超声振动磨削放电加工指标预测模型的研究
石英玻璃超声振动磨削加工技术研究
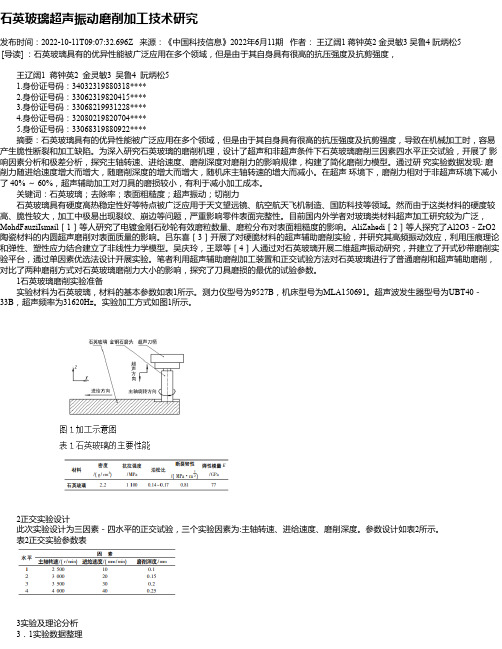
石英玻璃超声振动磨削加工技术研究发布时间:2022-10-11T09:07:32.696Z 来源:《中国科技信息》2022年6月11期作者:王辽阔1 蒋钟英2 金灵敏3 吴鲁4 阮炳松5 [导读] :石英玻璃具有的优异性能被广泛应用在多个领域,但是由于其自身具有很高的抗压强度及抗剪强度,王辽阔1 蒋钟英2 金灵敏3 吴鲁4 阮炳松51.身份证号码:34032319880318****2.身份证号码:33062319820415****3.身份证号码:33068219931228****4.身份证号码:32080219820704****5.身份证号码:33068319880922****摘要:石英玻璃具有的优异性能被广泛应用在多个领域,但是由于其自身具有很高的抗压强度及抗剪强度,导致在机械加工时,容易产生脆性断裂和加工缺陷。
为深入研究石英玻璃的磨削机理,设计了超声和非超声条件下石英玻璃磨削三因素四水平正交试验,开展了影响因素分析和极差分析,探究主轴转速、进给速度、磨削深度对磨削力的影响规律,构建了简化磨削力模型。
通过研究实验数据发现: 磨削力随进给速度增大而增大,随磨削深度的增大而增大,随机床主轴转速的增大而减小。
在超声环境下,磨削力相对于非超声环境下减小了 40% ~ 60%,超声辅助加工对刀具的磨损较小,有利于减小加工成本。
关键词:石英玻璃;去除率;表面粗糙度;超声振动;切削力石英玻璃具有硬度高热稳定性好等特点被广泛应用于天文望远镜、航空航天飞机制造、国防科技等领域。
然而由于这类材料的硬度较高、脆性较大,加工中极易出现裂纹、崩边等问题,严重影响零件表面完整性。
目前国内外学者对玻璃类材料超声加工研究较为广泛,MohdFauziIsmail[1]等人研究了电镀金刚石砂轮有效磨粒数量、磨粒分布对表面粗糙度的影响。
AliZahedi[2]等人探究了Al2O3-ZrO2陶瓷材料的内圆超声磨削对表面质量的影响。
超声钻削的动力学模型
超声钻削的动力学模型-概述说明以及解释1.引言1.1 概述超声钻削作为一种高效的加工方法,在制造业领域得到广泛应用。
随着对材料加工要求的不断提高,超声钻削动力学模型的研究显得尤为重要。
本文旨在建立超声钻削的动力学模型,分析模型参数对钻削效果的影响,并探讨模型的应用前景和研究展望。
通过对超声钻削原理和动力学模型的深入研究,可以为超声钻削技术的进一步发展提供理论基础和技术支持。
1.2 文章结构文章结构部分内容:本文将分为引言、正文和结论三个部分。
引言部分将概括介绍超声钻削的概念和背景,以及本文的目的和意义。
正文部分将详细阐述超声钻削原理、动力学模型的建立以及模型参数对钻削效果的影响。
结论部分将对整篇文章进行总结与回顾,探讨动力学模型的应用前景以及未来的研究展望。
通过对这些内容的系统阐述和分析,本文旨在深入探讨超声钻削的动力学模型,为相关领域的研究提供一定的参考和借鉴。
1.3 目的在本文中,我们的主要目的是建立超声钻削的动力学模型,并研究模型参数对钻削效果的影响。
通过深入探讨超声钻削原理和动力学模型的建立过程,我们希望能够深入了解超声钻削的工作原理和参数对钻削效果的影响机理,为超声钻削技术的应用提供理论依据和指导意见。
同时,我们还将通过总结与回顾,探讨模型的应用前景和研究展望,为超声钻削技术的进一步发展提供参考和启示。
通过本文的研究,我们希望能够为超声钻削技术的优化和改进提供理论支持和实践指导。
2.正文2.1 超声钻削原理超声钻削是一种利用超声波振动来实现高效率钻削的先进技术。
它利用超声波的高频振动作用于钻头,使得钻孔过程中的切削力得到增强,从而实现更快速、更精密的钻削过程。
超声钻削原理基于超声波的物理性质。
超声波是指频率高于20kHz 的声波,其振动频率远高于人耳的听觉范围。
通过超声波振动装置的作用,钻头在钻削过程中受到高频振动的作用,导致材料表面的微小颗粒得到削除。
这种高频振动能够增加钻头切削力,并且通过微小振动幅度实现对材料的精准控制,从而达到更精密的钻削效果。
超声振动磨削放电复合加工SiCp/Al试验研究
超 声振动 磨 削放 电复合 加 工的表 面粗糙 度平 均值 为 R a 2 I x m:超 声振动磨 削放 电复 合加 工 的稳 定 性 比 电火花加 工好 . 但加 工速 度较低 。通过扫 描 电镜 对 两种加 工方 法下零 件表 面形 貌和 重 熔层进 行 了观测 。 对试件 表 面进 行 了 X射线衍 射分 析 , 表 明采 用超 声振 动 磨 削放 电复合 加 工 S i C p / A 1 复合
、
Li Ka i y u e, Z ha ng Yu n p e n g, Ya ng Gu a n g me i
(N o r t h w e s t e r n P o l y t e c h n i c a l U n i v e r s i t y , X i a n 7 1 0 0 7 2 , C h i n a)
Th e e x pe r i me n t a l r e s u l t s s h o w t h a t u hr a s o ni c v i b r a t i o n a s s i s t e d g r i n d i n g wi t h EDM c a n e f f e c t i v e l y
r e d u c e s u r f a c e r o u g h n e s s , b u t t h e ma c h i n i n g s p e e d i s l o w. S c a n n i n g e l e c t r o n i c mi c r o s c o p e w a s u s e d t o a n a l y z e t h e mi c r o p r o i f l e s o f s u r f a c e a n d t e s t t h e t h i c k n e s s o f r e - me l t i n g l a y e r , t h e X- r a y d i f f r a c t o me t e r
超声振动辅助磨削技术应用研究进展

合加工性能。
术
发展趋势
❖超声振动辅助磨削技术是一个新的研究领域,
其加工机理、加工方法及加工装置的研究还有待
于深入和完善。
发 展 趋 势
发展趋势
高效稳定超声振动系统研究
现有的实验及实用振动切削加工系统输出功率小
、能耗高,因此,期待实用的大功率振动系统到
发 展
目前为止,输出能量为4kW的振动系统已研制出
超声振动辅助磨削技术应用研 究进展
内容
1
前言
2
发展回顾
3
研究现状
4
发展趋势
前言
不足
概念
优势
前言
❖航空、电子、光学及通信工业的新技术迅猛发展,对 硬脆性材料、难加工材料和新型先进材料的需求日益增 多,对关键零件的加工效率、加工质量和加工精度提出 了更高的要求。
前言
❖传统加工方法是超精密磨削和单点金刚石切削; ❖产生较大的磨削力以及磨削热,引起工件表面、亚表面损 伤以及砂轮寿命低;
优点 提高材料去除率,延长工具的寿命
UV优AM点
提高脆性与研性域发生转变的临界切削深度, 实现脆性材料的延性域加工,使复杂光学元件 表面超精密加工可以不须采用磨削和抛光的方 法完成加工。
发展回顾
超 声
首先是应用在材料的切削加工
振
动 1927年,R.W.Wood和A.L.Loomis发表了有关
磨
削 超声波加工的论文,超声加工首次提出。
维 超
期分离现象,磨削刃作用时间变短,摩擦系数大幅
声 振
度降低,从而促使磨削力大幅度减小,材料去除率
动 磨
显著增大。
削
技
术
研究现状
轴向振动使不同磨削刃的切削轨迹互相干涉而产生
超声振动减摩性能的实验研究及理论分析

图 1 振幅测量装置图
将实验测得的数据进行分析 、整理 ,画出电压 不同时振幅随频率变化的曲线 ,见图 2 。
中国机械工程第 15 卷第 9 期 2004 年 5 月上半月
数 。可调节标尺与铰链的水平距离为 L ( L = 305mm) 。此时 ,压电振子与可倾斜平板之间的 静摩擦系数为 f = tanθ= H/ L 。
衡量减摩性 能 的 主 要 参 数 之 一 是 摩 擦 系 数 。 为此 ,我们测量压电振子在超声振动状态下与其 他零件组成摩擦副时 ,其摩擦系数随振幅及频率 的变化趋势 。
摩擦系数测量装置见图 3 。将压电振子放置
1. 压电振子辐射端面 2. 压电振子 3. 可倾斜平面 4. 可调节标尺 图 3 摩擦系数测量装置图
1 实验研究
1. 1 压电振子基本参数及辐射端振幅的测量 实验的核心元件是压电振子 ,本文以典型的
中心紧固型郎之万振子为研究对象 ,首先测量压 电振子的基本参数 。测量仪器为精密阻抗分析 仪 ,型号为 HP4294A 。测量结果见表 1 。
收稿日期 :2003 - 05 - 19 基金项目 :国家自然科学基金资助项目 (50175047)
与特定的工作表面间的摩擦系数的变化规律 ,通过有限元法计算压电振子
的振动模态 ,分析超声振动的减摩机理 ,以便进行适当的结构设计 ,利用超
声振动的减摩性能制造出超声波悬浮轴承 。研究证明 ,超声振动具有良好 的减摩性能 ,压电振子处于纵向振动模态时减摩效果最好 。
吴博达 教授
关键词 :超声振动 ;压电振子 ;减摩 ;摩擦系数
提取的模态共有 4 个 ,当频率 ω = 20. 218kHz 时 , 其模态为纵向振动模态 。
表 2 压电振子相关参数
超声振动磨削技术、

超声振动精密磨削技术的发展1、引言随着科学技术的进步,金属间化合物、工程陶瓷、石英、光学玻璃等硬脆材料以及各种增韧、增强的新型复合材料因其高硬度、耐磨损、耐高温、化学稳定性好、耐腐蚀等优点在航空航天、国防科技、生物工程、计算机工程等尖端领域中的应用日益广泛;但由于这些材料的脆硬特性,传统加工方法已不能满足对这些材料零件的精密加工要求,,因此有关其精密超精密磨削加工技术便成为世界各国研究的热点。
超声振动精密磨削技术便是顺应这一需要而发展起来的技术之一。
超声振动磨削技术的基本原理为:由超声波发生器产生的高频电振荡信号(一般为16~25KHz)经超声换能器转换成超声频机械振动,超声振动振幅由变幅杆放大后驱动工具砂轮产生相应频率的振动,使刀具与工件之间形成周期性的切削。
即工具砂轮在旋转磨削的同时做高频振动。
超声加工技术的经历了从传统超声波加工到旋转超声波加工的发展阶段,旋转式超声加工是在传统超声加工的工具上叠加了一个旋转运动。
这种加工用水带走被去除的材料并冷却工具,不需要传统超声加工中的磨料悬浮液,因此,这种方法被广泛的运用于超声振动磨削加工中[6]。
2、超声振动磨削技术发展回顾1927 年,R.W.Wood 和 A.L.Loomis 就发表了有关超声波加工的论文,超声加工首次提出。
1945 年L.Balamuth 就申请了关于超声加工的专利。
20 世纪 50~60 年代日本学者隈部淳一郎发表了许多对振动切削进行系统研究的论文,提出了振动切削理论,并成功实现了振动磨削等加工 [8] 。
1960 年左右,英国 Hawell 原子能研究中心的科学家发明了新的超声磨削复合加工方法。
超声振动磨削加工在难加工材料和高精度零件的加工方面显示了很大的优越性。
1986 年日本学者石川健一受超声电机椭圆振动特性启发,首次提出了“椭圆振动切削方法”(elliptical vibration cutting)。
20 世纪 90 年代初,日本神户大学社本英二等人对超声椭圆振动切削技术进行了深入研究,其最具代表性的研究成果是利用金刚石刀具采用双激励双弯曲合成椭圆振动的方式对黑色金属淬火不锈钢进行精密车削,最小表面粗糙度可以达到 Ra0.0106um,不但解决了金刚石不能加工黑色金属的难题,而且使这项技术达到了实用化阶段。
超声振动辅助铣削加工实验研究
摘 要 :通过 实验研 究 了超 声振 动辅 助 铣 削加 工参 数 和振 动参 数 对 切 削 力 与表 面粗 糙 度 的影 响。 在 工件 上施 加 沿进给 方 向的 高频 率 、 小振 幅的 超 声振 动 。 通 过切 削轨 迹研 究 了超 声振动 切 削的 瞬时切 削厚度 , 进 而 分析 了切 削力 。 以主轴 转速 、 每 齿 进给 量 和振 幅 为参 数 , 设计 了一 系列超 声振 动 辅助 铣 削加 工 实验 , 并 利 用方 差分 析 方法研 究 了各参 数 对切 削 力影响 的显 著性 。研 究结果表 明 : 与 未施加 超 声振 动相 比 , 施 加超 声振 动后 的切 削力 明显 降低 ; 超 声振 动 铣 削加 工 时 对切 削力 的影 响程 度 由 大到 小依 次 为振 幅 、 主轴 转速 、 每 齿进 给 量 ; 在特 定的 参数 下 , 表 面粗糙 度 也 有所 改善 ; 表
超声振动辅助磨削技术研究进展ppt课件

磨 界上首次提出并实现采用超声频调制电火花与
削
技 超声波复合的研磨、抛光加工技术。与纯超声
术
发 波研磨、抛光相比,效率提高5倍以上,并节约
展 回
了大量的金刚石磨料。
顾
发展回顾
超 声
20世纪80年代后期,天津大学李天基等人在
振 动
高速磨削的同时对磨头施以超声振动,提出了
磨 高效的超声磨削复合加工方法,效率比传统的
削 技
主要由垂直方向粗糙度决定,通过改变加工参数
术 方法很难显著降低表面粗糙度。
研究现状
一 维
Denkena研究发现在轴向振动磨削过程中,砂轮
轴 轴向分布的不同磨粒对工件起重复研磨作用,从
向
超 而能获得高质量加工表面。还指出使用普通粒径
声
振 大小的砂轮磨粒进行超声波磨削时,超声波辅助
动 磨
作用对表面质量不会有积极影响。
削
技 1945年,L.Balamuth申请了关于超声加工的
术
发 专利。
展
回
顾
发展回顾
超 声
20世纪50~60年代日本学者隈部淳一郎对振
振 动
动切削进行系统研究,提出了振动切削理论,
磨 并成功实现了振动磨削加工 。
削
技 20世纪60年代,英国Hawell原子能研究中心
术
发 的科学家发明了新的超声磨削复合加工方法。
超声振动辅助磨削技术研究 进展
内容
1
前言
2
发展回顾
3
研究现状
4
发展趋势
前言
不足
概念
优势
前言
航空、电子、光学及通信工业的新技术迅猛发展, 对硬脆性材料、难加工材料和新型先进材料的需求 日益增多,对关键零件的加工效率、加工质量和加 工精度提出了更高的要求。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
小样 本及 指标 变化 范 围大的预 测 问题 。
关 键词 : 超声 振动磨 削放 电加工 ; B P神经 网络 ; 支 持向量 机 ; 模 型 预测
中 图分类号 : T G 6 6 3 文献标 识 码 : A 文章编 号 : 1 0 0 9 — 2 7 9 X( 2 0 1 4 ) 0 1 — 0 0 3 6 — 0 5
上, 借 助 于机 器 学 习理 论做 出分 析 。针 对 实际加 s - 中试验 样 本数 P神 经 网络 和 支持 向量机 两种方 法分 别建 立超 声振动 磨 削放 电加 工 S i C p / A 1 指标 预 测
模型 , 并利 用 两个模 型预 测零件 表 面粗糙 度 和加 工速度 等 工艺指 标 。预测 结果表 明 , 零 件表 面粗糙 度 的数 值 变化 范 围较 小 , 两种 模 型预 测值 与试 验值 均 具有较 好 的一 致性 , 预 测精 度较 高 ; 加 工速 度
ma c h i n e s p a  ̄l y, a n d h a s u s e d e a c h mo d e l t o p r e d i c t p r o c e s s i n d i c e s i n c l u d i n g s u r f a c e r o u g h n e s s o f w o r k p i e c e a n d ma c h i n i n g 。 T h e r e s u l t s h o ws t h a t t h e p r e d i c t i v e v lu a e s a r e c o n s i s t e n t wi t h he t t e s t r e s u l t s
《 电加工与 模具} 2 0 1 4 年第1 期
设计・ 研究
超声 振动磨 削放 电加工指标预测模 型的研究
杨光 美, 张云鹏 , 李铠 月, 闫 妍
(西北 工业 大学 机 电学 院 , 陕西 西安 7 1 0 0 7 2) 摘要 : 超 声振 动磨 削放 电加 工过 程 复 杂 , 难 以用精 确 的理 论 公 式进 行 描 述 , 通 常在 试 验基 础
b a s e d o n t h e t w o mo d e l s a s t h e s u r f a c e r o u g h n e s s i s j u s t i n a s m a l l c h a n g e r a n g e , a n d t h e p r e d i c t i v e
v i b r a t i o n g r i n d i n g a s s i s t e d EDM S i C p / A I b a s e d o n b o t h BP n e u t r a l n e t wo r k a n d s u p p o  ̄ v e c t o r
o f Ul t r a s o n i c Vi b r a t i o n Gr i n d i n g As si s t e d E DM Re s e a r c h o n P r o c e s s i n g P r e d i c t i v e Mo d e l Ya n g Gu a n g r n e i , Z h a n g Yu n p e n g , L i Ka i y u e, Ya n Ya n
(No r t h w e s t e r n P o l y t e c h n i c a l U n i v e r s i t y , Xi ' a n 7 1 0 0 7 2, Ch i n a)
Ab s t r a c t : T h e u l t r a s o n i c v i b r a t i o n g r i n d i n g a s s i s t e d EDM i s S O c o mp l e x t h a t i t i s d i f f i c u l t t o d e s c i r b e t h e ma c h i n i n g p r o c e s s wi t h p r e c i s e t h e o r e t i c a l f o r mu l a . Us u a l l y, b a s e d o n t h e e x p e r i me n t s , t h e
p r o c e s s i s a n ly a z e d w i t h t h e ma c h i n e l e a r n i n g t h e o r y .I n t h e a c t u a l s i t u a t i o n o f f e w r e s e a r c h s a mp l e s b u t n u me r i c a l l y l f u c t u a t e d p r e d i c t i o n, t h i s p a p e r h a s b u i l t a p r o c e s s i n g p r e d i c t i v e mo d e l o f lt u r a s o n i c