工时统计表
合集下载
产品标准工时统计表模板
--
--
--
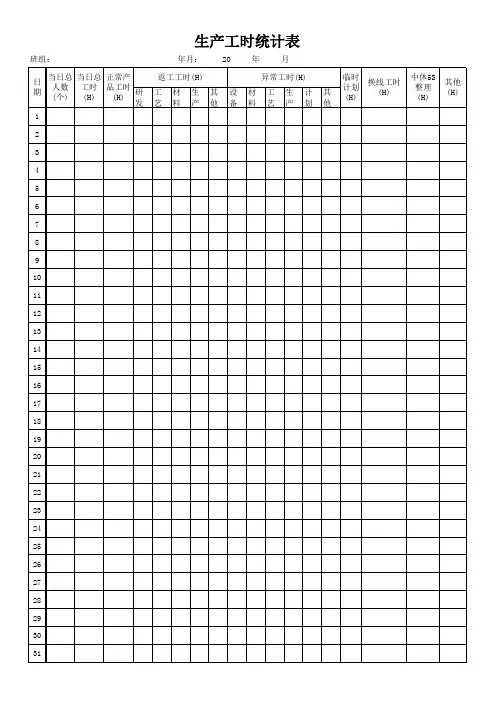
含上架/下架
--
--
--
--
--
--
含上架/清洗/吹 风/下架
--
--
--
--
--
--
--
--
外发
--
--
--
--
--
--
--
含QC电镀前功能与外观检
--
查,电镀后IQC检查
--
--
--
--
--
批准:
14.23%
16.48
--
16.29
14.23%
18.61
--
60.37
--
320.14
--
审核:
差值(秒)
备注
--
机器工时
--
此标准人工工时按人:机=1:4配比, 其中有效工时为32.91秒/人/件.
--
--
机器工时
--
人工工时
--
此工时为人工工时
--
--
--
--
--
--
含上架/碱洗/吹风/下架
--
产品编号
12500279-xx 产品名称
产 品
Alpine
制定日期: 12-Mar-03
工时版本
A
总工时
320.14
工序名称
CNC #1
铲飞边
钻针孔
Subtotal 中心孔倒角 定位孔,翼尾孔倒角 机械除周边批锋
钩尾孔 钩定位孔
除油 针孔倒角 钢丝轮打辘 尼龙轮打辘 化学清洗 镜下刮批锋 头孔通规分组 尾孔止规分组 打印日期标记
7.13
--
5.47
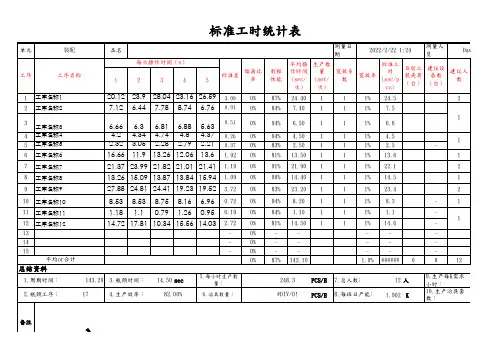
生产工时统计表
生产工时统计表
班组:
年月: 20 年 月
日 期
当日总 当日总 正常产
人数 (个)
工时 (H)
品工时 (H)
研 发
返工工时(H)
工材生其 艺料产他
设 备
异常工时(H)
材工生计 料艺产划
其 他
临时 计划 (H)
换线工时 (H)
中休5S 整理 (H)
其他 (H)
1
2
3
4
5Leabharlann 6789
10
11
12
13
14
15
16
17
18
19
20
21
22
23
24
25
26
27
28
29
30
31
填表说明: 一、 适用范围:适用于生产各班组的工时统计 二、填写要求
1 班组:填写所在的班组,生产线 2 月份:填写工时发生的月份 3 具体工时填写要求:各组长根据实际发生工时填写各工时,具体内容可以通过生产日报查询。 三、原件存档部门及保存期规定:原件由生产部保存,保存期为1年。 四、 归口管理部门:生产部 五、 发放范围:生产部 六、 生效日期:
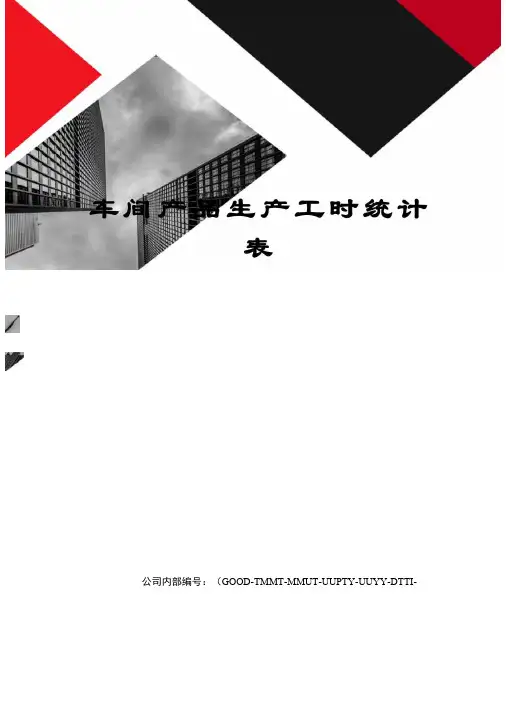
标准工时统计表-新
1
1% 23.4
2
10 工序名称10
8.53 8.53 8.75 8.16 6.96 0.72 0%
11 工序名称11
1.18 1.1 0.79 1.26 0.95 0.19 0%
12 工序名称12
14.72 17.81 10.34 15.56 14.03 2.72 0%
13 14 15
平均or合计
-
4.50 -
13.60 11.10 14.50 11.70 8.30 1.10
84.60
4.0
0
"夹具/机器"来自宽放率标准工 时
(sec/p cs)
目前工 装夹具 (台)
建议设 备数
(台)
建议人 数
20.12 23.9 28.04 23.16 26.59 3.09 0% 87% 24.40 1
1
1% 24.5
2
7.12 6.44 7.78 8.74 6.76 0.91 0% 84% 7.40 1
1
1%
7.5
1
标准工时统计表
单元
装配
工序
工序名称
1 工序名称1 2 工序名称2
3 工序名称3 4 工序名称4 5 工序名称5 6 工序名称6
品名
每次操作时间(s)
1
2
3
4
测量日 期
2022/2/22 1:24
测量人 员
David
5
标准差
偏离比 率
制程 性能
平均操 作时间 (sec/
次)
生产数 量
(set/ 次)
宽放系 数
1
1% 13.6
1
7 工序名称7
车间产品生产工时统计表
公司内部编号:(GOOD-TMMT-MMUT-UUPTY-UUYY-DTTI-
钣金车间产品生产工时统计表
工时单位:小时
序号
产品名称
规格型
数量
下料
冲压
占
八、、
固定
变动
固定
变动
工
焊
折弯
电焊
打磨
搬运
总
时
总
数
人
”
序号
产品
规格
数量
磷化
酸洗
晒干
打利
子
喷塑
烘干
搬运
总工
总人
备注
测算人:审核:日期
喷塑车间产品生产工时统计表
工时单位:小时
成套车间产品生产工时统计表
工时单位:小时
序号
产品名称
规格型号
数量
箱体
兀器件
一次线
二次线
铜排
搬运
总工时
总人数
备注
工时
人数
工时
人数
工时
人数
工时
人数
工时
人数
工时
人数
3
1
3
1பைடு நூலகம்
4
2
6
2
5
1
1
1
4330
8
4000
6
钣金车间产品生产工时统计表
工时单位:小时
序号
产品名称
规格型
数量
下料
冲压
占
八、、
固定
变动
固定
变动
工
焊
折弯
电焊
打磨
搬运
总
时
总
数
人
”
序号
产品
规格
数量
磷化
酸洗
晒干
打利
子
喷塑
烘干
搬运
总工
总人
备注
测算人:审核:日期
喷塑车间产品生产工时统计表
工时单位:小时
成套车间产品生产工时统计表
工时单位:小时
序号
产品名称
规格型号
数量
箱体
兀器件
一次线
二次线
铜排
搬运
总工时
总人数
备注
工时
人数
工时
人数
工时
人数
工时
人数
工时
人数
工时
人数
3
1
3
1பைடு நூலகம்
4
2
6
2
5
1
1
1
4330
8
4000
6
工序操作工时统计表
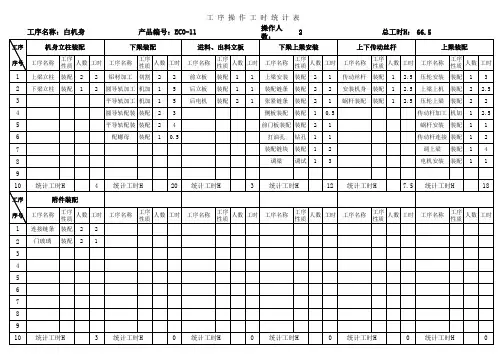
工序名称:白机身
工序
机身立柱装配
工序操作工时统计表
产品编号:ECO-11
操作人 数:
2
下梁装配
进料、出料立板
下梁上梁安装
总工时H: 66.5
上下传动丝杆
上梁装配
序号
工序名称
工序 性质
人数
工时
工序名称
工序 性质
人数
工时
工序名称
工序 性质
人数
工时
工序名称
工序 性质
人数
工时
工序名称
工序 性质
人数工时工序名称工序 性质人数
工时
1 上梁立柱 装配 2 2 铝材加工 切割 2 2 前立板 装配 1 1 上梁安装 装配 2 1 传动丝杆 装配 1 2.5 压轮安装 装配 1 3
2 下梁立柱 装配 1 2 圆导轨加工 机加 1 5 后立板 装配 1 1 装配链条 装配 2 2 安装机身 装配 1 2.5 上梁上机 装配 2 2.5
工序 性质
人数
工时
工序名称
工序 性质
人数
工时
工序名称
工序 性质
人数
工时
工序名称
工序 性质
人数
工时
1 连接链条 装配 2 2
2 门玻璃 装配 2 1
3
4
5
6
7
8
9
10 统计工时H
3 统计工时H
0 统计工时H
0 统计工时H
0 统计工时H
0 统计工时H
0
打油孔 钻孔 1 1
传动杆连接 装配 1 2
7
装配链块 装配 1 2
调上梁 装配 1 4
8
调梁 调试 1 3
工序
机身立柱装配
工序操作工时统计表
产品编号:ECO-11
操作人 数:
2
下梁装配
进料、出料立板
下梁上梁安装
总工时H: 66.5
上下传动丝杆
上梁装配
序号
工序名称
工序 性质
人数
工时
工序名称
工序 性质
人数
工时
工序名称
工序 性质
人数
工时
工序名称
工序 性质
人数
工时
工序名称
工序 性质
人数工时工序名称工序 性质人数
工时
1 上梁立柱 装配 2 2 铝材加工 切割 2 2 前立板 装配 1 1 上梁安装 装配 2 1 传动丝杆 装配 1 2.5 压轮安装 装配 1 3
2 下梁立柱 装配 1 2 圆导轨加工 机加 1 5 后立板 装配 1 1 装配链条 装配 2 2 安装机身 装配 1 2.5 上梁上机 装配 2 2.5
工序 性质
人数
工时
工序名称
工序 性质
人数
工时
工序名称
工序 性质
人数
工时
工序名称
工序 性质
人数
工时
1 连接链条 装配 2 2
2 门玻璃 装配 2 1
3
4
5
6
7
8
9
10 统计工时H
3 统计工时H
0 统计工时H
0 统计工时H
0 统计工时H
0 统计工时H
0
打油孔 钻孔 1 1
传动杆连接 装配 1 2
7
装配链块 装配 1 2
调上梁 装配 1 4
8
调梁 调试 1 3
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
8165
顶底板
4
8127
竖隔板
6
8170
门
8
8125
右侧板
1
8126
左侧板
1
8164
背板
1
8118 内镶外罩 1
8144 内框中竖包边 2
校对:
0.06
0.06
0.06
0.06 0.27 1 0.27 1.59 2.00 3 6.0 0.06 1.00 1 1.00 0.01 2 1 2 0.1
0.34 1 0.34
1 0.13 1 0.80
5 0.12 1 4.67
1 0.12 1 0.93
2.0 1 16
5 0.12 1 0.58
1 0.13 2 0.27
5 0.12 1 0.58
1 0.13 2 0.27
5 0.12 1 0.58
0.29 1 0.29
0.22 1 0.22
4 0.07 2 0.56
1 0.12 1 0.23
版 本 : A 包 装 :D 第 页 共 页
标准工时(min)ຫໍສະໝຸດ 辅助工时(min)实际工时(min)
宽放系数
95.02 2.66 87.83 1.08
工序工时合 计
合计
合计
1.31 0.06 0.319
剪板
0.06 0.77
图号 工时表
13.55 0.06
12.48 冲压
3.09 0.1
2.8 折弯
2.88 1.6
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17
18
编制:
8117
内镶
1
8107 内框左竖 1
8108 内框右竖 1
8173 内框上下横 2
8174 内框中横 1
8111 内框中竖 1
8100 外框左竖 1
8101 外框右竖 1
8176 外框上下横 2
8177 外框中横 1
审核:
批准:
3 2 6 0.06
0.34 1 0.34
0.13 1 0.25
0.13 1 0.13
0.34 1 0.34
0.36 1 0.36
2.00 3 6.0
1.00 1 1.00
0.36 1 0.36
0.14 1 0.27
0.10 1 0.10
3 0.07 1 0.21
5 0.12 1 2.33
1 0.13 1 0.53
5 0.12 1 3.50
3.0 辊压成型
12 焊接
15.20 0.06
0.01 2 打磨1
19.55 0.1
18 装配
0.00 0
0 检测
6.36 0.06 6 包装
0 0 入库
序号 一级BOM 二级BOM 三级BOM
名称 数量 单件工时 小计 开卷 人次 小计 辅助 剪切次数 剪切效率 人次 小计 辅助 冲压次数 冲压效率 人次 小计 辅助 折弯次数 折弯效率 人次 小计 辅助 辊压效率 人次 小计 辅助 焊接 人次 小计 辅助 打磨1 人次 小计 辅助 装配 人次 小计 辅助 检测 人次 小计 辅助 包装 人次 小计 辅助 入库 人次 小计 辅助