标准工时统计表1
工时统计表
8165
顶底板
4
8127
竖隔板
6
8170
门
8
8125
右侧板
1
8126
左侧板
1
8164
背板
1
8118 内镶外罩 1
8144 内框中竖包边 2
校对:
0.06
0.06
0.06
0.06 0.27 1 0.27 1.59 2.00 3 6.0 0.06 1.00 1 1.00 0.01 2 1 2 0.1
0.34 1 0.34
1 0.13 1 0.80
5 0.12 1 4.67
1 0.12 1 0.93
2.0 1 16
5 0.12 1 0.58
1 0.13 2 0.27
5 0.12 1 0.58
1 0.13 2 0.27
5 0.12 1 0.58
0.29 1 0.29
0.22 1 0.22
4 0.07 2 0.56
1 0.12 1 0.23
版 本 : A 包 装 :D 第 页 共 页
标准工时(min)ຫໍສະໝຸດ 辅助工时(min)实际工时(min)
宽放系数
95.02 2.66 87.83 1.08
工序工时合 计
合计
合计
1.31 0.06 0.319
剪板
0.06 0.77
图号 工时表
13.55 0.06
12.48 冲压
3.09 0.1
2.8 折弯
2.88 1.6
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17
18
编制:
8117
内镶
1
标准工时统计表样板
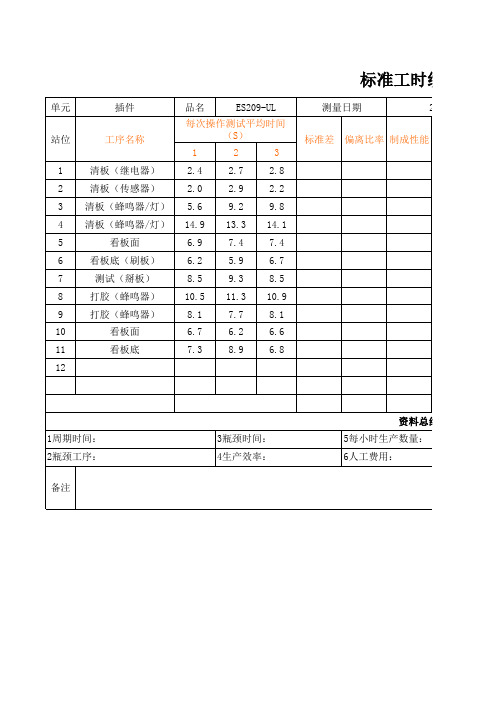
单元 站位 1 2 3 4 5 6 7 8 9 10 11 12 插件 工序名称 清板(继电器) 清板(传感器) 清板(蜂鸣器/灯) 清板(蜂鸣器/灯) 看板面 看板底(刷板) 测试(掰板) 打胶(蜂鸣器) 打胶(蜂鸣器) 看板面 看板底 品名 ES209-UL 测量日期 标准差 偏离比率 制成性能 2012.03.29 每次操作测试平均时间 (S) 1 2.4 2.0 5.6 14.9 6.9 6.2 8.5 10.5 8.1 6.7 7.3 2 2.7 2.9 9.2 13.3 7.4 5.9 9.3 11.3 7.7 6.2 8.9 3 2.8 2.2 9.8 14.1 7.4 6.7 8.5 10.9 8.1 6.6 6.8
资料总结 1周期时间: 2瓶颈工序: 备注 3瓶颈时间: 4生产效率: 5每小时生产数量3.29 测量人员 宽放率 1% 1% 1% 1% 1% 1% 1% 1% 1% 1% 1% 1% 标准工时 sec/pcs 刘锦华 目前治具 建议治具 台数 建议人数 台数 (台) 平均操作 生产数量 时间sec/ 宽放系数 set/次 次 2.6 2.4 8.2 14.1 7.3 6.2 8.8 10.9 8.0 19.5 23.0 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1
111 资料总结 7上线人数: 8每班日产能(8H):
生产数量:
用:
产品标准工时统计表模板
--
--
--
含上架/下架
--
--
--
--
--
--
含上架/清洗/吹 风/下架
--
--
--
--
--
--
--
--
外发
--
--
--
--
--
--
--
含QC电镀前功能与外观检
--
查,电镀后IQC检查
--
--
--
--
--
批准:
14.23%
16.48
--
16.29
14.23%
18.61
--
60.37
--
320.14
--
审核:
差值(秒)
备注
--
机器工时
--
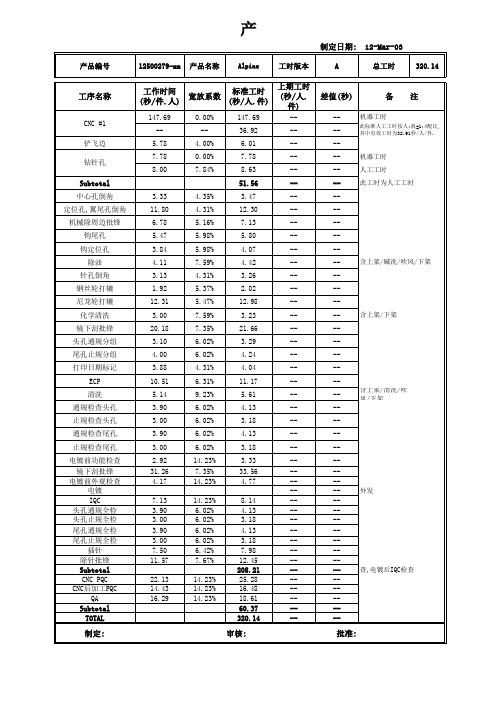
此标准人工工时按人:机=1:4配比, 其中有效工时为32.91秒/人/件.
--
--
机器工时
--
人工工时
--
此工时为人工工时
--
--
--
--
--
--
含上架/碱洗/吹风/下架
--
产品编号
12500279-xx 产品名称
产 品
Alpine
制定日期: 12-Mar-03
工时版本
A
总工时
320.14
工序名称
CNC #1
铲飞边
钻针孔
Subtotal 中心孔倒角 定位孔,翼尾孔倒角 机械除周边批锋
钩尾孔 钩定位孔
除油 针孔倒角 钢丝轮打辘 尼龙轮打辘 化学清洗 镜下刮批锋 头孔通规分组 尾孔止规分组 打印日期标记
7.13
--
5.47
标准工时表样板
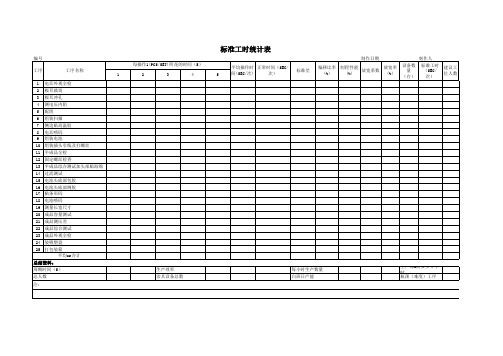
编号 每操作1(PCS/SET)所花的时间(S) 工序 1 2 3 4 5 6 7 8 9 工序名称 电芯外观全检 极耳裁切 极耳冲孔 测电压内阻 配组 组装扫描 侧边贴高温胶 电芯喷码 组装电池 1 2 3 4 5 平均操作时 正常时间(/ 间(SEC/次) 次) 标准差 制作日期 偏移比率 制程性能 放宽率 放宽系数 (%) (%) (%) 设备数 量 (台) 制作人 标准工时 (SEC/ 次) 建议工 位人数
10 组装插头引线及打螺丝 11 半成品全检 12 固定螺丝检查 13 半成品综合测试加头部贴海绵 14 过流测试 15 电池头底部包胶 16 电池头底部缠胶 17 贴条形码 18 电池喷码 19 测量长宽尺寸 20 成品容量测试 21 成品测压差 22 成品综合测试 23 成品外观全检 24 装吸塑盘 25 打包装箱 平均or合计 总结资料: 周期时间(S) 总人数 注: 生产效率 治具设备总数 每小时生产数量 白班日产能 生产每K需要多少小 时 瓶颈(难度)工序
备注
加班工时统计,效率提升表格模版
加班工时统计,效率提升表格模版随着社会的发展和工作的日益紧张,加班已经成为很多职场人士的常态。
然而,加班的时长和频率往往会对工作效率和员工健康造成影响。
为了科学统计和管理加班工时,提高工作效率,下面将介绍一种加班工时统计及效率提升表格模版。
一、加班工时统计表格模版加班日期加班时间(开始-结束)工作内容备注2023/1/1 18:00-20:00 备注1 无2023/1/2 19:00-22:00 备注2 无2023/1/3 20:30-23:00 备注3 无2023/1/4 18:30-21:00 备注4 无2023/1/5 19:00-00:00 备注5 无2023/1/6 17:00-21:30 备注6 无......二、效率提升表格模版工作项目完成时间目标达成情况收获与不足改进措施项目1 2023/1/1 达成收获1、不足1 改进措施1项目2 2023/1/2 达成收获2、不足2 改进措施2项目3 2023/1/3 未达成收获3、不足3 改进措施3项目4 2023/1/4 达成收获4、不足4 改进措施4项目5 2023/1/5 达成收获5、不足5 改进措施5......以上是加班工时统计及效率提升表格模版的简单示例,通过这两个表格,可以科学地统计和管理加班工时,及时发现并改进工作中的不足,从而提升工作效率,实现工作与生活的平衡。
希望以上内容对大家有所帮助,如果有更好的想法和建议,欢迎留言交流。
随着社会发展和工作压力的增加,加班已经成为许多职场人士的常态。
然而,长时间的加班不仅会影响员工的健康,还会导致工作效率的下降。
对于加班工时的统计和管理显得尤为重要。
在这个加班工时统计表格模版中,我们可以看到加班日期、加班时间、工作内容以及备注等主要内容。
这些信息的记录,可以帮助公司和员工们更清晰地了解加班的情况,对于管理和调整工作计划都有着重要的指导意义。
通过统计加班工时,公司可以及时采取措施,保障员工的健康和工作效率,避免长期加班带来的负面影响。
人工时统计表(样板文档)
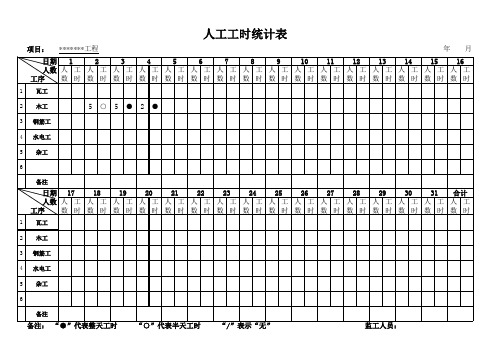
备注: “●”代表整天工时
“○”代表半天工时
“/” 5 6 备注 瓦工 木工 钢筋工 水电工 杂工
5
○
5
●
2
●
17 18 19 20 21 22 23 24 25 26 27 28 29 30 31 日期 合计 人数 人 工 人 工 人 工 人 工 人 工 人 工 人 工 人 工 人 工 人 工 人 工 人 工 人 工 人 工 人 工 人 工 工序 数 时 数 时 数 时 数 时 数 时 数 时 数 时 数 时 数 时 数 时 数 时 数 时 数 时 数 时 数 时 数 时
人工工时统计表
项目: *******工程 年 月 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 日期 人数 人 工 人 工 人 工 人 工 人 工 人 工 人 工 人 工 人 工 人 工 人 工 人 工 人 工 人 工 人 工 人 工 工序 数 时 数 时 数 时 数 时 数 时 数 时 数 时 数 时 数 时 数 时 数 时 数 时 数 时 数 时 数 时 数 时
员工工作时间统计表
员工工作时间统计表
员工工作时间统计表
根据公司的要求,我对员工的工作时间进行了统计。
以下是每位员工的工作时间记录:
员工姓名:张三
工作日期:2021年1月1日
上班时间:9:00 AM
下班时间:6:00 PM
工作时长:9小时
员工姓名:李四
工作日期:2021年1月1日
上班时间:8:30 AM
下班时间:5:30 PM
工作时长:9小时
员工姓名:王五
工作日期:2021年1月1日
上班时间:9:15 AM
下班时间:6:30 PM
工作时长:9小时 15分钟
根据以上记录,我们可以得出以下结论:
1. 张三、李四和王五在2021年1月1日都工作了9小时以上。
2. 张三的工作时间是从上午9点到下午6点,没有加班。
3. 李四的工作时间是从上午8点半到下午5点半,没有加班。
4. 王五的工作时间是从上午9点15分到下午6点30分,没有加班。
根据这些数据,我们可以对员工的工作情况进行分析和评估。
如果有员工的工
作时间明显超出正常工作时长,我们可以与他们进行沟通,了解原因并提供必
要的支持。
另外,我们也可以根据这些数据来评估员工的工作效率和工作负荷,以便进行合理的人力资源规划和调整。
总之,员工工作时间统计表是一项重要的工具,可以帮助我们了解员工的工作
情况,并为人力资源管理提供有力的数据支持。
工时测量表格
工时测量表格
以下是一份简单的工时测量表格模板:
这个表格可以帮助你记录每个员工的工时情况。
每一行代表一个特定的工作任务或工作时间段,包含日期、员工姓名、工种/职位、工作内容描述、开始时间和结束时间等信息。
通过填写这些信息,你可以轻松地跟踪每个员工的总工作时间和平均每小时的工作量。
同时,你也可以根据需要增添其他字段,如特殊说明或备注等。
在使用此表格时,请注意以下几点:
1. 请确保所有数据准确无误,包括日期、时间、任务描述等。
2. 在结束一项工作任务后,及时更新该行的结束时间并计算总时长。
3. 对于某些复杂的工作任务或长时间的工作,可能需要多次测量以确保准确性。
4. 可以定期对数据进行汇总和分析,以便更好地了解员工的工作效率和生产率。
5. 如果你的公司使用自动化工具进行工时管理,那么可以使用相应的软件来创建和管理工时测量表格。
这样可以提升效率并减少人为错误的可能性。
第1 页。
标准工时表格模版
199
3 54.00 57.80 63.30 51.97 55.53 51.29 51.29 54.12
95 27% 21.76
165
1 19.20 13.40 17.82 21.66 23.54 18.27 19.34 19.26
95 13% 20.67
174
1 24.20 21.55 16.24 19.87 20.31 21.16 24.63 21.42
181
2 40.70 33.67 32.84 27.60 36.49 40.31 39.89 36.64 85 13% 17.60
205
9
3 77.98 63.27 68.11 67.06 65.37 61.89 63.42 65.45 85 13% 20.95
172
10
11
12
13
14
15
1 12.56 11.84 13.67 12.98
236
5
2 33.03 29.67 34.14 32.26 31.86 34.56 33.15 32.89 95 13% 17.65
204
6
2 55.95 51.39 42.58 36.39 44.36 47.13 45.55 46.20 85 17% 22.97
157
7
8
1 16.54 17.33 13.46 15.24 15.98 15.02 17.26 16.01 110 13% 19.90
9.67 10.55 11.22 11.83 95 13% 12.70
283
3 43.69 69.88 53.11 61.42 58.01 54.28 60.40 57.44 85 13% 2 16.54 17.39 16.32 16.66 17.25 15.07 16.83
标准工时统一表格(模板)
标准UPH (pcs/H)(含宽放)
E=3600/C 385 334 397 392 486 426 458 352 381 352 394
备注 瓶颈工站
101.2 85% 90% 177
334 标准设备日产能
(标台准)人力日产能
(台)
6,813 6,011
新结构
定子
人数
4 2 3 2 2 2 2 7 2 4 1 3 34
12
10
85.3%
台数
A 2 2 3 2 2 2 2 7 2 4 1
班次 班次
生产时间(H/ 班)
产品型号: 测量日期:
会签:
线体名称: 周期时间 Cycle time(s)
B 17.02 19.6 24.75 16.7 13.48 15.36 14.3 65.1 17.2 37.2
1 挂线 2 机械落线 3 插相纸 4 粗整形 5 分线 6 打端子 7 吹热缩管 8 引线定位 9 机绑、整形 10 检修外观 11 综合测试
辅助人数
标准
合计 标准设备工作时数/ 班标: 准人力出勤时数/ 班:
生产线平衡率:
实际 排产数/班:
注:
1.以上数据以感应定 子2.标、准总O装E产E、品O型P号E值 暂3. 以上行表业统标计准表为栏目位标中 白色单元格表示需要
15.00
10.78
10.00
9.36
9.08
5.00
标准工时表
定子节拍时间产品型号:
9.19
7.41
8.45
7.87
10.23
9.46
10.23
9.13
0.00
挂线
机械落线
插相纸
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
248.3 #DIV/0!
9.生产每K需求 小时: 10.生产治具套 数:
备注
备注
T:代表"夹具/机器"
David 平衡工 时 (sec/p cs) 12.30 7.50 4.50 13.60 11.10 14.50 11.70 8.30 1.10 84.60 4.0 0
"夹具/机器"
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15
20.12 23.9 28.04 23.16 26.59 7.12 6.66 4.2 2.32 6.44 6.3 4.34 3.05 7.78 6.81 4.74 2.28 8.74 6.88 4.8 2.79 6.76 5.63 4.37 2.21
标准工时统计表
单元 装配 品名 每次操作时间(s) 工序 工序名称 工序名称1 工序名称2 工序名称3 工序名称4 工序名称5 工序名称6 工序名称7 工序名称8 工序名称9 工序名称10 工序名称11 工序名称12 1 2 3 4 5 偏离比 标准差 率
3.09 0.91 0.51 0.26 0.37
0% 0% 0% 0% 0% 0% 0% 0% 0% 0% 0% 0% 0% 0% 0% 0%
16.66 11.9 13.26 12.06 13.6 21.37 23.99 21.82 21.01 21.41 13.26 15.09 13.87 13.84 15.94 27.88 24.81 24.41 19.23 19.52 8.53 1.18 8.53 1.1 8.75 0.79 8.16 1.26 6.96 0.95
1.92 1.19 1.09 3.72 0.72 0.19 2.72 -
14.7Байду номын сангаас 17.81 10.34 15.56 14.03
平均or合计
0
12
总结资料
1.周期时间: 2.瓶颈工序: 143.20 17 3.瓶颈时间: 4.生产效率: 14.50 sec 82.00%
5.每小时生产数 量: 6.治具数量:
测量日 期 制程 性能 87% 84% 94% 94% 83% 81% 91% 90% 83% 94% 84% 81% 87%
2014-2-28 11:05
测量人 员
David
平均操 生产数 标准工 目前工 建议设 作时间 量 宽放系 时 建议人 宽放率 装夹具 备数 (sec/ (set/ 数 (sec/pc 数 (台) (台) 次) 次) s) 24.40 7.40 6.50 4.50 2.50 13.50 21.90 14.40 23.20 8.20 1.10 14.50 142.10 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1% 1% 1% 1% 1% 1% 1% 1% 1% 1% 1% 1% 1.0% PCS/H 7.总人数﹕ PCS/H 8.每班日产能﹕ 24.5 7.5 6.6 4.5 2.5 13.6 22.1 14.5 23.4 8.3 1.1 14.6 143.20 12 人 1.902 K 0 2 1 1 1 2 1 2 1 1