炉前、上料报表
2024年上料工岗位技术操作及注意事项(2篇)

2024年上料工岗位技术操作及注意事项(1)首先清楚来料质量。
(2)执行司炉工的指令,每次加料数量要准确,如果发现炉顶下料不均,立即通知司炉工,并采取措施。
(3)炉顶料斗料面控制在0.5米为正常生产控制料面,炉顶料斗料面达到0.3米时为满料极限料面;炉顶料斗料面下降到1.9米时为亏料状态,应及时补充料,生产时应尽量避免;如果布料管内无料时则为严重亏料,生产中任何时候都应禁止出现,严重亏料时,易破坏炉顶布料设备和出现中毒、爆炸等事故。
(4)确保本岗位所属设备的正常运转,合理使用并进行日常维护保养工作。
(5)坚守工作岗位,保证皮带机正常运转,经常巡检,发现问题需及时处理,确保皮带机不扯、不断、不烧、不划、不压。
保证各部上、下畅通。
(6)原料中的杂物,大块要及时捡出,搬不动的重物要停机取下。
各部下料口要勤振打,勤清理。
防止堵塞。
(7)皮带压住时,首先应减轻负荷,确认能够转起来再重新启动,防止导致机械、皮带损害等事故。
(8)贯彻执行《煤气安全规程》、《皮带机安全规程》、《纪律安全规程》、《交接班制度》。
熟练掌握本岗位操作技能,能够独立处理皮带机的一般故障。
掌握皮带胶接技术,熟知本岗位所属设备性能。
(9)严格贯彻落实各部门指令,保证完成各项工作任务。
(10)积极配合维护工检修设备,并负责检修后的试车和验收工作,负责提出所属区域设备的检修项目。
(11)负责本岗位区域皮带机托辊、溜子的更换,设备注油润滑。
经常检查传动运转部位的螺丝有无松动和温升。
电机温度﹤70℃,减速机温度﹤60℃。
(12)熟悉工艺流程,负责与中控室和上、下工序间的准确联系,及时开停设备。
(13)负责本岗位设备环境清扫,设备擦抹保管好工具,用具,做到文明生产。
(14)每次加料完成后要认真做好数据记录。
(15)皮带跑偏原因及处理方法:①漏斗口内挂料或有杂物,造成下料点位置不正;尾轮刮料板料多。
处理方法:保证漏斗口物料运行畅通,刮料板无积料,尾轮无挂料。
7月20日计量日报表

◎8 ◎12 Φ 5.5 轧钢厂 (高线)
2186.21 12354.3 轧钢厂 (优特钢) 1259 348.32 3490.88 3704.06 轧钢厂 1472.16 (棒材线)
8667.1
◎20 ◎25 ◎18 合计 ◎12 ◎14 合计
85.892 693.314 3097.35 -9.936
7月20日计量日报表
计量单位:吨 干熄焦 湿熄焦 顶装焦 捣固焦
合计 铁厂 (烧结) 机烧矿 球团矿 石灰 1#炉 铁厂 (高炉) 2#炉 3#炉 合计 铁水 8667.10 生铁
2186.21
焦化
炼钢厂 (转炉线)
160方坯 4672.085 180方坯 5873.804 合计 ◎16 10545.889
50CrVAb 50CrVAb 50CrVAb 50CrVA 50CrVAb 50CrVAb HRB400b
20 40.26 25 50.15 20 40.16 20 40.23 20 40.32 20 40.31 20 39.55
2.013 2.006 2.008 2.012 2.016 2.016 1.978
计量单位:吨
1411.916 19.921 138.5
1570.337 1756.828 1756.828 炉线产出量
废渣
969.3
253.21 252.33 252.58 253.02 253.58 253.52 200.76
平均单 米重量 (kg)
差额(kg) 0.21 -0.67 -0.42 0.02 0.58 0.52
转炉线钢铁料投入量
废钢 渣铁 切头切尾
3866.62 合计 75.886 弹扁 3110.964 轧钢厂 (弹扁线) 合计 3186.85 转炉线产出量
高炉上料流程
1. 1#振筛启动自动1.1#振筛选自动2.1#振筛软自动3.1#仓有料空信号4.1#称量斗关到位且无开关双信号5.1#仓没有振满《振满后自动停止》6.1#---10#振筛控制相似2. 南(北)提升机自动运行1.南提升机选自动2.南提升机没有现场控制信号3.南提升机软自动4.焦筛起动信号5.碎焦提升机无电机保护6.碎焦提升机无现场保护《拉绳,跑偏》7. 南北提升机自动控制相似3. 碎矿(焦)皮带自动运行1.碎矿选自动2.碎矿皮带软自动3.矿振筛运行信号4.碎矿无现场控制信号5.碎矿电机无保护6.碎矿拉绳无保护7.碎矿与碎焦运行相似4. 仓斗门开条件1.1#仓选自动2.1#仓软自动3.1#有允开信号4.1#仓显示仓满信号5.1#仓称满好《无空满双信号》6.坑斗准备好7.主矿皮带运行8.1#振筛未启动运行9.1#仓斗门开限位10.1#称量斗未禁用11.与1#称量斗关动作联锁5. 仓斗门关条件1.1#仓选自动2.1#仓软自动3.1#仓画面显示空信号4.1#振筛无启动运行信号5.1#称量斗未禁用6.1#称量斗关限位7.与1#称量斗开动作联锁8.1-11号称量斗自动开关斗门相似6. 主矿皮带自动运行1.主矿选自动2.主矿软自动3.左坑准备好,翻板置右到位信号时,无翻板置左到位信号或者右坑斗准备好,翻板置左到位信号时,无翻板置右到位信号4.矿仓有允开信号5.主矿电机无故障保护6.主矿无现场拉绳等保护7.主矿与主焦运行相似7.左坑准备好的条件1.备左斗信号《右车到底脉冲信号,右车在底或按初始化按钮,右车在底》2.左坑斗关到位3.翻板居右到位2秒后4.左坑斗没有开位信号5.左坑空或左坑没有空信号但选仓没有放完料6.左坑未禁用7.左车没有空信号,8.左坑准备好与右坑准备好相似8. 翻板自动置左1.翻板选自动2.翻板软自动3.备右斗《料单初始化后,左车到底信号或者左车到底脉冲后左车到底信号》4.左坑没有禁用5.左车没有空6.主焦没运行7.主矿没运行8.翻板居左限位9.与翻板置右动作联锁10.翻板居右与置左条件相似9. 坑斗自动开阀1.左闸门选自动2.左闸门软自动3.翻板居左《准备向右坑放料》4.左车在底信号5.左坑没有空信号6.右车无在底信号7.左坑没有禁用8.左坑开限位9.与左坑关动作联锁10. 坑斗自动关阀1.左闸门选自动2.左闸门软自动3.左坑放空有空信号4.左坑关限位5.与左坑斗开动作联锁6. 右坑斗自动开阀比左坑多两个条件1)主焦没有运行2)主矿没有运行3)右坑关与左坑关其它条件一样11. 左车自动上行条件1.料车选自动2.画面没按下急停按钮3.料车画面软自动4.左车自动上行使能信号或左车强制上行《画面按钮》5.右车没有上行使能信号6.挡料阀关到位时,挡料阀无开动作,受料斗没有满信号或画面按下赶料关时,闸板阀开到位后赶料时间到了以后7.左车上限位8.右车到底联锁《右车到底有信号不能左车上行》12. 左车自动上行使能信号1.左车在底信号2. 右车没在底信号3.左车到底后的一个脉冲信号4. 左坑右坑都关到位时,左坑放过料或左坑禁用13. 右车自动上行条件1.料车选自动2. 画面没按下急停按钮3. 料车画面软自动4. 右车自动上行使能信号或右车强制上行《画面按钮》5.左车没有上行使能信号6.挡料阀关到位时,挡料阀无开动作,受料斗没有满信号或画面按下赶料开关时,闸板阀开到位后赶料时间到了以后7. 右车上限位8. 左车到底联锁《左车到底有信号右车不能上行》14. 右车自动上行使能信号1.右车在底信号2. 左车没在底信号3.右车到底后的一个脉冲信号4. 左坑右坑都关到位时,右坑放过料或右坑禁用15. 布料状态1.按下炉顶料单初始化,将1传送到DB52。
上料操作操作说明

天津轧三钢铁有限公司1#高炉上料系统操作说明书二零一二年十一月二十五日目录一、项目概述 (3)二、电控设备 (6)三、自动化系统组成 (6)四、上料系统监控画面 (7)五、操作说明 (48)五、主要数据报警 (48)五、主要数据报警 (48)一、概述天津冶金集团轧三友发钢铁有限公司轧三搬迁改造及配套项目,新建2×1260m3高炉,年产炼钢生铁2×120万吨。
本软件系统针对1#高炉上料系统设计.上料系统包括矿槽槽下供料和炉顶上料2个部分组成.二、电控设备1、槽下及卷扬系统电控设备一览表2 炉顶装料系统电控设备一览表三、自动化系统组成根据工艺要求的设计程序的开发基于SIEMENS STEP 7,画面的编制使用WinCC。
自动化控制系统主要实现以下功能:基础自动化1)操作站各工艺过程的工况监视工艺参数设定及生产计划控制及干预生产过程事件/报警显示工艺参数的实时及趋势显示数据通讯2)控制站(主要系统)(a)炉顶系统炉顶设备顺序控制料线测量和探尺控制炉顶均排压控制高炉布料程序控制焦炭、矿石的料流曲线修正炉顶系统的物料跟踪炉顶料面监视炉顶温度检测和压力控制炉顶液压站监控炉顶系统数据采集及处理(b)槽下系统焦炭、矿石的备料控制原料的称量补偿高炉装料程序控制槽下装料数据采集及处理矿槽液压站监控四、上料系统监控画面1、启动初始画面WinCC 初始启动时会出现此画面,按照图中所示点击登陆按钮,输入下方提示的用户名和密码,可进入系统操作画面。
2、矿槽槽下皮带输料系统单击此处登陆报警记录条主皮带Z02返焦皮带SJ01系统画面切换按钮主皮带Z01返焦皮带SJ02返矿皮带SK01返矿皮带SK02返矿皮带SK04返矿皮带SK03下面画面为皮带机的状态和控制子画面设备控制子画面皮带故障状态皮带停止待机状态皮带运行状态通过单击画面上的皮带机任一部分,即可弹出皮带机控制子画面,对皮带机作启动停止控制。
3. |矿槽槽下振料备料系统料坑翻板中间斗中间斗闸门下面画面为槽下给料设备状态位指示图例说明:图中设备符号如果是绿色表示设备处于运行状态或者阀门处于开位;红色表示设备处于停止状态或者阀门处于关闭状态;黄色表示设备处于故障状态;淡绿色表示阀门处于半开状态;设备边缘黄色线条闪烁表示该设备处于画面手动操作状态。
锅炉安装工程交工资料表格

锅炉安装工程交工资料推荐版本一、锅炉安装工程交工资料编制一般应包括的内容和装订顺序(仅供参考,应按工程实际需要编制)1.封面(SH/T3503-J101)2.交工技术文件目录(SH/T3503-J103)3.交工技术文件说明(SH/T3503-J104)4.特种设备安装(移装、改造、维修)告知表5.施工组织设计、施工方案或施工技术措施6.开工报告(SH/T3503-J105)7.工程交工验收证书(SH/T3503-J107)8.锅炉安装质量证明书9.监检报告10.交工资料移交证书(SH/T3503-J108)11.施工质量技术交底记录12.工程变更一览表(SH/T3503-J110)13.工程变更单(联络单)复印件(SH/T3503-J112)14.设计变更洽商记录15.设备开箱检验记录(SH/T3503-J115)16.锅炉基础质量检验记录表17.锅炉钢架安装质量检验记录表18.锅炉、锅筒、集箱安装质量检验记录表19.受热面管子安装质量检验记录表20.锅炉受压部件焊缝质量检验记录表21.锅炉胀管质量检验记录表22.锅炉通球检验记录表23.省煤器安装质量检验记录表24.空气预热器安装质量检验记录表25.锅炉炉排安装质量检验记录表26.锅炉风机安装质量检验记录表27.阀门试验确认表(SH/T3503-J402)28.安全阀调整试验记录(SH/T 3503-J119)29.安全附件安装检查记录(SH/T 3503-J120)30.锅炉本体安装找正检验记录表31.锅炉本体水压试验检查记录表32.锅炉主要阀门、受热面管子、省煤器、各单位水压试验记录表33.锅炉辅机安装及单机试运转检验记录表34.锅炉炉排冷态试运转检验记录表35.锅炉汽包内部装置安装质量检验记录表36.锅炉范围管道附件系统水压试验检查记录表37.锅炉砌筑质量检验记录38.锅炉烘炉温度记录表39.锅炉煮炉情况检查记录表40.锅炉蒸汽严密性试验及安全阀调整记录表41.锅炉72小时试运行检验记录表42.隐蔽工程记录(SH/T3503-J111)43.防腐工程施工质量验收记录(SH/T3503-J116)44.隔热工程施工质量验收记录(SH/T3503-J117)45.合格焊工登记表(附上相关焊工证复印件)(SH/T3503-J113)46.焊接工作记录47.缺陷返修记录48.焊接接头热处理报告(一)(包括温控仪自动打印记录的温控曲线、焊缝硬度检测报告等)(SH/T3503-J411-1)49.焊接接头热处理报告(二)(包括温控仪自动打印记录的温控曲线、焊缝硬度检测报告等)(SH/T3503-J411-2)50.无损检测单位资质证书和无损检测人员登记表(附上相关无损检测人员证书复印件)(SH/T3503-J114)51.无损检测统计一览表Q/XX·104.11表852.焊缝及无损检测布置图53.射线检测报告(SH/T 3503-J122)54.焊缝超声检测报告(SH/T 3503-J123)55.磁粉检测报告(SH/T 3503-J126)56.渗透检测报告(SH/T 3503-J127)57.材料超声检测报告(SH/T3503-J124)58.设备/材料质量证明文件一览表(SH/T3503-J131)59.材料质量证明书60.焊接材料质量证明书61.超声测厚报告(SH/T3503-J125)62.材料磁粉检测报告(SH/T3503-J126)63.材料渗透检测报告(SH/T3503-J127)64.金属材料化学成分析检验报告(SH/T3503-J128)65.材料硬度检验报告(SH/T3503-J129)66.竣工图以上内容是锅炉安装工程的主要内容,如某些项目不作要求,可删减;如存在其他工作内容或要求,应按项目实际增加相应交工内容。
炼铁厂日报表
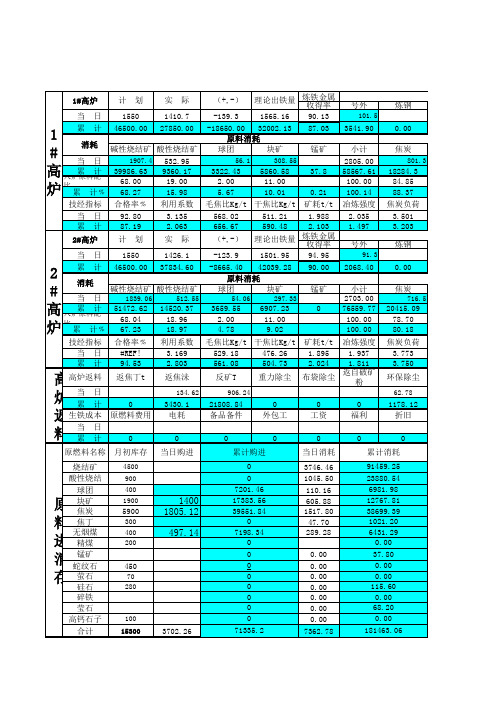
反矿T
906.24
重力除尘 0 外包工 0
布袋除尘 返自破矿粉 环保除尘
62.78
3430.1 电耗 0 当日购进
21808.84 备品备件 0
0 工资 0 当日消耗 3746.46 1045.50 110.16 605.88 1517.80 47.70 289.28 0.00 0.00 0.00 0.00 0.00 0.00 0.00 7362.78
2 消耗 # 当 日 碱性烧结矿 1839.06 累 计 51472.62 高 入炉原料配比 68.04 炉 累 计﹪ 67.23
技经指标 当 日 累 计 合格率﹪ #REF! 94.53 返焦丁t 0 原燃料费用 0
4500 900 400 1900
理论出铁量 炼铁金属 收得率 号外 101.5 1410.7 -139.3 1565.16 90.13 27850.00 -18650.00 32002.13 87.03 3541.90 原料消耗 酸性烧结矿 球团 块矿 锰矿 小计 56.1 308.55 532.95 2805.00 9360.17 3322.43 5860.58 37.8 58567.61 19.00 2.00 11.00 100.00 15.98 5.67 10.01 0.21 100.14 利用系数 毛焦比Kg/t 干焦比Kg/t 矿耗t/t 冶炼强度 3.135 568.02 511.21 1.988 2.035 2.063 656.67 590.48 2.103 1.497 炼铁金属 实 际 (+,-) 理论出铁量 收得率 号外 91.3 1426.1 -123.9 1501.95 94.95 37834.60 -8665.40 42039.28 90.00 2068.40 原料消耗 酸性烧结矿 球团 块矿 锰矿 小计 512.55 54.06 297.33 2703.00 14520.37 3659.55 6907.23 0 76559.77 18.96 2.00 11.00 100.00 18.97 4.78 9.02 100.00 利用系数 毛焦比Kg/t 干焦比Kg/t 矿耗t/t 冶炼强度 3.169 529.18 476.26 1.895 1.937 2.803 561.08 504.73 2.024 1.811 实 际 (+,-) 返焦沬
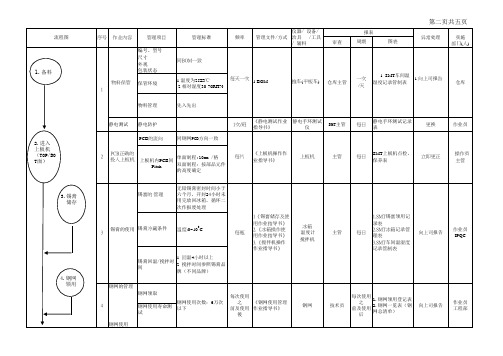
QC工程图(SMT生产流程)
每批次
1.向上司报告 作业员
17
IPQC检 查
巡检
预防生产中造成的不良
换线/新 机种
1.《SMT首件检查
作业指导书》 2.《IPQC巡查作
5倍放大镜
业指导书》
品质主管 1H/次 1.IPQC巡线记录表 1.向上司报告
IPQC
核对零件规格、
位置、极性、偏
1.《PCBA外观检
移
基板外观检查标准
验标准》 2.抽样方案(正
物料品名、规格 、版本、位置、 极性
1.用LCR表及外观图逐 一核对是否缺件 , 极反 ,错件,偏移,側立等不良
每次上线 之第一片 PCBA
问题并签名确认
1.BOM 2.位置图 3.SMT首件检查 作业指导书
1.LCR 2.镊子
QC主管
每日
1.SMT首件检查记 录表
反馈组长 技术人员
工程人员 操作员 IPQC
锡膏回温/搅拌时 间
1. 回温4小时以上 2. 搅拌时间参照锡膏品 牌(不同品牌)
每瓶
1《锡膏储存及使 用作业指导书》 2.《冰箱操作使 用作业指导书》 3.《搅伴机操作 作业指导书》
冰箱 温度计 搅拌机
钢网的管理 钢网领取
4
钢网使用次数:6万次 钢网使用寿命测 以下
试
钢网使用
每次使用 之 《钢网使用管理
18 OQC抽检
外观检验
每批次
常/加严) 3.《OQC出货检查
5倍放大镜
作业指导书》
4.《抽样检查作
包装数量/机型
不可少装、多装、混装 挤压
业指导书》
组长 技术员
每日
1.SMT OQC抽检记 1.向上司报告
山东博硕搅拌站控制系统详细操作说明书

注、注意和警告注:表示可以帮助您更好的使用BCS7软件或计算机的信息。
注意:表示BCS7软件或计算机的潜在损坏、数据丢失或其他异常,并且告诉你应该如何避免此类问题。
警告:表示可能导致财产损失、人身伤害或死亡的潜在危险。
本说明书文件中的信息如有更改,恕不另行通知。
©2015版权所有。
本文中使用的商标:Intel和Pentium是Intel Corporation的注册商标;Microsoft和Windows 是Microsoft Corporation的注册商标。
本说明书中述及的其他商标和商品名称是指拥有相应标记和名称的公司或其制造的产品。
注:BCS7软件包括但不仅限于BCS7.B12、BCS7.E12和BCS7.M12等版本的软件及其辅助软件和文档。
注:本说明书中的某些功能,因为软件版本和机械设备配置等因素,对于您可能不适用。
注:本说明书仅以BCS7.B12工程版为例说明BCS7软件的使用,其中数据不代表任何立场。
注意:BCS7软件的使用者应具备基本的计算机操作技能。
目录开始之前 (1)检查计算机 (1)推荐配置 (1)约定 (2)运行和停止BCS7软件 (3)启动BCS7软件 (3)登录BCS7软件 (4)BCS7软件初始化 (4)退出BCS7软件 (5)使用BCS7软件 (6)系统设置 (7)操作员管理 (8)更改密码 (10)原材料与砼车 (10)配合比管理 (12)筛选配合比 (12)添加配合比 (13)修改配合比 (13)启用或停用配合比 (13)撤销修改配合比 (13)删除配合比 (13)打印配合比 (13)生产任务管理 (14)筛选生产任务 (15)增加生产任务 (15)修改生产任务 (15)撤销修改生产任务 (16)标识生产任务 (16)删除生产任务 (16)打印生产任务 (16)用BCS7软件进行生产 (17)认识BCS7软件生产控制中心 (17)管理设备 (20)原料仓管理 (21)称量斗(仪表)管理 (23)传送设备管理 (25)搅拌机管理 (28)空压机管理 (29)除尘风机管理 (29)电铃管理 (30)其他设备管理 (31)安排车辆 (31)快速派车 (31)设定生产 (33)调整生产次序 (34)进行生产 (34)检查设备 (34)选定生产车次 (35)开始生产 (35)连续生产 (35)生产中的数据调整 (36)生产的暂停 (37)暂停生产/恢复生产 (38)停止生产 (38)打印运输单 (38)查看生产数据 (39)统计分析 (39)帮助 (40)生产数据管理(BCS7软件数据中心) (41)运行和退出生产数据管理 (41)生产数据浏览 (41)查找生产数据 (41)导出生产数据 (42)打印生产数据 (43)配料报警分析 (45)手动数据查询 (46)查询手动上料数据 (46)导出手动上料数据到Excel文件 (47)打印手动上料数据 (48)生产数量统计 (49)统计生产数量 (49)导出生产数量到Excel文件 (49)打印生产数量统计表 (50)原料消耗统计 (50)统计原料消耗 (50)导出原材料消耗数据到Excel文件 (51)打印原材料消耗统计表 (51)生产综合统计 (51)统计生产综合数据 (51)导出生产综合统计到Excel文件 (52)打印生产综合统计表 (52)施工配比数据统计 (52)打印施工配比数据统计表 (53)原材料入库查询 (53)查询原材料入库数据 (53)导出原材料入库数据到Excel文件 (54)打印原材料入库统计表 (54)数据维护 (55)数据库备份与还原 (55)自动备份 (55)手动备份 (55)数据库还原 (55)数据整理 (56)写在最后 (59)附件1设备参数 (60)仓参数 (60)称量斗参数 (61)传输设备参数 (63)搅拌机参数 (64)除尘风机参数 (65)电铃参数 (65)附件2常见现象及报警 (66)常见现象 (66)系统报警 (67)版本更正 (68)开始之前使用BCS7系列预拌砼生产监控和管理系统软件(简称BCS7软件)前,请仔细阅读本说明书。