铸造用英文翻译
锻造、铸造、焊接外文翻译

毕业设计(论文)外文翻译学生姓名:系别:机械工程系专业:机械设计制造及其自动化班级:学号:译文出处:Science and Technology Engl-ish for Mechanical EngineeringCasting、Forging and Welding1. CastingMetal casting is one of the oldest of all industries, both ancient and medieval history offering examples of the manufacture and use of casting. From simple axeheads poured from copper in open moulds some 5000 years age, casting in the pre-Christian world developed to a point at which elaborate bronze statuary could be produced in two-piece and cored moulds. By the end of the medieval period, decorated bronze and pewter casting had begun to be used in European church and domestic life.The widespread adoption of cast iron as engineering material awaited the success of Abraham Darby in 1790 in smelting in the coke blast furnace; this paved the way for the massive use of cast iron in construction during the years following the industrial revolution.Many foundries sprang up after the industrial revolution, the vast majority being for the manufacture of the cast iron then being used as a structural material. The quantity production of iron castings in the nineteenth century was not matched by a universal advance in quality and the engineering use of the products encountered more serious risks in a non-ductile material.Despite the skill of the molder in producing complex forms, there was little change in the metallurgical and engineering situation until the modern era brought a better understanding of the factors determining quality. With modern techniques of process control the rudimentary judgment of the operator could give way to objective measurements of metal temperature, molding material properties and other production variables. These improvements have been applied not only to cast iron but to a wide range of cast alloys.There are four basic casting methods: sand-casting, die-casting, investment-casting, and centrifugal casting.Sand-casting is the most widely used method employed in foundry. In this process, sand moulds are contained in metal molding boxes that have four sides but no top or bottom. During the molding operation the boxes are located togetherby pins so that they can be separated to remove the pattern, and replaced in the correct position before the metal is poured in. The boxes are clamped together, or the cope (top section) weighted down when pouring to prevent the cope from “floating away”from the drag (lower section) when the mould is full of molten metal. The sequence when molding the simple two-part mould to cast a bracket is illustrated as follows.At the first stage the pattern is seated on the moulding board. The pattern is covered with facing sand, which is a specially prepared sand of good quality, which can take a clean and smooth impression, and can resist the heat from the molten metal that will be in contact with it. The facing sand is backed up with molding sand, which is old facing sand from previous moulds. The molding sand is carefully rammed up so that it is fairly tight around the pattern to produce a good solid mould, yet permeable enough to allow the gases produced during casting to escape. The sand is finally leveled off.At the second stage the mould with the pattern still in position is inverted; the exposed sand lightly covered with parting sand, and the exposed pattern with facing sand.(The parting sand has no cohesion, and is introduced to permit a clean separation when the mould is opened up to remove the pattern .) The second molding box is located in position on the first box and filled with molding sand. Two or more plugs are introduced when the second box is being filled (these are removed later, leaving channels in the sand). One of these plugs is positioned to one side of the pattern. The sand is rammed up and leveled off.Now, at stage 3, to allow the pattern to be removed. This is done by screwing a bar with a threaded end into a suitable insert in the pattern, damping the sand around the pattern, and gently rapping the bar in all directions so that the pattern can be carefully withdrawn. To facilitate the removal of the pattern without scuffing the sides of the impression, all surfaces that lie in the direction of pattern removal are inclined slightly by a small amount (the draw angle).A groove called a gate is cut in the sand face to allow the channel producedby the plug that is outside the pattern to connect with the impression .The metal is poured through this channel (called the runner), and the gate prevents it from dropping straight into the impression and damaging it .The cross-section of the gate is slightly smaller than that of channel so that a full runner will always supply metal to the gate at a slight pressure.Finally, the mould is reassembled, carefully locating and securing the two sections. The top section is known as the cope, and the lower section is known as the drag. The sand in the cope is vented. These vents allow the sand to be rammed up more tightly at the earlier stages without the risk of gases being trapped in the molten metal and forming blowholes in the solid metal. A sand-feeding gate (also called a pouring or bowl) is added to make it easier to pour the metal into the runner. The molten metal is poured through the runner and the air will escape through the riser.The impression will be filled with molten metal when it is completely filled. Gases can escape through the runner and the riser, which also act as headers to supply the impression with more metal to compensate for the contraction of the metal when cooling in the molten state.2. ForgingForging is the plastic working of metal by means of localized compressive forces exerted by manual or power hammers, presses, or special forging machines. It may be done either hot or cold. however, when it is done cold, special names usually are given to the processes. Consequently, the terms“forging” usually implies hot forging done above the recrystallization temperature.Modern forging is a development form the ancient art practiced by the armor makers and the immortalized village blacksmith. High-powered hammers and mechanical presses have replaced the strong arm, the hammer, and the anvil and modern metallurgical knowledge supplements the art skill of the craftsman in controlling the heating and handling of the metal.Forge ability is the term used in the industry to denote a material relative resistance to deformation and its plasticity. While considerable disagreementexists as to precisely what characteristics the word “forge ability” should include, the term as used here is defined as the tolerance of a metal or alloy for deformation without failure, regardless of forging pressure requirements.Raw material used for forging is generally bar or billet stock hot rolled from ingots melted in open-hearth, electric arc, or vacuum arc furnace .other forms and shapes such as rolled slabs, plats, and stock produced by continuous casting techniques are occasionally used .for certain grades ,vacuum arc melting imparts better forge ability than does conventional arc melting . However, the major purpose of vacuum melting is the improvement of mechanical properties and cleanliness, not forging behavior.Equipment behavior influences the forging progress since it determines the feasibility of forging a part and affects the rate of deformation and the temperature conditions.The hammer is the most economical type of equipment for generating load and energy necessary to carry out a forging process, provided that the material being forged can support high deformation velocities. It is most commonly used hot forging equipment for repeated blows on the same workpiece and cannot be overloaded.There are various types of hammers: air-lift gravity drop hammers, power drop hammers, power drop hammers, Counterblow hammers ect. In a simple gravity drop hammer the upper ram is positively connected to a board, a belt, a chain or a piston. When forging the ram is lifted to a certain height and then dropped on the stock placed on the anvil. During the down stroke, the rain is accelerated by gravity and builds up the blow energy. The upstroke takes place immediately after the blow, the force necessary to ensure quick lift-up of the ram can be 3 to 5 times the ram weight. The operation principle of a power-drop hammer is similar to that of an air drop hammer. During the down stroke, in addition to gravity, the ram is accelerated by steam, cold air or hot air pressure. In an electro hydraulic gravity-drop hammer, the ram is lifted with oil pressure against an air cushion. The compressed air slows down the upstroke of the ram and contributes to its acceleration during the down stroke .thus; the electrohydraulic hammer also has a minor power hammer action.Press forging employs a slow squeezing action in deforming the plastic metal, as contrasted with the rapid-impact blows of a hammer. Hydraulic forging press is operated by large pistons driven by high-pressure hydraulic or hydrometric system. The squeezing action is carried completely to the center of the part being pressed, thoroughly working the entire section. These presses are the vertical type and may be either mechanically or hydraulically operated. The mechanical presses, which are faster operating and most commonly used, range in capacity from 5000 to 10000 tons.In the forging press a grater proportion of the total work put into the machine is transmitted to the metal than in a drop hammer. The machine and foundation absorb much of the impact of the drop hammer .press reduction of the metal is faster, and the cost of operation is consequently lower. most press forging s are symmetrical in shape ,having surfaces, which are quite smooth, and provide a closer tolerance than is obtained by a drop hammer .however ,drop forging can forge many parts of irregular and complicated shapes more economically. Forging presses are often used for sizing operations on parts made by other forging processes.For small forgings closed impression dies are used, and only one stroke of the ram is normally require to perform the forging operation .the maximum pressure is built up at the end of the stroke ,which forces the metal into shape .dies may be mounted as separate units, or all the cavities may be put into a single block. for small forgings individuals die units are more convenient .large ingots are now almost always forged with hydraulic presses instead of with steam hammers, since the work done by a press goes deeper. Further, the press can take a cooler ingot and can work to closer dimensions.The forging should be done at about the same temperature as rolling; the process improves the physical properties of the steel just as rolling does. In the final forging it is important not to have the steel too hot, for overheated steel will have poor mechanical properties when cooled. in heating for forging the temperature is usually judged by the eye, but where a large number of thesame patterns will be made, the pieces to be forged are heated in furnaces in which the temperature is indicated by pyrometers, and often is automatically controlled.3. weldingWelding techniques have become so versatile that it is difficult nowadays to define “welding”. Formerly welding was “the joining of metals by fusion”, that is, by melting, but this definition will no longer do. Welding was next defined as the “joining of metals by heat”, but this is not a proper definition either. Not only metals can be welded, so can many of the plastics. Furthermore several welding methods do not require heat. Every machinist is familiar with heatless welding method under some circumstances. Besides these, we can weld with sound and even with the famous laser. Faced with a diversity of welding methods that increase year by year, we must here adopt the following definition of welding:" welding is the joining of metals and plastics by methods that do not employ fastening devices”.There is also no uniform method of naming welding processes. Some processes are named according to the heat source or shielding method, other certain specialized processes are named after the type of joint produced. Examples are spot and butt welding. But an overall classification can not take account of this because the same type of joint may be produced by a variety of processes. Spot welding may be done by electric resistance, arc, or electron-beam processes and butt welding by resistance, flash or any of a number of other methods. Many welding processes are named depending on the heat applied, equipment used, and type of metal to be joined and the strength of the joint.Soldering is the process of joining two metals by a third metal to be applied in the molten state. Solder consists of tin and lead, while bismuth and cadmium are often included to lower the melting point. One of the important operations in soldering is that of cleaning the surface to be joined, this may be done by some acid cleaner. Soldering gives a satisfactory joint for light articles ofsteel, copper or brass, but the strength of soldering joint is rather less than a joint which is brazed, riveted or welded. These methods of metal are normally adopted for strong permanent joints.Pressure welding is known as the simplest method of welding two pieces of metal together. The ends of metal are heated to a while heat—for iron, the welding temperature should be about 1300℃—in a flame. At this temperature the metal becomes plastics. The ends are then presses or hammered together, and the joint is smoothed off. Care must be taken to ensure that the surfaces are thoroughly clean first, for dirt will weaken the weld. Moreover, the heating of iron or steel to a high temperature causes oxidation, and a film of oxide is formed on the heated surfaces. For this reasons, a flux is applied to the heated metal. At welding heat, the flux melts, and the oxide Particles are dissolved in it together with any other impurities which may be present. The metal surfaces are pressed together, and the flux is squeezed out from the center of the weld.Gas welding includes all the processes in which gases are used to obtain a hot flame. Those commonly used are acetylene, natural gas, and hydrogen in combination with oxygen. The maximum temperature developed by oxyhydrogen welding is 3600℉ (1980℃). Hydrogen is produced either by the electrolysis of water or by passing steam over coke. An oxyacetylene weld is produced by heating with a flame obtained from the combustion of oxygen and with or without the use of a filler metal. In most cases the joint is heated to a state of fusion, and as a rule, no pressure is used.Are welding is a process in which coalescence is obtained by heat produced from an electric arc. The electrode or filler metal is heated to a liquid state and deposited into the joint to make the weld. Contact is first made between the electrode and the work to create an electric circuit, and then, by separating the conductors, an arc is formed. The electric energy is converted into intense heat in the arc, which attains a temperature around 10 000°F (5500℃). Either direct or alternating current can be used for arc welding, direct current being preferred for most purposes. A d-c welder is simply a motor-generator set ofconstant-energy type, having the necessary characteristics to produce a stable arc. Arc welding uses commonly metal electrodes or carbon electrodes.Laser Welding is used because of laser’s high heat intensity. It can be operated in any transparent medium without contact with the workpiece, since the laser delivers its energy in the form of light. In welding, the power is delivered in pulses rather than as a continuous beam, the beam is focused on the workpiece and the intense heat produces a fusion weld. Laser welding is slow and is used only for special jobs involving small weldments. Its greatest use is found in the electronics industry.Explosion welding is a process that uses energy from the detonation of an explosive to join two pieces of metal. The explosion accelerates the pieces to a speed at which a metallic bond will form between them when they collide. The weld is produced in a fraction of a second without the addition of filler metal. This is essentially a room temperature process in that gross heating of the workpieces does not occur. The faying surfaces, however, are heated to some extent by the energy of the collision, and welding is accomplished through plastic flow of the metal on those surfaces. Welding takes place progressively as the explosion and the forces it creates advance from one end of the joint to the other. Deformation of the weldment varies with the type of joint. There may be no noticeable deformation at all in some weldments, and there is no loss of metal.译文:铸造、锻造和焊接1.铸造金属铸造是最古老的产业之一,远古时期和中世纪就有人使用和制造铸件了。
铸造英语单词

Байду номын сангаас
动模 型腔 分型面 投影面积 收缩率 锁模力 压力中心 充填速度 压伸速度 压伸比压 脱模斜度 闭合高度 最大开距 脱模距 浇注系统 直浇道 横浇道 内浇口 溢流槽 排气槽 定模座板 动模座板 定模导板 动模导板 支承板 垫板 支承柱 型芯 活动型芯 螺纹型芯 螺纹型环 镶块 定模镶块 动模镶块 活动镶块(件) 拼块 斜销 弯销 滑块 型芯滑块 斜滑块 斜槽导板 限位块 锲紧块 滑块导板 耐磨板 浇口套 分流锥 导流板 排气塞 排气板 导柱 带头导柱 带肩导柱 矩形导柱 推板导柱 导套 直导套 带头导套 推板导套 导板 推杆 圆柱头推杆 带肩推杆 扁推杆 成型推杆 推管 带肩推管 推块 推件板 推杆固定板 推板 限位钉 复位杆 连接推杆 推板连接推杆 推板垫圈 定位元件 冷却环 拉料杆 隔流板
moving die cavity parting line project area shrinkage locking force pressure centre filling speed injection speed injection pressure draft die shut height maximum opening daylight stripper distance casting system sprue runner gate overflow well air vent clamping plate of the fixed half clamping plate of the moving half bolster of the fixed half bolster of the moving half support plat space block support pillar core movable core threaded plug threaded ring die insert die insertof the fixed half die insertof the moving half movable insert split angle pin angular cam slide core slide angled sliding split finger guide plate stop block wedge block slide guide plate wear pad sprue bush sprue spreader baffle venting plug venting plate guide pillar headed guide pillar shouldered guide pillar square guide pillar ejector guide pillar guide bush straight guide bush headed guide bush ejector guide bush guide plate ejector pin ejector pin with a cylindrical head shouldered ejector pin flat ejector pin forming ejector pin ejector sleeve shouldered ejector sleeve ejector pad stripping plate ejector retaining plate ejector plate stop pin return pin ejector tie rod ejector plate tie rod ejector plate washer locating element cooling ring sprue puller pin plug baffle
毕业论文外文翻译-铸造、锻造和焊接
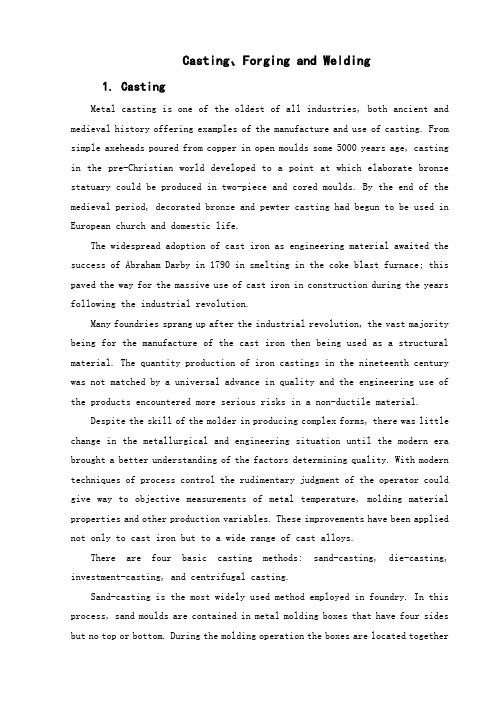
Casting、Forging and Welding1. CastingMetal casting is one of the oldest of all industries, both ancient and medieval history offering examples of the manufacture and use of casting. From simple axeheads poured from copper in open moulds some 5000 years age, casting in the pre-Christian world developed to a point at which elaborate bronze statuary could be produced in two-piece and cored moulds. By the end of the medieval period, decorated bronze and pewter casting had begun to be used in European church and domestic life.The widespread adoption of cast iron as engineering material awaited the success of Abraham Darby in 1790 in smelting in the coke blast furnace; this paved the way for the massive use of cast iron in construction during the years following the industrial revolution.Many foundries sprang up after the industrial revolution, the vast majority being for the manufacture of the cast iron then being used as a structural material. The quantity production of iron castings in the nineteenth century was not matched by a universal advance in quality and the engineering use of the products encountered more serious risks in a non-ductile material.Despite the skill of the molder in producing complex forms, there was little change in the metallurgical and engineering situation until the modern era brought a better understanding of the factors determining quality. With modern techniques of process control the rudimentary judgment of the operator could give way to objective measurements of metal temperature, molding material properties and other production variables. These improvements have been applied not only to cast iron but to a wide range of cast alloys.There are four basic casting methods: sand-casting, die-casting, investment-casting, and centrifugal casting.Sand-casting is the most widely used method employed in foundry. In this process, sand moulds are contained in metal molding boxes that have four sides but no top or bottom. During the molding operation the boxes are located togetherby pins so that they can be separated to remove the pattern, and replaced in the correct position before the metal is poured in. The boxes are clamped together, or the cope (top section) weighted down when pouring to prevent the cope from “floating away”from the drag (lower section) when the mould is full of molten metal. The sequence when molding the simple two-part mould to cast a bracket is illustrated as follows.At the first stage the pattern is seated on the moulding board. The pattern is covered with facing sand, which is a specially prepared sand of good quality, which can take a clean and smooth impression, and can resist the heat from the molten metal that will be in contact with it. The facing sand is backed up with molding sand, which is old facing sand from previous moulds. The molding sand is carefully rammed up so that it is fairly tight around the pattern to produce a good solid mould, yet permeable enough to allow the gases produced during casting to escape. The sand is finally leveled off.At the second stage the mould with the pattern still in position is inverted; the exposed sand lightly covered with parting sand, and the exposed pattern with facing sand.(The parting sand has no cohesion, and is introduced to permit a clean separation when the mould is opened up to remove the pattern .) The second molding box is located in position on the first box and filled with molding sand. Two or more plugs are introduced when the second box is being filled (these are removed later, leaving channels in the sand). One of these plugs is positioned to one side of the pattern. The sand is rammed up and leveled off.Now, at stage 3, to allow the pattern to be removed. This is done by screwing a bar with a threaded end into a suitable insert in the pattern, damping the sand around the pattern, and gently rapping the bar in all directions so that the pattern can be carefully withdrawn. To facilitate the removal of the pattern without scuffing the sides of the impression, all surfaces that lie in the direction of pattern removal are inclined slightly by a small amount (the draw angle).A groove called a gate is cut in the sand face to allow the channel producedby the plug that is outside the pattern to connect with the impression .The metal is poured through this channel (called the runner), and the gate prevents it from dropping straight into the impression and damaging it .The cross-section of the gate is slightly smaller than that of channel so that a full runner will always supply metal to the gate at a slight pressure.Finally, the mould is reassembled, carefully locating and securing the two sections. The top section is known as the cope, and the lower section is known as the drag. The sand in the cope is vented. These vents allow the sand to be rammed up more tightly at the earlier stages without the risk of gases being trapped in the molten metal and forming blowholes in the solid metal. A sand-feeding gate (also called a pouring or bowl) is added to make it easier to pour the metal into the runner. The molten metal is poured through the runner and the air will escape through the riser.The impression will be filled with molten metal when it is completely filled. Gases can escape through the runner and the riser, which also act as headers to supply the impression with more metal to compensate for the contraction of the metal when cooling in the molten state.2. ForgingForging is the plastic working of metal by means of localized compressive forces exerted by manual or power hammers, presses, or special forging machines. It may be done either hot or cold. however, when it is done cold, special names usually are given to the processes. Consequently, the terms“forging” usually implies hot forging done above the recrystallization temperature.Modern forging is a development form the ancient art practiced by the armor makers and the immortalized village blacksmith. High-powered hammers and mechanical presses have replaced the strong arm, the hammer, and the anvil and modern metallurgical knowledge supplements the art skill of the craftsman in controlling the heating and handling of the metal.Forge ability is the term used in the industry to denote a material relative resistance to deformation and its plasticity. While considerable disagreementexists as to precisely what characteristics the word “forge ability” should include, the term as used here is defined as the tolerance of a metal or alloy for deformation without failure, regardless of forging pressure requirements.Raw material used for forging is generally bar or billet stock hot rolled from ingots melted in open-hearth, electric arc, or vacuum arc furnace .other forms and shapes such as rolled slabs, plats, and stock produced by continuous casting techniques are occasionally used .for certain grades ,vacuum arc melting imparts better forge ability than does conventional arc melting . However, the major purpose of vacuum melting is the improvement of mechanical properties and cleanliness, not forging behavior.Equipment behavior influences the forging progress since it determines the feasibility of forging a part and affects the rate of deformation and the temperature conditions.The hammer is the most economical type of equipment for generating load and energy necessary to carry out a forging process, provided that the material being forged can support high deformation velocities. It is most commonly used hot forging equipment for repeated blows on the same workpiece and cannot be overloaded.There are various types of hammers: air-lift gravity drop hammers, power drop hammers, power drop hammers, Counterblow hammers ect. In a simple gravity drop hammer the upper ram is positively connected to a board, a belt, a chain or a piston. When forging the ram is lifted to a certain height and then dropped on the stock placed on the anvil. During the down stroke, the rain is accelerated by gravity and builds up the blow energy. The upstroke takes place immediately after the blow, the force necessary to ensure quick lift-up of the ram can be 3 to 5 times the ram weight. The operation principle of a power-drop hammer is similar to that of an air drop hammer. During the down stroke, in addition to gravity, the ram is accelerated by steam, cold air or hot air pressure. In an electro hydraulic gravity-drop hammer, the ram is lifted with oil pressure against an air cushion. The compressed air slows down the upstroke of the ram and contributes to its acceleration during the down stroke .thus; the electrohydraulic hammer also has a minor power hammer action.Press forging employs a slow squeezing action in deforming the plastic metal, as contrasted with the rapid-impact blows of a hammer. Hydraulic forging press is operated by large pistons driven by high-pressure hydraulic or hydrometric system. The squeezing action is carried completely to the center of the part being pressed, thoroughly working the entire section. These presses are the vertical type and may be either mechanically or hydraulically operated. The mechanical presses, which are faster operating and most commonly used, range in capacity from 5000 to 10000 tons.In the forging press a grater proportion of the total work put into the machine is transmitted to the metal than in a drop hammer. The machine and foundation absorb much of the impact of the drop hammer .press reduction of the metal is faster, and the cost of operation is consequently lower. most press forging s are symmetrical in shape ,having surfaces, which are quite smooth, and provide a closer tolerance than is obtained by a drop hammer .however ,drop forging can forge many parts of irregular and complicated shapes more economically. Forging presses are often used for sizing operations on parts made by other forging processes.For small forgings closed impression dies are used, and only one stroke of the ram is normally require to perform the forging operation .the maximum pressure is built up at the end of the stroke ,which forces the metal into shape .dies may be mounted as separate units, or all the cavities may be put into a single block. for small forgings individuals die units are more convenient .large ingots are now almost always forged with hydraulic presses instead of with steam hammers, since the work done by a press goes deeper. Further, the press can take a cooler ingot and can work to closer dimensions.The forging should be done at about the same temperature as rolling; the process improves the physical properties of the steel just as rolling does. In the final forging it is important not to have the steel too hot, for overheated steel will have poor mechanical properties when cooled. in heating for forging the temperature is usually judged by the eye, but where a large number of thesame patterns will be made, the pieces to be forged are heated in furnaces in which the temperature is indicated by pyrometers, and often is automatically controlled.3. weldingWelding techniques have become so versatile that it is difficult nowadays to define “welding”. Formerly welding was “the joining of metals by fusion”, that is, by melting, but this definition will no longer do. Welding was next defined as the “joining of metals by heat”, but this is not a proper definition either. Not only metals can be welded, so can many of the plastics. Furthermore several welding methods do not require heat. Every machinist is familiar with heatless welding method under some circumstances. Besides these, we can weld with sound and even with the famous laser. Faced with a diversity of welding methods that increase year by year, we must here adopt the following definition of welding:" welding is the joining of metals and plastics by methods that do not employ fastening devices”.There is also no uniform method of naming welding processes. Some processes are named according to the heat source or shielding method, other certain specialized processes are named after the type of joint produced. Examples are spot and butt welding. But an overall classification can not take account of this because the same type of joint may be produced by a variety of processes. Spot welding may be done by electric resistance, arc, or electron-beam processes and butt welding by resistance, flash or any of a number of other methods. Many welding processes are named depending on the heat applied, equipment used, and type of metal to be joined and the strength of the joint.Soldering is the process of joining two metals by a third metal to be applied in the molten state. Solder consists of tin and lead, while bismuth and cadmium are often included to lower the melting point. One of the important operations in soldering is that of cleaning the surface to be joined, this may be done by some acid cleaner. Soldering gives a satisfactory joint for light articles ofsteel, copper or brass, but the strength of soldering joint is rather less than a joint which is brazed, riveted or welded. These methods of metal are normally adopted for strong permanent joints.Pressure welding is known as the simplest method of welding two pieces of metal together. The ends of metal are heated to a while heat—for iron, the welding temperature should be about 1300℃—in a flame. At this temperature the metal becomes plastics. The ends are then presses or hammered together, and the joint is smoothed off. Care must be taken to ensure that the surfaces are thoroughly clean first, for dirt will weaken the weld. Moreover, the heating of iron or steel to a high temperature causes oxidation, and a film of oxide is formed on the heated surfaces. For this reasons, a flux is applied to the heated metal. At welding heat, the flux melts, and the oxide Particles are dissolved in it together with any other impurities which may be present. The metal surfaces are pressed together, and the flux is squeezed out from the center of the weld.Gas welding includes all the processes in which gases are used to obtain a hot flame. Those commonly used are acetylene, natural gas, and hydrogen in combination with oxygen. The maximum temperature developed by oxyhydrogen welding is 3600℉ (1980℃). Hydrogen is produced either by the electrolysis of water or by passing steam over coke. An oxyacetylene weld is produced by heating with a flame obtained from the combustion of oxygen and with or without the use of a filler metal. In most cases the joint is heated to a state of fusion, and as a rule, no pressure is used.Are welding is a process in which coalescence is obtained by heat produced from an electric arc. The electrode or filler metal is heated to a liquid state and deposited into the joint to make the weld. Contact is first made between the electrode and the work to create an electric circuit, and then, by separating the conductors, an arc is formed. The electric energy is converted into intense heat in the arc, which attains a temperature around 10 000°F (5500℃). Either direct or alternating current can be used for arc welding, direct current being preferred for most purposes. A d-c welder is simply a motor-generator set ofconstant-energy type, having the necessary characteristics to produce a stable arc. Arc welding uses commonly metal electrodes or carbon electrodes.Laser Welding is used because of laser’s high heat intensity. It can be operated in any transparent medium without contact with the workpiece, since the laser delivers its energy in the form of light. In welding, the power is delivered in pulses rather than as a continuous beam, the beam is focused on the workpiece and the intense heat produces a fusion weld. Laser welding is slow and is used only for special jobs involving small weldments. Its greatest use is found in the electronics industry.Explosion welding is a process that uses energy from the detonation of an explosive to join two pieces of metal. The explosion accelerates the pieces to a speed at which a metallic bond will form between them when they collide. The weld is produced in a fraction of a second without the addition of filler metal. This is essentially a room temperature process in that gross heating of the workpieces does not occur. The faying surfaces, however, are heated to some extent by the energy of the collision, and welding is accomplished through plastic flow of the metal on those surfaces. Welding takes place progressively as the explosion and the forces it creates advance from one end of the joint to the other. Deformation of the weldment varies with the type of joint. There may be no noticeable deformation at all in some weldments, and there is no loss of metal.译文:铸造、锻造和焊接1.铸造金属铸造是最古老的产业之一,远古时期和中世纪就有人使用和制造铸件了。
机械专业术语英文翻译

机械专业英语词汇ﻫ陶瓷ceramicsﻫ合成纤维synthetic fibreﻫ电化学腐蚀electrochemicalcorrosion车架automotivechassis悬架suspension转向器redirector变速器speedchangerﻫ板料冲压sheet metal partsﻫ孔加工spot facingmachining车间workshop工程技术人员engineerﻫ气动夹紧pneuma lockﻫ数学模型mathematical modelﻫ画法几何descriptivegeometryﻫ机械制图Mechanical drawing投影projectionﻫ视图view剖视图pro标准件standard ponentﻫ零件图part drawing装配图assemblydrawing尺寸标注sizemarkingﻫ技术要求technical requirementsﻫ刚度rigidityﻫ内力internal forceﻫ位移displacement截面section疲劳极限fatiguelimit ﻫ断裂fractureﻫ塑性变形plastic distortionﻫ脆性材料brittleness materialﻫ刚度准则rigiditycriterionﻫ垫圈washer垫片spacerﻫ直齿圆柱齿轮straighttoothedspur gearﻫ斜齿圆柱齿轮helical—spur gearﻫ直齿锥齿轮strai ghtbevelgear运动简图kinematic sketchﻫ齿轮齿条pinion and rackﻫ蜗杆蜗轮worm and worm gear虚约束passiveconstraint曲柄crank摇杆rackerﻫ凸轮camsﻫ共轭曲线conjugatecurveﻫ范成法generation method ﻫ定义域definitional domain值域rangeﻫ导数\\微分differentialcoefficientﻫ求导derivation ﻫ定积分definite integral不定积分indefinite integral曲率curvatureﻫ偏微分partial differentialﻫ毛坯rough游标卡尺slide caliperﻫ千分尺micrometer calipers ﻫ攻丝tap二阶行列式second order determinantﻫ逆矩阵inverse matrix线性方程组linearequations概率probability随机变量randomvariableﻫ排列组合permutation and binationﻫ气体状态方程equation of state ofgas 动能kineticenergyﻫ势能potential energy机械能守恒conservationof mechanical energyﻫ动量momentum桁架trussﻫ轴线axes余子式cofactorﻫ逻辑电路logic circuit触发器flip—flopﻫ脉冲波形pulse shape数模digital analogy ﻫ液压传动机构fluid drive mechanism机械零件mechanicalparts淬火冷却quenchﻫ淬火hardeningﻫ回火tempering调质hardeningand tempering ﻫ磨粒abrasivegrainﻫ结合剂bondingagent砂轮grinding wheel后角clearance angleﻫ龙门刨削planing主轴spindle主轴箱headstock卡盘chuckﻫ加工中心machining center车刀lathe tool车床latheﻫ钻削镗削boreﻫ车削turning磨床grinder基准benchmarkﻫ钳工locksmithﻫ锻forgeﻫ压模stamping焊weld拉床broaching machine拉孔broaching装配assembling铸造foundﻫ流体动力学fluid dynamics流体力学fluidmechanics加工machiningﻫ液压hydraulic pressure切线tangent机电一体化mechanotronics mechanical—electricalintegrationﻫ气压air pressure pneumatic pressure 稳定性stability介质mediumﻫ液压驱动泵fluid clutch液压泵hydraulic pumpﻫ阀门valve失效invalidation强度intensityﻫ载荷loadﻫ应力stress安全系数safty factorﻫ可靠性reliability螺纹thread螺旋helixﻫ键splineﻫ销pinﻫ滚动轴承rolling bearing滑动轴承slidingbearing弹簧springﻫ制动器arrester brakeﻫ十字结联轴节crossheadﻫ联轴器couplingﻫ链chainﻫ皮带strapﻫ精加工finishmachiningﻫ粗加工rough machiningﻫ变速箱体gearbox casingﻫ腐蚀rustﻫ氧化oxidationﻫ磨损wear 耐用度durability随机信号random signalﻫ离散信号discrete signalﻫ超声传感器ultrasonicsensorﻫ集成电路integrate circuit 挡板orificeplateﻫ残余应力residual stress套筒sleeve ﻫ扭力torsionﻫ冷加工coldmachining电动机electromotorﻫ汽缸cylinder过盈配合interference fit热加工hotwork摄像头CCD camera倒角rounding chamfer优化设计optimal designﻫ工业造型设计industrial moulding design有限元finiteelementﻫ滚齿hobbing插齿gear shapingﻫ伺服电机actuating motorﻫ铣床milling machine钻床drill machine镗床boring machine步进电机steppermotorﻫ丝杠screwrodﻫ导轨lead rail组件subassemblyﻫ可编程序逻辑控制器Programmable LogicController PLC电火花加工electricsparkmachiningﻫ电火花线切割加工electrical dischargewire - cuttingﻫ相图phase diagram 热处理heat treatmentﻫ固态相变solid statephase changes有色金属nonferrous metalﻫ陶瓷ceramicsﻫ合成纤维synthetic fibre电化学腐蚀electrochemical corrosion车架automotive chassisﻫ悬架suspensionﻫ转向器redirector变速器speed changer板料冲压sheet metalpartsﻫ孔加工spot facing machiningﻫ车间workshop工程技术人员engineerﻫ气动夹紧pneuma lock数学模型mathematical modelﻫ画法几何descriptivegeometry机械制图Mechanical drawing投影projection视图view剖视图pro标准件standard ponentﻫ零件图part drawing装配图assemblydrawing尺寸标注size markingﻫ技术要求technicalrequirements刚度rigidityﻫ内力internal force位移displacement截面section疲劳极限fatigue limitﻫ断裂fractureﻫ塑性变形plastic distortion脆性材料brittleness materialﻫ刚度准则rigidity criterion垫圈washerﻫ垫片spacer直齿圆柱齿轮straight toothed spur gear斜齿圆柱齿轮helical-spur gearﻫ直齿锥齿轮straight bevelgear ﻫ运动简图kinematicsketchﻫ齿轮齿条pinionand rack蜗杆蜗轮worm and worm gear虚约束passiveconstraintﻫ曲柄crank摇杆racker凸轮cams共轭曲线conjugate curveﻫ范成法generation method ﻫ定义域definitionaldomain值域range导数\\微分differential coefficientﻫ求导derivation ﻫ定积分definite integral不定积分indefinite integral曲率curvature偏微分partial differential毛坯roughﻫ游标卡尺slide caliperﻫ千分尺micrometer calipers ﻫ攻丝tap二阶行列式second order determinant逆矩阵inverse matrix线性方程组linear equations概率probability随机变量randomvariableﻫ排列组合permutation andbination气体状态方程equation ofstate ofgas动能kinetic energy势能potential energy机械能守恒conservation of mechanical energyﻫ动量momentumﻫ桁架trussﻫ轴线axesﻫ余子式cofactor逻辑电路logic circuitﻫ触发器flip—flop脉冲波形pulse shape数模digital analogy ﻫ液压传动机构fluid drive mechanism机械零件mechanical partsﻫ淬火冷却quenchﻫ淬火hardeningﻫ回火tempering调质hardening andtempering磨粒abrasivegrainﻫ结合剂bonding agent砂轮grinding wheelAssembly line 组装线Layout 布置图ﻫConveyer流水线物料板ﻫRivettable 拉钉机ﻫRivetgun拉钉枪Screwdriver 起子Pneumatic screwdriver 气动起子worktable工作桌ﻫOOBA开箱检查fit together组装在一起fasten锁紧(螺丝)ﻫfixture 夹具(治具)pallet 栈板barcode 条码barcode scanner条码扫描器fusetogether 熔合fuse machine热熔机ﻫrepair修理operator作业员ﻫQC品管ﻫsupervisor课长ME制造工程师MT制造生技cosmeticinspect 外观检查ﻫinner parts inspect内部检查thumb screw大头螺丝lbs、inch 镑、英寸EMI gasket 导电条ﻫfront plate 前板ﻫrear plate后板ﻫchassis基座bezel panel面板ﻫpower button电源按键resetbutton 重置键ﻫHi-pottest of SPS高源高压测试ﻫVoltageswitch ofSPS 电源电压接拉键ﻫsheet metal parts冲件plastic parts塑胶件ﻫSOP制造作业程序ﻫmaterial check list 物料检查表ﻫworkcell 工作间trolley 台车carton纸箱ﻫsub-line 支线leftfork 叉车personnel resource department 人力资源部production department生产部门ﻫplanning department企划部QC Section品管科ﻫstamping factory冲压厂ﻫpainting factory烤漆厂molding factory成型厂ﻫmon equipment常用设备uncoilerand straightener整平机ﻫpunching machine 冲床robot机械手ﻫhydraulic machine油压机ﻫlathe车床planer |plein|刨床ﻫmiller铣床grinder磨床linear cutting线切割electrical sparkle电火花welder电焊机ﻫstaker=revitingmachine铆合机position职务ﻫpresident董事长ﻫgeneral manager总经理ﻫspecial assistant manager特助factorydirector厂长department director部长deputy manager |=vice manager副理section supervisor课长deputysection supervisor =vice section superisor副课长ﻫgroup leader/supervisor组长line supervisor线长assistantmanager助理tomove, to carry, tohandle搬运ﻫbeput in storage入库pack packing包装to applyoil擦油ﻫto锉毛刺ﻫfinalinspection终检toconnect material接料to reversematerial翻料wet station沾湿台Tiana天那水cleaning cloth抹布ﻫto load material上料ﻫto unload material卸料ﻫto returnmaterial/stock to退料ﻫscrap ed |\\'skr?pid|报废ﻫscrape 、、v、刮;削ﻫdeficientpurchase来料不良manufactureprocedure制程deficient manufacturing procedure制程不良ﻫoxidation|\\' ksi\\’dei?n|氧化ﻫscratch刮伤ﻫdents压痕defectiveupsiding down抽芽不良defective to staking铆合不良embedded lump镶块ﻫfeeding is not in place送料不到位stamping-missing漏冲production capacity生产力education andtraining教育与训练proposalimprovement提案改善ﻫspare parts=buffer备件ﻫforklift叉车ﻫtrailer=long vehicle拖板车pound die合模ﻫdie locker锁模器pressure plate=plate pinch压板ﻫbolt螺栓administration/general affairs dept总务部automaticscrewdriver电动启子thicknessgauge厚薄规gauge(orjig)治具ﻫpower wire电源线ﻫbuzzle蜂鸣器defectiveproduct label不良标签ﻫidentifyingsheet list标示单ﻫlocation地点present members出席人员subject主题ﻫconclusion结论ﻫdecision items决议事项ﻫresponsible department负责单位pre-fixed finishing date预定完成日ﻫapprovedby / checked by / prepared by核准/审核/承办ﻫPCE assembly production schedulesheet PCE组装厂生产排配表model机锺ﻫwork order工令ﻫrevision版次ﻫremark备注productioncontrol confirmation生产确认ﻫchecked by初审ﻫapproved by核准ﻫdepartment部门ﻫstock age analysissheet 库存货龄分析表ﻫon—hand inventory现有库存ﻫavailable material良品可使用obsoletematerial良品已呆滞to beinspectedor reworked待验或重工total合计ﻫcause description原因说明ﻫpart number/P/N 料号ﻫtype形态item/group/class类别quality品质preparedby制表notes说明year-endphysical inventory difference analysis sheet 年终盘点差异分析表ﻫphysical inventory盘点数量ﻫphysicalcou nt quantity帐面数量difference quantity差异量ﻫcauseanalysis原因分析rawmaterials原料materials物料ﻫfinishedproduct成品ﻫsemi—finished product半成品packing materials包材ﻫgoodproduct/acceptedgoods/ accepted parts/good parts良品defective product/non-goodparts不良品disposedgoods处理品ﻫwarehouse/hub仓库ﻫon way location在途仓oversealocation海外仓ﻫspareparts physical inventorylist备品盘点清单spare molds location模具备品仓ﻫskid/pallet栈板toxmachine自铆机wire EDM线割ﻫEDM放电机ﻫcoil stock卷料sheet stock片料tolerance工差ﻫscore=groove压线ﻫcamblock滑块pilot导正筒trim剪外边ﻫpierce剪内边drag form压锻差ﻫpocket for the punchhead挂钩槽slug hole废料孔ﻫfeature die公母模expansion dwg展开图radius半径shim(wedge)楔子torch-flame cut火焰切割set screw止付螺丝form block折刀stop pin定位销roundpiercepunch=die button圆冲子shape punch=dieinsert异形子stock locater block定位块ﻫunder cut=scrapchopper清角ﻫactive plate活动板baffle plate挡块cover plate盖板ﻫmaledie公模ﻫfemale die母模groove punch压线冲子air—cushioneject—rod气垫顶杆spring—boxeject-plate弹簧箱顶板ﻫbushing block衬套ﻫinsert 入块ﻫclub car高尔夫球车ﻫcapability能力ﻫparame ter参数ﻫfactor系数ﻫphosphate皮膜化成ﻫviscosity涂料粘度alkalidipping脱脂ﻫmainmanifold主集流脉ﻫbezel斜视规blanking穿落模ﻫdejecting顶固模demagnetization去磁;消磁ﻫhigh-speedtransmission高速传递heat dissipation热传rack上料degrease脱脂ﻫrinse水洗alkalineetch龄咬ﻫdesmut剥黑膜D、I、rinse纯水次ﻫChromate铬酸处理Anodize阳性处理ﻫseal封孔revision版次ﻫpart number/P/N料号good products良品scraped products报放心品defective products不良品ﻫfinishedproducts成品disposed products处理品barcode条码ﻫflowchart流程表单assembly组装ﻫstamping冲压molding成型ﻫspareparts=buffer备品ﻫcoordinate座标dismantlethe die折模auxiliary fuction辅助功能poly-line多义线heater band加热片thermocouple热电偶sand blasting喷沙ﻫgrit砂砾ﻫderusting machine除锈机ﻫdegate打浇口dryer烘干机ﻫinduction感应ﻫinduction light感应光ﻫresponse=reaction=interaction感应ram连杆edge finder巡边器ﻫconcave凸convex凹ﻫshort射料不足nick缺口speck瑕疵shine亮班splay 银纹ﻫgasmark焦痕ﻫdelamination起鳞ﻫcold slug冷块blush 导色ﻫgouge沟槽;凿槽ﻫsatin texture段面咬花witnessline证示线ﻫpatent专利ﻫgrit沙砾ﻫgranule=peuet=grain细粒ﻫgrit maker抽粒机cushion缓冲magnalium镁铝合金magnesium镁金metal plate钣金ﻫlathe车mill锉ﻫplane刨grind磨ﻫdrill铝boring镗blinster气泡ﻫfillet镶;嵌边through-hole form通孔形式vollerpin formality滚针形式ﻫcam driver铡楔ﻫshank摸柄crank shaft曲柄轴augular offset角度偏差ﻫvelocity速度productiontempo生产进度现状torque扭矩spline=the multiplekeys花键ﻫquenching淬火ﻫtempering回火ﻫannealing退火ﻫcarbonization碳化ﻫtungstenhigh speedsteel钨高速得ﻫmoly high speed steel钼高速得ﻫorganic solvent有机溶剂ﻫbracket小磁导liaison联络单ﻫvolatile挥发性ﻫresistance电阻ion离子ﻫtitrator滴定仪ﻫbeacon警示灯coolant冷却液crusher破碎机阿基米德蜗杆Archimedeswormﻫ安全系数safetyfactor;factor of safetyﻫ安全载荷safe load凹面、凹度concavityﻫ扳手wrench ﻫ板簧flatleaf spring半圆键woodruff keyﻫ变形deformationﻫ摆杆oscillating bar摆动从动件oscillating followerﻫ摆动从动件凸轮机构cam with oscillatingfollower摆动导杆机构oscillating guide—bar mechanismﻫ摆线齿轮cycloidal gear摆线齿形cycloidaltooth profile摆线运动规律cycloidal motion摆线针轮cycloidal-pin wheelﻫ包角angleof contactﻫ保持架cageﻫ背对背安装back—to-back arrangementﻫ背锥back cone;normal coneﻫ背锥角back angleﻫ背锥距back conedistanceﻫ比例尺scaleﻫ比热容specificheat capacity闭式链closed kinematicchainﻫ闭链机构closed chain mechanism臂部arm变频器frequency convertersﻫ变频调速frequency control ofmotorspeed变速speedchangeﻫ变速齿轮change gear changewheelﻫ变位齿轮modifiedgearﻫ变位系数modificationcoefficientﻫ标准齿轮standard gear标准直齿轮standard spurgear表面质量系数superficial mass factorﻫ表面传热系数surface coefficient ofheat transferﻫ表面粗糙度surfaceroughnessﻫ并联式组合bination in parallel并联机构parallel mechanismﻫ并联组合机构parallel bined mechanismﻫ并行工程concurrent engineeringﻫ并行设计concurred design,CD不平衡相位phase angle ofunbalance不平衡imbalance (or unbalance)ﻫ不平衡量amountof unbalanceﻫ不完全齿轮机构intermittent gearing波发生器wavegenerator波数number of wavesﻫ补偿pensation参数化设计parameterizationdesign,PDﻫ残余应力residual stressﻫ操纵及控制装置operation control device槽轮Geneva wheelﻫ槽轮机构Genevamechanism;Maltesecrossﻫ槽数Genevanumerate槽凸轮groove camﻫ侧隙backlashﻫ差动轮系differential geartrain差动螺旋机构differential screw mechanismﻫ差速器differential常用机构conventional mechanism;mechanismin mon use车床latheﻫ承载量系数bearing capacity factorﻫ承载能力bearing capacity成对安装paired mounting尺寸系列dimension seriesﻫ齿槽tooth space齿槽宽spacewidth齿侧间隙backlashﻫ齿顶高addendum齿顶圆addendum circle齿根高dedendum齿根圆dedendum circleﻫ齿厚tooth thickness齿距circular pitchﻫ齿宽facewidth齿廓tooth profile齿廓曲线tooth curve齿轮gearﻫ齿轮变速箱speed—changing gearboxesﻫ齿轮齿条机构pinion andrackﻫ齿轮插刀pinion cutter;pinion-shap edshaper cutter齿轮滚刀hob,hobbingcutterﻫ齿轮机构gearﻫ齿轮轮坯blank齿轮传动系pinion unit齿轮联轴器gearcouplingﻫ齿条传动rack gearﻫ齿数toothnumber齿数比gearratio齿条rack齿条插刀rack cutter;rack—shapedshapercutter齿形链、无声链silentchain齿形系数formfactor齿式棘轮机构tooth ratchet mechanism插齿机gear shaperﻫ重合点coincident pointsﻫ重合度contact ratio冲床punch传动比transmissionratio,speedratio传动装置gearing;transmission gear传动系统driven systemﻫ传动角transmission angle传动轴transmissionshaftﻫ串联式组合bination inseriesﻫ串联式组合机构series bined mechanismﻫ串级调速cascade speedcontrol创新innovation creationﻫ创新设计creation design垂直载荷、法向载荷normalloadﻫ唇形橡胶密封lip rubber sealﻫ磁流体轴承magneticfluid bearing从动带轮drivenpulley从动件drivenlink,followerﻫ从动件平底宽度width offlat-face从动件停歇followerdwellﻫ从动件运动规律followermotionﻫ从动轮driven gear粗线bold lineﻫ粗牙螺纹coarsethread大齿轮gear wheelﻫ打包机packer打滑slippingﻫ带传动belt drivingﻫ带轮belt pulley带式制动器band brakeﻫ单列轴承single rowbearing单向推力轴承single-direction thrustbearing单万向联轴节single universal joint单位矢量unit vector当量齿轮equivalent spurgear;virtual gearﻫ当量齿数equivalent teethnumber;virtualnumberof teeth当量摩擦系数equivalent coefficientof frictionﻫ当量载荷equivalent loadﻫ刀具cutterﻫ导数derivative倒角chamferﻫ导热性conductionof heat导程leadﻫ导程角lead angleﻫ等加等减速运动规律parabolic motion;constant acceleration anddeceleration motionﻫ等速运动规律uniform motion;constantvelocity motion等径凸轮conjugate yokeradial camﻫ等宽凸轮constant-breadth camﻫ等效构件equivalent linkﻫ等效力equivalent forceﻫ等效力矩equivalentmoment offorce等效量equivalentﻫ等效质量equivalent mass等效转动惯量equivalentmoment ofinertia等效动力学模型dynamicallyequivalentmodelﻫ底座chassis低副lower pair点划线chain dottedline(疲劳)点蚀pittingﻫ垫圈gasketﻫ垫片密封gasket seal碟形弹簧belleville springﻫ顶隙bottom clearanceﻫ定轴轮系ordinarygear train;gear train with fixedaxesﻫ动力学dynamicsﻫ动密封kinematical sealﻫ动能dynamic energy动力粘度dynamic viscosity动力润滑dynamic lubrication动平衡dynamicbalanceﻫ动平衡机dynamicbalancing machine动态特性dynamic characteristicsﻫ动态分析设计dynamic analysis design动压力dynamic reaction动载荷dynamic load端面transverse plane端面参数transverse parametersﻫ端面齿距transversecircular pitchﻫ端面齿廓transverse tooth profileﻫ端面重合度transverse contact ratioﻫ端面模数transverse moduleﻫ端面压力角transverse pressureangle锻造forgeﻫ对称循环应力symmetrycirculatingstressﻫ对心滚子从动件radial (or in-line)rollerfollowerﻫ对心直动从动件radial (or in-line ) translatingfollowerﻫ对心移动从动件radial reciprocating followerﻫ对心曲柄滑块机构in—lineslider-crank(orcrank-slider)mechanismﻫ多列轴承multi—row bearingﻫ多楔带poly V—belt多项式运动规律polynomial motionﻫ多质量转子rotor withseveral massesﻫ惰轮idle gear额定寿命rating life额定载荷loadratingII级杆组dyadﻫ发生线generating line发生面generating plane法面normalplane法面参数normal parametersﻫ法面齿距normal circular pitch法面模数normal module法面压力角normal pressure angleﻫ法向齿距normal pitch法向齿廓normal toothprofileﻫ法向直廓蜗杆straight sided normal wormﻫ法向力normal forceﻫ反馈式组合feedback bining 反向运动学inverse(or backward)kinematicsﻫ反转法kinematic inversion反正切Arctanﻫ范成法generatingcutting仿形法form cuttingﻫ方案设计、概念设计conceptdesign, CDﻫ防振装置shockproof deviceﻫ飞轮flywheel飞轮矩momentof flywheel非标准齿轮nonstandardgear非接触式密封non-contact seal非周期性速度波动aperiodicspeedfluctuationﻫ非圆齿轮non-circular gearﻫ粉末合金powdermetallurgyﻫ分度线reference line; standardpitch lineﻫ分度圆reference circle;standard (cutting)pitch circle分度圆柱导程角lead angleatreferencecylinderﻫ分度圆柱螺旋角helix angle at reference cylinderﻫ分母denominatorﻫ分子n umeratorﻫ分度圆锥referencecone;standardpitch coneﻫ分析法analyticalmethodﻫ封闭差动轮系planetarydifferentialﻫ复合铰链poundhingeﻫ复合式组合pound bining复合轮系pound (orbined) gear train复合平带pound flat belt复合应力binedstress复式螺旋机构pound screw mechanism复杂机构plex mechanismﻫ杆组Assur group干涉interferenceﻫ刚度系数stiffness coefficient刚轮rigidcircularspline钢丝软轴wire soft shaft刚体导引机构bodyguidancemechanism刚性冲击rigid impulse(shock)ﻫ刚性转子rigidrotorﻫ刚性轴承rigidbearingﻫ刚性联轴器rigidcouplingﻫ高度系列height series 高速带highspeed beltﻫ高副higher pair格拉晓夫定理Grashoff`s lawﻫ根切undercuttingﻫ公称直径nominal diameterﻫ高度系列heightseriesﻫ功work工况系数application factorﻫ工艺设计technological designﻫ工作循环图working cycle diagram工作机构operation mechanism工作载荷external loads工作空间working space工作应力workingstress工作阻力effectiveresistance工作阻力矩effective resistance moment公法线mon normallineﻫ公共约束general constraintﻫ公制齿轮metric gearsﻫ功率powerﻫ功能分析设计function analyses designﻫ共轭齿廓conjugate profilesﻫ共轭凸轮conjugate cam构件link鼓风机blowerﻫ固定构件fixed link;frameﻫ固体润滑剂solid lubricant关节型操作器jointed manipulator惯性力inertia forceﻫ惯性力矩momentof inertia ,shaking momentﻫ惯性力平衡balance of shaking forceﻫ惯性力完全平衡full balance of shaking forceﻫ惯性力部分平衡partial balanceofshaking forceﻫ惯性主矩resultant momentof inertia惯性主失resultant vectorof inertia冠轮crowngearﻫ广义机构generationmechanismﻫ广义坐标generalized coordinate轨迹生成path generation轨迹发生器pathgeneratorﻫ滚刀hob滚道raceway滚动体rolling element滚动轴承rolling bearingﻫ滚动轴承代号rolling bearing identificationcode滚针needleroller滚针轴承needle roller bearingﻫ滚子rollerﻫ滚子轴承rollerbearingﻫ滚子半径radius of rollerﻫ滚子从动件roller follower滚子链rollerchainﻫ滚子链联轴器doubleroller chain couplingﻫ滚珠丝杆ballscrewﻫ滚柱式单向超越离合器roller clutch过度切割undercuttingﻫ函数发生器function generator函数生成functiongeneration ﻫ含油轴承oilbearingﻫ耗油量oil consumptionﻫ耗油量系数oil consumption factor赫兹公式H、Hertz equationﻫ合成弯矩resultant bendingmomentﻫ合力resultant force合力矩resultant moment of forceﻫ黑箱blackboxﻫ横坐标abscissa互换性齿轮interchangeablegears花键splineﻫ滑键、导键featherkey滑动轴承sliding bearing滑动率sliding ratioﻫ滑块sliderﻫ环面蜗杆toroid helicoids worm环形弹簧annular spring缓冲装置shocks; shock—absorber灰铸铁greycast iron回程return回转体平衡balance ofrotors混合轮系poundgear train积分integrate机电一体化系统设计mechanical-electricalintegration system design机构mechanismﻫ机构分析analysisof mechanism机构平衡balanceof mechanismﻫ机构学mechanism机构运动设计kinematicdesign of mechanism机构运动简图kinematic sketch of mechanismﻫ机构综合synthesis ofmechanism机构组成constitution of mechanismﻫ机架frame,fixedlink机架变换kinematic inversion机器machine机器人robot机器人操作器manipulator机器人学robotics技术过程techniqueprocess技术经济评价technical and economic evaluationﻫ技术系统technique system机械machineryﻫ机械创新设计mechanicalcreationdesign,MCDﻫ机械系统设计mechanical system design, MSD机械动力分析dynamic analysis ofmachinery机械动力设计dynamic designof machineryﻫ机械动力学dynamicsof machineryﻫ机械得现代设计modernmachinedesignﻫ机械系统mechanical systemﻫ机械利益mechanical advantage机械平衡balance of machineryﻫ机械手manipulator机械设计machinedesign;mechanicaldesignﻫ机械特性mechanical behavior机械调速mechanical speed governors机械效率mechanical efficiencyﻫ机械原理theory ofmachines andmechanismsﻫ机械运转不均匀系数coefficient ofspeed fluctuation机械无级变速mechanical steplessspeed changes基础机构fundamental mechanismﻫ基本额定寿命basic ratinglifeﻫ基于实例设计case-based design,CBD基圆base circleﻫ基圆半径radius of base circle基圆齿距base pitch基圆压力角pressureangle of base circle基圆柱base cylinder基圆锥base cone急回机构quick-return mechanism急回特性quick—return characteristics急回系数advance—toreturn-time ratio急回运动quick—return motion棘轮ratchet棘轮机构ratchetmechanism棘爪pawlﻫ极限位置extreme (or limiting)positionﻫ极位夹角crankanglebetween extreme(or limiting)positions计算机辅助设计puter aideddesign, CAD计算机辅助制造puter aided manufacturing,CAMﻫ计算机集成制造系统puter integrated manufacturing system,CIMSﻫ计算力矩fa ctored moment;calculation moment计算弯矩calculatedbending momentﻫ加权系数weightingefficient加速度acceleration加速度分析acceleration analysisﻫ加速度曲线accelerationdiagram尖点pointing; cuspﻫ尖底从动件knife—edge followerﻫ间隙backlash间歇运动机构intermittent motion mechanism减速比reductionratio减速齿轮、减速装置reductiongear减速器speed reducerﻫ减摩性anti—frictionquality渐开螺旋面involutehelicoidﻫ渐开线involute渐开线齿廓involute profileﻫ渐开线齿轮involute gear渐开线发生线generating line ofinvoluteﻫ渐开线方程involute equationﻫ渐开线函数involutefunction渐开线蜗杆involutewormﻫ渐开线压力角pressure angleof involute渐开线花键involute splineﻫ简谐运动simple harmonic motionﻫ键key键槽keyway交变应力repeated stressﻫ交变载荷repeated fluctuating loadﻫ交叉带传动cross-belt drive交错轴斜齿轮crossed helicalgearsﻫ胶合scoringﻫ角加速度angularaccelerationﻫ角速度angular velocity角速比angular velocity ratio角接触球轴承angular contact ball bearing角接触推力轴承angular contactthrust bearingﻫ角接触向心轴承angular contact radial bearingﻫ角接触轴承angularcontact bearing铰链、枢纽hingeﻫ校正平面correctingplane接触应力contact stress接触式密封contact seal阶梯轴multi—diametershaftﻫ结构structureﻫ结构设计structural design截面section节点pitch pointﻫ节距circular pitch;pitch ofteethﻫ节线pitch lineﻫ节圆pitchcircleﻫ节圆齿厚thickness on pitchcircleﻫ节圆直径pitchdiameter节圆锥pitchcone节圆锥角pitch coneangle解析设计analytical design紧边tight-sideﻫ紧固件fastener径节diametral pitch径向radialdirectionﻫ径向当量动载荷dynamic equivalentradial load径向当量静载荷static equivalentradial loadﻫ径向基本额定动载荷basicdynamic radial loadratingﻫ径向基本额定静载荷basic s tatic radial load tating径向接触轴承radial contact bearing径向平面radialplaneﻫ径向游隙radial internalclearance径向载荷radial loadﻫ径向载荷系数radial loadfactor径向间隙clearanceﻫ静力static force静平衡static balanceﻫ静载荷static load静密封static seal局部自由度passivedegree of freedomﻫ矩阵matrixﻫ矩形螺纹square threadedformﻫ锯齿形螺纹buttressthread formﻫ矩形牙嵌式离合器square-jaw positive-contactclutch绝对尺寸系数absolute dimensional factorﻫ绝对运动absolute motion绝对速度absolutevelocity均衡装置load balancing mechanismﻫ抗压强度pression strength开口传动open—belt driveﻫ开式链open kinematic chain开链机构openchain mechanism可靠度degree of reliabilityﻫ可靠性reliability可靠性设计reliability design,RDﻫ空气弹簧air springﻫ空间机构spatialmechanism空间连杆机构spatial linkageﻫ空间凸轮机构spatial camﻫ空间运动副spatial kinematic pair空间运动链spatial kinematicchain空转idleﻫ宽度系列width seriesﻫ框图block diagramﻫ雷诺方程Reynolds‘sequation ﻫ离心力centrifugalforce离心应力centrifugalstressﻫ离合器clutchﻫ离心密封centrifugal seal理论廓线pitchcurve理论啮合线theoreticalline of actionﻫ隶属度membership力forceﻫ力多边形force polygonﻫ力封闭型凸轮机构force—drive (orforce-closed) cam mechanismﻫ力矩momentﻫ力平衡equilibrium力偶coupleﻫ力偶矩moment of coupleﻫ连杆connecting rod,couplerﻫ连杆机构linkage连杆曲线coupler—curve连心线line ofcentersﻫ链chainﻫ链传动装置chain gearingﻫ链轮sprocket sprocket—wheel sprocketgear chainwhe el联组V带tight-up Vbelt联轴器couplingshaft couplingﻫ两维凸轮two-dimensionalcam临界转速critical speed六杆机构six-bar linkageﻫ龙门刨床doubleHaasplaner轮坯blank轮系gear trainﻫ螺杆screw螺距threadpitchﻫ螺母screwnut螺旋锥齿轮helical bevel gearﻫ螺钉screws螺栓boltsﻫ螺纹导程leadﻫ螺纹效率screwefficiencyﻫ螺旋传动power screwﻫ螺旋密封spiral sealﻫ螺纹thread (of a screw)ﻫ螺旋副helicalpair螺旋机构screw mechanismﻫ螺旋角helixangle螺旋线helix ,helicallineﻫ绿色设计greendesigndesign for environmentﻫ马耳她机构Genevawheel Geneva gearﻫ马耳她十字Maltesecross ﻫ脉动无级变速pulsating steplessspeed changes脉动循环应力fluctuatingcirculating stress脉动载荷fluctuating load铆钉rivet迷宫密封labyrinth sealﻫ密封seal密封带seal beltﻫ密封胶seal gumﻫ密封元件potted ponentﻫ密封装置sealing arrangementﻫ面对面安装face—to-face arr angement面向产品生命周期设计designfor product`s life cycle,DPLCﻫ名义应力、公称应力nominalstressﻫ模块化设计modulardesign, MDﻫ模块式传动系统modular systemﻫ模幅箱morphology boxﻫ模糊集fuzzy setﻫ模糊评价fuzzyevaluationﻫ模数module摩擦frictionﻫ摩擦角friction angle摩擦力friction force摩擦学设计tribology design, TDﻫ摩擦阻力frictional resistance摩擦力矩frictionmoment摩擦系数coefficient of friction摩擦圆friction circle磨损abrasion wear;scratching末端执行器end-effector目标函数objective function耐腐蚀性corrosion resistance ﻫ耐磨性wear resistance挠性机构mechanism with flexible elementsﻫ挠性转子flexiblerotor内齿轮internal gearﻫ内齿圈ringgearﻫ内力internal forceﻫ内圈inner ring能量energyﻫ能量指示图viscosityﻫ逆时针counterclockwise(or anticlockwise)ﻫ啮出engaging-out啮合engagement,mesh,gearing啮合点contactpointsﻫ啮合角working pressure angleﻫ啮合线lineof actionﻫ啮合线长度lengthof lineof action啮入engaging—inﻫ牛头刨床shaper凝固点freezing point;solidifyingpointﻫ扭转应力torsion stress扭矩momentof torqueﻫ扭簧helical torsion spring诺模图NomogramO形密封圈密封O ring seal盘形凸轮diskcamﻫ盘形转子disk—likerotor抛物线运动parabolic motionﻫ疲劳极限fatiguelimitﻫ疲劳强度fatigue strength偏置式offsetﻫ偏(心)距offset distance偏心率eccentricity ratioﻫ偏心质量eccentric massﻫ偏距圆offset circleﻫ偏心盘eccentric偏置滚子从动件offsetrollerfollowerﻫ偏置尖底从动件offsetknife—edge followerﻫ偏置曲柄滑块机构offsetslider—crank mechanism拼接matching评价与决策evaluation and decision频率frequencyﻫ平带flat belt平带传动flat belt drivingﻫ平底从动件flat-face followerﻫ平底宽度facewidthﻫ平分线bisector平均应力average stressﻫ平均中径mean screw diameterﻫ平均速度average velocityﻫ平衡balanceﻫ平衡机balancing machineﻫ平衡品质balancingqualityﻫ平衡平面correctingplaneﻫ平衡质量balancingmassﻫ平衡重counterweightﻫ平衡转速balancing speed平面副planar pair, flat pairﻫ平面机构planar mechanismﻫ平面运动副planarkinematicpairﻫ平面连杆机构planar linkageﻫ平面凸轮planarcamﻫ平面凸轮机构planar cammechanism平面轴斜齿轮parallelhelical gearsﻫ普通平键parallel keyﻫ其她常用机构othermechanisminmon use ﻫ起动阶段starting period启动力矩startingtorque气动机构pneumaticmechanism奇异位置singular position起始啮合点initial contact,beginningofcontact气体轴承gas bearing千斤顶jackﻫ嵌入键sunk key强迫振动forced vibration切齿深度depth of cutﻫ曲柄crank曲柄存在条件Grashoff`slaw曲柄导杆机构crank shaper (guide-bar)mechanism曲柄滑块机构slider-crank (orcrank-slider) mechanismﻫ曲柄摇杆机构crank-rocker mechanismﻫ曲齿锥齿轮spiral bevel gear 曲率curvature曲率半径radius of curvatureﻫ曲面从动件curved-shoe follower曲线拼接curvematchingﻫ曲线运动curvilinear motionﻫ曲轴crank shaftﻫ驱动力driving forceﻫ驱动力矩driving moment(torque)ﻫ全齿高whole depth权重集weightsets球ballﻫ球面滚子convex rollerﻫ球轴承ball bearingﻫ球面副spheric pair球面渐开线spherical involuteﻫ球面运动spherical motion球销副sphere—pin pair球坐标操作器polar coordinate manipulatorﻫ燃点spontaneous ignition热平衡heat balance;thermal equilibrium ﻫ人字齿轮herringbone gear冗余自由度redundant degree of freedom柔轮flexsplineﻫ柔性冲击flexible impulse; soft shockﻫ柔性制造系统flexible manufacturing system;FMSﻫ柔性自动化flexible automationﻫ润滑油膜lubricant film润滑装置lubricationdeviceﻫ润滑lubricationﻫ润滑剂lubricantﻫ三角形花键serration spline三角形螺纹V threadscrew三维凸轮three-dimensional cam三心定理Kennedy`s theoremﻫ砂轮越程槽grindingwheelgrooveﻫ砂漏hour-glass少齿差行星传动planetarydrive with smallteethdifference设计方法学design methodology设计变量designvariable设计约束design constraintsﻫ深沟球轴承deep groove ball bearingﻫ生产阻力productiveresistance升程rise升距lift实际廓线cam profileﻫ十字滑块联轴器double slider coupling; Oldham‘s couplingﻫ矢量vectorﻫ输出功output workﻫ输出构件o utput linkﻫ输出机构outputmechanism输出力矩output torque输出轴outputshaft输入构件input linkﻫ数学模型mathematic modelﻫ实际啮合线actual line ofaction双滑块机构double—slider mechanism,ellipsographﻫ双曲柄机构double crank mechanism双曲面齿轮hyperboloidgearﻫ双头螺柱studsﻫ双万向联轴节constant-velocity (or double) universal jointﻫ双摇杆机构double rockermechanism双转块机构Oldham couplingﻫ双列轴承doublerow bearingﻫ双向推力轴承double-direction thrustbearingﻫ松边slack-sideﻫ顺时针clockwiseﻫ瞬心instantaneouscenter死点dead pointﻫ四杆机构four—barlinkageﻫ速度velocityﻫ速度不均匀( 波动)系数coefficient of speed fluctuation速度波动speedfluctuation速度曲线velocity diagram速度瞬心instantaneous center of velocity塔轮step pulley踏板pedal台钳、虎钳vice太阳轮sun gear弹性滑动elasticity sliding motionﻫ弹性联轴器elastic coupling flexible coupling弹性套柱销联轴器rubber-cushioned sleeve bearing coupling套筒sleeve梯形螺纹acme thread formﻫ特殊运动链special kinematic chainﻫ特性characteristicsﻫ替代机构equivalent mechanism调节modulation,regulation调心滚子轴承self-aligning rollerbearing调心球轴承self—aligning ball bearingﻫ调心轴承self-aligning bearing调速speedgoverning调速电动机adjustable speedmotorsﻫ调速系统speed control system调压调速variable voltage control调速器regulator,governorﻫ铁磁流体密封ferrofluid seal停车阶段stopping phase停歇dwell同步带synchronous belt同步带传动synchronous belt driveﻫ凸得,凸面体convexﻫ凸轮camﻫ凸轮倒置机构inversecammechanismﻫ凸轮机构cam,cammechanism凸轮廓线cam profile凸轮廓线绘制layout of camprofile。
铸造英语
1. fundamental a. 基础的,基本的3. process n. 工序、过程vt. 使经历某一过程4. molding(美)n. 造型moulding(英)n. 造型5. casting n. 铸造(法)、浇注、铸件8. mold(美)n. 铸型,型mould(英)n. 铸型,型9. govern vt.vi. 支配,决定(be)governed by 取决于……;由……决定,以……为转移。
10. green sand mold n. 湿(砂)型12. pour vi. Vt. 浇注13. dry sand mold n. 干(砂)型14. mixture n. 混合物,混合料15. ram vi. Vt. 冲紧,紧实16. bake vt. Vi. 烘烤,焙烤17. moisture n. 水分,潮气,湿度18. firm a. 坚硬的19. coremaking n. 制芯20. cavity n. 空腔,空洞,孔21. project vt. Vi. 伸出,突出23. binding material n. 粘结材料,粘结剂25. melt vi. Vt. n. 熔化,熔炼,溶液30. burner n. 燃烧器,燃烧炉32. brass n. 黄铜,铜锌合金bronze n. 黄铜,铜锡合金34. crucible furnace n. 坩埚炉35. cast iron n. 铸铁36. cupola n. 冲天炉37. electric arc furnace n. 电弧炉38. open hearth furnace n. 平炉39. converter n. 转炉41. container n. 容器42. ladle n. 浇包43. cleaning n. 清理,清砂44. finishing n. 打磨45. solidify vt. Vi. 使凝固47. gate n. 浇口,内浇口48. riser n.冒口49. adhere vi. 粘附,粘着50. department n. 工段,车间,部门51. inspect vi. Vt. 检查,检验,部门52. heat treatment n. 热处理2. pack vt. 舂、紧,充填3. withdraw (withdrew,withdrawn)vt. 起出,取出5. riddle n.;vt. 筛,过筛6. screen n.;vt. 筛子,筛分8. unifomity n. 均匀性uniformly ad. 均匀地10. facing sand n. 面砂11. heat-resistant a. 耐热的13. collapse vi. 倒塌,毁坏14. excessive a. 过度的15. escape vi. 逸出16. cause vt.;n. 使产生,引起17. blow-hole n. 气孔18. cope n. 上型(箱)19. drag n. 下型(箱)20. boxlike a. 箱形的21. frame n. 框子22. flask n. 砂箱24. cheek n. 中型(箱)25. joint n.;vt. 连接面,接合面26. vent vt. 通气27. venthole n. 通气孔28. properly ad. 适当地,正确地29. permeability n. 透气性30. interior a. 内部的,里面的31. hard-baked a. 烘干,硬化32. insert vt. 放入 n. (pl.)金属型芯,内冷铁33. undercut n. (铸件上的)凹陷部分34. hollow n. 空穴,孔36. assembly n. 总装,组合件37. molten a. 熔融的38. downward ad. a. 向下39. runner n. 横浇道40. compensate vt. 补偿41. shrinkage n. 收缩,收缩量42. remove vt. 去掉,消除43. lug n. (箱)耳44. pin n. (合箱)销46. mold cavity n. 型腔47. parting surface n. 分型面48. pouring basin n. 浇口盆49. gate sprue n. 直浇道50. bottom board n. 底板51. cross-sectional view n. 剖面图2. non-ferrous a. 非铁(金属)的,有色(金属)的3. light-alloy a. 轻合金4. estimate n.;vt. 评价,判断5. fineness n. 细度,光洁度6. plasticity n. 可塑性7. bond n.;vt. 粘结,粘结力,粘结剂8. refractoriness n. 耐火性9. durability n. 耐久(用)性10. in different degrees 在不同程度上11. constituent n.;a. 成分,组成物12. grain n. 颗粒13. aluminium silicate n. 硅酸铝14. clay n. 粘土15. binder n. 粘结剂16. artificial a. 人工的,人造的17. greensand n. 湿砂18. impression n. 型腔,痕迹19. strickle n. 刮板21. proportioning n. 使成比例,配料,(按比例)配合22. hold together 结合23. fuse v. 熔化24. skin n. 表皮,外壳25. relate to 与……有关26. withstand (withstood)vt. 经得起,耐得住27. synthetic a.;n. 合成的,合成剂28. dig (dug,dug)vt. 挖掘,采掘29. pit n. 矿井,矿坑30. mix v. 混合31. relatively ad. 按比例的,相对地32. select vt. 选用,挑选33. nonthermosetting hydrocarbon resin 非热固性碳氢树脂34. bentonite n. 膨润土35. result from 由…引起,由于36. keep from 防止1. patternmaking n.模样制造2. pattern n. 模样3. patternmaker n. 木模工4. affect vt. 影响,对…起作用5. designing n., a. 设计(的)6. drafting n. 制图7. machining n. 机械加工8. be common to 为…所共有9. talk over 商量,讨论10. planning n. 设计,计划11. blueprint n. 蓝图,设计图12. visualize vt. 想象出,设想出13. preliminary a. 初步的14. cost n. 成本,费用15. order vt. 订货16. distortion n. 变形,挠曲17. location n. 位置18. allowance n. 余量19. parting line n. 分型线20. establish vt. 建立21. layout n. 放样图,设计图22. procedure n. 方法,(生产)过程23. decide upon = decide on 决定,选定,确定24. reproduction n. 复制品25. dress (dressed,drest)vt. 刨光,打磨26. edge n. 边,棱边,侧面27. square a. 方的;n. 角尺28. shrink rule n. 缩尺29. divider n. (pl.)两脚规,分规30. instrument n. 工具,装置31. pointed knife n. 尖刀32. tool n. 工具,刀具,机床33. accuracy n. 精度,准确度34. pattern allowance n. 模样余量,模样放尺35. take into account 考虑,重视36. drawing n. 图样37. check vt.;n. 校队,核对,开裂2. wear n.;vt. 磨损3. rapping n. 松模4. subsequent a. 继起的,后来的5. abrasive a.;n. 磨损的,摩擦的6. impervious a. 不能透过的,不渗水的7. alternately adv. 交替的8. damp a.;n. 潮湿的9. tear n. 撕裂,扯破10. plastic n. (常用pl.)塑料,合成树脂11. gypsum n. 石膏12. plaster n. 熟石膏13. exact a. 精确的,精密的14. undersize n. 尺寸过小,尺寸不足15. draft n. (起模)斜度16. machining provision n. 机械加工余量17. solid shrinkage n. 固态收缩18. freezing temperature n. 凝固温度19. contraction n. 收缩20. allow for 考虑到21. automatically ad. 自动地22. approximate a. 近似的,大约的23. malleable iron n. 可锻铸铁,马铁25. master pattern n. 母模26. draw (drew,drawn)vt. 起出(模样)27. vertical a. 垂直的28. taper vt.;n. 退拔,(起模)斜度29. inward a. 向内的30. mount vt. 固定,装配31. accuracy of finish n. 加工精度Lesson 61. skin-dried mold n. 表面干燥型2. air-dried mold n. 空气干燥铸型3. loam mold n. 泥型4. cement-boned mold n. 水泥砂型5. dry-sand core mold n. 组芯铸型6. investment mold n. 熔模铸型7. maintain vt. 维持,保持,维护10. softness n. 柔软(性,度)11. offer vt.;n. 提供,给予,产生12. resistance n. 阻力,抗(耐)……性13. crack n. ;vi. 开裂,裂纹14. favor=favour vt. ; n. 欢迎,赞成15. close vt. ; a. ; n. 合箱,关闭16. shake out n. (振动)落砂17. continuous cycle n. 连续循环,连续周期18. duration n. 持续时间19. majority n. 多数20. miscellaneous a. ;n. 各种的21. assemble vt. ;n. 装配,组合22. protection n. 保护,防护23. erosion n. 侵(腐)蚀,冲蚀24. corn flour n. 谷粉,玉米粉25. glutin n. 明胶26. molasses n. (废)糖浆27. linseed oil n. 亚麻油28. spray n. ;vt. 喷涂(料)29. gas torch n. 煤气喷灯30. portable a. 手提的,可携的,轻便的31. stove n. 炉子,烘炉32. infrared a. 红外线(的)33. backing sand 背砂,填充砂34. penetrate vt. 渗入Lesson 71. evolve vt. 放出,析出2. overnight ad. ;a. 在前一天晚上,隔夜3. oven n. 烘炉,加热室4. burner n. 燃烧器,喷灯5. charcoal n. 木炭6. circulate v. 循环,流通7. provide v. 供给,供应8. resist vt. 抵抗,耐,承受9. detail n. 细节,部分10. disadvantageous a. 不利的,有害的11. unusual a. 不平常的,独特的12. pattern plate n. 模板13. harden vt. 硬化14. sodium silicate n. 硅酸钠,水玻璃15. clay-free n. 无粘土的16. siliceous a. 含硅的,硅酸的17. carbon dioxide n. 二氧化碳18. promote vt. 促进,加速19. interfere vi. 妨碍,影响20. disintegration n. 溃散21. organic a. 有机的22. wood flour n. 木屑,木粉23. sand mixture n. 型砂24. delay vt. ;n. 耽误,延缓25. inadequate a. 不适宜的,不充分的26. portland cement n. 波特兰水泥(普通水泥)Lesson 81. gating system n. 浇注系统2. refer vt. 把…归类于,指(的是)3. passageway n. 通道4. pouring basin n. 浇口杯,浇口池5. strainer core n. 筛网芯片,撇渣芯,浇口滤片6. fulfill =fulfil vt. 实现,完成,达到7. be defined as ……的定义是,可称为8. be classified as 分成(为)……类9. parting-line gating n. 分型线浇注系统10. bottom gating n. 底注式浇注系统11. erosion n. 冲蚀,侵蚀12. turbulence n. 涡流,漩涡,紊流13. refractory tile pipe n. 耐火材料管14. horn gate n. 羊角浇口15. reversed horn gate n. 倒置羊角浇口16. top gating n. 顶注式浇注系统17. gradient n. 梯度18. directional solidification n. 定向凝固19. server as (for)起…作用,作为20. pencil gate n. 雨林浇口21. wedge gate n. 契形浇口22. choke n. 阻流口,节流口23. side gating n. 侧注式浇注系统24. slot n. 狭缝,隙缝25. step gate n. 阶梯浇口26. deliver vt. 供给,移交,交付27. function vi. ;n. 起作用,作用Lesson 91. satisfactory a. 满意的,(良)好的2. originally ad. 原来,最初3. hardness n. 硬度4. transport vt;n. 运输,输送5. (be)capable of –ing 能…,可以…,容许…6. smoothness n. 光滑度,平滑度7. wash n. 涂料8. coating n. 涂料,涂层9. impart vt. 给予,赋予10. collapsibility n.溃散性11. overstress vt.;n. 使…受(应)力过大,过应力,超载12. knock out 落砂,敲出,分离13. core print 型芯头(座)14. sharp sand n. 角形砂,纯砂15. pine-tree resin n. 松香16. cereal binder n. 谷类粘结剂17. dextrine = dextrin n. 糊精(C6H10O5)18. starch n. 淀粉Lesson 102. alloy n. 合金v. 合铸,熔合,熔成合成8. intentionally ad. 有意地,故意地9. blast n. v. 鼓风,(一股)气流10. blast furnace 高炉,鼓风炉11. nickle n. 镍12. chromium n. 铬13. molybdenum n. 钼14. graphite n. 石墨15. property n. 特性,性能16. mechanical property 机械性能17. metallurgical a. 冶金的,金相的18. distribution n. 分布,分布状态19. microscope n. 显微镜20. specimen n. 试样,样品,标本21. grind v. 磨光,磨快(过去式ground)22. polish v. 抛光,打光,发亮23. etch v. 侵蚀,腐蚀24. matrix n. 基体26. extend v. 延长,延伸,扩张27. ferrite n. 铁素体28. cementite n. 渗碳体29. pearlite n. 珠光体30. austenite n. 奥氏体31. steadite n. 斯氏体磷化物共晶体32. solution n. 溶解,溶液,熔体,解决(办法)33. solid solution 固溶体Lesson 111. white cast iron 白口铸铁2. malleable a. 有延展性的,可锻的3. malleable cast iron 球墨铸铁4. nodular a. 球粒状的5. nodular cast iron 球墨铸铁6. reminder n. 剩余物,剩下物7. chill n. a. v. 激冷,冷铁,冷铸,白口层8. rim n. 轮缘9. machining quality a. 机加工性能,被切削性10. forging n. 锻造,锻件11. ductility n. 韧性,延性12. separate v. 分离,析出13. temper v. n. 回火,搀和,加水混砂14. temper carton 退火碳15. interrupt v. 中断,阻碍16. implement n. 机具,农具17. agricultural implement 农具18. fitting n. a. 装配,配件,连接件19. pipe fitting 管接头,管配件20. instead of 代替,而不是21. in this respect 在这一点上,在这方面Lesson 121. primarily2. corrosion n. 腐蚀,侵蚀3. atmospheric a. 大气的,常压的4. exposure n. 暴露,照射5. plating n. 镀层,电镀,喷镀6. heat-treatable a. 可热处理的7. definite a. 确定的,一定的9. (be)prone to 易于,倾向于10. reaction a. 反应,反作用11. (be)liable to 易于…,有…倾向12. oxidation n. 氧化13. whilst =(while) conj. 当…时,而14. flux n. 熔剂,焊剂15. cover flux 覆盖剂16. cleanse vt. 去掉,清除17. oxide n. 氧化物18. to the extent of 到…程度19. aging = (ageing) n. 老化,时效20. self-aging 自然时效21. strain n. 应变,变形22. stability n. 稳定性23. titanium n. 钛24. in varying proportions 按不同的比例25. nonmagnetic a. 无磁的,非磁性的26. nonsparking a. 不产生火花的27. possess vt. 具有,拥有,占有30. equipment n. 设备,装备31. comparable with 可与…相比的,与…相类似的Lesson 132. specify vt. 规定8. impact resistance n. 抗冲击性9. wear resistance n. 耐磨性,磨损阻力10. acid resistance n. 耐酸性11. weldability n. 可焊性,焊接性12. rigidity n. 刚性,刚度13. deflection n. 挠曲,弯曲,挠度14. separately ad. 单独地15. identify vt. 识别,鉴定,验明16. yield strength n. 屈服强度17. ductility n. 韧性,可锻性,延性18. effectiveness n. 有效性19. with regard to 就…而论,对于,关于20. deoxidizer = deoxidiser n. 脱氧剂,还原剂21. soundness n. 完好的程度22. adversely ad. 相反地23. objectionable a. 有害的,不好的24. tolerate vt. 允许,承受Lesson 141. cylinder n. 圆柱体,汽缸2. shell n. 壳体,贝壳3. casing n. 箱,盒,壳,套4. lining n. 衬,衬里,内衬5. brick n. 砖vt. 砌砖6. windbox 风箱,风带7. encircle vt. 环绕,绕……行一周9. support vt. 支撑,支承10. leg n. 腿,脚,支柱11. hunge v. 铰接,用铰链结合;n. 铰链12. semicircular a. 半圆形的13. prop n. 撑杆,炉底撑杆14. remain vi. 剩下,余留15. coke n. 焦炭16. slag n. 炉渣,熔渣17. blower n. 鼓风机,风扇18. taphole 出铁孔19. spout n. 出铁槽,流槽,水落管20. float vi. 漂浮21. sighthole 观察孔22. charging door 加料门23. occupy vt. 占有,占据24. combustion n. 燃烧25. theoretical a. 理论上的26. boundary n. 边界,分界,界27. oxygen n. 氧28. eliminate vt. 除去,消除32. coke bed 底焦33. oxidize v. 使氧化34. influence n. 影响 vt. 影响,对…有作用35. regulate vt. 调整,调节36. efficiency n. 效率37. collect v. 收集,聚集38. preheat v. 预热39. stack n. 烟囱,炉身,堆40. represent v. 代表,意味,象征41. waste n. v. 废物,浪费,纱头,回丝 a. 无用的,废弃的Lesson 151. mass n. 物质,质量 a.大量的,集中的2. mass-production 大量(大批,成批)生产3. previous ad. 以前,预先4. backbreaking a. 累人的5. item n. 条,项,项目6. outstanding a. 显著的,突出的7. advantage n. 优点,有利条件8. dimensionally ad. 在尺寸方面11. fixture n. 夹具13. coordinate v. 配合,使同等14. coordinating n. 配套设备15. stationary a. 不动的,静止的16. permanent a. 永久的,恒定不变的17. foundation n. 基础,地基18. jolt v. ;n. 震击19. squeeze v. ;n. 压实20. piston n. 活塞21. combination n. 结合,组合22. tendency n. 倾向,趋势23. correct vt. 纠正,改正24. compress vt. 压缩25. compressed air 压缩空气26. source n. 源,源泉27. valve n. 阀28. knee valve n. 膝阀29. exhaust n. ;v. 排出30. port n. 口,港口31. cycle n. 循环,周期32. swing v. 回转,摇摆,摆动33. force vt. 迫使,推动;n. 力,力量34. diameter n. 直径Lesson 161. sand slinger n. 抛砂机2. throw vt. ;n. 掷,抛3. impact n. ;vt. 冲击4. mechanism n. 机构,机理5. impeller n. 叶轮6. blade n. 叶片vane n. 叶片8. endless bucket elevator 环形斗式提升机9. track n.;v. 轨道,跟踪10. bay n. 柱距,跨(度)12. centralized fingertrip control 中心按钮控制13. back and forth 前后,来回14. as compared with 与…比较15. aerate vt. 松砂16. provide with 装有,具备17. remote-contro station 遥控台18. visibility n. 能见度,视野,视界Lesson 171. gain ground 有进展2. in the order of 大约,按……次序3. enormous a. 巨大的4. fettling n. 清理,补炉5. none at all 一点也没有6. joint line 分型线7. feeder n. 冒口,补缩包8. dilation n. 扩大,膨胀9. bring about 引起、生产、导致10. ferrostatic head 铁水静压头11. dense a. 致密的12. uncommon a. 难得的、不平常的13. sophistication n. 采用先进技术14. associate vt. 联合be associated with 在…同时,与…有联系15. recover vt. 回收,复原16. expenditure n. 费用17. capital expenditure 基建费18. superior a. ;n. 优等的19. gradually ad. 逐渐20. short series 小批量21. jobbing n. 重复性很小的工作22. unsophisticated a. 不复杂的,简单的23. manual a. ;n. 手工的,手册24. assist vt.;n. 辅助25. lift vt. 起吊,提升26. rational a. 合理的27. criterion (复数criteria) n. (判断的)标准,准则28. prototype n. 原型,样机29. providing conj. (=provided)只要,如果30. delicate a. 精细的,易损的,脆弱的Lesson 181. scale n. 锈皮3. adequate a. 充分的,足够的,适当的5. stiff a. 硬的6. bristle n. (刷子等的)毛7. chisel n. 錾子,凿子8. barrel n. 筒,桶9. tumbling n. 清理滚筒10. rub v. 摩擦11. breakage n. 破裂,断裂12. absorb vt. 吸收,缓冲13. jet n. 气流,射流,水流14. velocity n. 速度15. cabinet n. 小室16. sand blast cabinet 喷砂室17. nozzle n. 喷嘴18. shatter v. 打碎,打破19. shatterproof glass 防震玻璃20. completion n. 完成,结束21. helmet n. 防护面具,头盔22. pneumatic a. 气动的,风动的23. pneumatic chipping hammer 风铲24. grinder n. 砂轮机,磨床25. pneumatic grinder 风动砂轮机26. centrifugal a. 离心的27. hopper n. 斗,仓28. storage hopper 贮存斗29. blade wheel 叶轮30. emery n. 金刚砂,磨光31. emery wheel 砂轮32. dust n. 灰尘33. dust-collecting device 击沉装置3. carbon n. 碳4. silicon n. 硅5. manganese n. 锰6. sulfur = (sulphur) n. 硫7. phosphorus n. 磷8. molybdenum n. 钼9. nickel n. 镍10. tungsten n. 钨11. vanadium n. 钒12. zirconium n. 锆13. calcium n. 钙14. silica n. 二氧化硅,石英。
铸造英语专业词汇

GB5611-851. 基本术语1.1. 铸造foundry, founding, casting1.2. 铸造工艺foundry technology1.3. 铸件casting1.4. 砂型铸造sand casting process1.5. 特种铸造special casting process2. 合金性能2.1. 流动性fluidity2.2. 充型能力mold-filling capacity2.3. 吸气gas absorption2.4. 过冷undercooling, supercooling2.5. 过冷度degree of undercooling2.6. 成核nucleation2.7. 自发成核(均质成核)homogeneous nucleation2.8. 非自发成核(非均质成核)heterogeneous nucleation2.9. 凝固温度范围solidifica tion range2.10. 定向凝固(顺序凝固)directional solidification2.11. 液态收缩(液体收缩)liquid contraction2.12. 凝固收缩solidification contraction2.13. 固态收缩(固体收缩)solid contraction 2.14. 凝固时间solidification time2.15. 自由收缩free contraction2.16. 受阻收缩hindered contraction2.17. 铸件线收缩率shrinkage2.18. 收缩应力contraction stress2.19. 热应力thermal stress2.20. 相变应力transformation stress, phase change stress2.21. 铸造应力casting stress2.22. 残留应力(残余应力)residual stress3. 铸造用材料3.1. 金属原材料3.1.1. 金属原材料metallic raw material3.1.2. 生铁pig iron3.1.3. 铁合金ferro-alloy3.1.4. 回炉料foundry returns3.1.5. 中间合金master alloy3.2. 燃料3.2.1. 铸造焦炭foundry coke 3.2.2. 冶金焦炭metallurgical coke3.2.3. 固定碳fixed carbon3.3. 熔剂3.3.1. 熔剂flux3.3.2. 除气熔剂(除气剂)degassing flux 3.3.3. 覆盖熔剂(覆盖剂)covering flux 3.3.4. 精炼熔剂(精炼剂)refining flux 3.3.5. 耐火材料3.3.6. 耐火度(耐火性)refractoriness 3.3.7. 耐火砖firebrick3.3.8. 耐火粘土fireclay3.3.9. 硅砖silica brick3.3.10. 镁砂grain magnesite3.4. 造型材料3.4.1. 造型材料molding material3.4.2. 砂sand3.4.3. 水洗砂washed-out sand3.4.4. 硅砂silica sand3.4.5. 天然砂natural sand3.4.6. 人工砂artificial sand3.4.7. 天然粘土砂naturally clay-bonded sand3.4.8. 橄榄石砂olivine sand3.4.9. 铬铁矿砂chromite sand3.4.10. 锆砂zircon sand3.4.11. 炭粒砂carbon sand3.4.12. 精硅砂sharp sand3.4.13. 红砂red sand3.4.14. 熟料砂chamotte sand3.4.15. 粘结剂binder3.4.16. 粘土clay3.4.17. 无机粘结剂inorganic binder3.4.18. 有机粘结剂organic binder3.4.19. 高岭土kaolin3.4.20. 膨润土bentonite3.4.21. 钠基膨润土sodium bentonite3.4.22. 钙基膨润土calcium bentonite3.4.23. 活化膨润土activated bentonite 3.4.24. 干性油drying oil3.4.25. 自硬粘结剂(冷硬粘结剂) no bakebinder3.4.26. 热固树脂粘结剂thermosetting resin binder3.4.27. 油类粘结剂oil based binder3.4.28. 水玻璃粘结剂water glass binder, sodium silicate binder3.4.29. 纸浆废液lignin liquor3.4.30. 合脂粘结剂synthetic fat binder 3.4.31. 水玻璃模数sodium silicate modulus3.5. 辅助材料3.5.1. 附加物additives3.5.2. 发热剂exothermic mixture3.5.3. 分型剂(脱模剂)parting agent, stripping agent3.5.4. 固化剂(硬化剂)hardener3.5.5. 悬浮剂suspending agent3.5.6. 涂料coating3.5.7. 砂处理3.5.8. 型砂制备(砂处理)sand preparation3.5.9. 混砂sand mulling, sand mixing 3.5.10. 型砂(造型混合料)molding sand 3.5.11. 芯砂(造芯混合料)core sand 3.5.12. 合成砂synthetic sand3.5.13. 自硬砂self-hardening sand3.5.14. 水玻璃砂sodium silicate-bonded sand3.5.15. 覆膜砂precoated sand3.5.16. 烂砂泥(麻泥)loam3.5.17. 调匀砂temper sand3.5.18. 面砂facing sand3.5.19. 背砂(填充砂)backing sand3.5.20. 单一砂unit sand3.5.21. 含泥量clay content3.5.22. 含水量moisture content 3.5.23. 旧砂floor sand3.5.24. 枯砂(焦砂)burnt sand3.5.25. 废砂waste sand3.5.26. 热砂hot sand3.5.27. 松砂aeration , sand-cutting3.5.28. 筛分(筛析)screen analysis3.5.29. 旧砂处理sand reconditioning3.5.30. 旧砂再生sand reclamation3.5.31. 沉降分选elutria tion, decantation 3.5.32. 型砂性能及试验3.5.33. 型砂试验sand testing3.5.34. 透气性permeability3.5.35. 流动性flowability3.5.36. 型砂强度sand strength3.5.37. 湿强度green strength3.5.38. 干强度dry strength3.5.39. 耐用性(复用性)durability3.5.40. 砂型(芯)硬度mold hardness 3.5.41. 热变形hot deformation3.5.42. 残留强度retained strength3.5.43. 热强度hot strength3.5.44. 韧性toughness3.5.45. 发气率(发气速度)gas evolution rate3.5.46. 发气性(发气量)gas evolution 3.5.47. 吸湿性moisture absorption3.5.48. 落砂性knock-out capability3.5.49. 潰散性collapsibility3.5.50. 胶质价colloid index3.5.51. 破碎指数shatter index3.5.52. 砂处理设备3.5.53. 热气流烘砂装置hot pneumatic tube drier3.5.54. 混砂机sand muller, sand mixer 3.5.55. 松砂机aerator, sand cutter3.5.56. 冷却提升机cooling elevator, coolevator3.5.57. 筛砂机riddle3.5.58. 磁力滚筒magnetic separator 3.5.59. 旧砂再生设备sand reclamation3.5.60. 气力输送装置pneumatic tube conveyor4. 铸造合金4.1. 铸铁4.1.1. 铸铁cast iron4.1.2. 铸铁石墨形态morphology of graphite in cast iron4.1.3. 灰铸铁(灰口铸铁)gray cast iron 4.1.4. 白口铸铁white cast iron4.1.5. 麻口铸铁mottled cast iron4.1.6. 共晶度degree of saturation4.1.7. 碳当量carbon equivalent4.1.8. 片状石墨flake graphite4.1.9. 初生石墨primary graphite4.1.10. 孕育铸铁inocula ted cast iron4.1.11. 球墨铸铁spheroidal graphite cast iron, nodular graphite iron,ductile iron4.1.12. 球状石墨spheroidal graphite, nodular graphite4.1.13. 可锻铸铁malleable cast iron4.1.14. 黑心可锻铸铁black heart malleable cast iron4.1.15. 珠光体可锻铸铁pearlitic malleable cast iron4.1.16. 铁素体可锻铸铁ferritic malleable cast iron4.1.17. 白心可锻铸铁white heart malleable cast iron4.1.18. 团絮石墨tempered graphite4.1.19. 冷硬铸铁(激冷铸铁)chilled iron 4.1.20. 耐磨铸铁wear resisting cast iron 4.1.21. 耐热铸铁heat resisting cast iron 4.1.22. 耐酸铸铁acid resisting cast iron4.1.23. 高硅铸铁high silicon cast iron4.1.24. 蠕墨铸铁vermicular cast iron, compacted graphite cast iron4.1.25. 蠕虫状石墨vermicular graphite 4.1.26. 合金铸铁alloy cast iron4.2. 铸钢4.2.1. 铸钢cast steel4.2.2. 炭素铸钢carbon cast iron4.2.3. 低合金铸钢low alloy cast steel4.2.4. 高锰钢high manganese steel 4.2.5. 铁素体钢ferritic steel4.2.6. 铸造非铁合金4.2.7. 青铜bronze4.2.8. 铅青铜lead bronze4.2.9. 铝青铜aluminum bronze4.2.10. 黄铜brass4.2.11. 铝铜合金aluminum-copper alloy 4.2.12. 铝镁合金aluminum-magnesium alloy4.2.13. 铝硅合金aluminum-silicon alloy4.2.14. 镁合金magnesium alloy4.2.15. 轴承合金(减摩合金)bearing metal, antifrictional metal4.2.16. 巴氏合金babbitt alloy4.2.17. 钛合金titanium alloy5. 熔炼工艺及设备5.1. 熔炼基本术语5.1.1. 熔化(熔炼)melting5.1.2. 重熔remelting5.1.3. 炉料charge5.1.4. 熔化率melting rate5.1.5. 炉料计算charge calculation5.1.6. 双联熔炼duplexing5.1.7. 元素烧损(元素烧损率)melting losses of various chemicalelements5.1.8. 熔炼损耗(烧损)total melting loss 5.1.9. 还原气氛reducing atmosphere5.1.10. 氧化气氛oxidizing atmosphere5.1.11. 惰性气体inert gas5.1.12. 碱度(碱性指数)index of basicity 5.1.13. 碱性渣basic slag5.1.14. 酸性渣acid slag5.1.15. 精炼refining5.1.16. 遗传性heredity5.1.17. 铸铁熔炼5.1.18. 风口比tuyere ratio5.1.19. 有效高度effective height5.1.20. 送风强度blast intensity5.1.21. 预热送风hot blast5.1.22. 底焦coke bed5.1.23. 层焦coke split5.1.24. 隔焦(结力焦)buffer coke charge 5.1.25. 炉衬furnace lining5.1.26. 碱性炉衬basic lining5.1.27. 酸性炉衬acid lining5.1.28. 棚料bridging5.1.29. 熔池bath5.1.30. 吸碳carbon pick-up5.1.31. 铁焦比(焦比)iron-coke ratio 5.1.32. 出渣deslagging5.1.33. 打炉cupola drop5.2. 铸钢5.2.1. 氧化熔炼法oxidizing melting5.2.2. 不氧化熔炼法dead melting5.2.3. 真空熔炼vacuum refining5.2.4. 电渣熔炼electro-slag melting 5.2.5. 熔渣slag5.2.6. 沉渣sludge5.2.7. 浮渣dross, cinder5.2.8. 氧化期(沸腾期)oxidizing stage, boil5.2.9. 还原期deoxidizing stage, blocking stage5.2.10. 还原渣reducing slag5.2.11. 氧化渣oxidizing slag5.2.12. 白渣white slag5.2.13. 脱氧deoxidation5.2.14. 扒渣slagging- off5.2.15. 脱碳decarburization5.2.16. 脱硫desulphurization5.2.17. 脱磷dephosphorization5.2.18. 增碳recarburizing5.2.19. 脱氧剂deoxidizer5.2.20. 非铁金属熔炼5.2.21. 挥发损耗volatilizing losses5.2.22. 静置stewing, holding5.2.23. 吹氮nitrogen flushing5.3. 熔炼设备5.3.1. 冲天炉cupola5.3.2. 水冷冲天炉water-cooled cupola 5.3.3. 热风冲天炉hot-blast cupola5.3.4. 湿法除尘器we t cap5.3.5. 炉缸cupola well5.3.6. 前炉forehearth 5.3.7. 冲天炉加料机cupola charging machine5.3.8. 爬式加料机skip hoist5.3.9. 电磁配铁称electro-magnetic weighing balancer5.3.10. 电磁盘electromagnetic chuck5.3.11. 电弧炉(直接电弧炉)arc furnace, direct arc furnace5.3.12. 感应电炉electric induction furnace 5.3.13. 电渣炉electroslag furnace5.3.14. 电磁搅拌electromagnetic agitation 5.3.15. 浇包ladle5.3.16. 摇包shaking ladle5.3.17. 底注包bottom pouring ladle5.3.18. 保温炉holding furnace5.3.19. 坩埚炉crucible furnace5.3.20. 熔融金属处理5.3.21. 孕育inoculation5.3.22. 多孔塞法porous plug process5.3.23. 变质modification5.3.24. 墨化剂graphitizer5.3.25. 过热superheating5.3.26. 石墨球化处理nodularizing treatment of graphite5.3.27. 碳当量仪eutectometer5.3.28. 三角试块wedge test-piece5.3.29. 真空除气vacuum degassing5.4. 浇注5.4.1. 浇注pouring5.4.2. 保护气氛浇注pouring under controlled atmosphere5.4.3. 浇注速度pouring rate5.4.4. 浇注温度pouring temperature5.4.5. 浇注时间pouring time5.4.6. 浇注位置pouring position5.4.7. 型内孕育inmold inocula tion5.4.8. 压铁weight5.4.9. 捣冒口churning, pumping5.4.10. 点冒口(补注)teeming5.4.11. 浸入式高温计immersion pyremeter 5.4.12. 补炉patching5.4.13. 炉龄(炉衬寿命)campaign6. 工艺设计及工艺装备6.1. 工艺设计6.1.1. 铸造工艺设计mold design6.1.2. 铸造工艺装备设计foundry tools design6.1.3. 铸造工艺图foundry moldingdrawing6.1.4. 铸件图(毛坯图)drawing of rough casting6.1.5. 起模斜度(拔模斜度)pattern draft 6.1.6. 收缩余量shrinkage allowance6.1.7. 工艺补正量molding allowance6.1.8. 加工余量machining allowance6.1.9. 吃砂量mold thickness6.1.10. 补贴pad6.1.11. 分型负数joint allowance6.1.12. 铸件尺寸公差dimensional tolerance of casting6.1.13. 铸件重量公差weight allowance of casting6.1.14. 铸件加工基准面reference face for machining of casting6.1.15. 铸件表面粗糙度surface roughness of casting6.2. 浇冒口系统6.2.1. 浇注系统(浇口)gating system, running system6.2.2. 封闭式浇注系统choked running system, pressurized gating system6.2.3. 半封闭式浇注系统enlarged runner system6.2.4. 开放式浇注系统unchoked running system, non-pressurized gating system6.2.5. 浇口盆(外浇口)pouring basin6.2.6. 浇口杯pouring cup6.2.7. 浇口塞blanking-off plug6.2.8. 直浇道sprue6.2.9. 直浇道窝sprue base6.2.10. 横浇道runner6.2.11. 筛网芯(滤网芯)strainer core6.2.12. 内浇道ingate6.2.13. 离心集渣浇注系统whirl gate, dirt trap system6.2.14. 顶注式浇注系统top ga ting system6.2.15. 底注式浇注系统bottom gating system6.2.16. 阶梯式浇注系统step gating system 6.2.17. 雨淋浇口shower gate6.2.18. 缝隙浇口slot ga te6.2.19. 压边浇口lip runner, kiss runner6.2.20. 牛角式浇口horn gate6.2.21. 热节hot spot6.2.22. 冒口riser, feeder heed6.2.23. 冒口效率riser efficiency6.2.24. 明冒口open riser6.2.25. 暗冒口blind riser6.2.26. 侧冒口(边冒口)side riser6.2.27. 压力冒口pressure riser6.2.28. 大气压力冒口atmospheric riser6.2.29. 发气压力冒口(气弹冒口)gas-delivered pressure riser6.2.30. 透气砂芯pencil core6.2.31. 冒口颈riser neck6.2.32. 冒口根riser pad6.2.33. 保温冒口套heat insulating feeder sleeve6.2.34. 发热冒口套exothermic feeder sleeve 6.2.35. 补缩距离feeding distance, feeding zone6.2.36. 易割冒口knock-off head6.2.37. 易割片(易割芯片)washburn core 6.2.38. 模样6.2.39. 铸造工艺装备foundry tools and equipment6.2.40. 模样(铸模,模)pattern6.2.41. 母模master pattern6.2.42. 金属模metal pattern6.2.43. 骨架模skeleton pattern6.2.44. 石膏模plaster pattern6.2.45. 塑料模plastic pattern6.2.46. 整体模one-piece pattern6.2.47. 分开模parted pattern, split pattern 6.2.48. 活块loose piece6.2.49. 模板pattern plate6.2.50. 模底板pattern mounting pla te6.2.51. 单面模板single face pattern plate6.2.52. 双面模板match pla te6.2.53. 放样(伸图)hot dimensional drawing 6.2.54. 缩尺(模样工缩尺)shrinkage rule, pattern-maker’s r ule6.3. 芯盒6.3.1. 芯盒core box6.3.2. 脱落式芯盒troughed core box6.3.3. 下芯量具core setting scale6.3.4. 下芯夹具core jig6.3.5. 烘芯板core drying plate6.3.6. 砂箱6.3.7. 砂箱flask, molding box6.3.8. 箱带(箱挡)flask bar, cross bar6.3.9. 脱箱snap flask6.3.10. 套箱mold jacket6.3.11. 套销hollow pin, stub pin7. 造型及造芯7.1. 造型7.1.1. 造型molding7.1.2. 型腔mold cavity7.1.3. 铸型(型)mold7.1.4. 砂型sand mold7.1.5. 上型(上箱)cope, top part7.1.6. 下型(下箱)drag, bottom part7.1.7. 手工造型hand molding7.1.8. 机器造型machine molding7.1.9. 自动化造型automa tic molding7.1.10. 分型面mold joint7.1.11. 有箱造型flask molding7.1.12. 两箱造型two-part molding7.1.13. 三箱造型three-part molding7.1.14. 不平分型面stepped joint7.1.15. 无箱造型flaskless molding7.1.16. 脱箱造型removable flask molding 7.1.17. 地坑造型pit molding7.1.18. 刮板造型sweep molding7.1.19. 抛砂造型impeller ramming, sand slinging molding7.1.20. 组芯造型core assembly molding 7.1.21. 假箱造型oddside molding7.1.22. 微震压实造型vibratory squeezing molding7.1.23. 高压造型high pressure molding 7.1.24. 湿砂型(湿型,潮型)green sand mold7.1.25. 砂型烘干mold drying7.1.26. 干砂型(干型)dry sand mold7.1.27. 表面烘干型skin dried mold7.1.28. 烂砂泥型loam mold7.1.29. 砂床bed7.1.30. 过渡角transition angle7.1.31. 吊砂cod7.1.32. 砂钩lifter7.1.33. 负压造型(真空密封造型)vacuum molding7.1.34. 流态砂造型fluid sand molding7.1.35. 漏模pattern stripping7.1.36. 填砂mold-filling7.1.37. 紧实(紧砂,舂砂)ramming7.1.38. 震实jolt ramming7.1.39. 压实squeezing ramming7.1.40. 紧实度degree of ramming7.1.41. 二氧化碳法造型CO2 process7.1.42. 自硬砂造型self-hardening sand molding7.1.43. 塞砂tucking7.1.44. 刮砂strike-off7.1.45. 造型生产线molding line7.1.46. 刷水swabbing7.1.47. 敲模rapping7.1.48. 起模(拔模)stripping7.1.49. 扎出气孔venting7.1.50. 排气道venting channel7.1.51. 修型patching7.1.52. 冷铁densener, chill7.1.53. 外冷铁surface densener7.1.54. 内冷铁internal densener7.1.55. 验型(验箱)trial closing7.1.56. 合型(合箱,组型)mold assembling, closing7.2. 造芯7.2.1. 造芯(制芯)core making7.2.2. 芯(芯子)core7.2.3. 芯骨core rod, core scab7.2.4. 油砂芯oil sand core7.2.5. 预制芯embeded core, ram upcore7.2.6. 芯头core print7.2.7. 芯座core print7.2.8. 芯头斜度core print taper7.2.9. 芯头间隙core print clearance7.2.10. 壳芯shell core7.2.11. 烘芯core baking7.2.12. 通气蜡线vent wax7.2.13. 冷芯盒法cold box process7.2.14. 热芯盒法hot box process7.2.15. 芯撑chaplet7.2.16. 造型工具7.2.17. 造型工具hand tools of molding7.2.18. 压勺heart and spoon7.2.19. 提沟cleaner7.2.20. 双头铜勺(秋叶)double ended radius sleeker7.2.21. 镘刀trowel7.2.22. 造型及造芯设备7.2.23. 造型机molding machine7.2.24. 压实造型机squeezing molding machine7.2.25. 震击台bumper7.2.26. 振动台vibrating table7.2.27. 微震压实造型机vibratory squeezer 7.2.28. 震实造型机jolt molding machine7.2.29. 高压造型机high pressure molding machine7.2.30. 射压造型机shooting andsqueezing molding machine7.2.31. 多触头造型机equalizing piston squeezer7.2.32. 抛砂机sand slinger7.2.33. 起模机drawing machine7.2.34. 射砂机core shooter7.2.35. 挤芯机core extruder 7.2.36. 铸型输送机mold conveyor8. 铸件落砂及清理8.1. 落砂及清理8.1.1. 落砂shake-out, knock-out8.1.2. 除芯decoring8.1.3. 噴砂清理sand blasting8.1.4. 抛丸清理shot blasting8.1.5. 水力清砂hydraulic cleaning8.1.6. 水砂清砂hydraulic blast8.1.7. 清理cleaning, fettling8.1.8. 清砂cleaning8.1.9. 火焰表面清理scarfing8.1.10. 清铲chipping8.1.11. 化学清砂chemical cleaning8.1.12. 精整dressing and finishing8.1.13. 落砂机knock-out machine8.1.14. 抛丸清理机shot blast machine 8.1.15. 清理滚筒tumbling barrel8.1.16. 抛丸落砂清理设备shot blast reclaiming equipment8.1.17. 悬挂式磨轮swing frame grinder 8.1.18. 修补及矫正8.1.19. 矫正coining, straightening8.1.20. 焊补repair welding8.1.21. 渗补impregnation8.1.22. 特种铸造8.1.23. 金属型铸造8.1.24. 金属型铸造permanent mold casting, gravity die casting8.1.25. 金属型metal mold8.1.26. 金属芯metal core8.1.27. 覆砂金属型sand-lined metal mold 8.1.28. 排气塞venting plug8.1.29. 排气槽air vent8.1.30. 龟裂heat checking8.1.31. 金属型铸造机gravity die casting machine9. 压力铸造9.1. 压力铸造(压铸)die casting, pressure die casting9.2. 压铸型die-casting die, die9.3. 动型moving die, ejector die half 9.4. 定型fixed die, cover die half9.5. 合型力clamping force , dielocking force9.6. 压室pressure chamber9.7. 鹅颈管gooseneck9.8. 分流器spreader, sprue spreader9.9. 顶杆ejector pin9.10. 溢流槽overflow well9.11. 压射冲头(压室)injection piston, plunger9.12. 压射比压injection pressure9.13. 压射速度injection speed9.14. 保压时间dwell time9.15. 真空压铸evacuated die casting, vacuum die casting9.16. 充氧压铸pore-free die casting9.17. 双冲头压铸(精速密压铸)acurad(accurate?) die casting9.18. 压铸机die casting machine9.19. 冷室压铸机cold chamber die casting machine9.20. 热室压铸机hot chamber die casting machine9.21. 镶铸法insert process9.22. 离心铸造9.23. 离心铸造true centrifugal casting9.24. 半离心铸造semi-centrifugal casting 9.25. 离心浇注centrifugal pressure casting, centrifuge casting9.26. 双金属离心铸造bimetal centrifugal casting9.27. 离心铸造机centrifugal casting machine10. 熔模铸造10.1. 失模铸造lost pattern casting10.2. 熔模铸造(失蜡铸造)fusible pattern molding, lost-wax molding10.3. 压制熔模fusible pattern injection 10.4. 压型pattern die10.5. 熔模fusible pattern10.6. 盐模salt pa ttern10.7. 蜡模wax-pattern10.8. 模组pattern assembly10.9. 熔模涂料(浆料)slurry10.10. 面层涂料investment precoat10.11. 撒砂stuccoing 1010.12. 脱蜡dewaxing10.13. 熔烧sintering10.14. 壳型铸造10.15. 壳型铸造shell molding10.16. 结壳时间investing time10.17. 结壳温度investing temperature 10.18. 硬化温度curing temperature 10.19. 硬化时间curing time10.20. 其它铸造方法10.21. 陶瓷型铸造ceramic molding10.22. 陶瓷型浆料ceramic slurry10.23. 灌浆paste pouring10.24. 喷烧torch firing10.25. 低压铸造low-pressure die casting 10.26. 充型压力mold filling pressure 10.27. 保压压力dwell pressure10.28. 升液管stalk10.29. 真空吸铸suction casting10.30. 差压铸造(反压铸造)counter-pressure casting10.31. 实型铸造full mold process, cavityless casting10.32. 泡沫塑料模styrofoam pattern 10.33. 磁型铸造(磁丸铸造)magnetic shot molding process10.34. 凝壳铸造slush casting10.35. 石膏型铸造plaster molding10.36. 连续铸造continuous casting11. 铸件质量及铸件缺陷11.1. 铸件质量基本术语11.1.1. 铸件检验inspection of casting 11.1.2. 铸件质量分析quality analysis of casting11.1.3. 铸件外观质量visual quality of casting11.1.4. 铸件内在质量internal quality of casting11.1.5. 铸件使用性能service ability of casting11.1.6. 单铸试块separated test bar of casting11.1.7. 附铸试块test lug11.1.8. 缺陷铸件defective casting11.1.9. 废品reject11.1.10. 无损检验(无损探伤)nondestructive inspection11.1.11. 破坏性试验destructive testing 11.1.12. 多肉类缺陷11.1.13. 飞翅(飞边)joint flash11.1.14. 毛刺veining11.1.15. 抬型(抬箱)cope raise , raised mold11.1.16. 胀箱swell11.1.17. 冲砂erosion, cut, wash11.1.18. 掉砂drop, crush11.1.19. 外渗物(外渗豆)sweat11.2. 孔洞类缺陷11.2.1. 气孔blow hole11.2.2. 针孔pinhole11.2.3. 缩孔shrinkage11.2.4. 缩松dispersed shrinkage11.2.5. 疏松(显微缩松)porosity microshrinkage11.2.6. 裂纹、冷隔类缺陷11.2.7. 冷裂cold cracking11.2.8. 热裂hot tearing11.2.9. 热处理裂纹heat treatment crack 11.2.10. 白点(发裂)flake11.2.11. 冷隔cold shut, cold lap11.2.12. 浇注断流interrupted pour11.2.13. 表面缺陷11.2.14. 鼠尾rat-tail11.2.15. 沟漕buckle11.2.16. 夹砂结疤(夹砂)scab11.2.17. 机械粘砂(渗透粘砂)metal penetration11.2.18. 化学粘砂(烧结粘砂)burn-on 11.2.19. 表面粗糙rough surface11.2.20. 皱皮elephant skin11.2.21. 缩陷depression11.2.22. 残缺类缺陷11.2.23. 浇不到misrun11.2.24. 未浇满poured short11.2.25. 跑火run-out, bleeding11.2.26. 型漏(漏箱)run-out, bleeding 11.2.27. 损伤(机械损伤)damage11.2.28. 形状及重量差错类缺陷11.2.29. 拉长exaggeration of dimension 11.2.30. 超重over-weight11.2.31. 变形distortion, warping11.2.32. 错型(错箱)shift11.2.33. 错芯core shift11.2.34. 偏芯(漂芯)core raised, corelift 11.3. 夹杂类缺陷11.3.1. 夹杂物inclusion11.3.2. 冷豆cold shot11.3.3. 内渗物(内渗豆)internal sweat 11.3.4. 渣气孔scum, slag-blow hole11.3.5. 砂眼sand inclusion11.3.6. 性能、成分、组织不合格11.3.7. 亮皮pearlite layer11.3.8. 菜花头cauli-flowering11.3.9. 石墨飘浮carbon floatation11.3.10. 石墨集结kish graphite spot11.3.11. 组织粗大open grain structure11.3.12. 偏析segregation11.3.13. 硬点hard spot11.3.14. 反白口inverse chill11.3.15. 球化不良under-nodularizing11.3.16. 球化衰退degradated spheroidisation 11.3.17. 脱碳decarburization。
铸造英语词汇1
铸造casting/founding/foundry砂型铸造sand casting process毛胚铸件rough casting铸型mold铸造工艺casting process铸造材料foundry materials铸造设备foundry equipment铸造车间foundry shop铸造厂foundry单铸试块separated test bar of casting 辅铸试块test lug本体试样test specimen from casting itself过热superheating过冷supercooling/undercooling成分过冷constitutional supercooling 过冷度degree of undercooling结晶crystallization形核nucleation形核剂nucleant形核率nucleation rate生长growth铸铁cast iron共晶铸铁eutectic cast iron亚共晶铸铁hypoeutectic cast iron过共晶铸铁hypereutectic cast iron灰铸铁gray cast iron球墨铸铁ductile iron碳当量carbon equivalent孕育铸铁inoculated cast iron共晶度carbon saturation degree硅碳比silicon-carbon ratio锰硫比manganese-sulphur ratio铸铁石墨形态graphite morphology of cast iron片状石墨flake graphite球状石墨nodular graphite絮团状石墨annealing carbon开花状石墨exploded graphite过冷石墨undercooled graphite一炉a cast/a heat/a melt初生石墨primary graphite游离碳free carbon石墨化graphitization 球化剂nodulizer/nodulizing alloy干扰元素interference element三角试块wedge test-piece熔炼melting熔炼损耗total melting loss一批 a batch铸造合金cast alloy合金元素alloying element合金遗传性alloy heredity杂质元素tramp element铸态组织as-cast structure铁碳相图iron-cast structure碳化物carbide渗碳体cementite碳化物形成元素carbide forming element炉料charge金属炉料metallic charge回炉料foundry returns炉料计算charge calculation覆盖剂covering flux。
关于铸造的英语词汇

关于铸造的英语词汇铸造厂,铸造foundry铸造尺shrink rule铸造尺shrinkage rule铸造尺shrinkage scale铸造从业员foundry man铸造法casting process铸造方案founding method铸造方案plan of casting铸造废料foundry scrap铸造机casting machine铸造计划casting plan铸造设计,铸件设计casting design铸造性试验castability test铸造应变casting strains铸造用钉foundry nails铸造用生铁foundry pig iron铸造状态as-cast condition,as-cast铸造组织cast structure铸造作业casting manipulations铸芝模ingot mold铸芝偏析ingotism抓斗绞车装置grabbing gear专业铸造工场production foundry砖brick转变用铁水(调配成分) transition iron转动炉,转筒炉rotary furnace转换conversion转炉converter转炉钢converter steel转炉炉榇converter lining转盘混砂机rotating pan mill转速revolving speed转台,转盘rotary table转台喷粒机shot tablast转位半径transititon radius转运车transfer trolley转运翻箱装置transfer-turnover device转运盖c装置transfer-closing device转运装置transfer device装砂心coring up装载机bucket loader装载能量loading capacity追补焦split coke锥形炉腹bosh坠裂试验shatter test坠落试验drop test坠重试验drop-weight test自动电极控制automatic electrode control自动电流调整器automatic current regulator自动化automation自动化系统automatic system自动加料设备automatic charging equipment自动进给automatic feeding自动控制automatic control自动配料机automatic doser自动燃烧控制automatic combustion control自动送料(压铸)automatic ladling,die casting自动温度控制器automatic temperature controller自动造模工场automatic molding plant自动铸砂处理设备automatic sand plant自动转盘式造模机automatic turntable molding machine 自来水tap water自然腐蚀试验field test自然裂缝seasoning shake自然破裂season cracking自然干燥法(木材),自然季化处理(铸件) natural seasoning 自然时效natural aging自然通风natural draft自行除渣self-skimming自行除渣风口self-slagging tuyere自行结晶idiomorphic crystal自行退火self-annealing自硬钢self-hardening steel自硬性self-hardening自硬性造模法no-bake process自硬性粘结剂self-curing binder自由度degree of freedom自由水free water纵向裂痕longitudinal crack足尺full size阻挠元素interfering element阻销stop pin组成图constitutional diagram组成物component组成楔值constitutional wedge value组合built up组合构造composite construction组合模板built-up plate组合模型built-up pattern组合模型composite pattern组合模型pattern assembly组合砂箱built-up molding box组合砂心盒multiple core box组织,级成constitution组织成分constituent组织瑕疵structure defects钻悄(试样用) drillings钻维硬度值(韦克氏硬度) diamond pyramid hardness number,Vickers hardness 最大负载maximum load最后加工finish。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
铸造
vt. found
n. foundry
前面常见副词:
重新只是
后面常见名词:
工艺铝合金技术碳化钨不锈钢缺陷空腔排字卡环用做后面常见介词:
通过
铸造
1. The skill or operation of founding.
铸造术,铸造铸造,铸造的技术
2. Vacuum pressing and casting.
真空铸造。
3. low-pressure casting
低压铸造
4. foundry equipment
铸造设备
5. strike a coin
铸造硬币
6. centrifugal casting
7. foundry coke
铸造焦炭
8. type casting
活字铸造
9. foundry sand
铸造砂
10. high pressure die casting
压力铸造
11. casting of metals
金属铸造
12. investment casting; lost wax casting 蜡模铸造
13. coin Money;
不得铸造货币;
14. sand mold casting
砂型铸造
15. permanent mold casting
金属型铸造
16. ceramic mold casting
陶瓷型铸造
17. Cast Be Bronze
18. The Modern Casting for the Large Statue of Buddha 巨型佛像铸造
19. method of casting
金属铸造方法
20. test for castability
铸造性能试验
21. sandless casting
无砂铸造
22. investment casting
熔模铸造
23. Coined silver dollars.
铸造的银币
24. full mold casting
实型铸造
25. shell mold casting
壳型铸造
26. clay mold casting
泥型铸造
27. Bronze Art Casting
青铜艺术铸造
28. They are foundry workers.
他们是铸造工人。
29. Foundry Process of Bronze Bell
铜钟铸造工艺浅说
30. Cast metal foams
铸造金属泡沫材料
31. ZT6 Cast Titainum Alloy
ZT6铸造钛合金
32. The Plaster Mold Casting of Works of Art
艺术品石膏型铸造
33. New Cast Copper Alloys
新型铸造铜合金
34. Cast stainless steel body and investment cast yoke.
铸造不锈钢阀体和熔模铸造轭架。
35. model a head with clay.
用泥土铸造一个头像。
36. Study of the Wear-Resisting Cast Aluminium Alloys
铸造耐磨铝合金的研究
37. Casting of TOSHIBA Valve Casing of C6-4. 9/0- 98 Steam Turbine
东芝阀壳的铸造
38. A projecting edge of a molding.
铸造物的凸出边缘
39. A new heat resistant cast aluminium alloy HZL206
新型耐热铸造铝合金HZL206
40. FINANCE & INSURANCE
铸造辉煌的金融保险
41. Squeeing Casting Technology for Cast Iron Pot
铸铁锅挤压铸造技术
42. crossbar of the mo(u)lding box
(铸造)箱筋, 箱挡
43. Engineering Structure of Casting Copper Buddhism Portrait 铸造铜像的工程结构
44. A cast alloy steel 0Cr18Ni5Mo3 is designed.
设计了OCr18Ni5Mo3铸造合金钢。
45. A coin containing a minting error.
有铸造缺陷的硬币
46. The castings made by founding.
铸件铸造出来的物件
47. Meide Casting Co. LTD, Jinan
济南玫瑰德铸造有限公司。
48. The Cost Estimating of Foundry Technological Process
铸造工艺过程成本的估算
49. turn, shape, mold, or otherwise finish by machinery.
用机械旋转成型铸造等等。
50. charged by a government for coining bullion.
政府征收的铸造金币的税款
foundry 英[ˈfaʊndri:] 美[ˈfaʊndri] 复数:foundries 基本释义同反义词相关资料n.
1.铸造厂名词n.
1.铸造厂
He studied metallurgy as a mature student, having spent ten years working in a foundry.
在一家铸造厂工作了10 年以后,他成为成人学生学习冶金专业。
Tell the foundry to cast another piston.
告诉铸铁间再铸一只活塞。
收起词典例句在写作句库或情景会话中查找编辑指正同义词
名词n.
铸造工厂;精炼工
blacksmith'sforgesmeltershop暂无词性
其他释义
smelterforge语源
early 17th cent. (earlier as foundery): from found + -ry, perhaps suggested by French fonderie
4940
/page/ foundry 爱词霸网络词典
foundry隐藏摘要
铸造车间
ironworks 铁厂
foundry 铸造车间
steelworks, steel mill 钢厂
- 基于120个网页
铸造
foundress 女创立者
foundry 铸造
foundryman 铸造厂工人
- 基于79个网页
铸造厂
foundry shop 铸造车间
foundry 铸造厂
fountain 喷水器中心注管饮水喷头 - 基于58个网页
铸造学
粉末冶金(学)powder metallurgy
铸造学foundry
火法冶金(学)pyrometallurgy
casting 英[ˈkæstɪŋ] 美[ˈkæstɪŋ] 单词原型:cast 基本释义同反义词n.
1.投;掷
2.铸造(物)
3.放弃;蜕皮
4.角色的分派
5.角色选派过程中的性交易(尤指女子同意与某人发生性关系以在影片或电视节目中得到角色) 名词n.
1.投;掷
2.铸造(物)
armor casting
装甲铸件
bronze casting
青铜铸件
3.放弃;蜕皮
4.角色的分派
5.角色选派过程中的性交易(尤指女子同意与某人发生性关系以在影片或电视节目中得到角色)
the Hollywood casting couch for starlets
好莱坞小明星为争得角色而卷入的性交易
收起词典例句在写作句库或情景会话中查找编辑指正同义词暂无词性
fishing
2094
/page/
casting 爱词霸网络词典
casting隐藏摘要
铸造
carriage 托架
casting 铸造
casting surface 铸造面
- 基于359个网页
铸件
叠榫;搭接lap joint
铸件casting
铸造casting
- 基于288个网页
选角导演
Larry Webster
选角导演casting
Richard Pagano
- 基于215个网页浇铸
间断窑intermittent kiln
浇铸casting
拉毛sgraffito。