基于数控切割机的控制系统分析
数控激光切割机的加工原理及其结构组成分析
72研究与探索Research and Exploration ·工艺流程与应用中国设备工程 2023.12 (上)度加强质量管控,在确保施工安全的前提与基础之上,让市政道路交通的运行需求得到恢复和保障。
第一,施工单位需要加强对现场施工管理的建立健全,现场人员需要按照相关的制度和规范展开现场管理的实施,防止出现材料被冒领或者偷工减料、以次充好的情况出现,让施工质量得到安全保障。
第二,施工单位需要根据我国道路交通路桥施工的相关标准做好对不同环节与节点的验收,在验收的时候,相关人员需要有理有据,及时对质量问题予以发现并解决。
第三,施工单位需要根据路桥施工可能会存在的隐蔽性特点,找到施工安全死角,不断地深化施工管理的过程,做好对隐蔽工程的质量监控,要隐蔽工程的运行,具有安全性,提高隐蔽工程的整体施工质量,让市政道路交通工程的整体安全性和质量得到保障,除此以外,需要加强安全管理,安全管理是非常重要的一项内容,施工单位需要提高整体施工人员的安全意识,排除安全隐患,找到可能会影响安全施工的相关要素,确保整体施工环境整洁安全,同时现场施工管理者还要加强自身安全意识的培养,对现场施工的原材料选择的工序和设备展开不定期检查,确保施工现场有序,管理不混乱。
4.4 做好设备管理在设备管理工作中,第一,要完善采购制度,在采购制度建设时,要明确每个采购工作人员需要负怎样的责任,需要按照市场调查的要求分析设备的规格与型号,同时还要考虑设备的使用周期、维修难度等多方面要素,主要目的是要选择适合企业未来使用,方便各方面发展的设备,要注意对设备软件的更新和升级,同时要加强对机械管理制度的完善。
施工企业在展开正式项目建设之前,需要加强对机械设备具体情况的了解,明确操作标准和规章制度,优化设备管理内容,明确管理模式,在施工阶段需要根据设备的不同特点和使用寿命制定相互匹配的管理制度和操作守随着国家大力发展钢结构建筑的趋势和政策指引,钢结构的加工体量持续加大,而钢构件的切割是钢结构加工极为重要的一项技术。
试析机械制造业中数控切割机系统应用
一
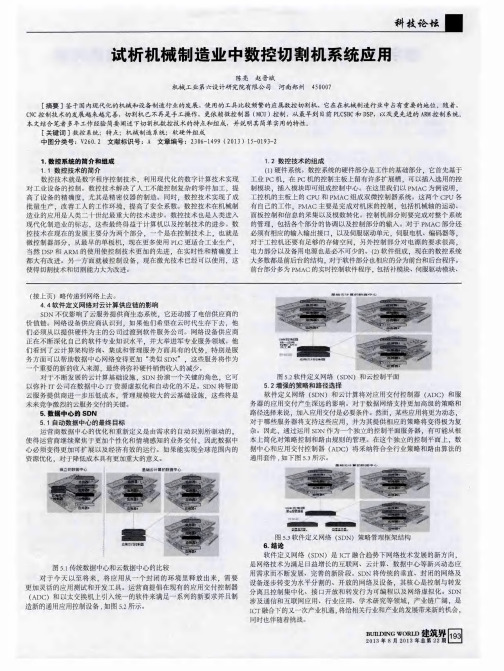
P L C监 ( 接 上页)控模 块、加工 程序解释模 块、数据 采集及数 字化加 工 模块等 ,当然这部 分很灵活 ,根据实 际的需要可 以添加其他 的部分 。后 台程序 主要是为 了管理服 务 ,主要 实现控制程 序的初始 化 ,参数输入 以 及系统 管理、C P U间的通讯等 等。对于数控 系统 的组成 这里只是大 体的 简单介 绍 ,主要是 因为它 的组 成受实 际情况 的限制 ,有些 系统实 际上非 常简单 .而一些大型的控制系统都有 自己特殊 部分。 2 . 数控切割机 的特点 数控切 割机之所 以能够取代普 通 的切 割机床得益于 它在软硬件 的优
科 技 论 坛
楼 宇用途确 定 空调选形 组合是物业节能高效 的关பைடு நூலகம்
蔡 耘
江 苏同达通信技术有 限责任公 司 江 苏南京
2 1 0 0 0 9
[ 摘要 ] 下文主要结合笔者 多年 的工作实践经验 ,针对楼 宇用途确定 空调选形组合 是物业节能 高效 的关键 进行 了阐述 ,希 望通 过以下 阐述 ,能与 各位 同仁相 互交流,同时今后也 能够为类似 的工程提供 一些借鉴 与参考 。 [ 关键词 ]节能高效;空调选形组合 ;关键 ;案例 中图分类号:S 2 1 O . 4 文献标 识号 :A 文章编 号 目前 ,高层 、超高层楼 宇随着现代 化城市建 设步伐 的加快 ,高耸 林 立的态势 已成为大 、中型城市 一道耀 眼的风景线 ,独特 的地理位置会 有 个优 美的建筑标致 , 这是楼宇 的外在美 。而不 可忽缺的是其 中的设 备、 设施与 其使用 功能相匹配 ,加之优级 的物业 管理相配套 ,才能体现 这座 建筑 的独特与 完美。有些 物管企业为 争夺管理权 突 出企 业形象 ,改 变原 有建 筑功能或 用途 ,在竞 争中不注重 测算设备 运作成本 ,一味竞 争 ,导 致接手 管理后运 作能源成 本过高 ,服 务难 以满足 应有 的标准。这就 要求
机械制造业中数控切割机系统应用

试析机械制造业中数控切割机系统应用摘要:鉴于国内现代化的机械和设备制造行业的发展,使用的工具比较频繁的应属数控切割机,它在在机械制造行业中占有重要的地位。
随着,cnc控制技术的发展越来越完善,切割机已不再是手工操作,更依赖微控制器(mcu)控制,从最早到目前plcsbc和dsp,以及更先进的arm控制系统。
本文结合笔者多年工作经验简要阐述下切割机数控技术的特点和组成,并说明其简单实用的特性。
关键词:数控系统;特点;机械制造系统;软硬件组成1.数控系统的简介和组成1.1 数控技术的简介数控技术就是数字程序控制技术,利用现代化的数字计算技术实现对工业设备的控制。
数控技术解决了人工不能控制复杂的零件加工,提高了设备的精确度,尤其是精密仪器的制造。
同时,数控技术实现了成批量生产,改善工人的工作环境,提高了安全系数。
数控技术在机械制造业的应用是人类二十世纪最重大的技术进步。
数控技术也是人类进入现代化制造业的标志,这些最终得益于计算机以及控制技术的进步。
数控技术在现在的发展主要分为两个部分,一个是在控制技术上,也就是微控制器部分,从最早的单板机,现在更多使用plc更适合工业生产,当然dsp和arm的使用使控制技术更加的先进,在实时性和精确度上都大有改进。
另一方面就被控制设备,现在激光技术已经可以使用,这使得切割技术和切割能力大为改进。
1.2 数控技术的组成1)硬件系统。
数控系统的硬件部分是工作的基础部分,它首先基于工业pc机,在pc机的控制主板上留有许多扩展槽,可以插入选用的控制模块,插入模块即可组成控制中心。
在这里我们以pmac 为例说明,工控机的主板上的cpu和pmac组成双微控制器系统。
这两个cpu各有自己的工作,pmac主要是完成对机床的控制,包括机械轴的运动、面板控制和信息的采集以及模数转化。
控制机部分则要完成对整个系统的管理,包括各个部分的协调以及控制部分的输入。
对于pmac部分还必须有相应的输入输出接口,以及伺服驱动单元,伺服电机、编码器等,对于工控机还要有足够的存储空间,另外控制部分对电源的要求很高,电力部分以及备用电源也是必不可少的。
数控切割机的工作原理
数控切割机的工作原理数控切割机是一种通过计算机程序控制的自动化切割设备,广泛应用于金属加工、石材加工、木材加工等领域。
它能够根据预先设定的程序和参数,精确地实现各种形状的切割和雕刻。
数控切割机的工作原理主要包括以下几个方面:1. 控制系统:数控切割机的核心是控制系统,它由计算机、数控软件和数控卡等组成。
操作人员通过计算机上的数控软件编写切割程序,并将程序通过数控卡传输给数控切割机。
控制系统根据程序指令,控制切割机的各个部件进行工作。
2. 伺服系统:数控切割机采用伺服系统控制切割头的运动。
伺服系统由伺服机电、编码器和驱动器组成。
编码器可以实时反馈切割头的位置信息,驱动器根据控制信号控制伺服机电的转动,从而实现切割头的精确定位。
3. 切割头:切割头是数控切割机的关键部件,它负责实际的切割操作。
切割头通常包括火焰切割头、等离子切割头、激光切割头等。
不同的切割头适合于不同的材料和切割要求。
切割头通过控制系统控制切割速度、切割深度和切割路径,从而实现精确的切割效果。
4. 工作台:数控切割机的工作台用于固定待切割的材料。
工作台通常由铁板制成,表面覆盖着耐磨材料,以防止材料在切割过程中被损坏。
工作台可以根据需要进行升降和旋转,以便于切割头对材料进行多角度的切割。
5. 气体系统:数控切割机的切割过程中需要使用气体,常见的有氧气、乙炔和氮气等。
氧气和乙炔通常用于火焰切割,氮气通常用于等离子切割。
气体系统通过控制气体流量和压力,保证切割过程中的气体稳定供应,从而保证切割质量。
6. 冷却系统:数控切割机在工作过程中会产生大量的热量,为了保证设备的正常运行,需要安装冷却系统进行散热。
冷却系统通常包括风扇、水冷装置等,可以有效降低设备的温度,延长设备的使用寿命。
总结起来,数控切割机的工作原理是通过控制系统控制伺服系统,使切割头按照预先设定的程序和参数进行精确的切割操作。
切割头通过控制切割速度、切割深度和切割路径,实现对材料的精切当割。
数控切割机的结构与工作原理
数控切割机的结构与工作原理近年来,随着科技的发展,数控切割技术越来越受到人们的关注。
数控切割机作为一种高精度、高效率、高自动化的切割设备,已经广泛应用于航空、汽车、机械制造等领域。
那么,数控切割机的结构和工作原理是怎样的呢?一、数控切割机的结构数控切割机的结构包括以下几个部分:1. 机床主体机床主体包括机身、床面、工作台、切割头等部分。
机身是数控切割机的支撑和固定部分,通常由钢板焊接而成。
床面是数控切割机加工的工作台面,一般采用石英砂铸铁平板或钢板以保证刀具在切割过程中的稳定性和刚性。
工作台是用来固定工件的部分,通常由钳子或真空吸盘固定。
切割头是数控切割的核心部件,可以根据工件材料和软件设置切割参数,实现高精度的切割。
2. 控制系统数控切割机的控制系统分为硬件控制和软件控制两部分。
硬件控制由电路板、电机、变频器等组成,主要负责传输和处理数据,确保精度和稳定性。
软件控制由CAD/CAM软件和运动控制软件组成,主要负责将设计图形转换成G代码和刀具路线,以及实现运动控制和操作界面。
3. 切割源切割源是数控切割机的动力来源,通常分为氧气切割和等离子切割两种。
氧气切割主要是利用氧气和燃料混合后进行切割,切割速度较慢,但切割范围广,成本低;等离子切割是利用等离子体来进行切割,切割速度快,精度高,但成本较高。
二、数控切割机的工作原理数控切割机的工作原理是将刀具(切割头)根据G代码的指令进行定位和移动控制,以实现工件的切割。
具体流程如下:1. 设计图形使用CAD软件设计所需图形。
2. 转换成G代码使用CAM软件将设计图形转换成对应的G代码指令,包括切割路径、切割速度、深度等参数。
3. 导入控制系统将G代码导入到数控切割机的控制系统中。
4. 定位工件将工件固定在工作台上,调整工件位置和方向。
5. 启动切割源启动切割源,根据所制定的参数进行切割。
6. 自动切割通过运动控制软件和刀具路线,控制切割头的定位,根据G代码的指令进行切割。
基于PLC的数控切割机控制系统

基于PLC的数控切割机控制系统作者:程卫权来源:《电脑知识与技术》2011年第30期摘要:数控切割机床应用于装备制造业、工程机械制造业、船舶制造业等多种机械制造行业,在机械制造规模生产中,原来的切割设备存在着加工效率低、操作调整麻烦等问题,应用可编程控制器来进行综合控制,在实际中较好得解决数控切割机在控制操作上存在的问题。
该文就是基于PLC控制在数控切割机床上的电气实现进行了探讨。
关键词:PLC;数控系统;数控切割机;梯形图;伺服系统中图分类号:TP311 文献标识码:A文章编号:1009-3044(2011)30-7534-02PLC-based Control System of CNC Cutting MachineCHENG Wei-quan(Hunan Kang and Industrial Co., LTD, Changsha 410013, China)Abstract: CNC cutting machine tools used in equipment manufacturing, engineering machinery manufacturing, shipping manufacturing industries such as DuoZhong machinery manufacturing industry, mechanical manufacturing scale in production, the original cutting equipment exists efficiency is low, the processing operation adjustment problems such as trouble, the application of the programmable controller to comprehensive control, in practice good have to settle nc cutter in control operation on the existing problems. This paper is based on PLC control in the numerical control of the electric realize cutting machine is discussed.Key words: PLC; numerical control system; nc cutter; ladder diagram; servo system随着我们国家工业化进程的加快,在装备制造业、工程机械制造业、船舶制造业,汽车制造业等多种机械行业的发展过程中,对切割设备需求有了更高的要求。
深圳市宏宇达数控技术 数控火焰、等离子切割机 电气综合控制系统 说明书
HYD CNC Technology CO.,LTDTel:+86-755-26625800Fax:+86-755-26729960数控火焰、等离子切割机电气综合控制系统使用说明书V-Ⅲ深圳市宏宇达数控技术有限公司2009-09-01前言目前,国内的数控等离子、火焰切割机产品正在飞速发展,但一直以来,生产数控切割机的各个厂家的控制电路都是按照各自的经验来进行设计生产,从来没有形成一个统一的标准。
本产品的设计充分考虑了数控切割设备的控制对象、控制方法、配套的数控系统;以设备的控制完善、安装简单、维修方便、较低的价格、较强的抗干扰能力、高可靠性为出发点,采用模块式的设计方法综合设计而成。
本系统的特点:1、根据数控火焰、等离子切割的特点,将必须使用的输入、输出口通过隔离方式直接和数控系统连接,数控接口的电平可以是低电平,也可以是高电平,输出口通过光藕隔离和数控系统连接,输入口通过继电器隔离方式和数控系统连接,因此可和目前国内常用的几种数控系统接口。
如EDGE系统、FASTCNC系统、FORAGE系统、海宝VIII 系统等2、既可配合速度控制方式的系统、也可配合位置控制方式的系统、用户只要根据本设计提供的接口定义就可实现两种控制功能。
能实现速度控制方式的真双边驱动和A/B相驱动3、可同时实现6个割枪的控制,原理上六个割枪即可以是等离子割枪,也可以是火焰割枪。
4、割炬高度的控制既可以不用调高器,也可以使用调高器,即可以是电容调高,也可以是弧压调高。
所有的控制对象和内部控制电路都是隔离的。
5、控制电路客户只需在外部安装一个由本公司提供的+12V和+24V电源,所有控制关系和操作功能全部由本电路板来实现,基本没有外部接线。
6、所有控制对象采用模块化设计方法,每一个割炬对应一个可插拔的模块,每个割炬的模块都相同,安装维护都非常方便。
7、控制对象的接口采用插拔式端子,并且将每个割炬的控制集中在一个指定的区域内,每个割炬的控制都有单独的可插拔的模块。
基于PC104和PCL6025B的数控切割机控制系统设计

一
1 系统结构
1 . 1 系统需求分析 进 行 数 控 切 割 机 控 制 系 统 的 设 计 前 ,需 要 考
虑设 备 的 实 际 情 况 ,充 分 考 虑 系统 的 有 利 和 不 利
因 素 。该 系统 具 有 以下 三 方 面 的特 性 : 1 ) 数 控 切
割 机 的 工 作 环 境 通 常 比较 恶劣 ,需 要 充 分 考 虑 系
一
安装灵活、可靠性高。运动控制芯片P C L 6 0 2 5 B 可以实现两轴运动控制,外围电路简单、可靠 性高 。P C 1 0 4 工控计算机 与运 动控制芯片P O L 6 0 2 5 B 之间通过 1 6 位数据总线进行通信 。在该系 统中P C 1 0 4 工控计算机完成系统界面、设备监控、指令发送与状态显示的等工作;P C L 6 0 2 5 B 完成切 割机切 割轨迹的 插补计算 ,数字脉 冲形成与输 出 ,控  ̄ U g t , 部数 字驱动器 ,实现对 伺服
目前 ,高 精 度 、高 性 能 的数 控 切 割 机 主 要 集
中 在德 国ME S S E R( 梅 塞 尔 ) 、美 国Hy p e r t h e r m ( 海 宝 )、 日本 T ANAKA ( 田 中 )和 德 国E S AB
( 伊 萨 )等 厂商 H 】 。我 国国 内的数 控 切割 机 在9 O 年 代 初 开 始 起 步 ,技 术 能 力 与 欧 美 国 家 的 产 品有 较 大差 距 。价 格 方面 ,国产 的数控 切 割机 价格 集 中在 三十 万 到 四十万 之 间;从 欧 美 国家进 口的高 性 能数 控切 割机 则 可达 百万 元 以上 。对 于 国内大 量 的中小
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
基于数控切割机的控制系统分析
摘要:数控切割机床应用于装备制造业、工程机械制造业、船舶制造业等多种机械制造行业,在机械制造规模生产中,原来的切割设备存在着加工效率低、操作调整麻烦等问题,应用可编程控制器来进行综合控制,在实际中较好得解决数控切割机在控制操作上存在的问题。
该文就是基于数控切割机的控制系统进行了探讨。
关键词:plc 数控系统数控切割机梯形图伺服系统
随着整个社会生产力的发展,数控切割机在船舶、汽车、石油化工和电子行业应用越来越广泛,自动化水平也越来越高”其中,控制系统无疑是切割机的核心,因此日益受到用户和切割机厂商的重视,从目前的数控切割机用户那儿得知,国外知名品牌仍占据大部分市场,但国内一些优秀的数控切割机生产商也开始使用自主生产的控制系统”众所周知,核心技术掌握的越多,把握市场的能力就会越大。
一、系统组成
(一)工作原理
数控切割机是一种机械加工业必须的生产设备,在装备和设备制造中,其主要承担的是原材料前期的加工。
工业切割一般有两种方式,一种是使用乙炔气割,另一种是等离子切割,本切割机设备所采用的是含有以上两种切割方式,针对不同厚度的板材,操作者可选用气割或等离子,以满足不同的切割工艺要求。
在工作中,可进行手、自动方式进行切换。
从图形库中选好所要求切割工件的图形
后,标定尺寸等相关参数后,按下启动,设备开始按照设定好的切割线路进行图形切割,其中抬枪、落枪、切割、小火等控制由系统和plc之间的信号传递来控制,自动完成所要求切割的图形。
(二)系统组成
为了完成切割工艺提出的要求,选用了台达es系列的可编程控制器,上海交大的sjtu-cnc数控切割系统,台达ab系列的伺服系统,割距控制采用常州海斯的升降头及弧压控制器、电容高度控制器。
二、系统软件
系统软件包括工件管理程序、管理软件及系统控制软件两部分,其中工件程序的管理软件实际上是一个小的文件管理系统,它能实现包括屏幕编辑、工件程序的存贮及调度管理以及外界的信息交换等各种功能。
系统的控制软件是一种前后台结构式的软件。
前台程序(即实时中断服务程序)承担了全部实时功能,而准备工作及协调处理则在后台程序(背景程序)中完成。
背景程序是一个循环运行的程序,在其运行过程中实时中断,服务程序不断插入,共同完成工件加工(即切割)功能。
在正常加工状态下,一个工件加工程序数据段经过输入由eprom或手动数据输入(mdi)译码及数据处理后,插补所需的各种参数均已准备好,如数据段起点、终点,按编程速度计算出的各档速度下的步长,以及编程的辅助功能编辑等均已送到了相应的工件寄存区,当数据处理结果、缓冲区中的插补信息及辅助功能送到相应的工作区后,实时中断服务程序即开始工
作,进行插补运算及辅助功能处理,同时背景程序预译下一段工件加工程序,并运行新数据处理和传送,由实时中断服务程序中的插补程序产生相应的轨迹信息送给伺服单元,分别指挥两坐标实现位置控制,通过这个过程的多次迭代,从而实现了工件加工的自动控制。
三、复合控制随动系统的构成
尽管理想模型在工程上是不能实现的,但毕竟能给出一个设计目标。
现根据前面所讨论过的理想模型,闭环控制基础上,引进一个按扰动进行调节的前馈补偿通道,于是就组成一个复合控制的随动系统。
通常被控对象至少包含着一个积分环节,按式(1~4)知,前馈补偿通道至少要具有一阶以上的微分作用。
为便于工程上的实现,通常是采用测速发电机之类的纯微分环节来充当,或者是在测速发电机的基础上引入适当的网络,以获得二次微分的作用。
四、调试要点
(1)检查电器柜的地线是否接地可靠;(2)检查电器柜内提供的电源是否稳压;(3)检查反馈微动开关的位置是否适当;(4)检查联接器的各接线点间是否短路;(5)电源联接,检查电柜反应是否正确。
在控制模态时,如出现故障,cnc报出故障代码,根据代码判断故障并及时排除。
五、同步调试
(一)首先把参数设置为非门架方式
调试之前,必须先将三轴的电机输出齿轮与执行齿条脱开,进行
模拟试验。
电机的转动方向和控制板上的开关操作方向要一致,若方向不正确,可以改变参数进行调整。
接通伺服模块电源,设定各轴参数。
cnc通电,对各轴的运行进行调整(此时x、y、w各轴均为独立轴显示,可以分别进行调整)。
(二)修改cnc参数为同步方式(设参数为双边驱动)
可用手动操作各轴运行,检查运行方向,看其是否符合要求。
检查x、w二轴的电机转动方向是否符合同步轴要求。
一切正常后才能将齿轮与执行齿条啮合。
六、控制技术研发部门必不可少
既然上面说到控制技术如此重要,那么作为一个成熟的切割企业的话,控制技术研发自然要放到十分突出的位置,不仅有利于控制技术的研究!开发,同时也可以对公司技术研发做一个相对合理的总结和管理”对此,我所在的企业就设立了数控技术研发部门,开发有用于平板数控切割的fastcam自动编程套料软件和fastcnc数控切割专家系统,用于管子相贯线切割的fastpbc/pipe/frame五轴联动的管子相贯线数控系统/管子切割软件/管架钢结构制造软件,以及用于平板坡口切割的fasctambveel平板坡口编程套料软件和fasftnc五轴联动坡口切割数控系统。
七、结束语
该系统应用了plc控制、数控技术、伺服驱动和切割高度控制器,通过系统集成提高了设备的自动化控制水平,达到了当今切割设备自动化控制的先进水准。
从现场加工情况看,完全满足了生产的控
制要求,控制系统经济实用、控制精度高以及符合国内操作习惯等的特点,使其具有广阔的市场前景。
参考文献:
[1]雷刚. 数控切割机图形显示与实时跟踪[d]. 西南交通大学2012
[2]胡明华. 基于pc104工控机的切割机数控系统研制[d]. 西南交通大学 2011
[3]施芸. 数控切割机工艺控制系统设计与制作[d]. 西南交通
大学 2011
[4]索建群. wkq数控切割机控制系统的安装调试[j]. 造船技术. 2006(03)
[5]袁泳. 数控切割机在机械制造中的应用[j]. 建设机械技术
与管理. 1997(06)。