电火花放电间隙状态检测模块的设计
电火花加工中间隙放电状态检测的一种新方法
电火花加工中间隙放电状态检测的一种新方法
耿春明;赵万生;赵家齐;刘晋春
【期刊名称】《电加工与模具》
【年(卷),期】2001(000)003
【摘要】在电火花加工中,间隙放电状态是伺服控制的依据,因此间隙放电状态的检测非常重要。
检测方法有很多,最常用的是间隙平均电压检测法和峰值电压检测法。
本文提出了间隙平均脉宽电压检测法,其构思巧妙,具有方法简单、检测准确、适用范围宽等优点。
【总页数】3页(P27-29)
【作者】耿春明;赵万生;赵家齐;刘晋春
【作者单位】哈尔滨工业大学;哈尔滨工业大学;哈尔滨工业大学;哈尔滨工业大学【正文语种】中文
【中图分类】TG66
【相关文献】
1.电火花加工放电间隙检测探究 [J], 周宏菊
2.电火花加工中放电间隙状态的识别技术研究 [J], 伍俊;李明辉
3.微细电火花加工间隙放电状态智能检测方法的研究 [J], 周明;贾振元;郭丽莎;王瑞利
4.一种检测电火花加工间隙状态的柔性方法 [J], 霍孟友;徐进强;史良君
5.多传感数据融合技术在微细电火花加工放电状态检测中的应用 [J], 裴景玉;高长水;刘正埙
因版权原因,仅展示原文概要,查看原文内容请购买。
电火花加工机床放电间隙的加工原理

电火花加工机床放电间隙的加工定义
标签:电火花加工机床|电火花加工|电火花成形加工电火花加工机床放电间隙指加工时工具和工件之间产生火花放电的一层距离间隙。
在加工过程中,则称为加工间隙S,它的大小一般在0.01-0.5mm之间,粗加工时间隙较大,精加工时则较小。
加工间隙又可分为端面间隙SF 和侧面间隙SL。
放电间隙,亦称过切量,加工中是指脉冲放电两极间距,实际效果反映在加工后工件尺寸的单边扩大量。
在电火花加工的实用过程中,粗加工采用长脉冲时间和高放电电流,既体现了速度高,又体现了损耗小,反映了加工速度和工具电极损耗这一矛盾的缓解。
但是,在精加工时,矛盾激化了。
为了实现小能量加工,必须大大压缩脉冲放电时间。
为达到脉冲放电电流与脉冲放电时间参数组合合理,亦必须大大压缩脉冲放电电流。
这样,不仅加大了工具电极相对损耗,又大幅度降低了加工速度。
对电火花成形加工放电间隙的定量认识是确定加工方案的基础。
其中包括工具电极形状,尺寸设计,加工工艺步骤设计,加工规准的切换以及相应工艺措施的设计。
微细电火花加工间隙放电状态智能检测方法的研究

— 18 —
反映实际状况 ,为此采用梯形隶属度函数分别对电
压和电流进行描述 。梯形隶属度函数的图形如图 4
所示 , 一般数学表达式为 :
(μ2
)
(2)
式中 : μi (μ1 ,μ2) 为第 i 条规则的前提隶属度 ;μAj 1/
(μ1) 为 μ1
输入的第
j
项模糊集AFra bibliotekj 1
所对应的隶属
度
;μA
k 2
(μ2
)
为
μ2
输入的第
k
项模糊集
A
k 2
所对应
的隶属度 。
模糊推理规则的模糊蕴涵关系也采用代数积的
运算关系 。
根据表 1 的模糊规则 ,使用以下的重心法模糊
© 1994-2010 China Academic Journal Electronic Publishing House. All rights reserved.
设计·研究 《电加工与模具》2005 年第 6 期
实际加工过程中 ,由于放电参数的设置不同以 及放电过程随机性等因素的存在 ,使得每次放电状 态的波形形状不一 ,放电状态交替出现的时间比例
— 17 —
© 1994-2010 China Academic Journal Electronic Publishing House. All rights reserved.
0 x < x 3 或 x > x 4
μA ( x ) =
电火花小孔加工间隙状态检测及伺服控制系统研究

摘要电火花加工技术是特种加工领域的一个重要研究方向,获得了许多国家的重视,并广泛应用于航空航天、医学、微电子器件等方面。
但是如何实现稳定和高效的加工一直是人们努力研究的方向。
电火花加工间隙状态的检测及伺服控制技术是制约电火花高效稳定加工的重要因素,因此研制出高精度间隙状态检测系统及适应能力强的伺服控制系统对于保障电火花加工性能具有重要的意义。
本文基于实验分析了电火花加工中各种间隙状态的特征,研究了电火花加工过程中各种间隙状态下电压、电流和频率变化规律,以此制定了可将间隙状态区分为开路、火花放电、电弧放电、短路、脉间等五种间隙状态的辨识原则:电压高代表开路状态;电压中、频率高则代表火花放电状态,电压中、频率低则代表电弧放电状态;电压为低、电流高则代表短路状态,电压低、电流低则代表脉间状态。
进而对间隙状态检测系统中各模块进行了设计,重点对火花放电和电弧放电区分模块进行了设计,搭建了可以准确识别五种间隙状态的新型间隙状态检测系统。
对自适应伺服控制系统进行了总体设计。
通过对晶体管电源模块、间隙平均电压检测模块和基于ARM的间隙状态概率统计模块进行设计,完成了伺服控制系统的硬件搭建。
将电火花加工间隙简化后建立其数学模型,确定了基于增量式PID的控制算法,并开发了上位机控制平台。
使用Simulink建立了电火花加工间隙的仿真模型,并通过设定不同的PID参数对间隙的进行了仿真分析,确定了合适的PID参数调节范围。
进行了间隙状态检测的实验研究。
通过实验验证间隙状态检测系统在RC 脉冲电源模式和晶体管电源模式下的准确性,并在各种脉宽的晶体管电源模式下采用间隙状态检测装置进行实验,分析了检测延迟时间和脉宽的关系。
通过单因素实验,分析了供电电压、峰值电流、材料对电火花放电状态变化的影响规律。
通过实验研究不同PID参数下加工速度与加工深度的关系,确定不同加工深度下的最优PID,制定了自适应PID伺服控制策略,通过实验证明了自适应PID伺服控制系统相比于无PID调节的控制系统能显著提升加工速度。
带电作业用火花间隙检测装置

带电作业用火花间隙检测装置引言在高压带电设备进行维护保养和检修时,为了保障工作人员的生命安全,需要使用特殊的工具和装置。
其中,带电作业用火花间隙检测装置是一种常用的工具。
本文将介绍火花间隙检测装置的原理、使用场景和操作步骤等相关信息。
原理火花间隙检测装置的原理基于火花放电的现象。
当两个金属电极之间的电压超过其击穿电压时,会产生放电现象,这时就会发出火花。
火花间隙是指两个金属电极之间的距离,正是火花通过的位置。
火花间隙的大小会影响到电器设备的安全运行状况。
火花间隙检测装置利用了这种现象。
在工作时,将电极放置在待测的金属表面上,并将电极中的电源打开,此时电极之间会产生火花,如果待测物表面与电极的距离符合安全标准,则电极之间会产生火花,反之则不会产生火花。
使用场景火花间隙检测装置通常使用在带电检修设备和高压绝缘安全检测等领域上。
在电力行业、机械加工行业和航空航天等领域应用广泛。
举例来说,在变压器检修时,需要对变压器高压绕组的绝缘状况进行检测。
而此时,为了避免直接接触带电设备,可以使用火花间隙检测装置进行安全检测。
操作步骤使用火花间隙检测装置需要遵循一定的操作流程,以保证测试的准确度和安全性。
具体操作步骤如下:1.选择适当的电极,以确保能够更精准地进行测量。
2.关闭电极的电源开关,将电极放置在待测的金属表面上,并确保电极与待测金属表面垂直放置。
3.打开电极的电源开关,此时电极之间会产生火花。
注意观察是否能够产生稳定、连续的火花放电。
4.测试完成后,关闭电极的电源开关,拿起电极并垂直放置,准备下一次使用。
带电作业用火花间隙检测装置是一种重要的安全工具,能够在带电检修设备和高压绝缘安全检测等领域中起到至关重要的作用。
本文介绍了其原理、使用场景和操作步骤等相关信息,希望对读者有所帮助。
电火花放电加工间隙状态检测方法综述
电火花放电加工间隙状态检测方法综述霍孟友 张建华 艾 兴(山东大学机械工程学院,济南250061) 摘要:间隙状态检测是电火花加工过程中极其重要的一个环节。
该文介绍了利用独立式脉冲电源进行电火花加工过程间隙状态检测的常用方法,分析了它们的实现原理与特点。
关键词:电火花加工;脉冲电源;间隙状态;放电脉冲 电火花放电加工过程,实质上是工具电极与工件之间放电间隙调整与控制的过程,通过调整间隙使加工稳定进行,最终达到要求的加工尺寸与精度。
要实现放电间隙的调整与控制,似乎需检测实际间隙值的大小,但间隙值的测量对放电间隙的调整与控制并没有太大的意义。
其原因在于随着加工过程的进行,加工介质的温度及介质中碎屑的浓度等在不断变化,致使加工介质的介电性能不稳定,把当前放电间隙值调整为其他稳定加工时刻的间隙值,并不一定能保证加工过程继续稳定进行。
在目前以常规物理方法检测间隙值困难且意义不是太大的情况下,对间隙的调整控制主要是通过放电间隙的工作状态检测间接实现的。
通过检测间隙电压、间隙电流或判别放电脉冲的有效性等,间接地获取间隙值合适、偏大、偏小或为零等间隙状态信息,为间隙调整、控制提供参数依据。
本文以放电脉冲分类为基础,综述了利用独立式脉冲电源完成电火花加工过程常用的间隙状态检测方法,分析了它们的实现原理与特点。
1 放电脉冲分类放电脉冲一般分为5种,其特点如下:(1)空载脉冲:间隙过大时,脉冲电源电压不能击穿间隙形成放电脉冲,间隙电压值为脉冲电源电压值,间隙中没有放电电流,波形中没有高频分量;它对工件没有去除作用,属于无效放电脉冲。
(2)火花放电脉冲:间隙值合适时,脉冲电源电压击穿间隙形成正常火花放电脉冲,间隙放电维持电压主要由工具电极、工件材料及工作液介质介电特性决定(一般在20~30V左右),放电击穿过程具有明显的延迟特性,波形存在振荡高频分量;电火收稿日期:2003-02-17花放电加工主要依靠它完成,属于有效放电脉冲。
模具火花机放电间隙状态的检测方法
模具火花机放电间隙状态的检测方法标签:模具火花机|首选鼎亿火花机是一种机械价格设备,主要用于电火花放电加工,广泛应用在各种金属模具、机械设备的制造中,它是利用侵在工作液中的两极间隙脉冲放电时产生的电蚀作用蚀除导电材料的特种加工方法,又称放电加工或电蚀加工。
模具火花机在加工过程放电间隙状态的检测方法有哪些呢?下面鼎亿数控火花机厂家小编来分享一些这方面的知识:1、击穿延时法:击穿延时法是根据模具火花机火花放电时存在一定的击穿延时时间,而电弧放电时一般没有击穿延时时间而设计的。
尽管它不能区分过渡电弧放电与稳定电弧放电,并且对单个脉冲内出现的放电状态转换不能有效地区分,但其优点是可对单个脉冲的放电状态进行判别,且检测电路为数字电路,抗干扰性及稳定性都很好,与电火花机床上的计算机控制系统连接也很方便。
2、高频检测法:高频检测法是通过间隙电压上高频分量的检测来区分火花机火花放电与电弧放电。
在模具火花机火花放电时,间隙电压存在着强而稳定的高频分量(频率从几兆到几十兆);而电弧放电时,间隙电压的高频分量很弱,甚至不存在。
因此可将间隙电压上的高频信号进行提取、放大、比较,作为区分火花机火花放电和电弧放电的依据。
这种方法不仅可区分火花放电和电弧放电,还可将电弧放电进一步区分为稳定电弧放电或是过渡电弧放电,但难以对单个脉冲的放电状态进行判断,且电路复杂、稳定性较差。
3、设置门槛电压法:从前面模具火花机放电间隙状态鉴别中可看到,火花放电与稳定电弧放电的单个脉冲是在实验室里被极精密的仪器测出来的。
在实际应用中会出现各种干扰,火花放电和稳定电弧放电的电压、电流特性相似,难以区分。
而且,即便被测到也没有标准可让计算机识别。
采用设置门槛电压法可解决这个问题。
电火花加工放电间隙检测探究
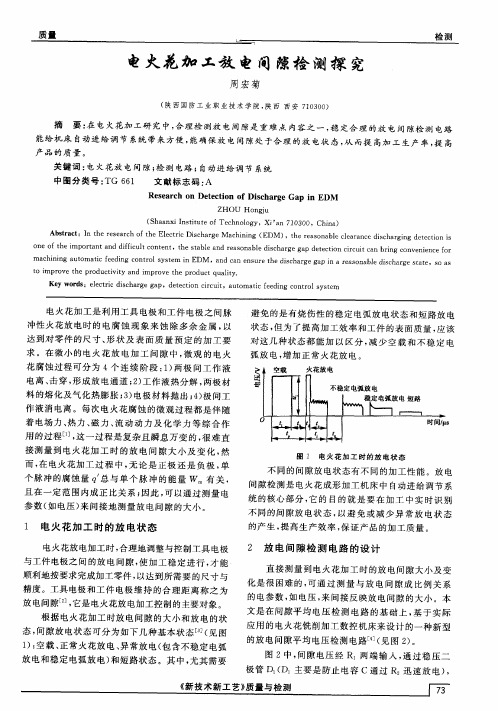
1 电 火 花 加 工 时 的 放 电状 态
的产生 ,提 高生 产效率 ,保 证产 品 的加工质 量 。
电火花放 电加工 时 ,合 理地调整 与控制工 具 电极 与工件 电极 之 间的放 电间 隙 ,使 加工 稳 定进 行 ,才 能 顺利 地按要求完 成加工零件 ,以达到 所需要 的尺 寸与 精度 。工具 电极 和工 件 电极 维 持 的合理 距 离称 之 为 放 电间隙 ,它是 电火花放 电加工 控制 的主要对 象 。
根据 电火 花加 工时 放 电间隙 的大 小和 放 电的状 态 ,间隙放 电状态 可分 为 如下几 种基 本状 态嘲 (见 图 1):空 载 、正 常火 花放 电 、异常放 电(包含 不稳定 电弧 放 电和稳 定 电弧放 电)和短 路状 态 。其 中 ,尤 其需要
2 放 电 间 隙检 测 电 路 的 设 计
图 2中 ,间 隙电压 经 R 两 端 输 入 ,通 过稳 压 二 极 管 DI(D1主要 是 防止 电容 C通 过 R 迅 速放 电),
新 技术 新工 艺》质 量 与检 测
新 技术新 工 艺 2016年 第 8期
图 2 放 电 间 隙平 均 电压 检 测 电路
利用 电阻 R 、电容 C组 成 滤波 电路 进 行 充 电 、滤 波 后获 取 间 隙 电压 平 均 值 ,并 由 电位 器 R 分 压 后 输 出 ,最 后 输 出 电压 通 过稳 压 二极 管 D 从 连 接 器 的 两 端输 出 ,并 由稳 压 二极 管 D。在 电路 中起 到 限压 作 用 。这里 连接 的 JP 端 口是 ±1O V 的 电压 。
图 l 电火 花加 工 时 的放 电 状 态
不 同 的间 隙放 电状 态 有不 同 的加工性 能 。放 电 间隙检测 是 电火花 成形 加工 机床 中 自动进 给调节 系 统 的核心 部分 ,它 的 目的就 是 要 在加 工 中实 时 识别 不 同的间 隙放 电状 态 ,以避 免 或减 少 异 常 放 电状 态
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
设计与研究电火花放电间隙状态检测模块的设计佛山科学技术学院 叶树林摘 要 本文设计的电火花放电间隙状态检测模块通过对间隙电压、电流及前一个间隙状态的判断,能够即时区分各种放电间隙状态,并通过对一段时间内出现某间隙状态的时间进行累计,来检测该间隙状态的发生率。
此外该模块还对间隙平均电压、峰值平均电压进行了检测。
Abstract The spark gap testing m odule designed in this paper can differentiate each spark gap states immediately by distinguishing the gap v oltage,gap current and last gap states,and test a certain gap state occurrence by adding up the time of this state occuring during a period.Otherwise,the average gap v oltage and average open circuit v oltage are measured in this m odule als o.关键词 电火花加工 放电间隙状态 检测1 概述在电火花加工中,放电间隙状态是进行伺服进给控制和脉冲电源自适应调整的基本依据,放电间隙状态的检测环节是电火花加工设备中一个必不可少的重要组成部分,它的性能好坏直接影响到加工过程的稳定性和加工质量。
然而,间隙的火花放电又是一个十分复杂的过程,影响因素多,随机性强,对它的检测较为困难。
目前,电火花放电间隙状态的检测已成为各种电火花加工设备研制开发过程中不可回避的难点之一。
因此,研制一种通用化的电火花放电间隙状态检测模块,对于电火花加工设备开发过程中减少重复性劳动、缩短开发周期、提高设备性能等都具有重要意义。
2 模块的功能设计为了满足不同类型和层次的电火花加工设备对放电间隙状态检测的需求,使所设计收稿日期:1999-04-16的放电间隙状态检测模块具有较好的通用性,本模块中设计了以下检测内容:(1)间隙平均电压检测,以模拟电压方式输出。
(2)峰值平均电压检测,以模拟电压方式输出。
(3)短路状态检测,以开关量输出。
(4)短路率检测,以数字量的形式通过并行接口输出。
(5)开路状态检测,以开关量输出。
(6)开路率检测,以数字量的形式通过并行接口输出。
(7)火花放电状态检测,以开关量输出。
(8)火花放电率检测,以数字量的形式通过并行接口输出。
(9)电弧放电状态检测,以开关量输出。
(10)电弧放电检测,以数字量的形式通过并行接口输出。
3 放电间隙状态检测的基本原理在电火花加工过程中,一般认为存在4种典型的放电状态,即开路、短路、火花放电、电弧放电(包括过渡电弧放电和稳定电弧放电),再加上脉冲间隔共5种状态。
它们的电流电压波形图如图1所示。
从图中可看出,开路、短路、脉冲间隔及放电(火花放电、电弧放电)4种状态的电压电流的幅值特征存在着较明显的区别,利用间隙电压电流的幅值可较准确地加以区分。
但是火花放电和电弧放电这两种状态的电压电流幅值特征比较接近,如果仅用电压和电流的幅值来区分这两种状态就比较困难,因为火花放电和电弧放电时间隙电压和电流幅值差别很小,而且随着工艺规准的变化还在一定范围内波动。
图1 电火花加工中5种典型间隙状态的波形图目前,区分火花放电和电弧放电的主要方法有:高频检测法和击穿延时检测法。
高频检测法是通过对间隙电压上高频分量的检测来区分火花放电与电弧放电的,因为在火花放电时,间隙电压存在着强而稳定的高频分量(频率从几兆至几十兆),而电弧放电时,间隙电压的高频分量很弱甚至不存在,因此可将间隙电压上的高频信号进行提取、放大、比较,作为区分火花放电和电弧放电的依据。
该方法的优点是不仅可区分火花放电与电弧放电,而且还可将电弧放电进一步区分为稳定电弧放电或过渡电弧放电,但是该方法难以对单个脉冲的放电状态进行判别,而且电路复杂、稳定性较差。
击穿延时检测法的依据是火花放电时存在一定的击穿延时,而电弧放电时一般没有击穿延时,因此通过判断放电时是否存在击穿延时,就可将火花放电与电弧放电区分开来。
击穿延时检测法的优点是可对单个脉冲的放电状态进行判别,且检测电路为数字电路,抗干扰性能及稳定性都较好,与电火花加工设备上的计算机控制系统的连接也很方便。
该方法的缺点是不能对过渡电弧放电与稳定电弧放电作进一步的区分,并且对单个脉冲内出现的放电状态转换不能有效区分,不过这种情况出现的几率较小。
本模块是采用击穿延时检测法来区分火花放电和电弧放电的,它的基本原理图如图2所示。
首先,把间隙电压U 和间隙电流I图2 电火花放电间隙状态检测原理图的幅值与参考电压U ref 和参考电流I ref 进行比较,对比较结果进行译码,可将间隙放电状态划为开路、短路、脉冲间隔与放电(包括火花放电、电弧放电)4种状态(见下表)。
放电间隙状态与间隙电压、电流状态对照表放电间隙状态间隙电压U间隙电流I脉冲间隔00短路01开路10放电(包括:火花放电、电弧放电)11 为了进一步区分火花放电和电弧放电,通过对这两种放电状态的进一步分析发现,一般情况下,如果在脉冲间隔状态后出现一个开路状态(即击穿延时),再进入放电状态,则该放电状态为火花放电,而从脉冲间隔状态直接进入放电状态,则该放电状态为电弧放电。
因此本设计中采用时序数字电路将放电状态的前面状态引入,作为进一步区分火花放电与电弧放电的依据。
在图2中,D 触发器的复位端接译码器的“脉冲间隔”输出端,触发脉冲CP 端接译码器的“开路”输出端,D 端和 Q 端短接。
当出现脉冲间隔状态时,D 触发器被复位,Q =0,D = Q =1。
当发生电弧放电时,译码器的“放电”输出有效,由于在此之前“开路”输出无效,即没有触发脉冲,D 触发器状态保持不变,此时与门1被关闭,与门2打开,“电弧放电”(即与门2输出)有效;当发生火花放电时,先是“开路”输出有效,D 触发器被触发,Q =1,D = Q =0,此时与门1被打开,与门2被关闭,接着“放电”输出有效,经与门1使“火花放电”输出有效。
由于D 触发器可以选用高速器件,因此即使火花放电的击穿延时很短(如几十纳秒),也可被检测出来。
4 放电间隙状态检测模块的电路设计图3是本模块的电路结构框图。
由平均电压检测电路、峰值平均电压检测电路、状态差别电路、时钟发生电路、计数电路、锁存输出电路、并行输出接口电路和脉冲接口电路等部分组成。
平均电压检测电路由分压电路和滤波电路构成,它的输出反映了一段时间内间隙电压的平均情况。
峰值平均电压检测电路由肖特基二极管、分压电路和滤波电路构成,它的输出反映了一段时间内开路状态的平均情况。
状态判别电路根据间隙电压和电流,可对间隙的放电状态进行实时判别,并以开关量表示,它的构成及工作原理在前面已有叙述。
图3 放电间隙状态检测模块的电路结构框图图3中的时钟发生电路、计数电路是为了检测短路率、开路率、火花放电率和电弧放电率而设计的。
这里以短路率的检测来说明它的工作原理。
采样周期计数器输出周期的脉冲信号,该脉冲信号将各计数器的计数值锁存在相应的锁存器中,并复位各计数器。
计数器1的启停受状态判别电路输出的“短路”状态控制。
当发生短路状态时,状态判别电路输出的“短路”状态信号有效,计数器1开始对时钟发生电路产生的脉冲计数;而在其他状态时,“短路”信号无效,计数1停止计数,因此计数器1的计数值反映了出现短路状态的时间。
若在一个采样周期内,出现短路、开路、火花放电和电弧放电的时间分别为t s 、t o 、t e 和t a ,设T =t s +t o +t e +t a ,则短路率、开路率、火花放电率和电弧放电率分别为: s =t s /T 、 o =t o /T 、 e =t e /T 和 a =t a /T 。
由于周期采样计数器的启停受“脉冲间隔”状态信号的控制,当“脉冲间隔”状态信号输出有效时,停止计数,否则开始计数。
因此,T 等于采样周期计数器的最大计数值,是一个常数,t s 、t o 、t e 、t a 与 s 、 o 、 e 、 a 具有相同的含义。
以数字量表示的短路率、开路率、火花放电率和电弧放电率被锁存到锁存器1至4后,可通过并行输出接口被上位系统读取。
在本模块中,各计数器采用16位二进制计数器,采样周期计数器的最大计数值设计为10000,时钟信号的频率有10MH z 、1MH z 、100kH z 三种,可通过跳线选择,相应的时间分辨率和采样周期分别为:0.1μs/1ms 、1μs/10ms 和10μs/0.1s ,可根据实际加工时的电参数规准进行合理选择。
5 结束语本文设计的放电间隙状态检测模块能够即时地对绝大多数的放电间隙状态进行正确的识别,并且检测内容全面、接口形式多样。
虽然该模块对于一些极特殊的间隙放电状态(如在一个脉冲内从火花放电转换到电弧放电)还不能有效的识别,但从实际应用角度出发,该模块仍可以满足很多情况下的需求,对于简化电火花加工设备电控系统的设计,缩短研制开发周期,具有较大的实用价值。
电火花线切割加工CAD/CAM系统与自动编程关键技术天津大学 薛欣伟 曾周末 饶 键摘 要 以电火花线切割机改造为目标,针对目前电火花线切割加工自动编程系统的不足,提出了电火花线切割C AD/C AM集成技术,介绍了系统结构,并重点阐明了自动编程中自动寻迹、加工方向自动判别和刀具轨迹自动补偿等关键技术,实践证明是行之有效的。
Abstract Aiming at im proving the WE DM machining,this paper presents the integration of C AD/C AM technique applicable to WE DM machining.The system architecture is introduced,and the key techniques in the process of automatic programming such as automatic path planning,automatic direction judgement,and automatic com persation of cutter path are dealt with in this article.These techniques prove effective in real machining.关键词 电火花线切割加工 C AD/C AM 自动编程1 引言近年来,数控加工技术正发生着巨大的变化,原有的单机数控系统正逐渐被以微机为核心的群控系统(DNC)所取代,复杂烦琐的手工计算编程也正向图形化自动编程过渡。