检测质量控制图.doc
质量检验(检测)过程控制程序文件
质量检验(检测)过程控制程序1 目的为确保过程中产生的自制零(部)件、外购件、外协件、原辅材料及最终的成品符合规定的技术标准和满足顾客的要求,而对制造过程中的质量监控作出具体的规定。
2 范围适用于最终产品及所需的自制零(部)件、外购件、外协件、原辅材料实物质量的监控过程中符合质量/环境/职业健康安全管理活动要求。
3 引用标准下列文件中的条款通过本标准的引用而成为本标准的条款。
凡是注日期的引用文件,其随后修订版均不适用于本标准,然而,鼓励根据本标准达成协议的各方研究是否可使用这些文件的最新版本。
凡是不注日期的引用文件,其最新版本适用于本标准。
Q/HZK526《质量/环境/职业健康安全管理手册》Q/HZK611《外部供方评定控制管理Q/HZK504《合同评审和协调程序》Q/HZK517 检验和试验状态控制Q/HZK509 产品标识和可追溯性控制Q/HZK527 顾客财产控制Q/HZK512 检验和试验设备控制Q/HZK515 检验、测量和试验控制Q/HZK520 产品防护控制Q/HZK518 不合格品控制Q/HZK519 事件、不符合预防措施及改进控制程序Q/HZK443 外购外协件、原材料检验规定Q/HZK417 紧急放行追回程序Q/HZK442 外购外协件、在制品、成品抽样检验规定Q/HZK428 质量检验记录管理办法Q/HZK666 改进控制程序Q/HZK533 过程的监视和测量控制程序4 职责4.1技术质量管理部(质保部)负责过程中产生的自制零(部)件、外购件、外协件、原辅材料及最终的成品符合规定性的技术标准和满足顾客的要求控制。
4.2综合运行管理部(生产计划部、物资供应部)负责生产制造过程、物资采购过程中按符合规定的技术标准(技术图纸、工艺、原辅材料标准等)的自制零(部)件、外购件、外协件、原辅材料及最终的成品符合规定性的技术标准和满足顾客要求的过程控制。
4.3技术质量管理部(各项目开发室)负责提供产品过程中产生的自制零(部)件、外购件、外协件、原辅材料及最终的成品符合规定性的技术标准及检验(检测)细则(规定)。
临床生物化学检验质量控制流程图
临床生物化学检验质量控制流程临床生化检验室全面质量控制(TQC)是利用现代科学管理的方法和技术检测分析过程中的误差,控制与分析有关的各个环节,确保实验结果的准确可靠。
一、分析前质量保证(一) 人员的素质和稳定性凡进入生化专业的工作人员上岗前应培训,了解本专业的实验室工作流程,掌握各种设备的操作、维护、保养,熟练应用实验室LIS系统,掌握各项目检测原理及影响因素,熟练应用比对方法。
(二) 实验室的设置和工作环境实验室布局合理,环境整洁,仪器间应进行防尘处理,温度15~30°C,相对湿度<65%。
(三) 实验仪器的质量保证1. 分析仪器的性能检查1.1 波长校正在更换光源灯、重新安装、搬运或检修后,以及仪器工作不正常时,都要进行波长校正。
就是正常工作的仪器,每隔一个月也要检查一次,这样才能保证读数与通过样品的波长符合,保证仪器的最大灵敏度。
1.2 线性检查包括仪器线性及测定方法线性两个方面的检查。
线性误差表现为溶液的浓度与吸光度不成线性关系,出现正偏离或负偏离的现象。
这种偏离,一是溶液本身不符合比耳定律,此现象叫做化学偏离;二是仪器本身各种因素的影响,使吸光度测定值与浓度之间不成线性关系,这种现象叫做仪器偏离。
仪器偏离的因素很多,如杂光、有限宽带、检测器噪声、环境条件的变化、波长的变动、比色杯的误差、辐射光的非平行性、检测器本身的非线性等。
1.3 稳定性检查当电源电压在220~230V围变化时,仪器读数漂移不应超过透光度标尺上限值的±1.5%。
在电源电压不变的条件下,在3分钟其读数漂移不应超过标尺上限值的±0.5%。
1.4 重复性检查在波长、工作状态、电源电压、比色杯等合格的前提下,可进行重复性检查。
用重铬酸钾溶液(30、60、90、190mg/L)在波长440nm,将各浓度管连续测3~5次,各浓度管中最大差值误差小于1%T为合格。
1.5 灵敏度检查将重铬酸钾液配制成30和32.5mg/L及120和122.5mg/L的4种应用液(浓度差两组各为2.5mg/L)。
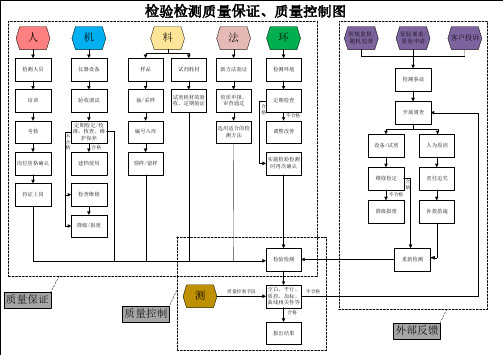
检验检测质量保证、质量控制图
定期检查 合 格
不合格
调整改善
领样/留样
实施检验检测 时再次确认
检测事故
开展调查
设备/试剂
人为原因
维修检定 合 格
不合格
降级报废
责任追究 补救措施
质量保证
质量控制
检验检测
测
质量控制手段
空白、平行、 不合格 质控、加标、 曲线相关性等
合格
报出结果
重新检测
外部反馈
人
机
检测人员
仪器设备
培训
验收调试
考核 岗位资格确认
定期检定/校
准、核查、维
不 护保养
合
格
合格
建档使用
持证上岗
检查维修
降级/报废
检验检测质量保证、质量控制图
料
法
环
常规 监督/ 随机 监督
复验 要求/ 复验 申请
客户投诉
样品
试剂耗材Hale Waihona Puke 新方法验证检测环境
抽/采样 编号入库
试剂耗材的验 收、定期验证
资质申报、 审查通过
(三)血常规检验的质量控制流程图

血常规检验的质量控制流程1目标使血常规检验的受到全程质量控制,确保检测结果准确性。
2质量控制血常规检验质量控制分为:分析前、分析中和分析后3个方面。
2.1血常规检验分析前的质量控制2.1.1检验单的申请:检验申请单中应包含足够的信息 ,如患者的、年龄、性别、住院科室、床号、疾病的诊断 ,可能干扰实验结果的服药史、特殊的病理变化 ,与血常规检验有关的既往史等患者信息 ,以便检验人员查对。
申请的检验项目应准确无误 ,如需特殊检验应注明。
2.1.2患者的准备:许多生理因素可引起血细胞数的改变 ,如剧烈运动、饱餐、饥饿、紧等 ,常使白细胞数增加 ,所以在采血前应尽量避免这些生理因素的影响。
在采血前患者应把自己的生理状态、病理状态告知医生 ,以便确定最佳的采血时间。
2.1.3标本的制备:高质量的标本是保证检验结果准确、可靠的前提 ,其最基本的要保证血液标本中各项细胞形态的完整。
2.1.4标本的采集2.1.4.1详见《检验科标本采集手册》2.1.4.2抗凝剂:血常规标本必须经抗凝剂抗凝处理。
2.1.4.3标本采集后,立即将抗凝标本轻轻180度混匀8-10次。
最后再次核对病人和。
2.1.5标本的运输和储存:采血完成后应尽快检测,,尽量减少运输和储存的时间。
因为标本储存过程中 ,血细胞的代活动、蒸发作用和升华作用、化学反应、微生物降解等因素会直接影响标本的质量。
如不能及时送检的标本,应在4-8℃低温保存,但不要超过4小时。
3血常规检验分析中的质量控制3.1测定时间对标本的影响3.1.1标本取好后 ,放置的时间长短会对标本的质量产生影响。
有研究表明 ,用 EDTA 抗凝的静脉血标本 ,在标本收集后的 8h (室温)检测 ,可以得到最佳的检测结果。
白细胞分类可稳定 6~8h ,但 2h 后粒细胞形态即有变化 ,故做镜检分类者应及早分血片。
如果不需要血小板和白细胞分类的准确数据 ,则标本可以在 2~8 ℃的条件下保存24h。
分析测试中质量控制图的绘制
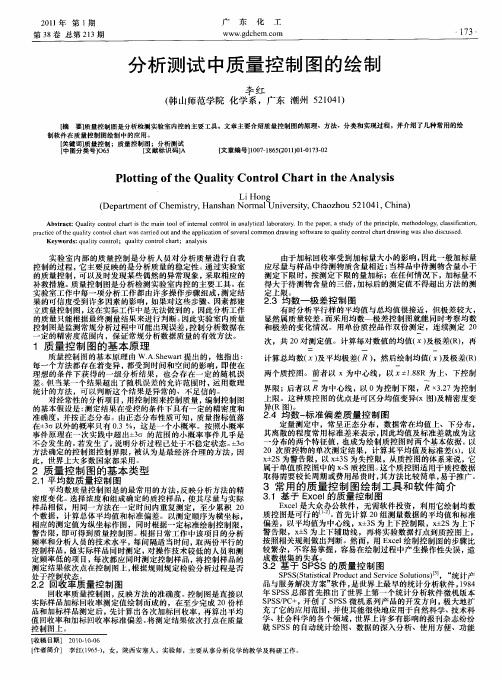
控制样 品, 随实 际样 品同时测定 , 对操作技术较低的人员和测 定频 率低 的项 目, 每次都应 同时测定控制样 品, 将控制样 品的
22 回收率质 量控 制 图 .
测 定 结果 依 次 点在 控 制 图 上 , 据 规 则 规 定 检 验 分 析 过 程 是 否 根 处于控制状态 。
21年 第 1 01 期
广
东
化
工
13 7
第3 8卷 总第 2 3期 1
Hale Waihona Puke Ⅵ v g c e c m n w.d h m. o
分 析 测 试 中质 量 控 制 图 的绘 制
李红 ( 山师范 学 院 化 学系 ,广东 潮 州 5 14 ) 韩 20 1
【 摘 要1 质量控 制 图是 分析检 测 实验 室 内控的 主要 工具 ,文章 主要 介绍 质量 控制 图 的原理 、方 法、分 类和 实现 过程 ,并介 绍 了几种 常 用的绘
实验 室 内部 的质量 控制是分析 人员对分析 质量进行 自我 控制 的过程 , 它主要反映的是分析质量的稳定性 。 通过实验室 的质量控制 , 可以及时发现某些偶然的异常现象 , 采取相应的 补救措施 。 质量控制图是分析检测实验室 内控 的主要工具 。 在 实验室工作 中每一项分析 工作 都 由许多操作 步骤组成 , 定结 测 果 的可信度受到许多因素 的影响 , 如果对这些步骤、因素都建 立质量控制 图, 这在实际工作中是无法做到的 , 因此分析工作
质量检测-图纸

9
10
11
12
13
14
UE4
15
UE3
6 >>
Seite 5 von 11
0
1
2
3
-G1BG1
24V
BN
-G1BG2 Q
BK
-Q
WH
BU 0V
24V
BN
-G1BG3 Q
BK
WH
BU 0V
G1BG2
24V
BN
-G1BG4 Q
BK
-Q
WH
BN 24V
Q
BK
Q-
WH
BU 0V
BU 0V G1BG3
G1BG1
X1
x1
x1
24VA
x2
x2
11
S1
12 14
Diese Zeichnung ist Eigentum der Festo Didactic SE
X2 X3 X4
<< 3 Datum 08.06.2017 Bearb. muse Gepr. Ze.Nr.
Festo Didactic SE Rechbergstraße 3 D-73770 Denkendorf
Stopper einfahren
Height of workpiece not correct
Conveyor 1: reverse 2: forward
advance
retract
feed separator stopper
Modul Band digital -G1
8038623
Conveyor
3
Q1 ye
4
I2 gy
质量控制流程图
质量控制流程图质量控制流程图是一种图形化的表示方式,用于描述质量控制过程中涉及的各个环节和步骤。
它能够清晰地展示质量控制的流程和关键节点,帮助团队成员理解和执行质量控制工作。
下面是一个标准格式的质量控制流程图的示例,以便更好地理解和应用。
质量控制流程图1. 质量控制流程概述质量控制流程是指在产品或服务的生产过程中,通过一系列的控制措施和方法,确保产品或服务符合预期的质量标准和要求。
质量控制流程图能够帮助我们清晰地了解和把握质量控制的全过程,从而提高产品或服务的质量和客户满意度。
2. 质量控制流程图示例```开始 -> 定义质量标准 -> 制定质量控制计划 -> 确定质量控制方法 -> 实施质量控制 -> 监控质量 -> 分析质量数据 -> 纠正和预防措施 -> 结束```2.1 开始在质量控制流程图中,开始节点表示质量控制的起始点,即开始进行质量控制的工作。
2.2 定义质量标准在这一步骤中,需要明确产品或服务的质量标准和要求,包括性能、功能、可靠性等方面的指标。
2.3 制定质量控制计划根据质量标准和要求,制定相应的质量控制计划,明确质量控制的目标、方法和时间计划等。
2.4 确定质量控制方法根据质量控制计划,确定适合的质量控制方法,包括抽样检验、测试、评估等。
2.5 实施质量控制按照质量控制计划和方法,进行质量控制的具体操作,包括收集样本、进行检测、评估产品或服务的质量等。
2.6 监控质量在质量控制过程中,需要不断地监控产品或服务的质量,以确保其符合质量标准和要求。
2.7 分析质量数据通过对质量数据的分析,了解产品或服务的质量状况,发现问题和改进的机会,并作出相应的决策。
2.8 纠正和预防措施根据分析结果,采取纠正措施解决质量问题,并制定预防措施,避免类似问题再次发生。
2.9 结束质量控制流程的最后一步是结束节点,表示质量控制工作的完成。
3. 质量控制流程图的应用和好处质量控制流程图可以应用于各个行业和领域,帮助组织和团队实施有效的质量控制工作,提高产品或服务的质量和客户满意度。
如何制作检验科质控图
cv 计算公式为:
s cv = ── x 100 % x
通过上表,计算S/CO值的均值(x),标准差(s)和变异系数(cv)
x =1.72
s =0.29
cv =16.9%
根据以上数据绘制室内质控框架图, 开始质量控制
次数 21 22 23 24
日期 7.4 7.7 7.8 7.11
质控血清 OD 0.160 0.190 0.200 0.228
• SI上限=
X
最大值
– X
S
• SI下限= X - X最小值
S
• 将SI上限、SI下限与SI值表中的数字比 较。
SI值表
N 3 4 5 6 7 8 9 10 11 n3s 1.15 1.49 1.75 1.94 2.10 2.22 2.32 2.41 2.48 n2s 1.15 1.46 1.67 1.82 1.94 2.03 2.11 2.18 2.23 N 12 13 14 15 16 17 18 19 20 n3s 2.55 2.61 2.66 2.71 2.75 2.79 2.82 2.85 2.88 n2s 2.29 2.33 2.37 2.41 2.44 2.47 2.50 2.53 2.56
在第5次测定后,按上法计算:
n=5 1.09 1.71 1.81 1.81 1.90 X=1.66, S = 0.33 SI下限= 1.66-1.09 =1.73 0.33 SI上限= 1.90-1.66 =0.73 0.33 查SI值表: n=5时, n2s=1.67, n3s=1.75
n2s(1.67)< SI下限(1.73)< n3s (1.75), SI下限值在n2s和 n3s之间,说明该值在2s~3s范围,处于“告警”状态, 故本次数据及同时测定的样本结果应弃去后重新测定。
质量控制图
目
录
质量控制图的原理 一、质量控制图的原理 二、质量控制图的种类 三、质量-极差控制图 六、质量控制图的分析 七、质量控制图在啤酒分析中的应用 八、质量控制图对于仪器分析工作的指导作用
4
一、 质量控制图的原理
质量控制图是假设分析测试处于受控状 质量控制图是假设分析测试处于受控状 态时, 态时,总体分析数据的质量特性呈正态分布 N(μ 其图形来自于正态分布曲线图。 N(μs2 )。其图形来自于正态分布曲线图。 当将正态分布图按顺时针方向旋转90 90° 当将正态分布图按顺时针方向旋转90°,再 上下翻转180 180° 即成为图1的质控基本图 上下翻转180°时,即成为图1的质控基本图 由正态分布性质可知, 形。由正态分布性质可知,质量指标值落在 3s以外的概率只有0.27%,这是一个小概 以外的概率只有0.27%, ±3s以外的概率只有0.27%,这是一个小概 按照小概率事件原理, 率。按照小概率事件原理,在一次实践中超 3s的范围的小概率事件几乎是不会发 出±3s的范围的小概率事件几乎是不会发 生的。 生的。
11
这五条线是通过搜集过去在测试稳定状态下 某一段时间的数据计算出来的。使用时, 某一段时间的数据计算出来的。使用时,定时抽 取样本, 取样本,把所测得的质量特性数据用点子一一描 在图上。根据点子是否超越 是否超越上 在图上。根据点子是否超越上、下控制线和点子 的排列情况来判断测试过程是否处于正常的控制 状态。 状态。
17
18
19
(2)计算各组平均值和极差 x = ∑ xi , R = xmax − xmin (3)计算 x的平均值和R
20
16.652 x= = = 0.833 k 20 (4)计算UCL、CL和LCL
质量控制流程图
质量控制流程图质量控制是一个关键的环节,它在产品或服务的生命周期中起着至关重要的作用。
质量控制流程图是一种图形化的方式,用于展示质量控制的各个步骤和流程。
以下是一个标准格式的质量控制流程图,详细描述了质量控制的流程和相关数据。
1. 质量控制流程图概述质量控制流程图是质量管理团队用于指导和监控质量控制活动的重要工具。
它包含了以下几个主要步骤:质量计划、质量保证、质量控制和质量改进。
每个步骤都有特定的任务和相应的数据收集和分析。
2. 质量计划阶段在质量计划阶段,质量管理团队制定质量目标和计划,确定质量控制的关键指标和标准。
这个阶段包括以下步骤:- 确定质量目标:根据产品或服务的要求和客户的需求,制定具体的质量目标,例如产品的准确性、可靠性和性能等。
- 制定质量计划:确定实施质量控制所需的资源、时间和方法。
制定检测和测试的计划,并确定质量控制的责任人和时间表。
3. 质量保证阶段在质量保证阶段,质量管理团队执行质量计划,并确保质量标准得到满足。
这个阶段包括以下步骤:- 资源准备:为质量控制活动准备必要的资源,包括设备、人员和材料等。
- 实施质量控制:根据质量计划中确定的方法和时间表,进行产品或服务的检测、测试和评估。
- 数据收集和分析:收集质量控制活动中产生的数据,并进行统计和分析,以评估产品或服务的质量水平。
4. 质量控制阶段在质量控制阶段,质量管理团队对产品或服务进行实时监控和调整,以确保其符合质量标准。
这个阶段包括以下步骤:- 监控质量:通过抽样和检测等方法,对产品或服务进行监控,以及时发现和纠正质量问题。
- 质量调整:根据质量监控的结果,对生产过程进行调整和改进,以提高产品或服务的质量水平。
- 反馈和报告:及时向相关部门和人员提供质量控制的结果和报告,以便他们了解产品或服务的质量状况。
5. 质量改进阶段在质量改进阶段,质量管理团队根据质量控制的结果和反馈,对质量控制流程进行改进和优化。
这个阶段包括以下步骤:- 分析问题根因:通过数据分析和问题追踪,确定质量问题的根本原因。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
检测质量控制图1 质量控制样的测量及参数计算l.1 质量控制样的选用原则和要求l.1.1 质量控制样的选用原则(1)质量控制样的组成应尽量与所要分析的待测样品相似。
(2)质量控制样中待测参数应尽量与待测样品相近。
(3)如待测样品中待测参数值波动不大,则可采用一个位于其间的中等参数值的质量控制样,否则,应根据参数幅度采用两种以上参数水平的质量控制样。
l.1.2 对质量控制样的要求(1)测量方法与待测样品相同。
(2)与待测样品同时进行测量。
(3)每次至少平行测量两次,测量结果的相对偏差不得大于标准测量方法中所规定的相对标准偏差(变异系数)的两倍,否则应重做。
(4)为建立质量控制图,至少需要积累质量控制样重复实验的20个数据,此项重复测量应在短期内陆续进行,例如每天测量平行质量控制样一次,而不应将20个重复实验的测量同时进行,一次完成。
(5)如果各次测量的时间隔较长,在此期间可能由于气温波动较大而影响测定结果,必要时可对质量控制样的测定值进行温度校正。
1.2测量数值的积累及参数的计算l.2.1 测量数值的积累当质量控制样的测量数据积累至20个以上时,即可按下列公式计算出总均值X、标准偏差s(此值不得大于标准测量方法中规定的相应参数水平的标准偏差值)、平均极差(或差距)R 等。
式中,X i和X为平行测量控制样的测量值和平均值。
l.2.2 质量控制图的参数的计算各种类型的质量控制图的基本参数计算公式列入表1。
表中给出的是3σ控制限的计算公式,有时用2σ控制限,因此使用时应注意二者的换算。
表1 质量控制图的参数计算公式控制图类型中心线3σ控制限平均值±A 1或±A 2标准偏差B 2(下)和B 4(上)极差D 3(下)和D 4(上)当样本大小相同时,即各组由相同数目的观测值构成时,系数A l,A2;B2,B4,D3,D4的数值列于表2。
表2 系数数值表每组观测值个数平均值图标准偏差图极差图变换因子 n A1 A2 B2 B4 D3 D4nn1234567891011121314153.7502.3941.8801.5961.4101.2771.1751.0941.028O.9730.925O.884O.8480.8181.8801.0230.7290.577O.4830.4190.373O.337O.308O.2850.2560.2490.235O.223O0.030O.1180.1850.239O.284O.3210.3540.382O.406O.4283.2672.5682.2662.0891.9701.8831.8151.7611.7161.6791.6461.6181.5941.572OO0.0760.1360.184O.223O.258O.2840.308O.3280.3483.2672.5752.2322.1152.0041.9241.8641.8161.7771.7441.7161.6921.6711.6520.70710.8165O.8660O.89440.9129O.9258O.93540.9428O.9487O.95350.95740.96080.9636O.96612 质量控制图的绘制及使用方法2.1 质量控制图的基本组成及绘制原理2.1.1 质量控制图的基本组成见图1(1)预期值----即图中的中心线。
(2)目标值----即图中的上、下警告限之间的区域。
(3)实际值的可接受范围----即图中的上、下控制限之间的区域。
(4)辅助线----上、下各一线,在中心线两侧与上、下警告限之间各一半处。
2.1.2 质量控制图的绘制根据测定质量控制样积累数据计算的X与s或R,绘制成所需的质量控制图。
随后将制图所依据的各原始数据顺序点在图的相应位置上。
(1)如其中有超出控制限者予剔除。
如剔除的数据较多使其总数少于20个时,尚需补充新的测量数据,重新计算各参数并绘图,再同样点上各数据。
如此反复进行,直至落在控制限内的数据≥20个为止。
(2)落在X±s(或X±1/3A2R)范围内的点数应该占总数的68%。
如落在此范围内的点数少于50%,则由于分布不合适,此图不可靠。
(3)连续七点位于中心线的同一侧,表示所得的数据失控,此图不适用。
出现上述任何一种情况时,均需查明原因,加以纠正,然后继续测定和积累更多数据,重新计算和制图,直至其分布合适为止。
质量控制图绘成后,应表明绘制该图的有关内容和条件,如测定项目、测定方法、实验温度、控制指标、操作人员和绘制日期等。
(4)用以绘制质量控制图的合格数据(即“处于控制状态”的数据)愈多,则该图的可靠性愈大。
因此,在质量控制图的使用过程中,还应通过积累更多的合格数据,如以每增加20个数据为一单元,逐次计算新的X来调整中心的位置以不断提高其准确度;逐次计算新的控制限来调整上、下控制限的位置以不断提高其灵敏度,直至中心线和控制限的位置基本稳定为止。
2.2 质量控制图的使用根据日常工作中该项目的测量频率和测量人员的操作熟练程度,每间隔适当时间,取两份平行的质量控制样,随样品同时进行测定;对于操作不熟练的测量人员和测定频率低的项目,每次都应同时测定质量控制样,如果某质量控制图的使用期较长,在此期间的气温变化较大而对质量控制样的测定值有影响,可对各次测定值进行温度校正,将测定所得结果点在该测量项目质量控制图中相应的位置上,按下列规定检验测量过程是否处于控制状态。
第一,如果此点位于中心线附近,上、下警告限之间的区域内,则测定过程处于控制状态。
第二,如果虽超出上述区域,但仍在上、下控制限之间的区域内,则提示测量质量开始变劣,可能存在“失控”倾向,应进行初步检查,并采取相应的校正措施。
第三,如果此点落在上、下控制限之外,则表示测定过程失去控制,应立即检查原因,予以纠正,并重新测定该批全部样品。
第四,如遇有7点连续逐渐下降或上升时,表示测定有失去控制的倾向,应立即查明原因,加以纠正。
第五,如检测值连续7点在中心线的同一侧,表示测定过程失控。
第六,若检测值波动幅度过大,表示测定过程失控。
第七,检测值有周期性变化,表示测定过程失控。
第八,即使“过程处于控制状态”,尚可根据相邻几次测定值的分布趋势,对测量质量可能发生什么问题进行初步判断。
如:趋向性变化很可能由系统误差所致;分散度变化则多因实验参数变化失控或其人为因素所造成。
3 常用控制图的种类及应用3.1 常用控制图的种类3.1.1 均数(X )控制图其组成见图2。
(1)中心线,以总均数X 估计µ;(2)上、下控制限,按X 士3s 值绘制;(3)上、下警告限,按X ±2s 值绘制;(4) 上下辅助线,分别位于中心上、下警告限之间的一半处(即X 土s)。
浓度2.862.812.762.712.66 2.612.562.51 X2.462.412.362.312.262.211 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20实验次数 图2 均数(X )控制图此图未考虑平行次数,若平行次数不一样,则最后用下面的方法。
3.1.2 均数极差控制图(X —R 图)X —R 图是由均数部分和极差部分组成的控制图,使能同时观察到均数和极差的变化情况和趋势。
X —R 图的组成形式见图3。
其组成内容:(1)均数控制图部分,包括:A、中心线,X;B、上、下控制限,X士A2R;C、上、下警告限,X士2/3A2RD、上、下辅助线,X土1/3A2R。
(2)极差控制图部分,包括:A、中心线,R;B、上控制限,D4R;C、上警告限,R±2/3(D4R-R);D、上辅助线,R±1/3(D4-R);E、下控制限,D3R。
上列系数A2、D3、D4可从表2中查出。
极差愈小愈好,故极差控制图部分没有下警告限、但仍然有下控制限。
在使用控制图的过程中,如R值稳步下降逐次变小,以至于R≈D3R即接近下控制限,则表明测定的精密已有所提高,原质量控制图已失去作用。
此时应使用新的测量值重新计算X、R和各相应的统计量,并绘制新的X-R图。
使用X—R图时,只要二者中之一有超出控制限者(不包括R图部分的下控制限),即认为是“失控”,故其灵敏度较单纯的X图或R图者为高。
3.1.3 空白试验值控制图空白试验值控制图可及时了解实验污染对测定结果的影响,如纯水有杂质,试剂被占污,交叉污染等。
空白实验的质量控制样除包括实验用水、试剂外,还应包括采样时所加入的保存剂如硝酸等。
空白试验控制图的数据可与作均值极差控制图和回收率控制图的数据同时测定,亦可来源于标准曲线绘制中的零浓度空白值,在一定时间内积累20个数据后,绘制控制图,如图4。
空白试验控制图中没有下控制限和下警告限,因为空白试验值愈小愈好。
但在图中仍应留有标示小于X0的空白试验值的空间。
当实测的空白试验值低于控制基线且逐渐稳步下降时,说明实验水平有所提高,可酌情分次以较小的空白值取代较大的空白试验值,重新计算和绘图。
控制图的计算为:图4 空白试验控制图3.1.4 准确度控制图准确度控制图有两种做法,如果手头上没有已知浓度的标准样品,可用加标回收率作准确度控制图。
在每次测控制样的同时,作两份加标样品,测定后分别计算出回收率,求出平均值,最后算出20个均值的总均值及标准差s。
然后以总均值为中心线,总均值±2s为警告限,总均值±3s 为控制限,作出准确度控制图。
以后在每次测样品时都带两份加标样,求出其平均值,然后点在此控制图上,若在上下控制限之外,表示准确度已失控,此批结果不能报出,应立即查找原因,尽快改进。
若在上下控制限之内,但在上下警告限线之外,应引起注意,并查找原因。
若质控样是浓度已知的标准样,可用标准样品作准确度控制图。
例如:某实验室为对酒样中的锰进行质控,每周用一个已知锰浓度的酒质控样品,穿插在日常分析的酒样中测定。
质量控制样的测定结果如表4,试检查测量过程是否处于质量控制之中。
此时可用测定值与控制样的实际值之差的平均值作中心,控制图的参数计算如下:Xi=0.10(mg/L)中心线:X=163σ控制限:X±A2R,其中R=∑R/16=0.269(mg/L)。
从表2查得n=3时,A2=1.023。
将A2和R值代入上式,算得3σ上控制限为0.376 mg /L,下控制限为0.147 mg/L。
为了绘图方便,将小数点后三位小数舍入为二位。
控制图明显地展示出从第九周到第十一周的数据有上升的趋势,并且第十周和第十一周的数据超过了控制上限。
本应在第十周停止监测,找出数据上升的原因,以便采取相应措施,同时用补测数据取代失控数据。
然而实际上未能如此及时,只能在事后断定从第九周到第十一周期间监测过程不在质量控制中。