CPK CP CA 数值的处理原则
工序能力指数Ca、Cp、CPk详解解读

μX
SL
SU
e
μ→ X
SL
SU
可以通过调 整机床、加 大检测频度 等环节入手
P1
② 放宽公差带 T
μ
SL
SU
T
② 减小离散程度σ
μ
SL
SU
T
Cpk解析
μ
SL
SU
T
技术部
当设计精度要求过高或放宽公差 范围不至影响产品质量时,可适 当降低精度时、适当放宽设计公 差,以迁就现有的工程能力,从 而控制成本。
实测值
0.5720 0.5512 0.5710 0.5930 0.5824 0.5530 0.5740 0.5102 0.5736 0.5713 0.4810 0.5620 0.5740 0.6300 0.4700 0.5523 0.5432 0.5810 0.5760 0.5683 0.5400 0.5278 0.5760 0.5910 0.6100 0.7100 0.5712 0.5283 0.5680 0.5640 0.5625 0.5659 0.0429 0.0179 1.4571 1.4310
P4
技术部
Cpk解析
(2)当X严重偏离μ时,制程精确度Cp不足以反映工程能力,此时必须通过Cpk来判断。
μ
e
即使制程精密度Cp很好,但若制程准确度Ca过大,也会导致不良品率过高现象发生。如下:
μ
SL
SU
T
超下 差概 率
μ
SL
SU
T
μ
SL
T
SU
超上 差概 率
P1
技术部
Cpk解析
5.工程能力判定标准
注: X(实际中心值)= Σx/100
CpK之处置原则

2020/1/12
27
Table2.The Number of Defective(Parts per Million)for Specified Off-Centering of the Process and Quality Levels
2020/1/12
28
中心偏离時dppm的計算
off-center(σ)
f 1
ˆ R
d2
d2
2020/1/12
8
The Accuracy of an instrument can be improved by recalibrating to reduce its error, but recalibrating generally does not improve the instrument’s Precision.(Repea tability also sometimes known as “Precision”)
Cpk為什麼要大於或等於1.33 ?
T=8σ
Y
6σ
DPPM
DRL
DRR
LCL
μ
UCL
1.Cp=0.67時,穩態控制下不合格品率為4.6%; 2.Cp=1.00時,穩態控制下不合格品率為0.27%;
3.Cp=1.33時, 穩態控制下不合格品率為0.0063%=63PPM
X
在圖例上表示為中心沒有偏移 (實際中心值與規格中心重合)
群體平均值之分配
µ
2020/1/12
6
Cpk Vs Defective Yield
Cpk Value Defective Yield
Distribution
1
2700ppm 99.73%
CPK的讲解与理解

CPK的讲解与理解CPK制程指数1. Cpk的中文定义为:制程能力指数,是某个工程或制程水准的量化反应,也是工程评估的一类指标。
2. 同Cpk息息相关的两个叁数:Ca , Cp.Ca: 制程准确度。
Cp: 制程精密度。
3. Cpk, Ca, Cp三者的关系: Cpk = Cp * ( 1 - ┃Ca┃),Cpk是Ca及Cp两者的中和反应,Ca反应的是位置关系(集中趋势),Cp反应的是散布关系(离散趋势)4. 当选择制程站别用Cpk来作管控时,应以成本做考量的首要因素,还有是其品质特性对后制程的影响度。
5. 计算取样数据至少应有20~25组数据,方具有一定代表性。
6. 计算Cpk除收集取样数据外,还应知晓该品质特性的规格上下限(USL,LSL),才可顺利计算其值。
7. 首先可用Excel的“STDEV”函数自动计算所取样数据的标准差(σ),再计算出规格公差(T),及规格中心值(u). 规格公差=规格上限规格下限;规格中心值=(规格上限+规格下限)/2;8. 依据公式:Ca=(X’-U)/(T/2) ,计算出制程准确度:Ca值9. 依据公式:Cp =T/6Sigma ,计算出制程精密度:Cp值10.依据公式:Cpk=Cp*(1-绝对值Ca) ,计算出制程能力指数:Cpk值11.Cpk的评级标准:(可据此标准对计算出之制程能力指数做相应对策)A++级Cpk≥2.0 特优可考虑成本的降低A+ 级 2.0 >Cpk ≥ 1.67 优应当保持之A 级 1.67 >Cpk ≥ 1.33 良能力良好,状态稳定,但应尽力提升为A+级B 级 1.33 >Cpk ≥ 1.0 一般状态一般,制程因素稍有变异即有产生不良的危险,应利用各种资源及方法将其提升为A级C 级 1.0 >Cpk ≥ 0.67 差制程不良较多,必须提升其能力D 级0.67 >Cpk 不可接受其能力太差,应考虑重新整改设计制程。
现在很多的客户要求了解你生産设备的能力,都要求看你的Cpk 值。
Ca﹑ Cp﹑ Cpk简介
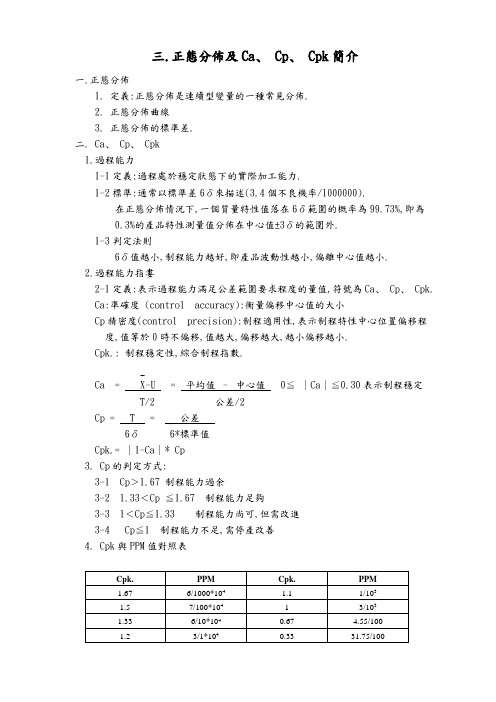
三.正態分佈及Ca ﹑ Cp ﹑ Cpk 簡介
一. 正態分佈
1. 定義:正態分佈是連續型變量的一種常見分佈.
2. 正態分佈曲線
3. 正態分佈的標準差.
二. Ca ﹑ Cp ﹑ Cpk
1.過程能力
1-1定義:過程處於穩定狀態下的實際加工能力.
1-2標準:通常以標準差6δ來描述(3.4個不良機率/1000000).
在正態分佈情況下,一個質量特性值落在6δ範圍的概率為99.73%,即為0.3%的產品特性測量值分佈在中心值±3δ的範圍外.
1-3判定法則
6δ值越小,制程能力越好,即產品波動性越小,偏離中心值越小.
2.過程能力指婁
2-1定義:表示過程能力滿足公差範圍要求程度的量值,符號為Ca ﹑ Cp ﹑ Cpk. Ca:準確度 (control accuracy):衡量偏移中心值的大小
Cp 精密度(control precision):制程適用性,表示制程特性中心位置偏移程度,值等於0時不偏移,值越大,偏移越大,越小偏移越小.
Cpk.: 制程穩定性,綜合制程指數.
Ca = X --U = 平均值 – 中心值 0≦ ∣Ca ∣≦0.30表示制程穩定
T/2 公差/2
Cp = T = 公差
6δ6*標準值
Cpk.= ∣1-Ca∣* Cp
3. Cp的判定方式:
3-1 Cp>1.67 制程能力過余
3-2 1.33<Cp ≦1.67 制程能力足夠
3-3 1<Cp≦1.33 制程能力尚可,但需改進3-4 Cp≦1 制程能力不足,需停產改善
4. Cpk與PPM值對照表。
最新Ca、Cp、Cpk计算及QC七大手法上课讲义
一、 制程能力的計算
品質的好坏決定于制程的穩定度,指制程在我 們設定的規格界限內的執行狀況.此不穩定的情 況有兩种,由此可以判定制程能力:
1 實測平均值和規格中心值的偏移,用制程准确度
Ca表示;
2 測量結果的變异,用制程精密度Cp表示.
3 綜合Ca与Cp狀況,用制程能力指數Cpk表示判斷 符合情況.
方法
原因
人員
結果(特性)
材料
机器
品質
9
4.管制圖
簡介
用于区分质量波动是偶然原因引起的还是系统引起的,判断生产过程是否 处于稳定状态,并画有控制界限的一种图。
分類
管制圖依樣本資料型態可分為計量值及計數值兩大類: •計量型: 是指樣本特性為連續性,并且可以測量得到的.如:長度、溫度、重量等, 其狀況能以數值衡量或描述的.屬此類別的管制圖有XBar-R (平均值,极差控制 图),X-R (中位值,极差控制图),X-Rm (单值,移动极差控制图),XBar-S (平均值, 標準差控制圖)管制圖四种. •計數型: 樣本的特性僅有好、坏,是、不是等兩极化的狀態,而僅能計算其狀態發 生的次數,如不良品有3個,單位缺點數4個等,此類管制圖有P(不良率管制圖)、 nP(不良數管制圖)、C(缺點數管制圖)、U四种(單位缺點數管制圖).
10
控制图的观察分析
控制状态的标准可归纳为二条:
– 第一条, 控制图上点不超过控制界限; – 第二条, 控制图上点的排列分布没有缺陷.
11
控制图的判读
明显的随机图形:应依正态分布来判定图形,正常应 是有2/3的点落于中间1/3的区域。
UC L CL LCL
12
控制图的判读-准则1
cpk等级评定及处理原则
cpk等级评定及处理原则
CPK等级评定是指对过程能力指数(CPK)进行评估,以确定生产过
程是否稳定、是否能够达到产品质量要求,并统计出对应的CPK等级。
CPK值越高,表示过程能力越强,产品质量越稳定。
CPK等级评定的处理原则如下:
1.根据需求确定CPK指标的有效性和重要性,确定合适的上限和下限值。
2.采集数据并计算出CPK值,根据情况进行数据的分析和处理。
3.根据计算结果,将CPK值归入对应的等级,常用的等级有:0-0.67
为不合格品,0.67-1.0为可接受品,1.0-1.33为优等品。
4.对于CPK等级较低的生产过程,需要及时采取措施,如优化生产工艺,提高生产质量等,以提高CPK等级,确保产品质量的稳定性和可靠性。
5.对于CPK等级符合要求的生产过程,需进行定期的检验和维护,确
保过程的可控性和产品的质量统一性。
CP和CPK详解(精辟)
B
12.5%<|Ca|<25% 有必要盡可能將其改進為A級
C
25%<|Ca|<50% 作業員可能看錯規格不按作業標準操作或檢討規格及作業標準.
D
50%<|Ca|
應采取緊急措施,全面檢討所有可能影響之因素,必要時得停止生產.
什么是Cp?
nCp:制程精密度 (Capability of Precision)
總結
代
定義
計算公式
等
號
雙邊規格
單邊規格
級
准確度: 比較制程實績平均值與規
Ca 格中心值一致的程度﹔
X-C Ca= T/2
A
無
B
C
D
精密度﹕ 比較規格公差寬度和制程
Cp 變異寬度﹔
T Cp=
6σ
制程能力指數﹕
USL-X A+
Cpu=
A
3σ B
Cpl= X-LSL C
3σ D
A+
綜合衡量Ca和Cp; Cpk
63 0.57 0.002
68.3 95.5 99.73 99.9937 99.99995 ≒100
Cpk的計算實例1
某工序的規格要求為10±0.1mm,實際測 出50個樣本值如下﹐計算出該工序的Cpk;
9.995 10.014 9.928 9.983 9.972 10.016 9.992 9.987 10.025 9.972
nnnn....
Cp好﹐Ca差
nnnnnnnnn.........
Cpk好﹔
Cpk等級評定及處理原則
等級 A+ A B C D
Cpk值 ≧1.67 1.33 ≦ Cpk < 1.67 1.00 ≦ Cpk < 1.33 0.67 ≦ Cpk < 1.00 Cpk < 0.67
Cpk、Cp和Ca之关系
Cpk、Cp和Ca的计算方法:1.Cpk的中文定义为:制程能力指数,是某个工程或制程水准的量化反应,也是工程评估是一类指标。
2.同Cpk息息相关换的两个指数:Ca和Cp。
Ca:制程准确度 Cp:制程精密度3.Cpk、Cp和Ca三者的关系:Cpk=Cp*(1-∣Ca∣),Cpk是Ca及Cp两者的中和反应,Ca反应的是位置关系(集中趋势),Cp反应的是散布关系(离散趋势)。
4.当选择制程站别Cpk来作管控时,应以成本做考量的首要因素,还有是其品质特性对后制程的影响度。
5.计算取样数据至少应有20-25组数据,方具有一定代表性。
6.计算Cpk除收集取样数据外,还应知晓该品质特性的规格上下限(USL和LSL),才可顺利计算其值。
7.首先可用Excel的“STDEVV”函数自动计算所取样数据的标准差(),再计算出规格公差(T),及规格中心值(U)。
规格公差T=规格上限-规格下限;规格中心值U=(规格上限+规格下限)/28.依据公式:Ca=(X-U)/(T/2),计算出制程准确度Ca值,其中,X为所有取样数据的平均值。
9.依据公式:Cp=T/6,计算出制程精密度Cp值。
10.依据公式:Cpk=Cp*(1-∣Ca∣),计算出制程能力指数Cpk值。
11.Cpk的评级标准:可据此标准对制程能力指数做相应对策。
A++级:Cpk≥2.0,特优,可考虑成本的降低;A+级:2.0>Cpk≥1.67,优,应对保持;A级:1.67>Cpk≥1.33,良,能力良好,状态稳定,但应尽力提升为A+级;B级:1.33>Cpk≥1.0,一般,状态一般,制程因素稍有变异既有产生不良的危险,应利用各种资源及方法将其提升为A级。
C级:1.0>Cpk≥0.67,差,制程不良较多,必须提升其能力。
D级:0.67>Cpk,不可接受,其能力太差,应考虑重新整改设计制程。