冷轧不锈钢钢板及钢带的尺寸、外形、重量及允许偏差-QBQB4401-2009
冷轧钢带的尺寸、外形及允许偏差的内控标准

冷轧钢带的尺寸、外形及允许偏差的内控标准1范围1.1本标准规定了冷轧钢带的尺寸和尺寸允许偏差、外形与尺寸测量的取值。
1.2本标准适用于成品厚度≥0.15 mm、宽度为 300---700 mm的冷轧钢带。
1.3引用标准GB708-2006数值修约规则。
2. 定义钢带以成卷的钢带供货。
3. 按分类与代号按边缘状态分类4. 尺寸规格钢带的尺寸范围单位mm5. 冷轧产品厚度允许偏差5.1冷轧产品厚度允许偏差应符合下表的规定冷轧产品厚度允许偏差单位mm5.2钢带两端总长度30m内的厚度允许偏差:1.8*表列值接头处两侧各4m内钢带超厚部分允许偏差:1.8*表列值搪瓷及0.15以下轧硬产品板厚公差应控制在±0.015.3客户特殊要求以其相应订货的厚度允许偏差交货。
6. 冷轧产品宽度允许偏差6.1冷轧产品宽度允许偏差单位mm6.2切边余量不小于 5 mm,不大于40mm。
7. 外形7.1镰刀弯7.1.1钢带的镰刀弯是指呈凹形的侧边与连接测量两端点的直线之间的最大距离。
在产品呈凹形的一侧测量。
7.1.2钢带镰刀弯的测量部位是在距钢带头部或尾部不小于5000mm处。
7.1.3镰刀弯的允许偏差应符合下表的规定镰刀弯允许偏差单位mm7.2不平度7.2.1钢带的不平度应符合下表的规定钢带不平度单位mm7.3钢卷起筋7.3.1钢卷的取样样板在起筋部位测量浪形。
7.3.2起筋部位浪形的检测结果不得超过下表的规定。
钢卷起筋部位浪形允许偏差7.4钢卷塔形7.4.1钢卷应整齐牢固地卷曲成形。
7.4.2钢卷一侧的塔形高度不得超过下表的规定。
钢卷允许塔形高度单位 mm7.5钢卷溢出边7.5.1钢卷溢出边是指钢卷侧面内圈和外圈部位的溢出。
7.5.2钢卷一侧的溢出高度不得超过下表的规定。
钢卷允许溢出边高度单位mm7.6毛刺7.6.1钢带的毛刺是指经过剪切之后切口部位的厚度与钢带的厚度之差。
7.6.2钢带的毛刺高度不得超过下表的规定。
冷轧钢板和钢带的允许偏差
8.2.1 钢板的横边在纵边的垂直投影长度,如图 1 所示。
Q/ASB 314-2006
与边部距离 (不小于)
15mm 10mm 25mm 25mm 40mm
1 切斜,2 直尺(线),3 侧边
图 1 切斜的测量 8.2.2 也可测量钢板两对角线之差的一半及钢板两对边长之差的一半,取其最大值。 8.3 镰刀弯 8.3.1 钢板和钢带的镰刀弯是指侧边与连接测量部分两端点的直线之间最大距离,在产品 呈凹形一侧测量,如图 2 所示。
a 钢带两端 15m 内的厚度允许偏差,当钢带厚度小于 1.5mm 时,允许比表 2 的规定值增加 50%;当钢带厚度
不小于 1.5mm 时,允许比表 2 的规定值增加 30%。
b 焊缝两侧 15m 内的厚度允许偏差,允许比表 2 规定值超出 50%。
c 对规定屈服强度最小值大于 260~<340MPa 的牌号,其厚度允许偏差允许比表 2 规定值增加 20%,对规定
GB/T 8170 数值修约规则 Q/ASB 311 冷轧低碳钢板和钢带(JIS) Q/ASB 313 碳素钢冷轧钢板和钢带(ASTM) ASTM A568/A568M 碳素钢和高强度低合金钢冷轧薄板的一般要求 DIN 1623.1 冷轧钢板与钢带供货技术条件 冷变形用低碳钢 prEN 10131 冷成型用低碳及高屈服强度无镀层冷轧扁平产品尺寸和形状偏差 JIS G 3141 冷轧钢板及钢带 3 本标准采用下列定义: 3.1 钢带:指成卷交货,宽度不小于 600mm 的宽钢带。 3.2 纵切钢带:由钢带纵切而成,并成卷交货。 3.3 钢板:指由钢带横切而成。
于 1500mm 的钢板),或波浪长度的 1.5%(适用于公称宽度不小于 1500mm 的钢板)。
Q-BQB_401-2009_冷连轧钢板及钢带的尺寸-外形-重量及允许偏差
<260
>1.00~1.20 ±0.06 >1.20~1.60 ±0.08
±0.07 ±0.09
±0.08 ±0.040 ±0.050 ±0.060 ±0.10 ±0.050 ±0.060 ±0.070
>1.60~2.00 ±0.10 ±0.11 ±0.12 ±0.060 ±0.070 ±0.080
> 1500
0.30~0.40 ±0.03 ±0.04 ±0.05 ±0.020 ±0.025 ±0.030
>0.40~0.60 ±0.03 ±0.04 ±0.05 ±0.025 ±0.030 ±0.035
>0.60~0.80 ±0.04 >0.80~1.00 ±0.05
±0.05 ±0.06
±0.06 ±0.030 ±0.035 ±0.040 ±0.07 ±0.035 ±0.040 ±0.050
>2.00~2.50 ±0.12 ±0.13 ±0.14 ±0.080 ±0.090 ±0.100
>2.50~3.00 ±0.15 >3.00~3.50 ±0.17
±0.15 ±0.19
±0.16 ±0.100 ±0.110 ±0.120 ±0.19 ±0.140 ±0.150 ±0.150
0.30~0.40 ±0.04 ±0.05 ±0.06 ±0.025 ±0.030 ±0.035
>0.60~0.80 ±0.06 ±0.07 ±0.08 ±0.040 ±0.050 ±0.060
>0.80~1.00 ±0.07 ±0.08 ±0.10 ±0.050 ±0.060 ±0.070
340~420
>1.00~1.20 ±0.09 >1.20~1.60 ±0.11
±0.10 ±0.12
±0.11 ±0.060 ±0.070 ±0.080 ±0.14 ±0.070 ±0.080 ±0.100
不锈钢板检验标准
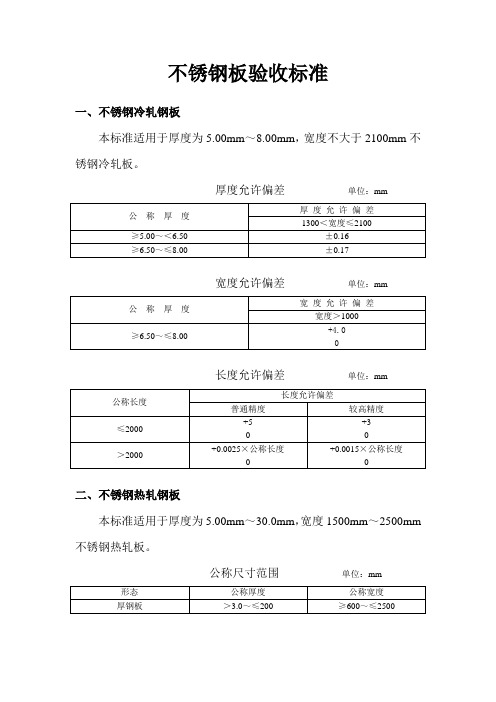
+4.0
0
长度允许偏差单位:mm
公称长度
长度允许偏差
普通精度
较高精度
≤2000
+5
0
+3
0
>2000
+0.0025×公称长度
0
+0.0015×公称长度
0
二、不锈பைடு நூலகம்热轧钢板
本标准适用于厚度为5.00mm~30.0mm,宽度1500mm~2500mm不锈钢热轧板。
公称尺寸范围单位:mm
>25.0~≤30.0
±0.56
±0.51
±0.60
±0.55
±0.70
±0.65
宽度允许偏差单位:mm
公称厚度
公称宽度
宽度允许偏差
≥2~≤4
≤800
>800
+5
+8
>4~≤16
≤800
>800
+8
+13
>16~≤60
所有宽度
+28
>60
所有宽度
+32
长度允许偏差单位:mm
公称长度
长度允许偏差
<2000
形态
公称厚度
公称宽度
厚钢板
>3.0~≤200
≥600~≤2500
厚度允许偏差单位:mm
公称厚度
公称宽度
>1000~≤1500
>1500~≤2000
>2000~≤2500
普通精度
较高精度
普通精度
较高精度
普通精度
较高精度
>5.0~≤6.0
±0.36
±0.33
±0.40
冷轧不锈钢钢板及钢带的尺寸、外形、重量及允许偏差-QBQB4401-2009
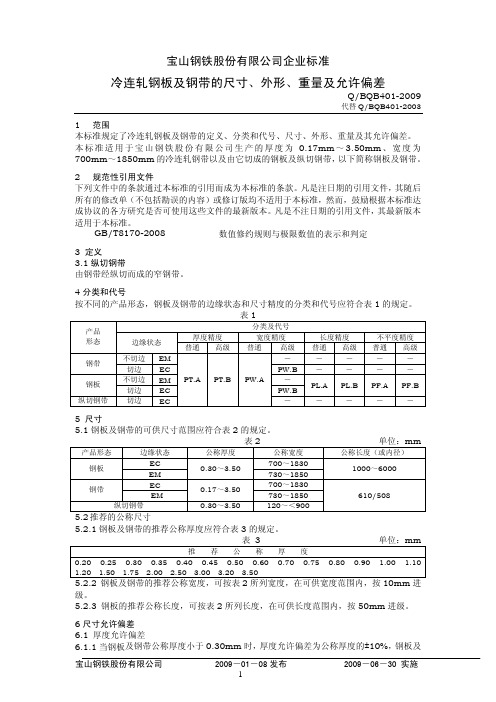
宝山钢铁股份有限公司企业标准宝钢资源查询冷轧不锈钢钢板及钢带的尺寸、外形、重量及允许偏差(Q/BQB 4401-2009)1 范围本标准规定了冷轧不锈钢钢板及钢带的尺寸、外形、重量及允许偏差。
本标准适用于宝山钢铁股份公司生产的厚度为0.20mm~6.50mm、宽度为730mm~1600mm 的冷轧不锈钢钢带以及由钢带横切成的钢板及纵切成的纵切钢带,以下简称钢板及钢带。
2 规范性引用文件下列文件中的条款通过本标准的引用而成为本标准的条款。
凡是注日期的引用文件,其随后所有的修改单(不包括勘误的内容)或修订版均不适用于本标准,然而,鼓励根据本标准达成协议的各方研究是否可使用这些文件的最新版本。
凡是不注日期的引用文件,其最新版本适用于本标准。
GB/T 8170-2008 数值修约规则与极限数值的表示和判定3 分类和代号3.1 按边缘状态分为切边EC不切边EM3.2 按轧制精度分为普通厚度精度PT.A较高厚度精度PT.B普通宽度精度PW.A较高宽度精度PW.B普通长度精度PL.A较高长度精度PL.B3.3 按表面加工类型分为冷轧(带氧化皮)后,进行热处理、酸洗(或机械除鳞加酸洗)处理加工No.2E 冷轧后,进行热处理、酸洗处理加工No.2D冷轧后,进行热处理、酸洗处理后,再进行平整加工No.2B冷轧后,进行热处理、酸洗处理后,再用80#~120#砂带研磨、平整加工No.3冷轧后,进行热处理、酸洗处理后,再用150#~320#砂带研磨、平整加工No.4冷轧后,进行热处理、酸洗处理后,再用150#~320#砂带研磨抛光、平整加工HL 冷轧后,进行光亮热处理后,再进行平整加工BA4 尺寸No.2B 不切边EM 750~1350钢带切边EC0.20~5.0730~1570508/610(钢卷内径)不切边EM 750~1600纵切钢带0.20~3.0 120~700No.3 No.4 HL BA 钢板切边EC0.20~3.0730~13501000~9000(钢板长度)不切边EM 750~1350钢带切边EC0.20~3.0730~1570508/610(钢卷内径)不切边EM 750~1600纵切钢带0.20~3.0 120~7005 尺寸允许偏差5.1 厚度允许偏差5.1.1 钢板及钢带的厚度允许偏差应符合表2的规定。
Q BQB 冷轧先进高强钢钢板及钢带

宝山钢铁股份有限公司供货技术条件冷轧先进高强钢钢板及钢带Q/BQB418‐2014代替 Q/BQB415‐2009,Q/BQB417‐2009,Q/BQB 418‐20091 范围本技术条件规定了冷轧先进高强钢钢板及钢带的术语和定义、分类和代号、尺寸、外形、重 量、技术要求、检验和试验、包装、标志及检验文件等要求。
本技术条件适用宝山钢铁股份有限公司生产的厚度为 0.50mm~2.3mm 的冷轧先进高强钢钢板及钢带(以下简称钢板及钢带)。
2 规范性引用文件下列文件对于本文件的应用是必不可少的。
凡是注日期的引用文件,仅所注日期的版本适用 于本文件。
凡是不注日期的引用文件,其最新版本(包括所有的修改单)适用于本文件。
GB/T222‐2006 钢的成品化学成分允许偏差GB/T223 钢铁及合金化学分析方法GB/T228.1‐2010 金属材料 拉伸试验 第 1 部分:室温试验方法GB/T232‐2010 金属材料 弯曲试验方法GB/T2975‐1998 钢及钢产品 力学性能试验取样位置及试样制备GB/T4336‐2002 碳素钢和中低合金钢 火花源原子发射光谱分析方法(常规法)GB/T5028‐2008 金属材料 薄板和薄带 拉伸应变硬化指数(n 值)的测定GB/T8170‐2008 数值修约规则与极限数值的表示和判定GB/T20066‐2006 钢和铁 化学成分测定用试样的取样和制样方法GB/T20123‐2006 钢铁 总碳硫含量的测定 高频感应炉燃烧后红外吸收法(常规方法)GB/T20125‐2006 低合金钢 多元素含量的测定 电感耦合等离子体原子发射光谱法GB/T20126‐2006 非合金钢 低碳含量的测定 第 2 部分:感应炉(经预加热)内燃烧后红外吸收法Q/BQB400 冷轧产品的包装、标志及检验文件Q/BQB401 冷轧钢板及钢带的尺寸、外形、重量及允许偏差JIS Z2241:2011 Metallic materials‐‐Tensile testing‐‐Method of test at room temperature3 术语和定义3.1双相钢 dual phase steels(DP) 钢的显微组织为铁素体和马氏体,马氏体组织以岛状弥散分布在铁素体基体上。
BQB403-2009 冷连轧低碳钢板及钢带
b 试样为GB/T 228 中的P6 试样,试样方向为横向。
c r90值和n90值的要求仅适用于厚度不小于 0.50mm的产品。当厚度大于 2.0mm时,r90值允许降低 0.2。
d DC01 的屈服强度上限值仅适用于产品制造完成之日起的 8 天内。
6.5 拉伸应变痕
室温储存条件下,对于表面质量要求为 FC 和 FD 的钢板及钢带,拉伸应变痕应符合表 6 的
3 分类和代号 3.1 钢板及钢带按用途区分应符合表 1 的规定。
表1
牌号
DC01 DC03 DC04 DC05 DC06 DC07
3.2 钢板及钢带按表面质量区分应符合表 2 的规定。 表2
级别 较高级的精整表面 高级的精整表面 超高级的精整表面
3.3 钢板及钢带按表面结构区分如表 3 的规定。
用途 一般用 冲压用 深冲用 特深冲用 超深冲用 特超深冲用
代号 FB FC FD
宝山钢铁股份有限公司
2009-01-08 发布
1
2009-06-30 前实施
表面结构 麻面
光亮表面
Q/BQB 403-2009 表3
代号 D B
4 订货所需信息 4.1 订货时用户应提供如下信息:
a) 产品名称 b) 本产品标准号 c) 牌号 d) 产品规格及尺寸、不平度精度 e) 边缘状态 f) 表面结构 g) 表面质量级别 h) 包装方式 i) 用途 j) 其他 4.2 如订货合同中未注明尺寸及不平度精度、表面结构、表面质量级别、边缘状态及包装方 式,则本标准产品按普通的尺寸及不平度精度、表面结构为麻面、FB 级表面质量的切边钢 带或切边钢板供货,并按供方提供的包装方式包装。
产品二面中较好的一面不应有影响涂漆后的外观质量或电镀后的
Q-BQB 410-2009 冷连轧碳素结构钢板及钢带[1]
本标准的附录 A 为资料性附录。 本标准由宝山钢铁股份有限公司技术质量管理部提出。 本标准由宝山钢铁股份有限公司技术质量管理部起草。 本标准起草人 涂树林 。 本标准于 1988 年首次发布,1994 年第一次修订,1999 年第二次修订,2003 年第三次 修订,本次为第四次修订。
4 标准分享网 免费下载
5 尺寸、外形、重量及允许偏差 钢板及钢带的尺寸、外形、重量及允许偏差应符合 Q/BQB 401 的规定。
6 技术要求
6.1 钢的化学成分(熔炼分析)应符合表 3 的规定。钢板及钢带的成品化学成分允许偏差
应符合 GB/T 222 的规定。
表3
牌号 C
化学成分(熔炼分析) % (质量分数)
Mn
P
S
Alt
440
≥26
≥27
≥28
≥29
≥30
a 当屈服现象不明显时采用RP0.2,否则采用ReL。
b 试样为GB/T 228 中的P14 试样,试样方向为横向。
2 标准分享网 免费下载
Q/BQB410-2009
表5
拉伸试验
牌号
屈服强度a
MPa 不小于
抗拉强度 MPa
断后伸长率b
GB/T 20126-2006 非合金钢 低碳含量的测定 第 2 部分:感应炉(经预加热)内燃烧后
红外吸收法
Q/BQB 400
冷轧产品的包装、标志及检验文件
Q/BQB 401
冷连轧钢板及钢带的尺寸、外形、重量及允许偏差
3 分类和代号 3.1 钢板及钢带按用途区分应符合表 1 的规定。
表1
牌号
B240ZK
≤0.20
≤1.60
≤0.035
不锈钢板尺寸公差范围表和厚度公差表
不锈钢板尺寸公差范围表和厚度公差表不锈钢板表面光洁,有较高的塑性、韧性和机械强度,耐酸、碱性气体、溶液和其他介质的腐蚀。
不锈钢板按制法分热轧和冷轧的两种,包括厚度 0.02-4 毫米的薄冷板和 4.5-50 毫米的中厚板。
按钢种的组织特征分为5 类:奥氏体型、奥氏体-铁素体型、铁素体型、马氏体型、沉淀硬化型。
要求能承受草酸、硫酸-硫酸铁、硝酸、硝酸-氢氟酸、硫酸-硫酸铜、磷酸、甲酸、乙酸等各种酸的腐蚀,广泛用于化工、食品、医药、造纸、石油、原子能等工业,以及建筑、厨具、餐具、车辆、家用电器各类零部件。
为了保证各类不锈钢板的屈服强度、抗拉强度、伸长率和硬度等力学性能符合要求,钢板交货前必须经过退火、固溶处理、时效处理等热处理。
常用不锈钢板尺寸公差范围表304/2B 板公差范围表规格大差正常小差0.4MM 0.3-0.32 0.33-0.37 0.37-0.390.5MM 0.4-0.42 0.43-0.47 0.47-0.490.6MM 0.5-0.52 0.53-0.56 0.57-0.590.7MM 0.6-0.62 0.63-0.67 0.67-0.690.8MM 0.7-0.72 0.73-0.77 0.74-0.790.9MM 0.8-0.82 0.83-0.87 0.87-0.891.0MM 0.89-0.9 0.91-0.94 0.94-0.991.2MM 1.02-1.08 1.09-1.15 1.16-1.181.5MM 1.32-1.38 1.39-1.45 1.46-1.482.0MM 1.72-1.79 1.8-1.86 1.87-1.92.5MM 2.23-2.36 2.32-2.42 2.42-2.47304/NO.1热轧板公差范围表规格大差正常小差3.0MM 2.6-2.75 2.75-2.85 2.86-2.94.0MM 3.5-3.6 3.6-3.75 3.76-3.955.0MM 4.5-4.6 4.6-4.75 4.75-4.956.0MM 5.4-5.6 5.6-5.75 5.75-5.85 8.0MM7.3-7.5 7.5-7.65 7.65-7.85 10.0MM 9.2-9.3 9.3-9.6 9.6-9.8512.0MM11.1-11.211.2-11.611.6-11.8514.0MM 13.1- •13.213.2-13.6 13.6-13.85不锈钢板厚度公差表1、按厚度分类:(1)薄板(0.2mm-4mm) (2)中板(<=20 mm ) ( 3)厚板(4mm-60mm) (4)特厚板(60-115mm)3.0MM 2.7-2.77 2.78-2.85 2.85-2.94、5、6 (注:表格素材和资料部分来自网络,供参考。
冷轧薄板的外形 尺寸允许偏差 表面质量及检验基本要求
冷轧薄板的外形尺寸允许偏差表面质量及检验基本要求1 .范围本标准适用于冷轧薄板厂外购热卷原料,中间产品和最终成品的外形、尺寸允许偏差及表面质量要求。
2.原料2.1 原料的尺寸、重量、化学成分和力学性能等技术参数须符合热卷原料采购标准、合同及相关技术协议的要求。
2.2 原料热卷外形单侧塔形高度、层间不齐度和卷芯溢出边应符合表1的规定。
表1 单侧塔形高度、层间不齐度和卷芯溢出边2.3 钢带边部不允许有破边,但允许有轻度窝边,窝边与板面夹角>90°。
3 中间产品3.1 酸洗产品3.1.1 外观质量钢卷无舌形头尾,单侧塔形高度,层间不齐度和卷芯溢出边应符合表2的规定。
表 2 单侧塔形高度、层间不齐度和卷芯溢出边带钢边部不允许有破边,但允许有局部少量的窝边,窝边与板面夹角>90°。
3.1.2表面质量:酸洗后为银白或灰白色,不得有欠酸洗(尚有残余氧化铁皮)和过酸洗(表面粗糙、凹凸不平或钢带厚度变薄)现象。
烘干后不允许有未烘干的漂洗水卷入钢卷。
酸洗后48小时之内无锈蚀现象。
3.1.3 酸洗后钢卷包装要求周向包装,打包带不少于一道。
3.2 冷轧产品3.2.1 冷轧后钢带厚度允许偏差应符合表3的规定。
表 3 厚度允许偏差 mm注:钢带头尾20m内厚度允许偏差最大不得越出表中的允许偏差量的1倍,厚度有效测量部位应距边部≥25mm。
3.2.2 外观质量单侧塔形高度≤30mm,卷芯溢出边≤10圈且高度≤100mm,不得有松卷、扁卷、燕窝及起筋现象。
3.2.3 表面质量板面无肉眼可见乳化液残迹;表面存在的麻点、划痕、气泡、夹杂、裂痕、轧辊压痕等现象。
按严重程度分为二类:单面其深度小于表3允许偏差量的1/2且少量为轻度,反之为重度;冷轧后24小时之内表面无锈蚀。
3.2.4 板形质量板形质量按其程度分为良好、轻、重三类。
带钢运行中表面直观上基本无可见浪形为板形良好。
带钢运行中表面直观上有轻微可见浪形,但停车后无明显浪形,为轻度板形质量问题。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
宝山钢铁股份有限公司企业标准宝钢资源查询冷轧不锈钢钢板及钢带的尺寸、外形、重量及允许偏差(Q/BQB 4401-2009)1 范围本标准规定了冷轧不锈钢钢板及钢带的尺寸、外形、重量及允许偏差。
本标准适用于宝山钢铁股份公司生产的厚度为0.20mm~6.50mm、宽度为730mm~1600mm 的冷轧不锈钢钢带以及由钢带横切成的钢板及纵切成的纵切钢带,以下简称钢板及钢带。
2 规范性引用文件下列文件中的条款通过本标准的引用而成为本标准的条款。
凡是注日期的引用文件,其随后所有的修改单(不包括勘误的内容)或修订版均不适用于本标准,然而,鼓励根据本标准达成协议的各方研究是否可使用这些文件的最新版本。
凡是不注日期的引用文件,其最新版本适用于本标准。
GB/T 8170-2008 数值修约规则与极限数值的表示和判定3 分类和代号3.1 按边缘状态分为切边EC不切边EM3.2 按轧制精度分为普通厚度精度PT.A较高厚度精度PT.B普通宽度精度PW.A较高宽度精度PW.B普通长度精度PL.A较高长度精度PL.B3.3 按表面加工类型分为冷轧(带氧化皮)后,进行热处理、酸洗(或机械除鳞加酸洗)处理加工No.2E 冷轧后,进行热处理、酸洗处理加工No.2D冷轧后,进行热处理、酸洗处理后,再进行平整加工No.2B冷轧后,进行热处理、酸洗处理后,再用80#~120#砂带研磨、平整加工No.3冷轧后,进行热处理、酸洗处理后,再用150#~320#砂带研磨、平整加工No.4冷轧后,进行热处理、酸洗处理后,再用150#~320#砂带研磨抛光、平整加工HL 冷轧后,进行光亮热处理后,再进行平整加工BA4 尺寸No.2B 不切边EM 750~1350钢带切边EC0.20~5.0730~1570508/610(钢卷内径)不切边EM 750~1600纵切钢带0.20~3.0 120~700No.3 No.4 HL BA 钢板切边EC0.20~3.0730~13501000~9000(钢板长度)不切边EM 750~1350钢带切边EC0.20~3.0730~1570508/610(钢卷内径)不切边EM 750~1600纵切钢带0.20~3.0 120~7005 尺寸允许偏差5.1 厚度允许偏差5.1.1 钢板及钢带的厚度允许偏差应符合表2的规定。
如产品标准或合同中未注明厚度精度时,按普通厚度精度。
5.1.2 钢带两端总长度25m范围内的厚度允许偏差值,允许超过表2规定值的50%。
表2 单位:mmHL BA 0.80~<1.00 ±0.06 ±0.040 ±0.06 ±0.045 ±0.06 ±0.051.00~<1.20 ±0.07 ±0.045 ±0.07 ±0.045 ±0.07 ±0.05 1.20~<1.50 ±0.08 ±0.050 ±0.08 ±0.055 ±0.08 ±0.061.50~<2.00 ±0.09 ±0.055 ±0.09 ±0.060 ±0.09 ±0.072.00~<2.50 ±0.10 - ±0.10 - ±0.10 -2.50~<3.00 ±0.12 - ±0.12 - ±0.12 -3.00~<4.00 ±0.14 - ±0.14 - ±0.14 -4.00~<5.00 ±0.15 - ±0.15 - ±0.15 -5.00~<6.50 ±0.15 - ±0.15 - ±0.15 -5.2 宽度允许偏差5.2.1 钢板、钢带的宽度允许偏差应符合表3的规定。
表3 单位:mm边缘状态公称厚度下列宽度时的宽度允许偏差≤1000>1000不切边(EM) 0.20~6.50+250 +30 0切边(EC)<1.00+1.5+2.00 1.00~<1.50+1.5+2.00 1.50~<2.50+2.0+2.50 2.50~<3.50+3.0+4.00 3.50~6.50+3.0+4.05.2.2 纵切钢带的宽度允许偏差应符合表4的规定。
表4 单位:mm公称厚度下列宽度时的宽度允许偏差≤125 >125~250 >250~600 >600~700 普通精度PW.A较高精度PW.B普通精度PW.A较高精度PW.B普通精度PW.A较高精度PW.B普通精度PW.A<1.00+0.50 +0.3+0.5+0.3+0.7+0.6+1.51.00~<1.50+0.70 +0.4+0.7+0.5+1.0+0.7+1.51.50~<2.50+1.00 +0.6+1.0+0.7+1.2+0.9+2.02.50~<3.50+1.20 +0.8+1.2+0.9+1.5+1.0+3.03.50~≤6.50+2.00 -+2.0+2.0+3.05.3 钢板的长度允许偏差应符合表5的规定。
表5 单位:mm公称长度长度允许偏差普通精度(PL.A) 较高精度(PL.B)<2000+50 +3 0≥2000+0.0025×公称长度0 +0.0015×公称长度6 外形6.1 钢板的不平度允许值应符合表6的规定。
表6 单位:mm公称宽度不平度允许值普通精度(PF.A) 较高精度(PF.B) ≤3000≤10≤7>3000 ≤12≤86.2 镰刀弯及脱方度(切斜)6.2.1 钢板的镰刀弯和切斜应保证钢板订货尺寸的矩形6.2.2 钢板、钢带及纵切钢带的镰刀弯允许值应符合表7的规定。
6.2.3钢板的脱方度(切斜)u应不大于钢板实际宽度的0.5%。
表7 单位:mm下列测量长度时镰刀弯允许值公称宽度1000 2000 <125 2 8 ≥125~<600 1.5 6 ≥600 1 47 尺寸及外形测量7.1 厚度对切边钢板及钢带,厚度应在距纵边不小于20mm处测量。
对不切边钢板及钢带,厚度应在距纵边不小于30mm处测量。
7.2宽度宽度应在垂直于钢板或钢带中心线的方向测量。
7.3钢板不平度将钢板自由放在平面上,除钢板本身重量外不施加任何压力,测量钢板下表面与平面之间的最大距离,如图1所示。
7.4镰刀弯钢板或钢带或纵切钢带凹形侧边与连接测量部分两端点的直线之间的最大距离,如图2所示。
测量长度为1000mm或2000mm。
7.5 脱方度(切斜)u钢板的脱方度是钢板宽边在轧制边上的垂直投影长度(如图3所示),或者为测量所得的钢板对角线之差的一半。
8 重量8.1 钢板按理论或实际重量交货,钢带按实际重量交货。
8.2 钢板按理论重量交货时,理论计重所采用的厚度为允许的最大厚度和最小厚度的平均值,宽度和长度采用公称尺寸值。
理论重量计算方法应符合表8的规定。
钢的基本重量应符合相应的产品标准的规定。
表8计算顺序计算方法结果修约基本重量kg/(mm. m2)钢的基本重量符合相应的产品标准;(厚度1mm,面积1m2的重量)―单位重量kg/ m2 基本重量kg/(mm. m2)×厚度(mm) 修约至四位有效数字钢板面积m2 宽度(m)×长度(m) 修约至四位有效数字1块板重量kg 单位重量(kg/ m2 )×钢板面积(m2 ) 修约至三位有效数字,当超过1000kg时,修约至kg的整数位。
1捆重量kg 1块板重量(kg)×同规格的1捆钢板块数修约至kg的整数位总重量kg 各捆重量之和kg的整数位8.3 不同产品类别的重量应符合表9的规定。
表9产品类别表面加工类型重量t钢板No.2E ≤10.0钢带≤30.0纵切钢带≤30.0钢板No.2D、No.2B ≤5.0钢板No.3、No.4HL、BA ≤30.0纵切钢带≤15.0 9 数值修约方法应符合GB/T 8170的规定。
附加说明:本标准参考GB/T 3280-2007和ISO 9445:2009(E)进行编制。
本标准代替BZJ405-2007中的尺寸、外形、重量及允许偏差的规定。
本标准与BZJ405-2007中的尺寸、外形、重量及允许偏差的条款相比,主要变化如下:― 标准适用范围增加了纵切钢带;― 增加了分类和代号;― 调整了钢板及钢带的公称尺寸范围;― 增加了No.2D、No.2B、No.3、No.4、HL、BA表面产品的厚度公差;― 调整了钢板及钢带的宽度公差;― 增加了纵切钢带的宽度允许偏差;― 调整了钢板的长度公差;― 调整了钢板不平度;― 调整了钢板及钢带的镰刀弯规定;― 增加了钢板理论计重方法,并规定了钢板理论计重时的厚度计算;― 增加了不同产品类别的最大重量规定。
本标准由宝山钢铁股份有限公司不锈钢事业部提出。
本标准由宝山钢铁股份有限公司不锈钢事业部起草。
本标准起草人徐中杰。
本标准于2009年首次发布。