FMEA潜在失效模式及分析标准表格模版
潜在失效模式及后果分析FMEA新版表格2020.10.9

第2步 结构分析
第3步 功能分析
1.上一较高级别 2.关注要素
3.低一较低级别或 特性类型
1.上一较高 级别功能及
要求
2.关注要素功 能及要求
3.下一较低级别 功能及要求或特
性
AIAG - VDA DFMEA
项目: DFMEA开始时间: DFMEA修订日期: 多功能组:
FC的频度 (O)
针对FC或FM的 当前探测控制
DC
FC/FM 探测度
(D)
设计 FMEA措 标识(选 预防 施优先级 填) 措施
AP
探测 措施
责任人
计划完成 时间
第6步 改进措施
第6步 改进措施
状态:
采取基于证 据的措施
实际 完成 时间
S
O
D AP
第7步 结果文件化
第4步
失效分析
风
1.对于上一较高级 别要素和/或最终 用户的失效影响 (即:失效影响)
FE
FE的严重度 (S)
2.关注要ቤተ መጻሕፍቲ ባይዱ的失效模式 (即:失效模式) FM
3.下一较低级别要素 或特性的失效起因 (即:失效起因)
FC
对FC的当前 预防控制 PC
VDA DFMEA
第5步 风险分析
DFMEA ID 编号: 设计责任: 保密级别:
FMEA手册第五版工具书上的标准范本(PFMEA)
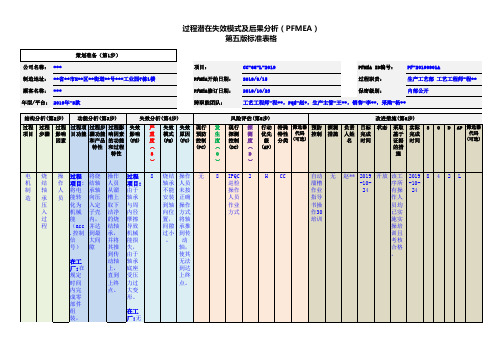
PFMEA ID编号: PF-20190901A
2019/9/15
过程职责:
生产工艺部 工艺工程师-程**
2019/10/23
保密级别:
内部公开
工艺工程师-程**,PQE-赵*,生产主管-王**,销售-李**,采购-杨**
结构分析(第2步) 功能分析(第3步)
失效分析(第4步)
风险评估(第5步)
改进措施(第6步)
过程 过程 过程 过程项 过程步 过程影 失效 严 失效 失效 现行 发 现行 探 行动 特殊 筛选器 预防 探测 负责 目标 状态 采取 实际 S O D AP 筛选器
项目 步骤 影响 目功能 骤功能 响因素 影响 重 模式 原因 预防 生 探测 测 优先 特性 代码 控制 措施 人姓 完成
因素
和产品 的功能 (FE) 度 (FM) (FC) 控制 度 控制 度 级 分类 (可选)
名 时间
基于 完成 证据 时间
代码 (可选)
特性 和过程
(PC)
(DC)
(AP)
的措
特性
S
O
D
过程 将烧 操作 过程 8 烧结 操作 无
机 结 作 项目: 结轴 人员 项目:
轴承 人员
制 轴 人 将电 承轴 从溜 由于
不能 未按
造 承 员 能转 向压 槽上 轴承
安装 正确
压 返工
无
前设
入
备停
设 工厂
最终
止运
备 流转:
用户:
行
) 将电
车窗
(力
机安
玻璃
太
装在
上升
小)
车门
、下
上,
降困
安装
FMEA第三版标准表格
潜在失效起因/机理
频度O
现行过程控制预防
现行过程控制探测
探测度D
R
P
N
建议措施
责任及
目标完成日期
措施结果
采取的措施
S
O
D
RPN
车门内部人工涂蜡
为覆盖车门内侧,车门下层表面涂以最小厚度的蜡,以延缓腐蚀
规定表面涂蜡不足
车门寿命下降导致:
由于漆面经过长时间后生锈,使顾客对外观不满意
车门内附件功能下降
7
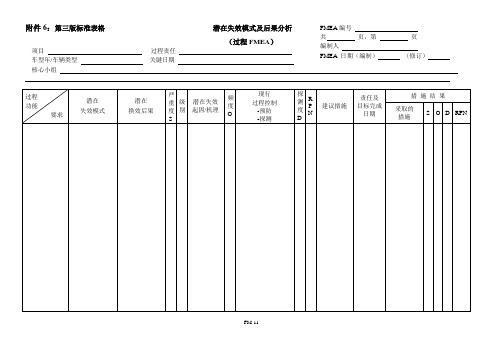
附件6:第三版标准表格潜在失效模式及后果分析
(过程FMEA)
项目过程责任
车型年/车辆类型关键日期
核心小组
过程
功能
要求
潜在
失效模式
潜在
换效后果
严重度S
级别
潜在失效起因/机理
频度O
现行
过程控制
-预防
-探测
探测度D
RPN
建议措施
责任及
目标完成日期
措施结果
采取的
措施
S
O
D
RPN
附件6 (续) 潜在失效模式及后果分析
7
车门内板保护蜡上边缘规定得太低
6
整车耐久性试验
T-118
T-109
T-301
7
294
增加实验室强化腐蚀试验
泰特-车身工程师
8X 09 30
根据试验结果(1481号试验),上边缘规范增加125mm
7
2
2
28
7
蜡层厚度规定不足
4
整车耐久性试验
同上
7
196
增加实验室强化腐蚀试验
对蜡层厚度进行实验设计(DOE)
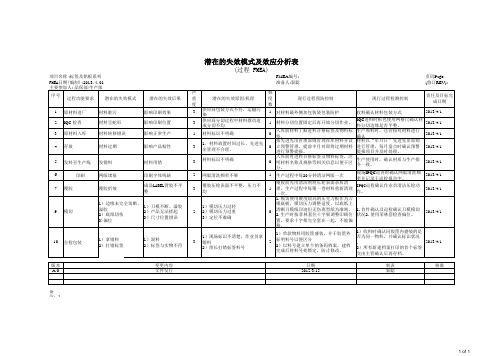
标签及铭板 FMEA潜在失效模式及分析
9
模切
1)边缘未完全切断、 1)刀模不断、溢胶 溢胶 2)产品无法搓起 2)底纸切伤 3)尺寸位置错误 3)偏位
2
0
10
全检包装
1)拿错料 2)打错标签
偏小
1)混料 2)标签与实物不符
3
1)现场标识不清楚,作业员拿 错料 2)组长打错标签料号
2
IQC进料时拆包使用网格尺确认材 2013-4-1 料分切边缘是否平整。 入库前材料上贴进料合格标签及物料标 生产领料时,仓管按对材料进行 2013-4-1 签。 确认 按先进先出管理原则管理在库材料并设 材料以“年月日”先进先出原则 立预警管理,提前半月对即将过期材料 进行管理,每月盘点时确认预警 2013-4-1 进行预警提报。 提报项目并及时处理。 入库前有进料合格标签及物料标签,注 生产使用时,确认材质与生产指 2013-4-1 明材料名称及规格等相关信息以便于区 令一致。 分。 现场IPQC巡查时确认网版清洗频 2013-4-1 生产过程中每20分钟清洁网版一次 率并记录于巡检报告中。 覆胶前先用清洁剂将压轮表面杂质清 IPQC巡检确认作业员清洁压轮动 2013-4-1 理,生产过程中每覆一卷材料重新清理 作。 一次。 1.模切使用硬度较高的压克力板作为刀 模底板,模切压力调整适度,以底纸上 清晰刀模线印迹但无伤离型纸为准则。 1.首件确认及巡检确认刀模模切 2013-4-1 2.生产时按菲林套位十字架调整印刷位 状况2.使用菲林套检查偏位。 置,要求十字架完全套在一起,不能偏 移。 1)收料时确认同胶筐内盛装的是 1)单款物料用胶筐盛装,并于胶筐外标 否为同一物料,并确认标识状况 明料号以便区分 2013-4-1 。 2)以料号建立单个的条码档案,建档完 2)所有新建档案打印的首个标签 成后将料号处锁定,防止修改。 交由主管确认后再存档。 日期 2012-3-15 制表 秦聪 核准
FMEA过程潜在失效模式及后果分析表

2
28 —— ——
3
每天检查
2
36
钳工修 模
——
2
项目 功能 潜在失效模式 模具失灵
潜在的失效后果
模具失灵,产品尺寸可能不合 格
严重 度 (S )
6
级别
潜在的失效起因/机 理
sc
设置错误
频度数 (O)
3
模具变形
产品变形,部份产品不合格, 顾客无法装配
8
设置错误
3
设备失灵
1
冲压方法不对,使模具使用寿
潜在的失效后果
严重
度 (S
级别
潜在的失效起因/机 理
)
频度数 (O)
设备失灵
1
产品尺寸超差
产品尺寸不标准,影响产品使 用性能
7
sc
设置错误
2
人为提前开模
2
设备失灵
3
模具失灵
模具失灵,产品尺寸可能不合 格
6
sc
设置错误
3
模具变形
产品变形,部份产品不合格, 顾客无法装配
8
设置错误
3
设备失灵
1
头部整 形
冲压方法
不放心
设置错误
2
人为拖延时间
1
现行过程控制
不易探 测度数 (D)
风险 顺序 数 RPN
建议的 措施
责任和 完成目
标
每班参数检查
2
28
——
处罚
5
35
——
设备失灵
1
产品尺寸超差
产品尺寸不标准,影响产品使 用性能
7
sc
设置错误
2
人为提前开模
2
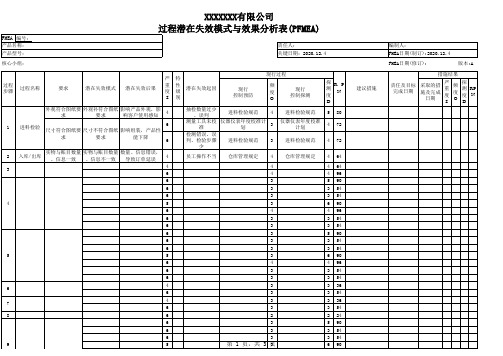
过程潜在失效模式与效果分析表(PFMEA)
求
要求
响客户使用感知
4
1
进料检验 尺寸符合图纸要 尺寸不符合图纸 影响组装,产品性 6
求
要求
能下降
6
2
入库/出库
实物与账目数量 实物与账目数量 数量、信息错误, 、信息一致 、信息不一致 导致订单延误
4
抽检数量过少 、误判
进料检验规范
4
进料检验规范
5 80
测量工具未校 准
仪器仪表年度校准计 划
3
仪器仪表年度校准 计划
4 96
18
6
第 2 页,共 3 页4
4 96
18
6
4
4 96
5
4
4 80
19
5
4
4 80
6
3
4 72
6
4
4 96
20
6
4
4 96
6
4
4 96
21
4
4
5 80
4
4
4 64
22
4
4
5 80
23
4
4
4 64
备注:S、O、D评分标准详见《过程潜在失效模式后果分析PFMEA管理程序》,仅需对新部件进行评价分析,当RPN值超过200时要制定改善措施。
核准:
会签:
审查:
拟制:
表单 编 号:
第 3 页,共 3 页
6
4
4 96
6
3
3 54
6
3
3 54
6
3
5 90
6
3
3 54
6
3
3 54
13
5
3
FMEA潜在失效模式及分析标准表格模版
FMEA 编号Number:页码Page:准备人Prepared By:潜在的失效模式及效应分析表POTENTIAL FAILURE MODE AND EFFECTS ANALYSIS(过程PROCESS FMEA)过程责任部门Process Responsibility: 质量部 QA Dept.项目名称 Item: 关键日期Key Date: 2009.09.07车型年/车辆类工FMEA 编号Number:页码Page:准备人Prepared By:潜在的失效模式及效应分析表POTENTIAL FAILURE MODE AND EFFECTS ANALYSIS(过程PROCESS FMEA)过程责任部门Process Responsibility: 质量部 QA Dept.项目名称 Item: 关键日期Key Date: 2009.09.07车型年/车辆类工FMEA 编号Number:页码Page:准备人Prepared By:潜在的失效模式及效应分析表POTENTIAL FAILURE MODE AND EFFECTS ANALYSIS(过程PROCESS FMEA)过程责任部门Process Responsibility: 质量部 QA Dept.项目名称 Item: 关键日期Key Date: 2009.09.07车型年/车辆类工FMEA 编号Number:页码Page:准备人Prepared By:潜在的失效模式及效应分析表POTENTIAL FAILURE MODE AND EFFECTS ANALYSIS(过程PROCESS FMEA)过程责任部门Process Responsibility: 质量部 QA Dept.项目名称 Item: 关键日期Key Date: 2009.09.07车型年/车辆类工FMEA 编号Number:页码Page:准备人Prepared By:潜在的失效模式及效应分析表POTENTIAL FAILURE MODE AND EFFECTS ANALYSIS(过程PROCESS FMEA)过程责任部门Process Responsibility: 质量部 QA Dept.项目名称 Item: 关键日期Key Date: 2009.09.07车型年/车辆类工machiningFMEA 编号Number:页码Page:准备人Prepared By:潜在的失效模式及效应分析表POTENTIAL FAILURE MODE AND EFFECTS ANALYSIS(过程PROCESS FMEA)过程责任部门Process Responsibility: 质量部 QA Dept.项目名称 Item: 关键日期Key Date: 2009.09.07车型年/车辆类工FMEA 编号Number:页码Page:准备人Prepared By:潜在的失效模式及效应分析表POTENTIAL FAILURE MODE AND EFFECTS ANALYSIS(过程PROCESS FMEA)过程责任部门Process Responsibility: 质量部 QA Dept.项目名称 Item: 关键日期Key Date: 2009.09.07车型年/车辆类工FMEA 编号Number:页码Page:准备人Prepared By:潜在的失效模式及效应分析表POTENTIAL FAILURE MODE AND EFFECTS ANALYSIS(过程PROCESS FMEA)过程责任部门Process Responsibility: 质量部 QA Dept.项目名称 Item: 关键日期Key Date: 2009.09.07车型年/车辆类工FMEA 编号Number:页码Page:准备人Prepared By:潜在的失效模式及效应分析表POTENTIAL FAILURE MODE AND EFFECTS ANALYSIS(过程PROCESS FMEA)过程责任部门Process Responsibility: 质量部 QA Dept.项目名称 Item: 关键日期Key Date: 2009.09.07车型年/车辆类工FMEA 编号Number:页码Page:准备人Prepared By:潜在的失效模式及效应分析表POTENTIAL FAILURE MODE AND EFFECTS ANALYSIS(过程PROCESS FMEA)过程责任部门Process Responsibility: 质量部 QA Dept.项目名称 Item: 关键日期Key Date: 2009.09.07车型年/车辆类工。
潜在失效模式(FMEA)表格
车门寿命降 低,导致: ·因漆面长期 生锈,使顾 客对外观不满 ·使车门内附 件功能降低 7 7 蜡的西文规定得 不当 混入的空气静止 蜡进入边角部分 5 2 理化实验室实验报告 No。1265 用非功能喷头进 行设计辅助调查 8 280 利用正式生产喷 蜡设备和规定的 蜡,增加小组评 价 7 ;车门板之间窨不 够,容不下喷头 喷头可进入情况 的图纸评价 4 112 利用辅助设计模 型和喷头,增加 小组评价 车身工程部和总装 厂 8X 11 15 评价表明入口是充分的 7 1 1 7 车身工程部和总装 厂 8X 11 15 根据试验,在有关区域增设 3 个通气孔 7 1 3 2 1 2 28 7 蜡层厚度规定不 足 4
频 度 O
6
◄⒂ 现行设 计控制 预防 ⒃
⒄► 现行设计控制 探测 ⒃
整车耐久性试验 T-188 T-109 T-301 整车耐久性试验 同上
探 测 度 D
7
措施结果确良 R P N
294
◄⒅ 建议措施 ⒆
增加实验室强化 腐蚀试验
责任及目标完成 日期 ⒇
泰特-车身工程师 8X 09 30
采取的措施 (21)
7
2
2
8
示例
项目
⑨
功能
左前车门 H8HX-000 0-A ·上、下车 · 保护乘员免受天气、 噪声侧碰撞的影响 车门附件视镜、 门锁、 门铰链及门窗升降器 等的固定支撑 ·为外观项目提供适 当的表面 ·喷漆和软内饰
潜在 失效后果 ⑩
车门内板 下部腐蚀
严 重 级 度 别 S
7
◄⒀ 潜在失效起因 /机理 ⒁
车门内板保护蜡 上边缘规定得太 低
有多 糟糕?
能做些什么? 设计更改 特殊控制 标准\程序或 指南的更改
DFMEA潜在失效模式及分析标准表格模版
FMEA日期(编制):
潜在失效原因
发生率 (O)
现行预防的 管制措施
现行检测的 管制措施
难检度 关键指数
(D)
RPN
建议改善措施
FMEA 编号 版本:
(修订): 页码:
负责部门 完成日期
switch
主体线路
失去开通﹐关闭电源作用 不能使用﹐安全隐患
9
breaker
修正铜片开口尺寸 修正铜片开口尺寸
Note:◇:特殊特性分類的標示符號
表單文號:QR-BE011 REV.D 2006/4
系 统: 子系统: 零件部: 机种名/机种编号: 核心小组:
项目 & 功能需求
潜在失效模式
潜在失效效应
严重度 特殊特性 (S) 分类(◇)
□ 设计 DFMEA
□ 制程 PFMEA
系 统: 子系统: 零件部: 机种名/机种编号: 核心小组:
项目 & 功能需求
潜在失效模式
潜在失效效应
严重度 特殊特性 (S) 分类(◇)
□ 设计 DFMEA
□ 制程 PFMEA
设计责任单位: 关键日期: 编制者:
FMEA日期(编制):
潜在失效原因
发生率 (O)
现行预防的 管制措施
现行检测的 管制措施
DESIGN GUIDE LINE 6 DESIGN GUIDE LINE 6 DESIGN GUIDE LINE
outlet设计尺寸不良
6 DESIGN GUIDE LINE
outlet设计尺寸不良 safety cover 运动结构设计尺寸 不良 safety cover 运动结构设计尺寸 不良
FMEA失效模式及后果分析的评分标准
导语:潜在失效模式及后果分析(Failure Mode and Effects Analysis,简记为FMEA),是分析系统中每一产品所有可能产生的故障模式及其对系统造成的所有可能影响,并按每一个故障模式的严重程度,检测难易程序以及发生频度予以分类的一种归纳分析方法。
今天,小编为大家精心准备了有关FMEA的评分标准,绝对的干货!文章来源:盈飞无限专业文章在企业实际的质量管理体系运作中,虽然都会去编制一份有关“预防措施”的形成文件的程序,但真正可以达到预见性地发现较全面的潜在问题通常存在较大难度。
为能有效地实施“预防措施”,使可能存在的潜在问题无法出现,需要一个从识别问题到控制潜在影响的管理系统,“潜在失效模式及后果分析”(简称为FMEA)就是企业常常会使用到的工具。
一、严重度(S)的评分标准1. 设计FMEA严重性(Severity : S)(1) 评分原则a. 衡量失效的影响程度b. 失效影响:产品或制程的某一失效对产品外观,结构,功能,性能稳定性,可靠性影响.c. 或对下一个制程,使用者和设备的影响d. 或对最终客户、政府法规、安全、环保的违及。
e. 划分标准—–主观判定(2) 设计:FMEA风险评估标准说明严重性(Severity) (S):严重性是对下个零组件,次系统,系统或顾客所发生的潜在失效模式效果的严重性进行评估,严重性仅适用于效果,严重性等级指数的减低只能透过设计更改才能够生效,严重性应该在1至10的等级上估计。
2. 制程FMEA严重性(Severity : S)制程FMEA Failure mode engineering analysis失效模式分析风险评估标准说明:严重性(Severity)(S):对用户而言,严重性是对潜在失效模式效果(列在前面字段)的严重性评估,严重性仅适用于效果,如果受失效影响的顾客指的是组装厂或产品用户,那么评估严重性处在制程工程师或团队的经验(知识)领域以外,在这些情况下,设计FMEA,设计工程师,和(或)随后的制造或组装厂制程工程师应该被咨询,严重性应在1-10的等级上估计。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
FMEA 编号Number:页码Page:准备人Prepared By:
潜在的失效模式及效应分析表POTENTIAL FAILURE MODE AND EFFECTS ANALYSIS
(过程PROCESS FMEA)
项目名称 Item: 过程责任部门Process Responsibility: 质量部 QA Dept.车型年/车辆类 关键日期Key Date: 2009.09.07工
FMEA 编号Number:页码Page:准备人Prepared By:
潜在的失效模式及效应分析表POTENTIAL FAILURE MODE AND EFFECTS ANALYSIS
(过程PROCESS FMEA)
项目名称 Item: 过程责任部门Process Responsibility: 质量部 QA Dept.车型年/车辆类 关键日期Key Date: 2009.09.07工
FMEA 编号Number:页码Page:准备人Prepared By:
潜在的失效模式及效应分析表POTENTIAL FAILURE MODE AND EFFECTS ANALYSIS
(过程PROCESS FMEA)项目名称 Item: 过程责任部门Process Responsibility: 质量部 QA Dept.车型年/车辆类 关键日期Key Date: 2009.09.07工
冲压
P200T Stamping
FMEA 编号Number:页码Page:准备人Prepared By:
潜在的失效模式及效应分析表POTENTIAL FAILURE MODE AND EFFECTS ANALYSIS
(过程PROCESS FMEA)
项目名称 Item: 过程责任部门Process Responsibility: 质量部 QA Dept.车型年/车辆类 关键日期Key Date: 2009.09.07工
FMEA 编号Number:页码Page:准备人Prepared By:
潜在的失效模式及效应分析表POTENTIAL FAILURE MODE AND EFFECTS ANALYSIS
(过程PROCESS FMEA)
项目名称 Item: 过程责任部门Process Responsibility: 质量部 QA Dept.车型年/车辆类 关键日期Key Date: 2009.09.07工
FMEA 编号Number:页码Page:准备人Prepared By:
(过程PROCESS FMEA)
项目名称 Item: 过程责任部门Process Responsibility: 质量部 QA Dept.车型年/车辆类 关键日期Key Date: 2009.09.07
FMEA 编号Number:页码Page:
准备人Prepared By:
(过程PROCESS FMEA)
项目名称 Item: 过程责任部门Process Responsibility: 质量部 QA Dept.车型年/车辆类 关键日期Key Date: 2009.09.07
FMEA 编号Number:页码Page:准备人Prepared By:
潜在的失效模式及效应分析表POTENTIAL FAILURE MODE AND EFFECTS ANALYSIS
(过程PROCESS FMEA)
项目名称 Item: 过程责任部门Process Responsibility: 质量部 QA Dept.车型年/车辆类 关键日期Key Date: 2009.09.07工
FMEA 编号Number:页码Page:
准备人Prepared By:
潜在的失效模式及效应分析表POTENTIAL FAILURE MODE AND EFFECTS ANALYSIS
(过程PROCESS FMEA)
项目名称 Item: 过程责任部门Process Responsibility: 质量部 QA Dept.车型年/车辆类 关键日期Key Date: 2009.09.07工。