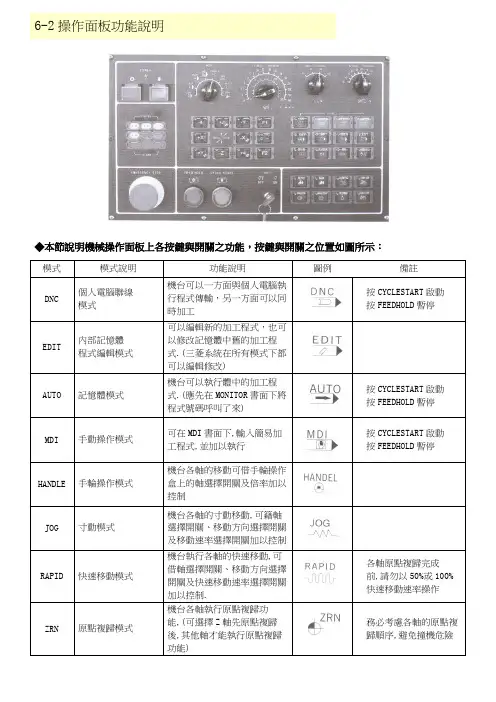
6-2操作面板功能說明◆本節說明機械操作面板上各按鍵與開關之功能,按鍵與開關之位置如圖所示:模式模式說明功能說明圖例備註DNC 個人電腦聯線模式機台可以一方面與個人電腦執行程式傳輸,另一方面可以同時加工按CYCLESTART啟動按FEEDHOLD暫停EDIT 內部記憶體程式編輯模式可以編輯新的加工程式,也可以修改記憶體中舊的加工程式.(三菱系統在所有模式下都可以編輯修改)AUTO 記憶體模式機台可以執行體中的加工程式.(應先在MONITOR書面下將程式號碼呼叫了來)按CYCLESTART啟動按FEEDHOLD暫停MDI 手動操作模式可在MDI書面下,輸入簡易加工程式,並加以執行按CYCLESTART啟動按FEEDHOLD暫停HANDLE 手輪操作模式機台各軸的移動可借手輪操作盒上的軸選擇開關及倍率加以控制JOG 寸動模式機台各軸的寸動移動,可籍軸選擇開關、移動方向選擇開關及移動速率選擇開關加以控制RAPID 快速移動模式機台執行各軸的快速移動,可借軸選擇開關、移動方向選擇開關及快速移動速率選擇開關加以控制.各軸原點複歸完成前,請勿以50%或100%快速移動速率操作ZRN 原點複歸模式機台各軸執行原點複歸功能,(可選擇Z軸先原點複歸後,其他軸才能執行原點複歸功能)務必考慮各軸的原點複歸順序,避免撞機危險◆軸的移動方向移動速率選擇開關名稱功能說明圖例有效模式JOG/FEEDRATE OVERRIDE各軸的寸動及切削移動速率選擇開關,JOG模式下各軸的移動速率 mm/min為單位,DNC/AUTOMDI等模式以%為單位JOG/DNC/AUTO/MDIRAPID OVERRIDE 快速移動速率選擇開關RAPID/ZRN/DNC/AUTO/MDI+X +X 軸的移動方向選擇按鈕開關JOG/RAPID/ZRN-X -X 軸的移動方向選擇按鈕開關JOG/RAPID/ZRN+Y +Y 軸的移動方向選擇按鈕開關JOG/RAPID/ZRN-Y -Y 軸的移動方向選擇按鈕開關JOG/RAPID/ZRN◆軸的移動方向移動速率選擇開關名稱功能說明圖例有效模式+Z +Z 軸的移動方向選擇按鈕開關JOG/RAPID/ZRN-Z -Z 軸的移動方向選擇按鈕開關JOG/RAPID/ZRN+4 +4 軸的移動方向選擇按鈕開關JOG/RAPID/ZRN-4 -4 軸的移動方向選擇按鈕開關JOG/RAPID/ZRN◆主軸控制功能開關名稱功能說明圖例有效模式SPENDLE OVERRIDE 主軸旋轉轉速調整DNC/AUTO/MDT SPINDLE CW 主軸CW旋轉HANDLE/JOG/RAPID/ZRN SPINDLE STOP 主軸停止旋轉HANDLE/JOG/RAPID/ZRN SPINDLE CCW 主軸CCW旋轉HANDLE/JOG/RAPID/ZRN SPINDLE ORT 主軸定位HANDLE/JOG/RAPID/ZRN◆自動操作功能開關名稱開關說明功能說明圖例CYCLE START 程式啟動啟動程式的執行.(應先在MONITOR 書面下將程式號碼呼叫出來)。
CGCNC—三菱系统车床操作说明书
CGCNC概述1.CGCNC仿真CNCCGCNC是Chen Guang Computer Numerical Control”的缩写,是杭州浙大辰光科技有限公司开发的计算机仿真数控加工系统。
它能够像真正的CNC机床一样进行控制面板操作,可在PC机控制的数控系统里编程移动命令和进行机床动作。
1.1 CGCNC的安装1.1.1安装环境编程部分1.2 插补功能1.2.1 定位(快速进给;G00)功能及目的此指令伴随坐标名称,以现在位置为起始点,坐标名称所表示的坐标为终点,以直线或非直线之路径作定位。
指令格式G00 Xx/Ux Zz/Ww;x, u, z,w 表示坐标值。
附加指令地址,对全部附加轴有效。
详细说明(1)一旦给予这指令,G00 模式一直保持有效,直到G01, G02, G03, G33 指令出现,才更改G00 的模式。
因此,假如次指令也同样是G00,则只需指定轴地址即可。
(2)当在G00 模式中,每一单节的起点和终点,必须做加速或减速;因此,在操作下一单节前,必须确认现用单节的指令为0,并确认加减速回路的轨迹误差状态。
定位幅宽度由参数设定。
(3)(G83~G89)用G00 来实现取消(G80)模式。
(4)刀具的路径为直线还是非直线可用参数来设定选取,定位的时间不改变。
(a)直线路径︰同直线插补(G01),速度受到各轴的快速进给速度的限制。
(b)非直线路径︰分别由各轴的快速进给速度作定位。
(5)在G 码后面没有数值时,作为G00 处理。
注意实际运行中G 指令值后如无数字则视为“G00”。
!程序例G00 X100 Z150 ;绝对值指令G00 U-80 W-150;增量值指令1.2 插补功能1.2.2 直线插补(G01)功能及目的该指令与座标语和进给速度指令一起,使刀具以地址F 指令速度在现在位置与座标语指定终点间直线移动(插补)。
但这时地址F 指令作用为进给速度通常以工具中心进行方向的线速度。
加工中心三菱操作完整版
加工中心三菱操作集团标准化办公室:[VV986T-J682P28-JP266L8-68PNN]一、操作面板二、软件界面键盘及功能键介绍功能键说明: MONITOR –为坐标显示切换及加工程序呼叫 TOOL/PARAM –为刀补设置、刀库管理(刀具登录)及刀具寿命管理 EDIT/MDI –为MDI运行模式和程序编辑修改模式 DIAGN/IN-OUT –为故障报警、诊断监测等 FO –为波形显示和PLC梯形图显示等三、机械操作面板四、常用操作步骤 (一)回参考点操作先检查一下各轴是否在参考点的内侧,如不在,则应手动移到参考点的内侧,以避免回参考点时产生超程;选择“原点复归”操作模式,分别按-X 、+Y 、 +Z 轴移动方向按键选择移动轴,此时按键上的指示灯将闪烁,按“回零启动”按键后,则 Z 轴先回参考点,然后X 、 Y 再自动返回参考点。
回到参考点后,相应按键上的指示灯将停止闪烁。
(二)步进、点动、手轮操作选择“寸动进给”、“阶段进给”或“手轮进给”操作模式;按操作面板上的“ +X ”、“ +Y ”或“+Z ”键,则刀具相对工件向 X 、 Y 或 Z 轴的正方向移动,按机床操作面板上的“-X ” “ -Y ”或“-Z ”键,则刀具相对工件向 X 、 Y 或 Z 轴的负方向移动; (二)点动、步动、手轮操作如欲使某坐标轴快速移动,只要在按住某轴的“+”或“-”键的同时,按住中间的“快移”键即可。
“阶段进给” 时需通过“快进修调”旋钮选择进给倍率、“手轮进给” 时则在手轮上选择进给率。
在“手轮进给” 模式下,左右旋动手轮可实现当前选择轴的正、负方向的移动。
(三)MDI 操作使用地址数字键盘,输入指令,例如:G91G28Z0 ; G28X0Y0 ;输入完一段或几段程序后,点“ INPUT/CALC ”键确认,然后点击机械操作面板上的“循环启动”按钮,执行 MDI 程序。
选择操作面板上的“手动资料”操作模式,再按数控操作面板上的“ EDIT/MDI ”功能键,机床进入 MDI 模式,此时 CRT 界面出现 MDI 程序编辑窗口。
三菱加工中心面板操作与指令说明书
第六章三菱系统铣、加工中心机床面板操作三菱系统铣床及加工中心操作面板三菱系统面板6.1 面板简介三菱系统铣床、加工中心操作面板介绍6.2 机床准备6.2.1 激活机床检查急停按钮是否松开至状态,若未松开,点击急停按钮,将其松开。
点击启动电源。
6.2.2 机床回参考点1、进入回参考点模式系统启动之后,机床将自动处于“回参考点”模式。
若在其他模式下,须切换到“回参考点”模式。
2、回参考点操作步骤X轴回参考点点击按钮,选择X轴,点击将X轴回参考点,回到参考点之后,X轴的回零灯变为;Y轴回参考点点击按钮,选择X轴,点击将X轴回参考点,回到参考点之后,X轴的回零灯变为;Z轴回参考点点击按钮,选择Z轴,点击将Z轴回参考点,回到参考点之后,Z轴的回零灯变为;回参考点前的界面如图6-2-2-1所示:回参考点后的界面如图6-2-2-2所示:图6-2-2-1回参考点前图图6-2-2-2 机床回参考点后图6.3选择刀具依次点击菜单栏中的“机床/选择刀具”或者在工具栏中点击图标“”,系统将弹出“铣刀选择”对话框。
按条件列出工具清单筛选的条件是直径和类型(1) 在“所需刀具直径”输入框内输入直径,如果不把直径作为筛选条件,请输入数字“0”。
(2) 在“所需刀具类型”选择列表中选择刀具类型。
可供选择的刀具类型有平底刀、平底带R刀、球头刀、钻头等。
(3) 按下“确定”,符合条件的刀具在“可选刀具”列表中显示。
指定序号:(如图6-3-1-1)。
这个序号就是刀库中的刀位号。
卧式加工中心允许同时选择20把刀具,立式加工中心同时允许24把刀具;图6-3-1-1选择需要的刀具:先用鼠标点击“已经选择刀具”列表中的刀位号,再用鼠标点击“可选刀具”列表中所需的刀具,选中的刀具对应显示在“已经选择刀具”列表中选中的刀位号所在行;输入刀柄参数:操作者可以按需要输入刀柄参数。
参数有直径和长度。
总长度是刀柄长度与刀具长度之和。
刀柄直径的范围为0至70mm;刀柄长度的范围为0至100mm。
CNC操作规程
CNC操作规程引言概述:计算机数控(CNC)机床是一种高精度、高效率的自动化加工设备,广泛应用于创造业。
为了确保CNC机床的正常运行和操作人员的安全,制定一套CNC操作规程是至关重要的。
本文将详细介绍CNC操作规程的内容和要点。
一、CNC机床的安全操作1.1 保持工作区域整洁有序,确保操作人员的安全。
1.2 确保CNC机床的周围没有任何杂物或者障碍物,以免影响机床的正常运行。
1.3 在操作CNC机床之前,必须穿戴好个人防护装备,如安全帽、护目镜、防护手套等。
二、CNC机床的开机操作2.1 检查CNC机床的电源线是否连接稳固,确保电源供应正常。
2.2 按照CNC机床的操作手册,正确打开电源开关,并进行机床自检。
2.3 在开机之前,应检查液压、气压等系统是否正常工作,以确保机床的各项功能正常。
三、CNC机床的操作流程3.1 导入加工程序:根据产品的加工要求,将相应的加工程序导入CNC机床的控制系统。
3.2 设置工件坐标系:根据加工程序的要求,设置工件坐标系,确保加工的准确性。
3.3 进行加工操作:按照加工程序的要求,进行刀具的选择、切削参数的设置等操作,开始进行加工。
四、CNC机床的关机操作4.1 住手加工操作:在加工完成或者需要住手加工时,应按照程序要求进行相应的操作。
4.2 关闭机床:按照CNC机床的操作手册,正确关闭电源开关,并进行机床的自检。
4.3 清理工作区域:在关机之前,应清理工作区域,清除切屑、润滑油等杂物,保持机床的整洁。
总结:CNC操作规程是确保CNC机床正常运行和操作人员安全的重要文件。
本文通过引言概述、四个部份的内容分割和详细阐述,介绍了CNC机床的安全操作、开机操作、操作流程和关机操作的要点。
通过遵守CNC操作规程,可以提高CNC 机床的工作效率,确保产品的质量和操作人员的安全。
CNC操作规程
CNC操作规程一、引言CNC(计算机数控)机床是一种通过计算机控制的自动化机床,广泛应用于各种制造行业。
为了确保CNC机床的正常运行和操作人员的安全,制定一套CNC 操作规程是非常重要的。
二、适用范围本操作规程适用于所有使用CNC机床进行加工的操作人员。
三、操作准备1. 操作人员必须穿戴好防护装备,包括安全帽、防护眼镜、防护手套等。
2. 确保CNC机床的电源已接通,并检查电源线是否正常。
3. 检查CNC机床的润滑系统,确保润滑油充足。
4. 检查CNC机床的刀具,确保刀具的锋利度和稳定性。
四、操作步骤1. 打开CNC机床的操作面板,按照机床的启动流程进行操作。
2. 在操作面板上选择相应的程序,并输入加工参数。
3. 检查工件的夹持装置,确保工件夹持牢固。
4. 执行程序前,进行手动操作,观察刀具与工件的距离是否合适。
5. 启动CNC机床,开始自动加工。
6. 在加工过程中,操作人员应时刻观察机床的运行情况,确保工件加工的质量和安全。
7. 如遇到异常情况,立即停止机床,并向上级报告。
8. 加工结束后,关闭CNC机床,清理工作区域。
五、安全注意事项1. 操作人员应经过相关培训,并持有相应的操作证书。
2. 在操作过程中,严禁戴手套,以免被卷入机床。
3. 禁止在机床运行时进行维修、清理等操作。
4. 禁止随意更改程序和加工参数,必须经过相关人员的批准。
5. 在操作过程中,严禁将手指、头发等靠近刀具和运动部件。
六、故障处理1. 如遇到CNC机床故障,操作人员应立即停止机床,并向上级报告。
2. 在等待维修人员到达之前,操作人员应将故障现象详细记录,并进行相应的临时处理。
七、操作记录1. 每次操作结束后,操作人员应填写操作记录表,包括加工时间、加工数量、加工质量等信息。
2. 操作记录表应及时上报给相关部门,以便进行统计和分析。
八、培训和考核1. 操作人员应定期接受CNC机床操作培训和考核,以保证其操作技能和安全意识。
2. 考核合格的操作人员才能获得相应的操作证书。
三菱系统标准车床面板操作
第五章三菱系统标准车床面板操作面板简介三菱系统车床操作面板三菱系统面板三菱操作面板介绍按钮名称功能简介紧急停止按下急停按钮,使机床移动立即停止,并且所有的输出,如主轴的转动等都会关闭电源开打开机床电源电源关关闭机床电源进给倍率调节旋钮在手动方式下,调节进给速度模式选择旋钮手动方式手动方式,连续进给。
回参考点方式机床回零;机床必须首先执行回零操作,然后才可以运行。
自动方式进入自动加工模式。
手动快速手动方式,快速连续进给。
手动数据输入(MDI)单程序段执行模式手动脉冲方式手轮调节方式编辑方式编辑数控程序主轴旋转按下此按钮,主轴开始旋转主轴停止按下此按钮,主轴停止转动快速进给倍率在手动快速方式下,调节进给倍率进给轴选择在手动方式下,选择当前进给轴移动按钮控制进给轴移动的方向循环保持程序运行暂停,在程序运行过程中,按下此按钮运行暂停循环启动程序运行开始或继续执行被暂停的程序主轴倍率修调调节主轴倍率。
置光标于旋钮上,点击鼠标左键,旋钮逆时针转动,倍率减小;点击鼠标右键,旋钮顺时针转动,倍率增大。
空运行开关按照机床默认的进给速度执行程序单段开关打开此按钮,运行程序时每次执行一行数控程序。
跳段开关打开此按钮,程序中的“/”有效。
选择停止开关打开此按钮,程式中的M01指令生效机床锁定开关打开此按钮,X、Y、Z三方向轴全部被锁定,机床不能移动。
Z轴锁定开关打开此按钮,Z轴被锁定手轮置光标于旋钮上,点击鼠标左键,旋钮逆时针转动,点击鼠标右键,旋钮顺时针转动。
手轮进给倍率选择手轮方式下的移动量选择;X1、X10、X100分别代表移动量为、、手轮点击打开隐藏的手轮,再次点击则隐藏手轮打开系统面板点击打开系统面板,再次点击则隐藏系统面板超程释放按钮三菱系统面板介绍按键名称功能简介查看机能键点击此键,切换到查看机能区域参数设置区域键点击此键,切换到参数设置界面程序管理区域键点击此键,切换到程序管理界面资料输入/输出键按此键,切换到程序的输入、输出界面轨迹模拟键在自动方式下按此键,切换到查看轨迹模拟状态换行键删除/插入键直接点击是删除功能,按SHIFT后再点击是插入功能取消键输入键光标移动键复位键按下此键,取消当前程序的运行;监视功能信息被清楚(除了报警信号,电源开关、启动和报警确认);通道转向复位状态。
CNC数控车床操作规程
1 打开气压阀门,检查工作台有无障碍物,特别是机器内侧死角处。
2 打开工场主电源,无保险丝断路器为“ON”3 选择开始按钮有效START BUTTON SELECT中的NC操作柜MAIN CONTROL PANEL。
4 按动CONTROL中的“ON”,检查NC READY和TOP READ CET的显示状态为绿色且不乐烁。
5 在液晶触摸板显示操作画面时,并且+X +Y T全亮时,按下“START”。
6 拨动EDIT PROTECT中的钥匙为“OFF”,在文件File中选择所要加工的程序,并在描绘画面Draw中确认加工的形状。
7 按动加工条件按钮Process condition,对使用模具、材质、板厚、材料尺寸、夹爪位置、时间的确认。
8 拨动操作模式MODE为自动AUTO,冲压方式PRESS SELECT为循环CYCLE,模具更换方式TOOLCHANGE为OFF,程序保护EDIT PROTECT为ON。
9 选择手动及自动运转的各轴速度按钮的F4 F3 F2 F1。
10 按检测开关按钮,确认指示灯亮,表示检测功能以及换位确认功能有效。
11 选择开始按钮有效START BUTTON SELECT中的拖板操作柜SUB CONTROL PANEL。
12 将工件放在工作台上,确认工件的X、Y方向位置是否正确。
踩下脚踏开关,夹爪将工件夹紧。
13 拨动拖板操作柜上的“UP‘对工件进行定位并踩下脚踏开关用夹爪将工件夹紧。
14 再拨动拖板操作柜上的“DOWN”对定位销进行复位,按下START 按钮开始冲件。
冲好的首件产品应核对检查,合格后才能冲压下一个工件。
15 冲好自动停止,完成以后按下液晶面板上的Power OFF,然后再将断路器打到OFF档。
CNC车床操作指导书
a.关闭机台面板电源;b.关闭机台主电源;c.关闭总电源.
(四)使用CNC车床加工零件过程中,应注意:
(1)操作者应根据零件图所示不同的材料、粗糙度,公差及精度要求选择不同的主轴转速、进刀量、进给速度等加工参数进行加工。严禁随意操作,损坏车床及刀具;
(2)严禁在车床运转过程中进行换挡变速,只有在车床主轴停转后,方可进行换挡操作;
11、当清除铁屑时,操作人员必须戴上手套;
13、操作人员应正确使用切削液或气体来降低工件削削温度;
(二)电气操作的安全规范:
1、请勿使用硬性物质,肮脏布料及含油质之物来擦试面板;
2、请勿将尖锐物件放置於操作箱上,以防止尖锐物掉落伤害到操作人员;
3、请遵照操作指示与警告标示规定,以防止任何人员受到伤害;
(三)操作步骤:
1、开机:
a:接通机台总电源:
b:接通机台主电源;
c:打开机台面板电源;
d:机台原点回归;;
2、模具加工与修模过程:
(1)加工过程:
a.修改程式;b.装备刀具;c.架模;d.校表分中;e.对刀;f.开始加工;
(2)修模过程:
a.确认尺寸;b.修改程式;c.架模;d.装备刀具;e.架模,校表分中;f.对刀;g.开始加工;
更改历史
版本号
文件更改号
更改概要
修改人
批准人
01
首发行
/
/
/
发放范围
一、安全操作规程:
(一)一般安全操作规范:
1、零件加工前,一定要首先检查车床的正常运行;
2、操作车床之前,请仔细检查输入的数据;
3、所有操作人员必须知道紧急停止按钮的位置及其功能和规章;
4、当运行安装或拆卸工件时请穿上安全鞋及戴上手套;
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
CGCNC概述1.CGCNC仿真CNCCGCNC是Chen Guang Computer Numerical Control”的缩写,是杭州浙大辰光科技有限公司开发的计算机仿真数控加工系统。
它能够像真正的CNC机床一样进行控制面板操作,可在PC机控制的数控系统里编程移动命令和进行机床动作。
1.1 CGCNC的安装1.1.1安装环境编程部分1.2 插补功能1.2.1 定位(快速进给;G00)功能及目的此指令伴随坐标名称,以现在位置为起始点,坐标名称所表示的坐标为终点,以直线或非直线之路径作定位。
指令格式G00 Xx/Ux Zz/Ww;x, u, z,w 表示坐标值。
附加指令地址,对全部附加轴有效。
详细说明(1)一旦给予这指令,G00 模式一直保持有效,直到G01, G02, G03, G33 指令出现,才更改G00 的模式。
因此,假如次指令也同样是G00,则只需指定轴地址即可。
(2)当在G00 模式中,每一单节的起点和终点,必须做加速或减速;因此,在操作下一单节前,必须确认现用单节的指令为0,并确认加减速回路的轨迹误差状态。
定位幅宽度由参数设定。
(3)(G83~G89)用G00 来实现取消(G80)模式。
(4)刀具的路径为直线还是非直线可用参数来设定选取,定位的时间不改变。
(a)直线路径︰同直线插补(G01),速度受到各轴的快速进给速度的限制。
(b)非直线路径︰分别由各轴的快速进给速度作定位。
(5)在G 码后面没有数值时,作为G00 处理。
注意实际运行中G 指令值后如无数字则视为“G00”。
!程序例G00 X100 Z150 ;绝对值指令G00 U-80 W-150;增量值指令1.2 插补功能1.2.2 直线插补(G01)功能及目的该指令与座标语和进给速度指令一起,使刀具以地址F 指令速度在现在位置与座标语指定终点间直线移动(插补)。
但这时地址F 指令作用为进给速度通常以工具中心进行方向的线速度。
指令格式G00 Xx/Uu Zz/Ww αα Ff ;(“α”是附加轴)x, u,z,w :显示坐标值。
详细说明一旦给予这指令,G01 模式一直保持有效,直到G00,G02,G03,G33 指令出现,才更改G01模式。
因此,假如这些指令也同样是G01 且进给速度不改变,则祇需要指定座标语和值即可。
最初的G01 如没有F 指令,则程序错误。
G 功能(G70~G89),可用G01 指令来取消(或G80)。
程序例(例1)G01 X50.0 Z20.0 F300;(例2)以进给速度300mm/分按P1→P2 →P3→P4 次序切削。
P0→P1,P4→P0 作刀具定位用。
G00 X200000 Z40000 ;P0→P1G01 X100000 Z90000 F300 ;P1→P2Z160000 ;P2→P3X140000 Z220000 ;P3→P4G00 X240000 Z230000 ;P4→P01.2 插补功能1.2.3 圆弧插补(G02, G03)功能及目的该指令使刀具沿圆弧移动。
指令格式G02 (G03)X x/Uu Zz/Ww Ii Kk Ff ;G02 :顺时针旋转(CW)G03 :反时针旋转(CCW)Xx/Uu :圆弧终点坐标,X 轴(X 为工件坐标系之绝对坐标值,U 为从现在到目标之增量值)。
Zz/Ww :圆弧终点坐标,Z 轴(Z 为工件坐标系之绝对坐标值,W 为从现在到目标之增量值)。
Ii :圆弧中心,X 轴(I 为圆弧起点到中心之X 轴坐标的半径指令增量值)。
Kk :圆弧中心,Z 轴(K 为圆弧起点到中心之Z 轴坐标的增量值)。
Ff :进给速度圆弧中心坐标值通过输入设定单位进行指令。
对使用不同输入指令单位的轴的圆弧指定需多加注意。
为了避免混淆,请使用带小数点进行指令。
详细说明(1)G02(G03)模式一直保持有效,直到G00、G01 或G33 出现,才改变G02(G03)的模式。
圆弧的旋转方向用G02,G03 来区别。
G02:CW (顺时针方向)G03:CCW (逆时针方向)(2)多象限的圆弧,可用一个程序段指令。
(3)圆弧插补,需要下列信息。
(a)旋转方向………………………… 顺时针(G02),反时针(G03)(b)圆弧终点坐标…………………… 用地址X, Z, U,W 来表示(c)圆弧中心坐标…………………… 用地址I, K 来表示(增量值指令)(d)进给速度………………………… 用地址F 来表示(4)I,K 或R 没有指定时,会产生程序错误。
I,K 为圆弧起点到圆中心的X 轴和Z 轴之距离,要注意其正负符号。
(5)G2/G3 模式中,不能使用T 指令。
在G2/G3 的模式中指定T 指令,则产生程序错误。
程序例G2 X120.0 Z70.0 I50.0 F200;绝对值指令G2 U100.0 W-50.0 I50.0 F200;增量值指令圆弧插补注意事项(1)圆弧操作的顺时针方向(G02)或反时针方向(G03),是指在右手坐标系中,从与对象平面垂直相交的坐标轴的正方向往负方向看的情况。
(2)省略所有终点坐标或终点坐标和起始坐标在同一位置的情况下,用I, K 来指定圆中心,这时指定的是一个360°的圆弧(真圆)。
(3)圆弧指令时,起点半径和终点半径不一致时,会产生下列情况。
1.4 R 指定圆弧插补(G02, G03)功能及目的圆弧插补,除了以前用圆弧中心坐标(I, K)来指定外,亦可用圆弧半径R 来直接指定。
指令格式G02(G03)Xx/Uu/Zz/Ww Rr Ff;x/u :X 轴终点坐标z/w :Z 轴终点坐标r :圆弧半径详细说明圆弧的中心在垂直于起点和终点联机的2 等分在线,以起点为中心,r 为半径画一圆弧,此圆弧与2 等分线的交点即为为圆弧的中心。
指令程序R 为正号,则圆弧为比半圆小的那个圆弧;R 为负号,则圆弧会比半圆大的那个圆弧用R 指令作圆弧插补时,必须满足下列条件:L/(2×r)≦1L/2-r>参数值的情况下会出现错误讯息。
在这里,L 为起点至终点的线段。
如同一程序段内R 和I ,K 同时指令时,R 指定的圆弧指令优先。
整圆指令(起点和终点一致)时,R 指定的圆弧指令马上结束不操作,请使用I ,K 指定圆弧指令程序例(例1)G03 Zz1 Xx1 Rr1 Ff1;ZX平面R 指定圆弧(例2)G02 Xx1 Zz1 Ii1 Kk1 Rr1 Ff1;XZ平面R 指定圆弧(R 指定和I, K 指定在同一程序段内时,优先处理R 指定)。
1.2 插补功能1.2.4 平面选择(G17, G18, G19)平面选择方式以图1 的参数登录例就平面选择加以说明。
(1)究竟根据基本轴及其平行轴中的哪一轴选择平面,可以由平面选择(G17, G18, G19)及同一程序段中指定的轴地址来决定。
(例)(2)不含平面选择G 码指令(G17, G18, G19)的程序段,平面不切换G18 X_Z_;ZX 平面Y_Z_;ZX 平面(无平面变化)(3)平面选择G 指令(G17, G18, G19)的指令程序段中,轴地址省略时,视为3 基本轴的轴地址指令。
G18;(ZX 平面=G18XZ;)(4)当基本轴或是它的平行轴跟平面选择G 码(G17, G18, G19)重复指定在同一程序段时,按基本轴,平行轴顺序来决定平面。
G18XYZ;ZX 平面被选择,因此Y 轴的移动和选择平面没有关系。
1.2 插补功能1.2.5 等导程的螺纹切削(G33)G33 指令执行主轴旋转同期刀具进给控制,因此可执行等导程的直线螺切削加工、斜螺纹切削加工和连续螺纹切削加工。
指令格式G33 Zz/Ww Xx/Uu Ff Qq ;(普通螺纹切削指令)Zz, Ww, Xx, Uu :螺纹的终点地址及坐标值Ff :长轴(移动量最多的轴)方向导程Qq :螺纹开始的偏移角度(0.001~360.000°)1.3 延时1.3.1 每秒延时;G04通过G04 指令可使下一单节的执行开始延时。
功能及目的本功能为通过程序指令暂时停止机械的移动,实现时间等待状态的功能。
由此可以延迟下一单节的开始。
时间等待状态可以通过输入跳跃信号取消。
指令格式G04 Xx/Pp;x, p……延时时间延时时间的输入指令单位根据参数。
.注意事项•限制事项(1)使用本功能时,为明确为延时的X 时,请在G04 后指令X。
1.4 坐标系设定功能1.4.1 参考点核对(G27)-功能及目的这指令是用程序来做位置定位。
这定位点如为第1 参考点,与G28 同样对机械输出参考点到达信号,因此,此程序必须在NC 知道参考点后才做成,其作用是执行完成后,检查参考点复归是否正确。
指令格式G27 Xx1 Zz1 αα1 Pp1 ;G27:核对指令Xx1 Zz1 αα1:复归控制轴Pp1:核对号码P1:第1 参考点核对P2:第2 参考点核对详细说明(1)当P 指令省略时,为第1 参考点核对。
(2)同时控制的轴数,可同时做参考点核对。
(3)最后指令点如不是参考点,会产生报警。
1.4 坐标系设定功能1.4.2 参考点(原点)复归(G28, G29)功能及目的(1)通过G28 指令,在G0 指令下执行被指定轴的定位后按每轴快速进给复归至第1 参考点(原点)。
(2)G29 指令与G28 或G30 的中间点为各轴独立,高速进行定位后,通过G0 依指令位置进行定位。
指令格式G28 Xx1 Zz1 αα1;(α为附加轴)[自动参考点复归]G29 Xx2 Zz2 αα2;(α为附加轴)[开始位置复归]αα1/αα2 :附加轴1.4 坐标系设定功能1.4.3第2、第3、第4 参考点(原点)复归(G30)功能及目的G30 P2(P3, P4)指令的指定,第2、第3 或第4 参考点(原点)位置的复归可以执行。
指令格式G30 P2 (P3, P4)Xx1 Zz1 αα1;(α表示附加轴)αα1 :附加轴1.5进给功能1.5.1 精确停止检查(G09)功能及目的刀具的进给速度急促变化时,为了防止机械的振动及防止转角切削时圆角的发生;机械减速停止后,定位的状态或减速时间的经过确认后,次一单节的指令才开始执行。
为达成这些目的的功能即为精确停止检查功能。
指令格式G09 G0 1(G02, G03);精确停止检查G09,仅有效于(G01~G03)的切削指令。
程序例N001 G09 G01 X100.000 F150 ;确认为减速检查时间或减速停止后在定位的状态后,下一单节才开始执行。
N002 Z100.000 ;1.5. 进给功能1.5.2 精确停止检查模式(G61)功能及目的:G09 实现的精确停止检查仅对含有G09 的单节进行定位宽度状态确认。