德国表面处理汇总
标准件标准区分

标准件标准区分标准件不同标准的区分德国的螺栓、螺母、垫圈国标DIN931、DIN934、DIN933、DIN127、DIN125、DIN434、DIN912对应我国的国标DIN125-A ——平垫——GB97.1-85DIN125-B——平垫(带倒角)——GB97.2-85DIN127-A ——重型弹垫——GB7244DIN127-B ——标准弹垫——GB93-87DIN434 ——方斜垫圈(U型)——GB852-88DIN912 ——内六角圆柱头螺钉——GB70-85DIN931——六角头螺栓(半牙)——GB5782-86DIN933 ——六角头螺栓(全牙)——GB5783-86DIN934 ——六角头螺母(1型)——GB6170-86标准就是规范,每个国家和部门都有自己的标准。
目前,我们在平时的业务中最常用到的标准有以下几种:GB—中国国家标准(国标)ANSI—美国国家标准(美标)DIN—德国国家标准(德标)ASME—美国机械工程师协会标准JIS—日本国家标准(日标)BSW—英国国家标准GB—国家标准是我国众多标准中的一种,另外还有行业标准,专业标准和部门标准等。
国家标准又分:GB(强制性标准)和GB/T (推荐性标准)以及GBn (国家内部标准)等。
我们平常看到的像GB30,GB5783等等都是强制性的标准。
以上几种标准除了一些基本尺寸如头部对边、头部厚度等的不同以外,最主要的是螺纹部分的不同。
GB、DIN、JIS等的螺纹都有是以MM(毫米)为单位,统称为公制螺纹。
另像ANSI、ASME等的螺纹是以英寸为单位的称为美标螺纹。
除了公制螺纹和美制螺纹外还有一种BSW—英制标准,其螺纹也是以英寸为单位,俗称惠氏螺纹。
公制螺纹是以MM(毫米)为单位,它的牙尖角为60度。
美制螺纹和英制螺纹都是以英寸为单位的。
美制螺纹的牙尖角也是60度,而英制螺纹的牙尖角为55度。
由于计量单位的不同,导致了各种螺纹的表示方法也不尽相同。
钢材类型品牌及表面处理方法
钢材的类型、品牌及表面处理方法表面处理方法:1.氮化处理2.热处理(一)C45 W 中炭钢美国标准编号:AISI 1050 ~ 1055;日本标准编号:S50C~ S55C德国标准编号:1.1730。
中炭钢或45# 钢香港称为王牌钢,此钢材的硬度为:HB170 ~ HB220,特点:价格便宜,加工容易,在模具上用作模架,顶柱,及一些不重要的零件上,市场上一般标准模架是采用此种钢材。
(二)40 CrMn Mo 7 预硬塑胶模具钢美国、日本、新加坡、香港、中国标准编号:AISI P20,德国及有些欧洲国家编号:DIN:1.2311、1.2378、1.2312。
特点:此种钢是预硬钢,一般不适宜热处理,但是可以氮化处理,此钢种的硬度差距也很大,由28 ~ 40 HRC 视乎那间钢厂的标准,由于已作预硬处理,机械切削也不太困难,所以很合适做一些中下价模具的镶件,有些生产大批量的模具模架也采用此钢材(有些客户指定要用此钢作模架),好处是硬度比中炭钢高,变形也比中炭钢稳定,P20此种钢由于在塑胶模具被广泛采用。
品牌也很多,其中在华南地区较为普遍的品牌有:ASSAB 一胜百牌,瑞典产的有两种不同硬度,718S HB290~HB330(33~34HRC)、718H HB330~HB370 (34~38HRC)。
大同钢厂,日本产:NAK 80(硬度40HRC+20)及NAK55(硬度40HRC+20)两种,一般情况下,NAK 80做定模镶件,NAK55做动模镶件,要留意NAK55 不能直接做EDM皮纹,据钢材代理解释是含硫的关系,所以EDM后留有条纹的;德胜钢厂THYSSEN ,德国产,有好几种编号:GS-711(硬度34~36HRC)、GS738(硬度32~35HRC)、GS808V AR (硬度38~42HRC)、GS318(硬度29~33HRC)、GS312(硬度29~33HRC),GS312含硫不能做EDM纹,在欧洲做模架较为普遍,GS312的Code 为40 Cr MN Mo S8 ,百禄(BOHLER)奥国产,编号有:M261(38~42HRC)、M238(36~42HRC)、M202(29~33HRC),M202不能做EDM纹,也是含硫,尚有其它品牌,不能尽录。
DIN 55928

替代`77.01版本1991年5月与国际标准机构(ISO)制定的标准ISO8501—1:1988 之间的相互关系请看说明。
“金属材料构件通过涂层和衬里来防腐”DIN55928包括以下部分:DIN55928第1部分一般介绍,概念,腐蚀强度。
DIN55928第2部分有利于防腐的结构。
DIN55928第3部分防腐工作计划。
DIN55928第4部分表面的预处理和检查。
DIN55928第4部分的附录1 比较样板图片DIN55928第4部分的附录1 A1 DIN55928第4部分的附录1的更改。
DIN55928第4部分的附录2 对部分钢表面进行打磨预处理的样板图片(标准—清洁度Pma)DIN55928第4部分的附录2 A1 DIN55928第4部分的附录2的更改。
DIN55928第5部分防腐系统和涂层材料。
DIN55928第6部分防腐工作的执行和监督。
DIN55928第7部分检查表面的技术条例。
DIN55928第8部分(草案)薄壁结构的防腐。
DIN55928第9部分涂层材料,粘和剂和涂料的配方。
德国DIN标准化研究所喷涂材料和类似涂层材料标准化协会(FA)建筑工程标准化协会(NABau)喷砂材料标准化协会(Astra)目录1.目的和使用范围2.一般介绍3.预处理表面的原始状态3.1 未涂层表面3.2 涂层表面4.表面清洁度,表面预处理方法4.1 清洁程度要求和清洁度4.2 外来涂层/附着物的清除4.3 本身涂层和附着物的清除4.3.1 去氧化皮4.3.2 除锈4.3.3清除镀锌层腐蚀物质4.4 机械化表面预处理方法4.4.1 喷砂4.4.1.1 喷砂系统4.4.1.1.1 干式喷砂4.4.1.1.2 潮湿喷砂4.4.1.1.3 湿式喷砂4.4.1.2 喷砂材料4.4.1.3 特殊情况下喷砂的使用4.4.1.3.1 薄钢板的喷砂4.4.1.3.2 清扫式喷砂4.4.1.3..3 点式喷砂4.4.2 使用手工工具进行机械式表面预处理4.4.3 使用电动工具进行机械表面预处理4.5 高温表面预处理方法(火花除锈)4.6 化学表面预处理方法(酸洗)4.7 锈蚀转化剂,锈蚀稳定剂,和渗透剂4.8 环境条件对表面预处理和表面清洁度的影响4.9 预处理过程中周围环境的保护4.10 预处理表面的质量检查4.10.1 肉眼可见污渍的检查4.10.2 肉眼不可见污渍的检查5.表面粗糙度5.1 一般介绍5.2 经过喷砂处理后的粗糙度检查6.预处理表面处理完毕后,涂层加工之前的过渡性保护7.经过过渡性保护或部分经过过渡性保护的表面要继续涂层前的处理7.1焊接,铆接,螺钉和其它连接部位的预处理7.2 涂层表面还需做进一步涂层时的预处理7.3 需涂层的热度锌表面预处理7.3.1镀锌层缺陷部位和因安装、运输造成损伤的部位的处理7.3.2未经风蚀的热镀锌表面预处理7.3.3经过风蚀的热镀锌表面预处理涉及的标准和其它资料其它有关标准更改说明1.目的和使用范围:[1](1)钢结构件[1]的防腐保护涂层和衬里的效果和使用寿命(下面简称涂层和衬里)在很大程度上取决于需要防腐的表面的预处理质量。
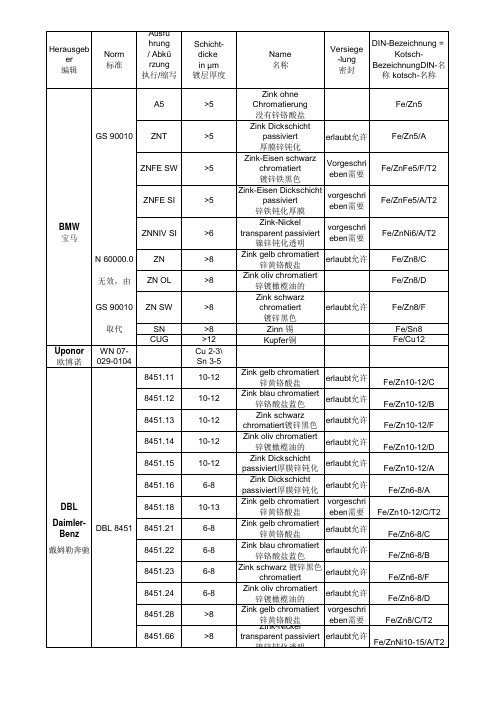
德国表面处理汇总

>12
Fe/ZnFe12/F vorgeschri eben需要
>12 >6 >8 >12 >4 >5 >13
Fe/ZnFe12/F/T2 Fe/Sn6 Fe/Sn8 Fe/Sn12 Fe/Zn4/C Fe/Zn5/C Fe/Zn13/C
Herausgeb er 编辑
Norm 标准 WSSM21P17B3
Fe/Zn8/F Fe/Sn8 Fe/Cu12
Zink gelb chromatiert 锌黄铬酸盐 Zink blau chromatiert 锌铬酸盐蓝色 Zink schwarz chromatiert镀锌黑色 Zink oliv chromatiert 锌镀橄榄油的 Zink Dickschicht passiviert厚膜锌钝化 Zink Dickschicht passiviert厚膜锌钝化 Zink gelb chromatiert 锌黄铬酸盐 Zink gelb chromatiert 锌黄铬酸盐 Zink blau chromatiert 锌铬酸盐蓝色 Zink schwarz 镀锌黑色 chromatiert Zink oliv chromatiert 锌镀橄榄油的 Zink gelb chromatiert 锌黄铬酸盐 Zink-Nickel transparent passiviert 镍锌钝化透明
Herausgeb er 编辑
Norm 标准
Ausfü hrung / Abkü rzung 执行/缩写 A5
Schichtdicke in µm 镀层厚度
Name 名称
Versiege -lung 密封
DIN-Bezeichnung = KotschBezeichnungDIN-名 称 kotsch-名称 Fe/Zn5
常见表面处理汇总
复合电沉积 (电镀层中嵌入固体颗粒形成复合镀层)
按获取镀层方式分
常规电镀
挂镀(Rack Plating) 滚镀(Barrel Plating
电刷镀
脉冲电镀
电铸
装饰性电镀﹐如镀金﹐镀银﹐铜╱镍/装饰铬电镀
功能性 电镀
防护性电镀﹐如镀锌 耐磨性电镀﹐如镀硬铬 提高可焊性电镀﹐如镀锡 增强导电性﹐如镀银﹐镀金 ……
刷镀不如槽镀。 ④ 刷镀主要用于大型零件的局部电镀或大中型零件的局部修复。
非金属电镀
① 非金属电镀是指对塑料、玻璃、陶瓷、纤维等非金属制品电镀。 ② 非金属电镀的关键工艺是表面金属化,使非金属基体上生成导电层以便进 行导电。表面金属化的方法有化学镀法、喷涂法、烧渗银法和涂刷法等。 ③ 塑料电镀是非金属电镀中应用最广泛的一种。通过电镀可提高塑料制品的 强度,防止老化,使其具有导电性、电磁性、焊接性和装饰性的外观。 ④ 非金属电镀制品主要用于汽车、飞机某些装饰性零部件以及印刷线路板、 电子仪器屏蔽和碳纤维等。
渗镀 化学气象沉积 真空镀膜 包镀
达克罗(Dacromet﹐浸入锌铝﹐锌铬浆液中﹐形成涂层﹐然后烘烤干燥)
1:电镀与热浸镀
电镀
按镀层组成分
单金属电镀(应用较广的镀层有锌﹑镉﹑铜﹑铬﹑锡﹑镍﹑金﹑银等)
合金 电镀
二元合金电镀(常用的有锡-铅合金﹐锌-镍﹐锌-钴﹐铜-锡等) 三元合金电镀(常用的有铜-锡-锌﹐锌-镍-铁等) 多元合金电镀(基本处于研究阶段)
铬酸盐处理 使金属与铬酸盐化学反应,在其表面形成一层稳定铬酸盐膜的处理方法。
磷化
把工件浸入磷酸盐溶液中,使工件表面获得一层不溶于水的磷酸盐薄膜的工艺
磷化(phosphorization)是一种化学与电化学反应形成磷酸盐化学转化膜的过程,所形成 的磷酸盐转化膜称之为磷化膜。磷化的目的主要是:给基体金属提供保护,在一定程度上 防止金属被腐蚀;用于涂漆前打底,提高漆膜层的附着力与防腐蚀能力;在金属冷加工工 艺中起减摩润滑使用。
din933螺栓标准

din933螺栓标准DIN933螺栓标准。
螺栓是一种常见的紧固件,在机械制造和建筑工程中起着非常重要的作用。
而DIN933螺栓是一种常见的标准螺栓,符合德国工业标准(DIN)的规范要求。
本文将对DIN933螺栓标准进行详细介绍,包括其标准规格、材质要求、表面处理和适用范围等内容,希望能够为相关领域的专业人士提供一些参考和帮助。
首先,我们来看DIN933螺栓的标准规格。
根据DIN933标准,螺栓的直径范围为M1.6至M64,长度范围为5mm至500mm。
螺栓的头部为六角头,螺纹长度为螺栓长度的1倍至2.5倍。
此外,根据使用的不同,螺栓的材质也有所不同,常见的材质包括碳钢、合金钢、不锈钢等。
螺栓的表面处理通常包括镀锌、镀镍、热浸镀锌等,以提高其耐腐蚀性能。
其次,我们需要了解DIN933螺栓的材质要求。
根据标准规定,碳钢螺栓的材质符合DIN EN ISO 898-1的要求,合金钢螺栓的材质符合DIN EN ISO 898-1或DIN EN ISO 898-2的要求,不锈钢螺栓的材质符合DIN EN 3506-1或DIN EN 3506-2的要求。
这些要求包括螺栓的化学成分、力学性能和硬度等指标,以确保螺栓在使用过程中具有足够的强度和可靠性。
此外,螺栓的表面处理也是非常重要的。
根据DIN933标准,螺栓的表面处理应符合DIN EN ISO 4042的要求,以确保其具有良好的耐腐蚀性能。
常见的表面处理方法包括镀锌、镀镍、热浸镀锌等,这些处理能够有效地提高螺栓的耐腐蚀性能,延长其使用寿命。
最后,我们需要了解DIN933螺栓的适用范围。
根据标准规定,DIN933螺栓适用于一般机械制造领域,如机械设备、汽车制造、船舶制造等,以及建筑工程领域,如钢结构、桥梁、隧道等。
在这些领域中,DIN933螺栓通常用于连接和固定各种构件,起着非常重要的作用。
综上所述,DIN933螺栓是一种常见的标准螺栓,具有严格的规格要求、材质要求、表面处理和适用范围等特点。
金属表面处理标准说明及各种标准比较

金属表面处理标准说明及各种标准比较编写:审核:1.金属的表面处理标准GB8923-88 中国国家标准ISO8501-1:1988 国际标准化组织标准SIS055900-1967 瑞典标准SSPC-SP2,3,5,6,7和10 美国钢结构涂装协会表面处理标准 BS4232 英国标准DIN55928 德国标准JSRA SPSS 日本造船研究协会标准2.各种金属表面处理标准说明2.1 金属表面处理中影响最大的标准是瑞典标准SIS 05 5900 1967,该标准最早由瑞典腐蚀研究所、美国测试和材料协会(ASTM)和钢结构涂装协会(SSPC)联合制定。
其它国家的标准,比如德国DIN 55928、丹麦DS 2019 等都是在此基础上建立起来的。
瑞典标准现在已经与国际标准ISO 8501-1:1988合并且由后者取代。
2.2 ISO8501则是现在普遍采用的国际标准。
美国由于科技力量的强大,SSPC/NACE是他们使用的主要标准而不使用ISO国际标准,并且随着NACE 在全球推广涂装检查培训认证,以及很多钢结构设计机构也使用这一标准,因此在中国也经常会遇到并使用SSPC/NACE标准。
2.3 中国的国家标准GB8923等效采用于ISO8501-1:1988。
3.国标GB8923-88 的除锈等级3.1 喷射或抛射除锈以字母“Sa”表示。
本标准订有四个除锈等级:3.1.1 Sa1 轻度的喷射或抛射除锈钢材表面应无可见的油脂和污垢,并且没有附着不牢的氧化皮,铁锈和油漆涂层等附着物。
Sa2 彻底的喷射或抛射除锈钢材表面应无可见的油脂和污垢,并且氧化皮,铁锈和油漆涂层等附着物已基本清除,其残留物应该是附着牢固的。
3.1.2 Sa2.5 非常彻底的喷射或抛射除锈钢材表面应无可见的油脂,污垢,氧化皮,铁锈和油漆涂层等附着物,任何残留的痕迹应仅是点状或条纹状的轻微色斑。
3.1.3 Sa3 钢材表面外观洁净的喷射或抛射除锈钢材表面应无可见的油脂,污垢,氧化皮,铁锈和油漆涂层等附着物,该表面应显示均匀的金属色泽。
德国表面处理汇总
Zink gelb chromatiert 锌黄铬酸盐
erlaubt允许
Fe/Zn6-8/C
Zink blau chromatiert 锌铬酸盐蓝色
erlaubt允许
Fe/Zn6-8/B
Zink schwarz 镀锌黑色 chromatiert
erlaubt允许
Fe/Zn6-8/F
Zink oliv chromatiert 锌镀橄榄油的
Zink gelb chromatiert 锌黄铬酸盐
Fe/Zn12/C
Zink oliv chromatiert 锌镀橄榄油的
Fe/Zn12/D
Zink schwarz chromatiert镀锌黑色
Fe/Zn12/F
Zink Dickschicht passiviert厚膜锌钝化
Fe/Zn25/A
ZnFe12/C/ T2
ZnFe12/F
DIN 50965
ZnFe12/F/ T2
Fe/Sn6 Fe/Sn8 Fe/Sn12
Ford 福特
S-M1P5-A Fe/Zn4/C S-M1P6-A Fe/Zn5/C S-M1P3-A Fe/Zn13/C
Schichtdicke in µm 镀层厚度
>5
>5
erlaubt允许
Fe/Zn6-8/D
Zink gelb chromatiert vorgeschri
锌黄铬酸盐 Zink-Nickel
eben需要
Fe/Zn8/C/T2
transparent passiviert 镍锌钝化透明
erlaubt允许
Fe/ZnNi10-15/A/T2
Herausgeb er
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
Fe/Zn5
erlaubt允许 Vorgeschri eben需要 vorgeschri eben需要 vorgeschri eben需要 erlaubt允许
Fe/Zn5/A
Fe/ZnFe5/F/T2
Fe/ZnFe5/A/T2
Fe/ZnNi6/A/T2 Fe/Zn8/C Fe/Zn8/D
erlaubt允许
>8
WSFM1P89-A1 M1P89-A1 Ford WSFM1P89-A1 M1P89-A1 WSFM1P89-A2 M1P89-A2 WSFM1P89-A2 M1P89-A2 A1 A2 A3 A4 A5
>5
>5
福特
>8
>8 15-25 15-25 15-25 15-25 15-25
A6 GME General Motors / Opel 通用汽车 /欧宝 00252 Zink 锌
>5
ZNNIV SI ZN ZN OL ZN SW SN CUG
>6 >8 >8 >8 >8 >12 Cu 2-3\ Sn 3-5 10-12 10-12 10-12 10-12 10-12 6-8 10-13 6-8 6-8 6-8 6-8 >8 >8
Zink ohne Chromatierung 没有锌铬酸盐 Zink Dickschicht passiviert 厚膜锌钝化 Zink-Eisen schwarz chromatiert 镀锌铁黑色 Zink-Eisen Dickschicht passiviert 锌铁钝化厚膜 Zink-Nickel transparent passiviert 镍锌钝化透明 Zink gelb chromatiert 锌黄铬酸盐 Zink oliv chromatiert 锌镀橄榄油的 Zink schwarz chromatiert 镀锌黑色 Zinn 锡 Kupfer铜
erlaubt允许 erlaubt允许 vorgeschri eben需要 erlaubt允许 erlaubt允许
DBL DaimlerBenz 戴姆勒奔驰 DBL 8451
Hale Waihona Puke 8451.83 8451.86 8451.93 8451.96 Zn5\A Zn5\B Zn5\C Zn5\D Zn5\F Zn8\A Zn8\B DIN 50961 Zn8\C Zn8\D Zn8\F Zn12/A Zn12/B Zn12/C Zn12/D Zn12/F Zn25/A Zn25/B Zn25/C Zn25/D Zn25/F
erlaubt允许 erlaubt允许 erlaubt允许 erlaubt允许 erlaubt允许 erlaubt允许 vorgeschri eben需要 erlaubt允许 erlaubt允许 erlaubt允许 erlaubt允许 vorgeschri eben需要 erlaubt允许
Fe/Zn10-12/C Fe/Zn10-12/B Fe/Zn10-12/F Fe/Zn10-12/D Fe/Zn10-12/A Fe/Zn6-8/A Fe/Zn10-12/C/T2 Fe/Zn6-8/C Fe/Zn6-8/B Fe/Zn6-8/F Fe/Zn6-8/D Fe/Zn8/C/T2 Fe/ZnNi10-15/A/T2
Versiege -lung 密封
DIN-Bezeichnung = KotschBezeichnungDIN-名 称 kotsch-名称 Fe/ZnFe5/A
>5
ZnFe5/C ZnFe5/C/T 2
>5
Fe/ZnFe5/C vorgeschri eben需要
>5
Fe/ZnFe5/C/T2
ZnFe5/F ZnFe5/F/T 2 ZnFe8/A
Norm 标准
Ausfü hrung / Abkü rzung 执行/缩写
Schichtdicke in µm 镀层厚度
Name 名称
Versiege -lung 密封
DIN-Bezeichnung = KotschBezeichnungDIN-名 称 kotsch-名称
WSSM21P17B3
S437
DIN EN 德标
DIN EN 1403 DIN EN 4042
Herausgeb er 编辑
Norm 标准
Ausfü hrung / Abkü rzung 执行/缩写 ZnFe5/A
Schichtdicke in µm 镀层厚度
Name 名称 passiviert锌铁钝化厚 膜 Zink-Eisen gelb chromatiert锌铁黄色铬 酸盐 Zink-Eisen gelb chromatiert锌铁黄色铬 酸盐 Zink-Eisen schwarz chromatiert锌铁黑色铬 酸盐 Zink-Eisen schwarz chromatiert锌铁黑色铬 酸盐 passiviert锌铁钝化厚 膜 Zink-Eisen gelb chromatiert锌铁黄色铬 酸盐 Zink-Eisen gelb chromatiert锌铁黄色铬 酸盐 Zink-Eisen schwarz chromatiert锌铁黑色铬 酸盐 Zink-Eisen schwarz chromatiert锌铁黑色铬 酸盐 passiviert锌铁钝化厚 膜 Zink-Eisen gelb chromatiert锌铁黄色铬 酸盐 Zink-Eisen gelb chromatiert锌铁黄色铬 酸盐 Zink-Eisen schwarz chromatiert锌铁黑色铬 酸盐 Zink-Eisen schwarz chromatiert锌铁黑色铬 酸盐 Zinn锡 Zinn锡 Zinn锡 Zink gelb chromatiert 锌黄铬酸盐 Zink gelb chromatiert 锌黄铬酸盐 Zink gelb chromatiert 锌黄铬酸盐
Fe/ZnFe8/F vorgeschri eben需要
>8 >12
Fe/ZnFe8/F/T2 Fe/ZnFe12/A
ZnFe12/C ZnFe12/C/ T2
>12
Fe/ZnFe12/C vorgeschri eben需要
>12
Fe/ZnFe12/C/T2
ZnFe12/F ZnFe12/F/ T2 Fe/Sn6 Fe/Sn8 DIN 50965 Fe/Sn12 S-M1P5-A Ford 福特 S-M1P6-A Fe/Zn4/C Fe/Zn5/C
Name 名称 Zink-Nickel transparent passiviert Zink-Eisen schwarz chromatiert 镀锌铁黑 Zink-Eisen Dickschicht passiviert锌铁钝化厚膜 Zink-Eisen schwarz chromatiert镀锌铁黑色 Zink-Eisen Dickschicht passiviert锌铁钝化厚膜 Zink Dickschicht passiviert厚膜锌钝化 Zink blau chromatiert 锌铬酸盐蓝色 Zink gelb chromatiert 锌黄铬酸盐 Zink oliv chromatiert锌 镀橄榄油的 Zink schwarz chromatiert镀锌黑色 Zink Dickschicht passiviert厚膜锌钝化 Zink blau chromatiert 锌铬酸盐蓝色 Zink gelb chromatiert 锌黄铬酸盐 Zink oliv chromatiert 锌镀橄榄油的 Zink schwarz chromatiert镀锌黑色 Zink Dickschicht passiviert厚膜锌钝化 Zink blau chromatiert 锌铬酸盐蓝色 Zink gelb chromatiert 锌黄铬酸盐 Zink oliv chromatiert 锌镀橄榄油的 Zink schwarz chromatiert镀锌黑色 Zink Dickschicht passiviert厚膜锌钝化 Zink blau chromatiert 锌铬酸盐蓝色 Zink gelb chromatiert 锌黄铬酸盐 Zink oliv chromatiert 锌镀橄榄油的 Zink schwarz chromatiert镀锌黑色
>5
GS 90010
ZNT
>5
ZNFE SW
>5
ZNFE SI BMW 宝马 N 60000.0 无效,由 GS 90010 取代 Uponor 欧博诺 WN 07029-0104 8451.11 8451.12 8451.13 8451.14 8451.15 8451.16 DBL DaimlerBenz 戴姆勒奔驰 DBL 8451 8451.18 8451.21 8451.22 8451.23 8451.24 8451.28 8451.66
Herausgeb er 编辑
Norm 标准
Ausfü hrung / Abkü rzung 执行/缩写 8451.76
Schichtdicke in µm 镀层厚度 >8 >8 >8 6-8 6-8 >5 >5 >5 >5 >5 >8 >8 >8 >8 >8 >12 >12 >12 >12 >12 >25 >25 >25 >25 >25
Versiege -lung 密封
DIN-Bezeichnung = KotschBezeichnungDIN-名 称 kotsch-名称 Fe/ZnNi6-8/A/T2 Fe/ZnFe8/F Fe/ZnFe8/A/T2 Fe/ZnFe6-8/F Fe/ZnFe6-8/A Fe/Zn5/A Fe/Zn5/B Fe/Zn5/C Fe/Zn5/D Fe/Zn5/F Fe/Zn8/A Fe/Zn8/B Fe/Zn8/C Fe/Zn8/D Fe/Zn8/F Fe/Zn12/A Fe/Zn12/B Fe/Zn12/C Fe/Zn12/D Fe/Zn12/F Fe/Zn25/A Fe/Zn25/A Fe/Zn25/C Fe/Zn25/D Fe/Zn25/F