锻造铸造铜及铜合金状态表示方法B
《铜及铜合金》课件

火法冶金
• 火法冶金是指将矿石或精矿在高温下进行熔炼,以提取有价金 属的冶金过程。火法冶金包括烧结、熔炼、吹炼、精炼等工序 ,铜的火法冶金通常采用反射炉、鼓风炉、电炉等设备。
湿法冶金
• 湿法冶金是指利用溶液中不同金属离子化学性质的差异,通过化学反应将有价金属从溶液中提取出来的方法。湿法冶金包 括浸出、净化、萃取、电解等工序,铜的湿法冶金通常采用硫酸浸出、氨浸出等方法。
铜及铜合金在某些环境中具有 良好的耐腐蚀性,如海洋环境
、大气环境等。
抗氧化性
铜及铜合金在高温环境下容易 氧化,生成氧化铜或碱式碳酸 铜。
化学反应活性
铜及铜合金在某些化学反应中 具有较高的反应活性,如氧化 还原反应等。
与酸、碱的反应
铜及铜合金与酸、碱等物质反 应,生成相应的盐类物质。
力学性能
强度与硬度
中国铜及铜合金市场现状
中国铜及铜合金消费量
01
中国是全球最大的铜及铜合金消费国,消费量占全球总消费量
的比例逐年上升。
中国铜及铜合金生产量
02
中国是全球最大的铜及铜合金生产国,生产量占全球总生产量
的比例逐年上升。
中国铜及铜合金进出口情况
03
中国铜及铜合金的进出口量较大,进出口市场受国内外经济形
势、汇率波动等多种因素影响。
05
铜及铜合金的腐蚀与防护
腐蚀类型和机理
电化学腐蚀
应力腐蚀
铜合金中的不同金属元素具有不同的电位 ,在电解质溶液中形成原电池,导致电化 学腐蚀。
在应力和特定环境因素的共同作用下,如 腐蚀介质和拉伸应力,铜合金容易发生应 力腐蚀开裂。
摩擦腐蚀
接触腐蚀
在摩擦过程中,由于机械作用和接触表面 间的相对运动,导致金属表面损伤和腐蚀 。
加工产品状态代号表示方法
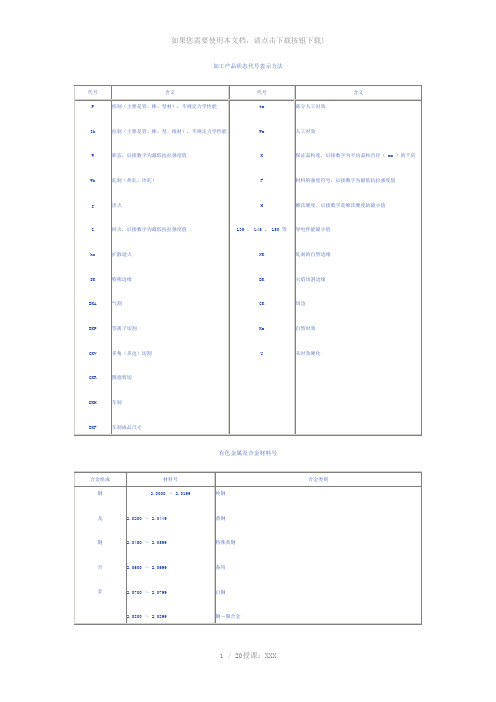
加工产品状态代号表示方法有色金属及合金材料号材料号第六、七位数字含义德国金属材料牌号表示方法简介一、德国有色金属的牌号表示方法德国 DIN 标准编号由 DIN 、序号和制(修)订年份组成。
DIN 标准中的有色金属材料牌号表示方法、供货和热处理状态的字母及数字代号,见下各表。
DIN 标准中有色金属牌号表示二、德国黑色金属的牌号表示方法1.德国( DIN )钢铁牌事情表示方法简介1.1 德国钢铁牌号表示方法概述第二次世界大战后,一道柏林墙,将德国分为东德和西德两个国家标准代号分别为 TGL 和 DIN 。
由于 TGL 标准中钢铁牌号的表示方法和 DIN 标准中钢铁牌号表示方法相同,故统一后的德国仍以 DIN 为德国工业标准的代号。
DIN ( DEUTSCHE Industria Norm )是德国工业标准的代号。
DIN 17006 系统标准独有铸钢和铸铁牌号表示方法。
近年德国对非合金钢牌号的表示方法采用欧洲标准。
其牌号S ××× ,S 表示钢,×××表增屈服点最低值( Mpa ),有时加后缀符号用来表示质量等级或供货状态。
根据钢材直径或厚度不同,允许对同一牌号用钢的碳含量进行调整。
另一种是 DIN 17007 系统标准。
它是用 7 位数字组合成材料号,一般情况下用 5 位数字表示,与牌号可以并用符号(代号)为W-Nr 。
如 42CrMo4 为牌号, 1.7725 为材料号1.2 DIN17006 系统钢铁牌号表示方法1.2.1各种符号和数字的含义(1)各种会号的含义,各种符号的含义见表 1-24 。
表 1-24 各种符号及含义表中一个符号有两种含义时,应视符号在牌号中的位置确定其含义。
(2)合金钢中合金元素含量的表求方法用合金元素平均含量乘以表 1-25 中的系数表示金元素含量值。
表 1-25 合金元素的系数合金元素含量≤ 5% 时,用上表系数相乘,合金元素含量> 5% 时,不再乘以系数,而是如数直接标出。
铜及铜合金状态表示方法编制说明

状态表示方法的优缺点
数字表示法
优点是简单明了,易于理解和记 忆;缺点是无法直观地反映铜及 铜合金的状态特征。
字母表示法
优点是简单明了,易于理解和记 忆;缺点是不同字母可能表示不 同的状态特征,容易造成混淆。
文字描述法
优点是能够直观地反映铜及铜合 金的状态特征;缺点是描述较为 繁琐,不易于理解和记忆。
本方法与国内外相关标准进行了比对 和分析,确保与国际接轨,同时根据 国内实际情况进行了适当的调整和创 新。
对未来研究的建议
随着铜及铜合金行业的不断发 展,建议定期对状态表示方法 进行修订和完善,以适应市场
需求和技术进步。
对于新出现的铜及铜合金产品 和应用领域,建议及时制定相 应的状态表示方法,以促进其
市场推广和应用。
建议加强与国际相关标准的交 流与合作,吸收国际先进经验 和技术,推动我国铜及铜合金 状态表示方法的国际化进程。
对于状态表示方法的具体实施 和应用,建议加强宣传和培训 工作,提高相关人员的意识和 能力,促进其在实践中的正确 应用。
感谢您的观看
THANKS
实验验证
通过实验验证新方法的可行性和准 确性。
03
02
制定方案
根据调研结果,制定新状态表示方 法的方案。
发布实施
将新方法纳入标准体系,并逐步推 广实施。
04
新方法的优势与局限性
优势
统一了铜及铜合金的状态表示,提高 了标准的国际竞争力;简化了操作流 程,提高了生产效率;增强了状态表 示的科学性和准确性。
05
铜及铜合金状态表示方法应 用示例
应用场景和条件
01 02
国家标准GB_铜及铜合金铸造和加工制品显微组织检验方法

注: 厚度(0 . 5 mm的带材及具有小截面 的加工制 品, 可视具体情 况灵活截取
2 . 3 试样切取 铜合金较软 , 不宜采用砂轮切取 , 可采用 手锯 、 剪切、 刨、 车、 铣 加工等取样 , 精细样 品应采用线 切割 取样 , 硬脆的中间合金可用锤击取 样。 取样时应避免样品变形 、 温度 过高等, 为此 , 取样 时可采用水 、 机油或乳液加以冷却 2 . 4 试样磨光 切取后的试样应首先用锉刀锉去 1 -2 m m, 并锉出一个 平面 , 然后 , 依次采 用不 同粒度的水砂 纸磨 光 。磨光可以用手工磨光 , 也可采用 电动磨盘磨光 。电动磨 光粗磨通 常使用 1 5 0 -1 8 。号水砂 纸 , 用水 冷却 , 在研磨 盘上进行 。粗磨磨 出方 向一致的磨痕后 . 采用 3 2 0. 3 5 。 号 金相砂纸进行 细磨。更换一 次 砂纸 , 磨制方 向应转换 0 0 0 , 磨制时用力不能太大 , 以减少变形 口细磨磨痕达到一致后 , 即可进行抛 光 25 试样抛光 抛光方式 有 : 机械抛光 、 电解抛光和化学 抛光等 2 . 5 . 1 机械抛光 经细磨后 的试样 , 水洗后移至装有帆布的抛光盘上先进行粗抛 , 抛光剂可选用三氧化二铬 、 氧化铝、 氧化镁 等水 的悬 浮液, 或使用金钢砂研磨膏。转速一般采用 5 0 0 ^ - 1 0 0 0 r / m i n , 抛至细磨 痕完全消失为 止, 粗抛光一次完成以后 , 转动试样方 向再抛一次 , 当上次磨痕很快消失时( 1 0 s以内为好 ) , 然后用水洗
H 24
1 I S
Y S / T 4 4 9 -2 0 0 2
中华 人 民共 和 国有 色 金 属 行 业标 准
铜及铜 合金
铸造和加工制品显微组织检验方法
铜及铜合金状态表示方法编制说明

铜及铜合金状态表示方法编制说明征求意见稿一、项目来源我国铜及铜合金加工业日益壮大,现已是世界最大的铜加工基地,也是世界最大的铜加工产品出口国家之一。
各类铜加工产品与世界的交流日益增加,代表产品性能的各种表示方法日益与世界接轨,交流更加方便。
产品的状态表示方法是个空白,至今我国没有系统的状态表示方法,国内交流使用的是约定俗成的方法,对外交流则需要将国内的表示方法对应成国外的表示方法,十分不便;第二,我国的状态表示方法只是针对平常使用率比较高的几种状态,并没有针对所有铜及铜合金产品加工与铸造产生的状态,使用时不够全面;第三,随着世界经济一体化程度的日益增大,就世界范围而言,也需要一个统一的交流方式,便于世界各国相互交流。
基于以上原因,国家标准化委员会提出了编制《铜及铜合金状态表示方法》的任务,经我公司提议,将该任务下达给了本公司。
文件号为中色协综字[2009]165号“关于下达2009年第一批有色金属国家标准、行业标准制(修)订项目计划的通知。
二、编制思路标准编制时,公司成立了标准编制小组。
编制小组查阅了大量相关资料,发现我国的状态表示方法在相关产品标准中出现,直接使用;在《铜合金及其加工手册》附录中出现,书中对各国状态表示方法进行了描述,通过对比发现,美国的状态类型最齐全,表示方法比较系统、全面,有一定的发展空间,且是在国际(ISO)状态表示方法的基础上经过转变而来,有一定的使用基础 (各国状态表示方法对比见附录);通过对比还发现,书中在对我国铜加工技术进行阐述时,使用到加工状态时,如我国没有相应的状态表示,直接选用了美国的状态表示方法,说明我国对美国状态表示方法的使用已有一定认可。
所以本标准在编制时修改采用了美国的表示方法,即以工艺过程作为状态表示方法。
采用标准为ASTM B601-07《铜及铜合金加工与铸造状态表示方法》。
三、编制过程1. 征求意见稿形成本表示方法,编制小组于2009年底完成该规范的草稿,后经公司内部讨论形成了该表示方法征求意见稿。
铜材料表示方法

查一下GB/T 5231-2001《加工铜及铜合金化学成分和产品形状》 加工铜组别序号牌号名称代号纯铜 1 一号铜T12 二号铜T23 三号铜T3无氧铜 4 零号无氧铜TU04)[C10100]5 一号无氧铜TU16 二号无氧铜TU2磷脱氧铜7 一号脱氧铜TP1[C12000]8 二号脱氧铜TP1[C12200]银铜9 0.1银铜TAg0.1加工黄铜组别序号牌号名称代号普通黄铜 1 96黄铜H962 90黄铜H903 85黄铜H854 80黄铜H805 70黄铜H706 68黄铜H687 65黄铜H658 63黄铜H639 62黄铜H6210 59黄铜H59镍黄铜11 65-5镍黄铜HNi65-512 56-3镍黄铜HNi56-3 铁黄铜13 59-1-1铁黄铜HFe59-1-114 58-1-1铁黄铜HFe58-1-1 铝黄铜15 89-2铅黄铜HPb89-2[C31400]16 66-0.5铅黄铜HPb66-0.5[C33000]17 63-3铅黄铜HPb63-318 63-0.1铅黄铜HPb63-0.119 62-0.8铅黄铜HPb62-0.820 62-3铅黄铜HPb62-3[C36000]21 62-2铅黄铜HPb62-2[C35300]22 61-1铅黄铜HPb61-1[C37100]23 60-2铅黄铜HPb60-2[C37700]24 59-3铅黄铜HPb59-325 59-1铅黄铜HPb59-126 77-2铝黄铜HAl77-2[C68700]27 67-2.5铝黄铜HAl67-2.528 66-6-3-2铝黄铜HAl66-6-3-229 61-4-3-1铝黄铜HAl61-4-3-130 60-1-1铝黄铜HAl60-1-1锰黄铜32 62-3-3-0.7锰黄铜HMn62-3-3-0.733 58-2锰黄铜HMn58-234 57-3-1锰黄铜HMn57-3-135 55-3-1锰黄铜HMn55-3-1 锡黄铜36 90-1锡黄铜HSn90-137 70-1锡黄铜HSn70-138 62-1锡黄铜HSn62-139 60-1锡黄铜HSn60-1 加砷黄铜40 85A加砷黄铜H85A41 70A加砷黄铜H70A[C26130]42 68A加砷黄铜H68A 硅黄铜43 80-3硅黄铜HSi80-3加工青铜组别序号牌号名称代号锡青铜 1 1.5-0.2锡青铜QSn1.5-0.2锡青铜[C50500]2 4--0.3锡青铜QSn4-0.3[C51100]3 4-3锡青铜QSn4-34 4-4-2.5锡青铜QSn4-4-2.55 4-4-4锡青铜QSn4-4-46 6.5-0.1锡青铜QSn6.5-0.17 6.5-0.4锡青铜QSn6.5-0.48 7-0.2锡青铜QSn7-0.29 8-0.3锡青铜QSn8-0.3[C52100] 铝青铜10 5铝青铜QAl511 7铝青铜QAl7[C61000]12 9-2铝青铜QAl9-213 9-4铝青铜QAl9-414 9-5-1-1铝青铜QAl9-5-1-115 10-3-1.5铝青铜QAl10-3-1.5 铝青铜16 10-4-4铝青铜QAl10-4-417 10-5-5铝青铜QAl10-5-518 11-6-6铝青铜QAl11-6-6 铍青铜19 2铍青铜QBe220 1.9铍青铜QBe1.921 1.9-0.1铍青铜QBe1.9-0.122 1.7铍青铜QBe1.723 0.6-2.5铍青铜QBe0.6-2.5[C17500]24 0.4-1.8铍青铜QBe0.4-1.8[C17510]25 0.3-1.5铍青铜QBe0.3-1.5 硅青铜26 3-1硅青铜QSi3-127 1-3硅青铜QSi1-328 3.5-3-1.5硅青铜QSi3.5-3-1.5 锰青铜30 2锰青铜QMn231 5锰青铜QMn5 锆青铜32 0.2锆青铜QZr0.233 0.4锆青铜QZr0.4 铬青铜34 0.5铬青铜QCr0.535 0.5-0.2-0.1铬青铜QCr0.5-0.2-0.136 0.6-0.4-0.05铬青铜QCr0.6-0.4-0.0537 1铬青铜QCr1[C18200] 镉青铜38 1镉青铜QCd1[C16200] 镁青铜39 0.8镁青铜QMg0.8 铁青铜40 2.5铁青铜QFe2.5[C19400] 碲青铜41 0.5碲青铜QTe碲青铜[C14500]加工白铜组别序号牌号名称代号普通白铜 1 0.6白铜B0.62 5白铜B53 19白铜B194 25白铜B255 30白铜B30 铁白铜6 5-1.5-0.5铁白铜BFe5-1.5-0.5[C70400]7 10-1-1铁白铜BFe10-1-18 30-1-1铁白铜BFe30-1-1 锰白铜9 3-12锰白铜BMn3-1210 40-1.5锰白铜BMn40-1.511 43-0.5锰白铜BMn43-0.5 锌白铜12 18-18锌白铜BZn18-18[C75200]13 18-26锌白铜BZn18-26[C77000]14 15-20锌白铜BZn15-2015 12-21-1.8加铅锌白铜BZn15-21-1.816 15-24-1.5加铅锌白铜BZn15-24-1.5 铝白铜17 13-3铝白铜BAl13-318 6-1.5铝白铜BAl16-1.5h96铜合金介绍材料名称:H96 普通黄铜标准:(GB/T 5231-2001) 特性及适用范围:强度比纯铜高(但在普通黄铜中它是最低的),导电.导热性好,在大气和淡水中有高的耐蚀性,塑性良好,易于冷.热压力加工,易于成形.焊接.锻造和镀锡,无应力腐蚀开裂倾向。
铜及铜合金
2 铜合金
1)铜合金分类
(1)按化学成分分类 按化学成分的不同,铜合金可分为黄铜、青铜及白铜(铜镍合金)三大类。机器制造 业中,应用较广的是黄铜和青铜。 黄铜是以锌为主要合金元素的铜合金。其中,不含其他合金元素的黄铜称为普通黄铜 (或简单黄铜),含有其他合金元素的黄铜称为特殊黄铜(或复杂黄铜)。 青铜是以除锌和镍以外的其他元素作为主要合金元素的铜合金。按其所含主要合金元 素种类的不同,青铜可分为锡青铜、铝青铜、铍青铜、铅青铜、硅青铜等。
图8-9 锌对铜力学性能的影响(退火)
普通黄铜的耐蚀性良好,并与纯铜相近。但当 Zn 7%(尤其是大于 20%)并经冷压力加工后的黄铜,在潮湿的大气中,特别是在含氨的气氛 中,易产生应力腐蚀破裂现象(自裂)。防止应力破裂的方法是在250~ 300℃进行去应力退火。
2)特殊黄铜
在普通黄铜基础上,再加入其他合金元素所组成的多元合金称为特殊黄铜,常加入的元素有 锡、铅、铝、硅、锰、铁等。特殊黄铜也可依据加入的第二合金元素命名,如锡黄铜、铅黄铜、 铝黄铜等。
(2)铍青铜 铍青铜是以铍为主加元素的铜合金,铍含量为1.6%~2.5%,是时效强化 效果极大的铜合金。经淬火(780℃水冷后, Rm为500~550 MPa,硬度为 120 HBW,A为25%~35%)再经冷压成形、时效(300~350℃,2 h)之后, 铍青铜具有很高的强度、硬度与弹性极限( Rm =1250~1400 MPa,硬度为 330~400 HBW)。可贵的是,铍青铜的导热性、导电性、耐寒性也非常好, 同时还有抗磁、受冲击时不产生火花等特殊性能。 铍青铜主要用来制作精密仪器、仪表中各种重要用途的弹性元件和耐蚀、 耐磨零件(如仪表中齿轮)和航海罗盘仪零件及防爆工具。一般铍青铜是以 压力加工后淬火为供应状态,工厂制成零件后,只需进行时效即可。但铍青 铜价格昂贵,工艺复杂,因此限制了它的应用。
铜及铜合金的基础知识
一、铜及铜合金按加工方式分类1、冶炼铜:通过电解精炼方法或电解沉积法生产得的阴极铜(铜锭、铜棒、线材)2、铸造铜:(1)铸造黄铜锭、青铜锭(2)铸造铜合金(青铜、黄铜)(3)压铸铜合金二、加工铜及铜合金(一)紫铜①纯铜:铜的含量在99.9%以上,代号:T1 99.95% T2 99.9% T3 99.7%②无氧铜:铜中不含氧元素,代号:TU0 99.99%、 TU1 99.97%、 TU2 99.95%③磷脱氧铜:只含铜和磷两种元素,代号:TP1 99.9% TP299.9%④银铜:代号:TAg0.1 Cu99.5%(二)黄铜:黄铜是以锌为主要加入元素的铜合金。
黄铜分普通黄铜(简单黄铜)和特殊黄铜(复杂黄铜)两种。
1、普通黄铜:铜和锌二元合金。
用字母H表示,如H62,表示含铜量约为62%,含锌量约为38%。
型号有:H96 H90 H85 H70 H68 H65 H63 H62 H592、特殊黄铜:在铜锌合金中加入其他元素(如锡、镍、锰、铅、硅、铝、铁等)的合金,表示方法是在H后面加除锌外的主要加入元素的符号及含量。
如:HNi65-5表示铜含量约为:65%,镍含量约为5%,其余量为锌含量。
型号有:①镍黄铜:HNi65-5 HNi56-5②铁黄铜:HFe59-1-1(铝) HFe58-1-1(Pb)③铅黄铜:HPb89-2 HPb66-0.5 HPb63-3 HPb63-0.1 HPb62-3 HPb62-2HPb61-1 HPb60-2 HPb59-3 HPb59-1④铝黄铜:HAl77-2 HAl67-2.5 HAl66-6(Al)-3(Fe)-2(Mn)HAl61-4(Al)-3(Ni)-1(Fe) HAl60-1-1(Fe) HAl59-3-2(Ni)⑤锰黄铜:HMn62-3(Mn)-3(Al)-0.7(Si) HMn58-2 HMn57-3-1(Fe) HMn55-3-1(Fe)⑥锡黄铜:Hsn90-1 Hsn70-1 Hsn62-1 Hsn60-1⑦砷黄铜:H85A As 0.02-0.08% H70A H68A⑧硅黄铜:Hsi80-3(三)白铜:白铜是铜合金的一种,是以镍为主要加入元素的铜合金。
锻造铸造铜及铜合金状态表示方法B
锻造铸造铜及铜合金状态表示方法B标准化管理处编码[BBX968T-XBB8968-NNJ668-MM9N]锻造和铸造铜及铜合金状态表示方法ASTMB601-01翻译:校对:2004年1月16日1.概述本技术标准是关于铜及铜合金-加工和铸造状态分类的表示方法。
状态标识是根据产品生产过程和对产品质量的综合影响进行分类的。
本标准不是关于铜及铜合金产品的标准。
状态的性能要求在各产品的技术标准中给出。
2. 参考文献ASTM标准:B846 铍及铍合金术语标准3. 术语有关铜及铜合金的术语参见标准B 846。
4. 意义和用法意义--铜及铜合金产品状态采用字母和数字混合的表示方法。
用法--字母和数字混合来表示产品的状态用于技术标准和数据发布中。
4.2.1 字母表示生产产品的一种加工过程。
如“H”表示采用冷加工。
注1-这些字母经常与其它产品的状态表示方法相同。
5. 状态分类退火态,O-通过退火方法生产的以满足机械性能要求的状态。
退火态,OS-通过退火方法生产的以满足标准或特殊晶粒度要求的状态。
加工态,M-通过铸件的初加工和热加工以及其它控制方法生产的产品的状态。
冷加工态,H-通过控制冷加工的程度生产的状态。
冷加工(拉拔),消除应力状态,HR-通过控制冷加工的程度和随后的应力消除而生产的状态。
5.5.1 定制强化状态,HT-通过控制冷加工的程度和随后的热处理而生产的状态。
热处理状态,T-基于热处理和随后的快速冷却的状态。
5.6.1 淬火-硬化状态,TQ-淬火-硬化处理生产的状态。
5.6.2 固溶热处理状态,TB-通过固溶热处理沉淀硬化或拐点硬化生产的状态。
5.6.3 固溶热处理和冷加工状态,TD-通过控制固溶热处理沉淀硬化或拐点硬化合金的冷加工程度而生产的状态。
5.6.4 沉淀热处理状态,TF-通过沉淀硬化合金的沉淀热处理生产的状态。
5.6.5 拐点热处理状态,TX-通过拐点硬化合金的拐点热处理而生产的状态。
5.6.6 冷加工和沉淀热处理状态,TH-用已经进行固溶热处理,冷加工和沉淀热处理的合金生产的状态。
国家标准《铜及铜合金带材》编制说明
国家标准《铜及铜合金带材》(送审稿)编制说明一、项目来源现行的GB/T 2059-2008《铜及铜合金带材》国家标准,2008年实施,距今已经7年多。
本标准修改采用JIS H3100-2006《铜及铜合金薄板、厚板和带材》和JISH3110-2006《磷青铜和镍银合金薄板、厚板和带材》,适用于所有一般用途的加工铜及铜合金带材。
同时GB/T 5231-2010《加工铜及铜合金牌号和化学成分》、GB/T 29094-2012《铜及铜合金状态表示方法》标准已发布实施,合金牌号和状态表示方法有何大的变化。
随着科技的发展,有色金属加工业快速发展,对铜及铜合金带材提出了更高、更新的发展,为适应国际市场的竞争需要,提高产品的竞争能力,使产品不断地打入国际市场,须及时修订现行标准国家。
根据国标委综合〔2015〕59号和有色标委[2015]29号《关于转发2015年第二批有色金属国家、行业标准制(修)订项目计划的通知》,其中序号44(项目编号“20152280-T-610”)《铜及铜合金带材》国家标准由中铝洛阳铜业有限公司、中铝上海铜业有限公司、宁波兴业盛泰集团有限公司、安徽楚江科技新材料股份有限公司、太原晋西春雷铜业有限公司、铜陵金威铜业有限公司、中色奥博特铜铝业有限公司、绍兴市力博电气有限公司、山东天圆铜业有限公司等负责起草,完成年限为2016年9月。
二、工作概况和编制依据由于时间紧,任务重,标准制订计划任务正式下达后,立即成立了标准编制组,并落实起草任务,确定标准的主要起草人,拟定该标准的工作计划。
具体分工为:中铝洛阳铜业有限公司总负责、市场和同行业信息收集、资料汇总及执笔;中铝上海铜业有限公司、宁波兴业盛泰集团有限公司、安徽精诚铜业股份有限公司、太原晋西春雷铜业有限公司、铜陵金威铜业有限公司、中色奥博特铜铝业有限公司、绍兴市力博电气有限公司、山东天圆铜业有限公司负责补充市场信息和标准数据的验证。
各企业分工明确,紧密合作,共同完成标准的修订工作。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
锻造和铸造铜及铜合金
状态表示方法
ASTMB601-01
翻译:
校对:
2004年1月16日
1.概述
1.1本技术标准是关于铜及铜合金-加工和铸造状态分类的表示方法。
状态标识是根据产品生产过程和对产品质量的综合影响进行分类的。
本标准不是关于铜及铜合金产品的标准。
1.2 状态的性能要求在各产品的技术标准中给出。
2. 参考文献
2.1 ASTM标准:
B846 铍及铍合金术语标准
3. 术语
3.1 有关铜及铜合金的术语参见标准B 846。
4. 意义和用法
4.1 意义--铜及铜合金产品状态采用字母和数字混合的表示方法。
4.2 用法--字母和数字混合来表示产品的状态用于技术标准和数据发布中。
4.2.1 字母表示生产产品的一种加工过程。
如“H”表示采用冷加工。
注1-这些字母经常与其它产品的状态表示方法相同。
5. 状态分类
5.1 退火态,O-通过退火方法生产的以满足机械性能要求的状态。
5.2 退火态,OS-通过退火方法生产的以满足标准或特殊晶粒度要求的状态。
5.3 加工态,M-通过铸件的初加工和热加工以及其它控制方法生产的产品的状态。
5.4 冷加工态,H-通过控制冷加工的程度生产的状态。
5.5 冷加工(拉拔),消除应力状态,HR-通过控制冷加工的程度和随后的应力消除而生产的状态。
5.5.1 定制强化状态,HT-通过控制冷加工的程度和随后的热处理而生产的状态。
5.6 热处理状态,T-基于热处理和随后的快速冷却的状态。
5.6.1 淬火-硬化状态,TQ-淬火-硬化处理生产的状态。
5.6.2 固溶热处理状态,TB-通过固溶热处理沉淀硬化或拐点硬化生产的状态。
5.6.3 固溶热处理和冷加工状态,TD-通过控制固溶热处理沉淀硬化或拐点硬化合金的冷加工程度而生产的状态。
5.6.4 沉淀热处理状态,TF-通过沉淀硬化合金的沉淀热处理生产的状态。
5.6.5 拐点热处理状态,TX-通过拐点硬化合金的拐点热处理而生产的状态。
5.6.6 冷加工和沉淀热处理状态,TH-用已经进行固溶热处理,冷加工和沉淀热处理的合金生产的状态。
5.6.7 冷加工和拐点热处理状态,TS-用已经进行固溶热处理,冷加工和拐点热处理的合金生产的状态。
5.6.8 加工硬化状态,TM-通过冷加工结合沉淀热处理或拐点热处理而供货的材料状态。
5.6.9 沉淀热处理或拐点热处理和冷加工状态,TL-通过对沉淀热处理或拐点热处理合金进行冷加工而生产的状态。
5.6.10 沉淀热处理或拐点热处理,冷加工,和消除热应力状态,TR-通过对沉淀热处理和拐点热处理消除热应力合金进行冷加工而生产的状态。
5.7 焊接管状态,W-(焊接管是由不同状态的带材生产的,本质上是除了热影响区外具有带材的状态。
5.7.1 管材,当作焊接状态,WM-生产管材时成型和焊接的状态。
5.7.2 管材,焊接和退火态,WO-生产管材时成型和退火的状态。
5.7.3 管材,焊接和冷加工状态,WH-生产管材时成型、焊接和冷加工状态。
5.7.4 管材,焊接、冷加工和消除应力状态,WR-生产管材时成型、焊接、冷加工和消除应力状态。
5.7.5 管材,焊接和完全加工状态,O,OS,H-对焊接管材和冷加工管材进行退火或者对已焊接冷加工和退火的管材进行冷加工的状态。
经过这些处理后,焊接区域已经转换成加工组织,并具有一般的状态标识。
6.状态标识符号
6.1 退火状态,O:
6.1.1 退火以满足机械性能,O:
6.1.2 退火以满足名义平均晶粒度,OS:
6.2 冷加工状态,H:
6.2.1 冷加工状态用于满足基于冷轧或冷拉的标准要求,H:
6.2.2 冷加工状态用以满足基于特殊产品状态名称的标准要求。
H:
6.3 带附加热处理的冷加工状态:6.3.1 冷加工和消除应力,HR:
6.3.2 拉拔和消除应力,HR:
6.3.3 冷轧和定制强化,HT:
6.3.4 硬态拉拔最终退火,HE:
6.4初加工态,M:
6.5 热处理态。
T:
6.5.1 淬火硬化,TQ:
6.5.2 固溶热处理,TB:
6.5.3 固溶热处理和冷加工,TD:
6.5.4 固溶热处理和沉淀热处理,TF:
6.5.5 固溶热处理和拐点热处理,TX:
6.5.6 固溶热处理,冷加工,和沉淀热处理,TH:
6.5.7 冷加工态和拐点热处理以满足基于冷轧或冷拉标准要求,TS:
6.5.8 工厂硬化,TM:
6.5.9 沉淀热处理或拐点热处理和冷加工,TL:
6.5.10 沉淀热处理或拐点热处理,冷加工,和消除热应力,TR:
6.6 焊接管材,W:
6.6.1 焊接态,WM:
6.6.2 焊接管材退火,WO:
6.6.3 焊接管和初冷加工,WC:
6.6.4 焊接管和冷拉,WH:
6.6.5 焊接管,冷拉,和消除应力,WR:
6.6.6 焊接管,完全加工,O,OS,H:
6.6.6.1完全加工管材,退火以满足性能要求:
6.6.6.2完全加工管材,退火以满足性能要求:
7. 关键词
7.1 铜和铜合金;状态标识。