实验一 车刀几何+变形系数
实验一 车刀几何+变形系数
切屑一圈长度Lch(mm)
切屑性质
变形系数
∧h=Lc/Lch
∧h——Vc关系图
∧h
Vc
结论:切削速度愈大,则变形系数∧h愈。
切削速度愈大,则切屑成状愈明显,粗糙度愈
记录2:进给量f对∧h的影响
工件材料:D=
车刀材料:
切削用量
Vc=
ap=
车刀角度
γo=Kr=λs=
ɑo=K'r=ɑ'o=
角
an
深
切
前
角
γp
进
给
前
角
γf
外圆车刀
端面车刀
切断刀
记录2:画出外圆车刀简图,并在图上标注出所测量的具体角度数值。
实验二切削层变形的观察及变形系数的测量
记录1:切削速度Vc对∧h的影响。
工件材料:D=
车刀材料:
切削用量
f=
ap=
车刀角度
γo=Kr=λs=
ɑo=K'r=ɑ'o=
切削速度
Vc(m/s
主轴转速n(r/s)
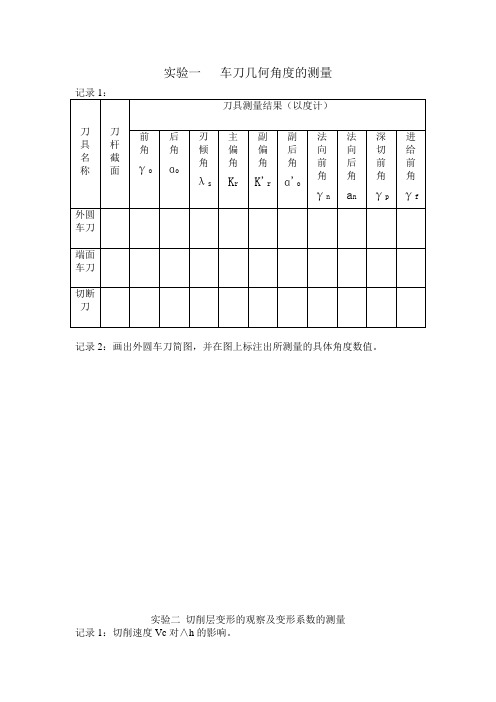
刀具名称刀杆截面刀具测量结果以度计前角o后角o刃倾角s主偏角kr副偏角kr副后角o法向前角n法向后角an深切前角p进给前角f外圆车刀端面车刀切断刀记录2
实验一车刀几何角度的测量
记录1:
刀
具
名
称
刀
杆
截
面
刀具测量结果(以度计)
前
角
γo
后
角
ɑo
刃
倾
角
λs
主
偏Hale Waihona Puke 角Kr副偏
角
K'r
副
实验一 车刀几何角度的测量(精编文档).doc
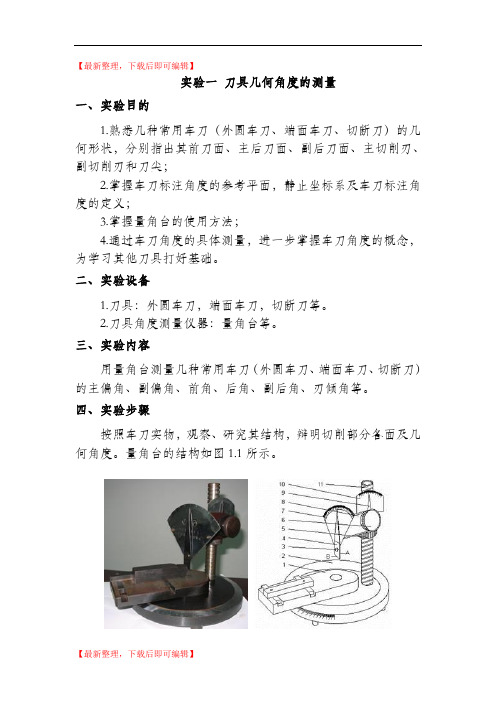
【最新整理,下载后即可编辑】实验一刀具几何角度的测量一、实验目的1.熟悉几种常用车刀(外圆车刀、端面车刀、切断刀)的几何形状,分别指出其前刀面、主后刀面、副后刀面、主切削刃、副切削刃和刀尖;2.掌握车刀标注角度的参考平面,静止坐标系及车刀标注角度的定义;3.掌握量角台的使用方法;4.通过车刀角度的具体测量,进一步掌握车刀角度的概念,为学习其他刀具打好基础。
二、实验设备1.刀具:外圆车刀,端面车刀,切断刀等。
2.刀具角度测量仪器:量角台等。
三、实验内容用量角台测量几种常用车刀(外圆车刀、端面车刀、切断刀)的主偏角、副偏角、前角、后角、副后角、刃倾角等。
四、实验步骤按照车刀实物,观察、研究其结构,辩明切削部分各面及几何角度。
量角台的结构如图1.1所示。
图1.1 量角台实物及其示意图1-定位板;2-台面;3-螺钉;4-指针;5-螺帽;6-旋钮;7-刻度盘;8-弯板;9-小指针;10-小刻度盘;11-立柱刻度盘7可籍螺帽5在立柱11上移动,指针4可用螺钉3固定在刻度盘上,可以绕螺钉中心移动,指针的“A”和“B”两个测量面互相垂直,当指针对准刻度盘上的零线时,“A”面与量角台的台面垂直,“B”面平行于量角台的后面。
测量时,车刀安放在定位板1上,台面刻度盘用来测量主、副偏角。
小刻度盘10用于测量法向角度。
图1.2 主偏角的测量图1.3 刃倾角的测量测量主偏角时(图1.2),按照安装位置将车刀放在定位板上,转动定位板,使指针平面与主切削刃选定点相切,此时台面刻度盘上指示的转动度数即为主偏角的数值。
同理可测出副偏角。
测量刃倾角时(图1.3),使指针平面与切削刃在同一方向内,将测量面“B”与主切削刃相重合,即可读出的数值。
测量前角时(图1.4),转动定位板,使刻度盘位于车刀主剖面上,转动指针测量面“B”与车刀的前刀面重合,此时指针在刻度盘上指示的度数,即为前角的数值。
测量后角时(图1.5),使车刀保持在测量前角时的位置上,只需转动指针,将指针测量面“A”与车刀的后刀面重合,即可读出的值。
刀具实验报告 1车刀,2质量实验

金属切削原理与刀具设计实验报告书班级姓名学号机械工程系实验一车刀几何角度测量实验报告一、课程名称:金属切削原理与刀具设计二、实验名称:车刀几何角度测量实验三、实验设备:车刀量角仪;车刀模型四、实验目的:1.了解车刀量角仪的结构、工作原理和使用方法;2.掌握车刀主要几何参数的测量方法;3.加深对有关基本概念的理解,并了解车刀几何角度在切削过程中的作用。
五、实验内容:1.熟悉和调整车刀量角仪;2.测量45°弯头外圆车刀、90°车刀、直头外圆车刀、螺纹车刀的六个主要几何角度。
(任选二到三种车刀测量)六、实验报告:1.任选一种刀具,画图标注刀具正交面内的前角γ0、后角α0、副后角α0’、主偏角κr、副偏角κr′和刃倾角λs。
2.车刀量角仪型号:3.车刀几何角度实测记录被测车刀前角γo(°)后角αo(°)副后角αo’(°)主偏角κr(°)副偏角κr′(°)刃倾角λs(°)正交平面法平面正交平面法平面副正交平面基面基面切削平面七、思考题:1.45°弯头外圆车刀车外圆和端面时,主、副切削刃分别在什么位置,画图示意(要求示意工件、刀具,指出进给运动方向、已加工表面、待加工表面、过渡表面)2.为什么在车刀的工作图上不标注副前角?3.车刀按结构分常见类型有哪些?各有何优缺点?4.用车刀正交平面、法平面角度换算公式分析实验结果。
实验一 车刀几何角度测量实验一、实验目的1.了解车刀量角仪的结构、工作原理和使用方法;2.掌握车刀主要几何参数的测量方法;3.加深对有关基本概念的理解,并了解车刀几何角度在切削过程中的作用。
二、实验设备车刀量角仪 ;车刀模型三、实验装置和实验原理(一)车刀量角仪的结构及特性本仪器用于测量各种车刀的正交平面参考系、法平面参考系和假定工作平面、背平面参考系的几何角度。
其结构如图1-1所示。
图1-11、 盘形工作台2、 矩形工作台2a 矩形工作台指针 2c 固紧螺钉 2b 滑动刀台 2d 被量刀具 3、 主量角器 3a 量刀板与指针 3b 升降螺母4、 副量角器12 34 2a2b2c2d3a 3b4a 4b 5a 5b5c54c4a 指针 4c 摇臂 4b 固紧手轮5、 附件 5a 立柱 5c 手轮 5b 量角器支座(二)使用方法(以直头外圆车刀为例)1、测量主偏角:主偏角是在基面上测量的主切削刃S 与车刀进给方向之间的夹角。
刀具角度测量实验报告书
金属切削原理及刀具
实验报告书
班级:
姓名:
学号:
成绩:
中北大学机械工程与自动化学院
专业实验中心
实验一车刀角度的测量
一.实验目的
1.认识车刀的类型及用途;
2.了解车刀刃磨过程。
掌握测量车刀几何角度的方法及所用仪器。
3.弄清楚车刀几何角度的含义及其在图纸上的表示方法。
二.测量工具
1.量角台、重锤式量角器,钢板尺。
2.各种车刀模型。
三.实验步骤及要求
1.观察所给各种车刀的结构,了解它的用途。
认出主副切削刃。
并用粗线表示在实验报告的简图上。
2.用所给各量具量出所给车刀的各角度。
填入实验报告中。
3.绘简图表示出弯头车刀(横向进给时)的各基准面,剖面以及工件和刀具的各表面等,并将测得的各角度标注在图上。
车刀几何角度测量实验报告同组同学姓名:实验日期:
二、用车刀主法剖面角度换算公式分析实验结果。
三、绘出弯头车刀横向进给时,工件和刀具上的各表面,并标注出所测各角度。
车刀的几何角度及其测量实验报告
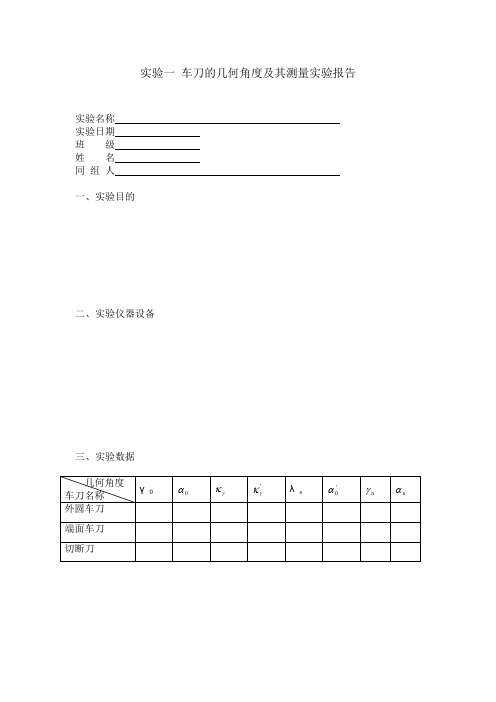
实验一车刀的几何角度及其测量实验报告实验名称实验日期班级姓名同组人一、实验目的二、实验仪器设备三、实验数据四、按测得的数据绘制外圆车刀的工作图(按实验指导书要求进行绘制)五、讨论和分析实验二车削力的测量实验报告实验名称实验日期班级姓名同组人一、实验目的二、实验仪器设备三、实验原理四、实验数据记录与处理(1)数据记录ƒ = mm/转a p = mm(2)数据处理1)图解法将表二,表三数据画在双对数坐标中log F zlog a pC 1==z F XC 2==z F Y221C C C z F +==zF z F z Y X pF z faC F ==log ƒlog F z2)一元线性回归法= mm/= mmp五、讨论分析实验三加工误差统计分析实验报告实验名称实验日期班级姓名同组人一﹑实验目的二﹑实验仪器设备三﹑实验原理四﹑实验数据记录与处理1. 实验原始数据表一测量数据表2. 绘制实际分布图(1)剔除异常数据==∑=ni i x n x 11=--=∑=n i ix x n 12)(11σ 若σ3>-x x k ,认为k x 为异常数据,应剔除。
(2)确定尺寸间距和分组数(3)制作频率分布表(4)绘制实际分布图(5)加工误差统计分析(误差性质、改进措施、工序能力、合格品率等)ƒ 频数x (直径)X 图3. 制作R(1)取小样本容量n(2)数据处理①计算各样组的平均值X和极差R,填入表三。
表三样组的均值X和方差R②计算X和R的平均值X和RX-图控制线。
③计算RX-控制图(3)绘制RX-控制图(工艺过程稳定性、误差性质、改进措施等)(1)分析R五﹑讨论分析实验四切削温度的测量实验报告实验名称实验日期班级姓名同组人一实验目的二实验仪器及设备三实验原理和方法四实验数据记录及处理1.进给量对切削温度的影响(1)填写数据记录:(2)在双对数坐标纸上绘出曲线(3)计算2.吃刀深度对切削温度的影响(1)填写数据记录:(2)在双对数坐标纸上绘出曲线(3)计算3.速度对切削温度的影响(1)填写数据记录(2)在双对数坐标纸上绘出曲线(3)计算4.求出经验公式5.分析各因素对切削温度的影响。
机械制造技术基础A实验指导书

图1-2 α0的测量
车刀的后角在主剖面内测量,α0是主剖面内后刀面与切削平面之间的夹角,如图1-2所示。以台座为基面,与车刀的主切削刃相切并垂直于台座表面的平面为切削平面。量角仪活动直尺的A面作为主剖面,用角尺检验A面与车刀主切削刃在基面上投影之间的垂直度,然后使活动直尺③的C边与车刀的后刀面相贴合,即可测量得到后角α0的角度。
图2-3测试系统参数设置界面
图2-4测试系统开始采集界面
4)按下如图2-3所示的“Scope”按钮,进入如图2-4所示的采集界面,增添好Fx、Fy和Fz采集通道的切削力数据(均方值)显示窗口,等待切削开始。
5)启动数控铣床,移动铣刀进入加工零件顶面,对好刀,启动主轴,转速设置为600rpm,实时测量的切削用量按下表2-1,在固定进给量的条件下,分别测量出不同切削深度时的三向铣削力,开始切削时按下如图2-4所示的“Store”按钮。
四实验报告
1.车刀几何角度数值:
车
刀
编
号
车
刀
名
称
刀
杆
尺
寸
前
角
γ0
后
角
α0
契
角
β0
刃
倾
角
λS
主
偏
角
Kr
副
偏
角
Kr’
刀
尖
角
εr
副
后
角
α0’
副
前
角
γ0’
法
前
角
γn
2.画出车刀切削部分结构简图,并将所测角度标注在图中。
(1)前角γ0的测量
图1-1γ0的测量
前角γ0应在主剖面内测量,它是主剖面内前刀面与基面之间的夹角,如图1-1所示。把车刀放在台座上,将台座表面作为基面,活动角尺③的A面作为主剖面,用角尺检验,使A面垂直车刀主切削刃在基面上的投影,然后调整④背面的旋扭和螺母环⑦。使③的B边与车刀的前刀面贴合,此时即可测量得到γ0角度。
车刀角度实验报告

实验一车刀的几何角度及其测量一、实验目的:1.熟悉车刀切削部分的构造要素,根据车刀几何角度的定义测量车刀的几何角度。
2.了解车刀测角仪的结构,学会使用车刀测角仪测量车刀几何角度的方法。
二、实验要求:1.加深理解刀具标注角度的参考系,各坐标平面的位置(静态的)。
2.进一步熟悉各剖面之间的角度关系。
三、车刀测角仪的结构:测量刀具几何角度的量具很多,如万能量角器、摆针式重力量角器、车刀测角仪等等。
车刀测角仪是测量车刀角度的专用量角仪,它有很多种型式,本实验采用的是既能测量车刀主剖面参考系的基本角度,又能测量车刀法剖面参考系的基本角度的一种车刀测角仪,其结构如图所示。
圆形底盘的周边上刻有从0°起顺、逆时针两个方向各100°的刻度盘1。
其上面的支撑板可绕小轴转动,转动的角度由固连与支撑板上的指针指示出来。
支撑板上的导块和滑块1、2固定在一起,能在支撑板的滑槽内平行滑动。
升降杆固定安装在圆形底盘上,它是一根矩形螺纹丝杠,其上面的升降螺母可以是导向块沿升降杆上的键槽上、下滑动。
导向块上面用小螺钉固定装上一个小刻度盘3,在刻度盘3的外面用滚花手轮将角铁的一端锁紧在导向块上。
当松开滚花手轮时,角铁以滚花手轮为轴,可以向顺、逆时针两个方向转动,其转动的角度用固定在角铁上的小指针在刻度盘3上指示出来。
在角铁的另一端固定安装扇形刻度盘2,其上安装着能顺时针转动的测量指针,并在刻度盘2上指示出转动的角度。
当支撑板指针、小指针和测量指针都处于0°时,测量指针的前面和侧面b、c垂直与支撑番的平面,而测量指针的底面a平行于支撑板的平面。
测量车刀角度时,就是根据被测角度的需要,转动支撑板,同时调整支撑板上的车刀位置,再旋转升降螺母使导向块带动测量指针上升或下降而处于适当的位置。
然后用测量指针的前面(或侧面b、c或底面a),与构成被测角度的面或线紧密贴合,从刻度盘2上读出测量指针指示的被测量角度数值。
实验一 车刀几何角度验报告

实验一车刀几何角度验报告
实验目的:通过实验验证车刀各种角度参数的准确性,提高车刀加工的质量和效率。
实验器材:数字显示卡尺、角度仪、车床、车刀
实验步骤及记录:
1.测量车刀前角α:
将车刀固定在车床上,使用数字显示卡尺测量切削刃的前角α。
测量数据为20.5°,记录在表格中。
3.测量切削刃前角β:
5.测量铰刀角度Φ2:
6.最终测量结果:
车刀侧角γ:10.2°
实验结论:
通过本实验的测量,发现车刀各种角度参数的测量数据与设计值有一定误差,但误差
范围在允许范围内,不影响车刀的使用效果。
同时,本实验也证明了通过准确测量车刀各
项参数可以提高车刀加工的质量和效率。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
记录1:
刀
具
名
称
刀
杆
截
面
刀具测量结果(以度计)
前
角
γo
后
角
ɑo
刃
倾
角
λs
主
偏
角
Kr
副
偏
角
K'r
副
后
角
ɑ'o
法
向
前
角
γn
法
向
后
角
an
深
切
前
角
γp
进
给
前
角
γf
外圆车刀
端面车刀
切断刀
记录2:画出外圆车刀简图,并在图上标注出所测量的具体角度数值。
实验二切削层变形的观察及变形系数的测量
进给量愈大,则切屑成状愈明显,粗糙度愈
记录3:刀具前角γo对∧h的影响
工件材料:D=
车刀材料:
切削用量
Vc=
f=
车刀角度
γo=Kr=λs=
ɑo=K'r=ɑ'o=
前角γo
工件一圈长度Lc(mm)
切屑一圈长度Lch(mm)
切屑性质
变形系数ቤተ መጻሕፍቲ ባይዱ
∧h=Lc/Lch
∧h——γo关系图
∧h
γo
结论:前角愈大,则变形系数∧h愈
前角愈大,则切屑成状愈明显,粗糙度愈
记录1:切削速度Vc对∧h的影响。
工件材料:D=
车刀材料:
切削用量
f=
ap=
车刀角度
γo=Kr=λs=
ɑo=K'r=ɑ'o=
切削速度
Vc(m/s
主轴转速n(r/s)
工件一圈长度Lc(mm)
切屑一圈长度Lch(mm)
切屑性质
变形系数
∧h=Lc/Lch
∧h——Vc关系图
∧h
Vc
结论:切削速度愈大,则变形系数∧h愈。
切削速度愈大,则切屑成状愈明显,粗糙度愈
记录2:进给量f对∧h的影响
工件材料:D=
车刀材料:
切削用量
Vc=
ap=
车刀角度
γo=Kr=λs=
ɑo=K'r=ɑ'o=
走刀量
f(mm/r)
工件一圈长度Lc(mm)
切屑一圈长度Lch(mm)
切屑性质
变形系数
∧h=Lc/Lch
∧h——f关系图
∧h
F
结论:进给量愈大,则变形系数∧h愈。