关于GB9711钢管PSL1与PSL2钢管的区别
GB-T 9711-2011与SY-T 55037-2012的区别

对接管
用于焊接对接管的钢管长度不应小于1.5m,在对接管环焊缝上,螺旋焊缝与钢带/钢板对头焊缝间隔应为50mm。
1.可将同类型,同一规格,同一钢级的两端钢管对焊接头长为一根钢管,短管的长度应不小于1.5m。
2.对接环向焊缝两侧的钢管焊缝应错开,螺旋焊缝环向距离应不小于150mm。
咬边
化学成分
T≤25.0mm,L175/A25,C,Mn,P,S,V,Nb,Ti,PSL1;
T≤25.0mm,L245R/BR,C,Si,Mn,P,S,V,Nb,Ti,PSL2.
C,Si,Mn,S,P五大元素。
拉伸试验
PSL1拉伸按表6试验要求,PLS2拉伸按表7试验要求。对于管体拉伸试验,应测定屈服强度,抗拉强度,屈服比和断后延长率百分数,对于焊缝拉伸试验,应进行抗拉强度测定。
直径、圆度偏差
壁厚偏差
长度偏差
直度偏差
切斜量
测量的切斜应≤1.6mm。
D<813mm钢管,切斜极限偏差为1.6mm;
D>813mm钢管,切斜极限偏差为3mm。
管端加工
错边
焊缝余高
钢管焊偏
静水压试验
外观检验
钢管标识
记录保存
无损检测
1.对于成品螺旋缝钢管上的钢带/钢板对头焊缝应进行100%全壁厚全长度无损检测。
全截面弯
曲试验
对于每个试验批,应将合适长度的横截面试样围绕直大于12D弯模冷弯90°,试样的任何部分不应出现裂纹,且焊缝不应出现开裂。
同要求。
导向弯
曲试验
A试样不应完全断裂,
B在焊缝金属不应出现长度大于3.2mm与深度无关的裂纹或破裂,
C在用材HAZ或熔合线不应出现任何大于3.2mm或深度大于规定壁厚12.5%的裂纹和破裂。
标准要求对比

标准要求对比注1:1、对于GB/T9711.1-1997, L290到L450级钢的最大含碳量比规定最大值每降低0.01%,含锰量则允许比规定最大值增高0.05%,但对不超过L360的钢级,最大含锰量不应超过1.45%,对高于L360的钢级,最大含锰量不应超过1.60%,对L555及以上钢级,最高锰含量不应超过2.00%。
2、对于GB/T9711.2-1999,a、最大含碳量每降低0.01%,允许含锰量比规定最大值增高0.05%,<0.060,N≤0.012,Al/N≥2/1,Cu≤0.25,Ni≤但最大增加量不得超过0.2%。
b、0.015≤Altot0.30,Cr≤0.30,Mo≤0.10。
L415钢级以上V、Nb、Ti之和不应超过0.15%。
3、对于GB/T9711.3,a、最大含碳量每降低0.01%,允许含锰量比规定最大值增高0.05%,但最<0.060,N≤0.012,Al/N≥2/1,Cu≤0.35,Ni≤0.30,Cr≤大增加量不得超过0.2%。
b、Altot0.30,Mo≤0.10。
c、V、Nb、Ti之和不应超过0.15%。
注2:对冷扩径钢管,管体规定总伸长应力与管体抗拉强度之比不得超过0.93。
是根据材料的壁厚和材质不同而变化的,当壁厚越大,材质越高时,其伸长率就越小。
A50.8注3:1、对于GB/T9711.1-1997,a、当管径不小于Φ114.3时应进行夏比冲击试验,试样尺寸为10×10×55m:要求在0℃时其冲击功:从一个熔炼批中取3个试样的平均值≥27J,单个值≥20J(三个试样中的最低值,不得低于规定值的75%);b、当管径不小于Φ508,钢级不低于L360时应进行DWTT试验,要求在0℃时其剪切面积:至少80%熔炼批的剪切面积≥40%。
2、对于GB/T9711.2-1999,a、分为安全系数为1.6和安全系数为1.4,试验温度为0℃的钢管夏比冲击功,安全系数为1.6(略),安全系数为1.4的标准要求见上表。
GB9711.1与GB9711.2对比

尺寸 重量 公差
试验 /检 验
化学分析报告 购方检查 记录的保存 化学成分试验:1 元素分析、2 熔炼分析、3 产品分析。 力学性能和工艺性能试验:1 拉伸试验、2 电阻焊和连续炉焊钢管的压扁试验、弯曲试 验、埋弧焊和熔化极气体保护电弧焊焊缝工艺性能试验、焊接接头延性试验、断裂韧性 试验 静水压试验 尺寸检验及称重 外观检查. 无损检验 复验:1 化学分析、 2 拉伸试验、3 压扁试验、4 弯曲试验、5 导向弯曲试验、6 焊缝 1 元素分析 每一次要求分析的元素至少应包括碳、锰、磷、硫和硅;在炼钢时添加的妮、钒、钦 或其任一组合应进行分析;以及在炼钢时添加的用于脱氧之外的其它合金元素也应进行分 析 2 熔炼分析 钢厂应测定用于制造购方订货合同规定钢管的每熔炼批钢的化学成分。化学成分的 测定应符合7.2.1的要求。对L555级钢,熔炼分析的范围未作规定,仅规定了产品分析范 围。 3 产品分析 3 . 1 取样频数 按本标准要求,制造钢管用的每熔炼批钢,制造厂应取两个试样进行分析。 3 . 2 取样方法 无缝钢管:由制造厂选择,产品分析用试样既可以从拉伸试样上截取,也可从成品 钢管上截取。 焊接钢管:由制造厂选择,产品分析用试样既可以从成品钢管、钢板、钢带、拉伸 试样上截取也可从压扁试样上截取。对直缝焊钢管,取样位置应至少与焊缝成900 。对 螺旋焊管. 取样位置与焊缝之间的距离,从任一焊缝边缘测量,均不得小于相邻螺旋焊 缝之间距离的四分之一。对于用钢板或钢带制造的钢管,只要取样频数符合本标准的要 求,则产品分析可由钢板或钢带的供应商进行。 1.试验频数 1 . 1 拉伸试验 1 . 2 电阻焊和连续炉焊钢管的压扁试验 1 . 3 弯曲试验 1 . 4 埋弧焊和熔化极气体保护电弧焊焊缝工艺性能试验 1 . 5 焊接接头延性试验 1 . 6 断裂韧性试验( 批量的定义见附录D ( 标准的附录) S R 3 和S R 4 ) 1 . 6 . 1 对L 5 5 5 级钢管, 每次试验应从每熔炼批钢中或从每批钢管中抽一根钢管 各截取三个试样, 分别测定剪切面积百分率和冲击吸收功。 1 . 6 . 2 对所有直径的L 5 5 5 级焊接钢管, 应从订货合同提供的每熔炼批钢中抽一 根钢管, 在该钢管上截取二个试样进行落锤撕裂试验。 1 . 7 金相检验
GC1管道材料的选用
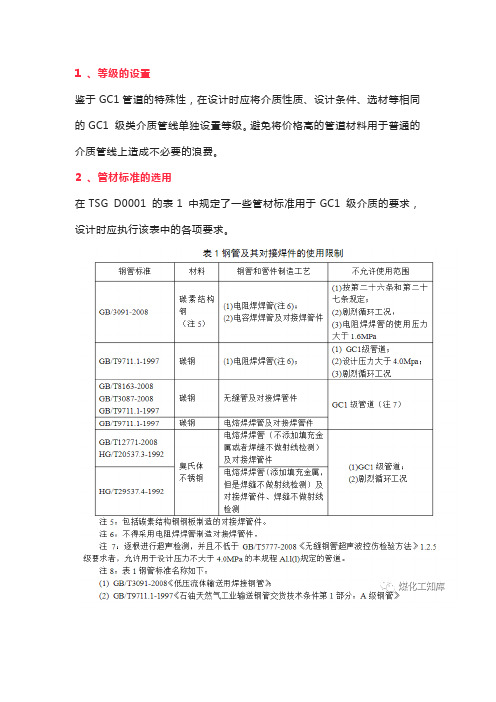
1 、等级的设置鉴于GC1管道的特殊性,在设计时应将介质性质、设计条件、选材等相同的GC1 级类介质管线单独设置等级。
避免将价格高的管道材料用于普通的介质管线上造成不必要的浪费。
2 、管材标准的选用在TSG D0001 的表1 中规定了一些管材标准用于GC1 级介质的要求,设计时应执行该表中的各项要求。
表列的不锈钢焊接钢管标准,建议不要选HG/T20537,一是因为该标准年份比较久远,在冶金、焊接、检测技术日新月异的今天,标准中一些要求从技术角度上来讲已经落后;另一原因是,对比GB/T12771-2008 标准,该标准的使用范围小,可生产的钢管材质也较少。
所以设计时多选用GB/T12771。
表1 中规定GB/T8163、GB3087、GB/T9711.1 不能被用于GC1 类介质管线,但在其注释7 中有补充说明:经过逐根超声检测并达到合格要求的,允许用于设计压力≤4.0Mpa 的本规程A1.1(1)规定的管道。
这条注释有别于GB/T20 01.2 中的要求的,这与两个标准的生效年份有关。
规范之所以对这三个标准的管材使用有限制,主要因为这三个标准中的管材在生产制造、检验、试验方面的要求较低,用于GC1 级管线,会存在一定的风险。
设计时,需综合考虑管材的经济性和安全性,做最优选用。
目前GB/T9711 系列标准已升版为GB/T9711-2017。
新版中,钢管等级PSL1 对应的是原GB/T9711.1 中的管材,PSL2对应的是原GB/T9711.2 中的管材。
在《全国压力管道设计审批人员培训教材》第三版中,对GB/T9711 的使用限制与附表1 中对GB/T9711.1 的规定是相同的。
选用该标准时,需注意其不允许使用的范围。
GB/T9948-2013、GB/T6479-2013 和GB/T5310-2017 用于GC1 级无缝管线是可选的。
从这三个标准各自的名称可以看出它们的使用范围的侧重。
另外还应注意标准中的一些特有的要求,比如:只有GB6479 对优质碳素钢的低温冲击试验有规定;而在GB9948-2013 中有晶间腐蚀试验的要求和钢管用于含H2S 环境的补充技术要求。
管道等级规定
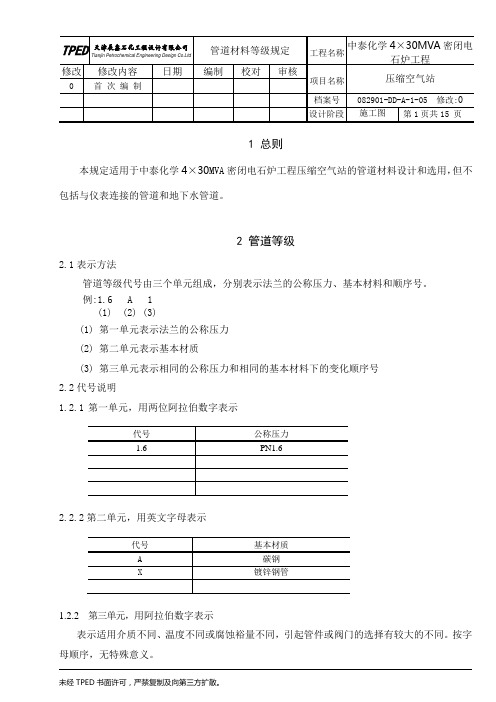
1 总则本规定适用于中泰化学4×30MVA密闭电石炉工程压缩空气站的管道材料设计和选用,但不包括与仪表连接的管道和地下水管道。
2 管道等级2.1表示方法管道等级代号由三个单元组成,分别表示法兰的公称压力、基本材料和顺序号。
例:1.6 A 1(1)(2) (3)(1) 第一单元表示法兰的公称压力(2) 第二单元表示基本材质(3) 第三单元表示相同的公称压力和相同的基本材料下的变化顺序号2.2代号说明1.2.1第一单元,用两位阿拉伯数字表示2.2.2第二单元,用英文字母表示1.2.2第三单元,用阿拉伯数字表示表示适用介质不同、温度不同或腐蚀裕量不同,引起管件或阀门的选择有较大的不同。
按字母顺序,无特殊意义。
3一般规定3.1管道连接3.1.1工艺管道除安装、维护、检修必须拆卸处外,管道采用焊接连接。
3.1.2公称直径≤DN40的管道采用承插焊连接,公称直径≥DN50的管道采用对焊连接。
3.2管道分支3.2.1主管≤DN40时,支管连接均采用锻钢制三通管件。
3.2.2主管≥DN50时,支管的形式可采用支管开口焊和开口补强、对焊三通或单头管箍等,详见分支表。
3.2.3下表是推荐的补强板最小宽度,实际的补强板宽度应进行计算,补强板的厚度不能小于主管的壁厚。
4管道材料的选用4.1管道4.1.1除与设备连接外,管道的公称直径应按以下规格选用:15、20、25、40、50、80、100、150、200、250、300mm.4.1.2该项目管道采用小外径。
4.1.3管道壁厚说明由于小外径管道标准未规定表号系列,为便于编制《管道材料等级规定》,该装置规定表号如下表,表中表号与任何标准的管子表号无关。
4.1.4 标准为GB/T8163-1999的20#无缝钢管以正火状态交货,同时受冬季低温环境温度影响,设计温度为环境温度的介质管道应补做低温冲击试验.4.1.5输送仪表空气管道必须用法兰连接,焊接后做镀锌处理。
如何正确去认识无缝钢管的知识大纲
如何正确去认识无缝钢管的知识大纲无缝钢管的使用促进了社会工业的大发展,很多人也只是在表面初步了解一点无缝钢管的基本知识,那么该怎样去了解无缝钢管的多方面知识呢,包括无缝钢管的管材分类,生产方法,以及与其他不同材料钢管的区别和特点介绍,我们就针对这些来好好说一下!一、管材分类管材就是用于做管件的材料。
不同的管件要用不同的管材,管材的好坏直接决定了管件的质量。
建筑工程、电厂、化工厂等多用此类管材,有GB5310,用于高压锅炉:GB/T8163,输送流体用无缝钢管:GB3687,低压锅炉用无缝钢管:GB/T9948,石油裂化用无缝钢管:GB/T14976,流体输送用不锈钢无缝钢管,常见材质有合金(15CrMo、12Cr1MoV)碳钢(10#、20#、45#)不锈钢(304、316)。
1、按生产方法分类(1)无缝管--热轧管、冷轧管、冷拔管、挤压管、顶管(2)焊管(a)按工艺分--电弧焊管、电阻焊管(高频、低频)、气焊管、炉焊管(b)按焊缝分--直缝焊管、螺旋焊管钢管规格表述:外径*壁厚无缝管无缝管(Seamless tube)是一种具有中空截面、周边没有接缝的长条钢材。
目前,全世界生产无缝管的共计有110多个国家的1850多个公司下的5100多个生产厂,其中生产石油管的有44个国家的170多个公司下的260多个厂。
常见无缝管标准如下:1.结构用无缝管(GB/T8162-2008)是用于一般结构和机械结构的无缝管。
2.流体输送用无缝管(GB/T8163-2008)是用于输送水、油、气等流体的一般无缝管。
3.低中压锅炉用无缝管(GB3087-2008)是用于制造各种结构低中压锅炉过热蒸汽管、沸水管及机车锅炉用过热蒸汽管、大烟管、小烟管和拱砖管用的优质碳素结构钢热轧和冷拔(轧)无缝管。
4.高压锅炉用无缝管(GB5310-2008)是用于制造高压及其以上压力的水管锅炉受热面用的优质碳素钢、合金钢和不锈耐热钢无缝管。
直缝埋弧焊钢管技术标准
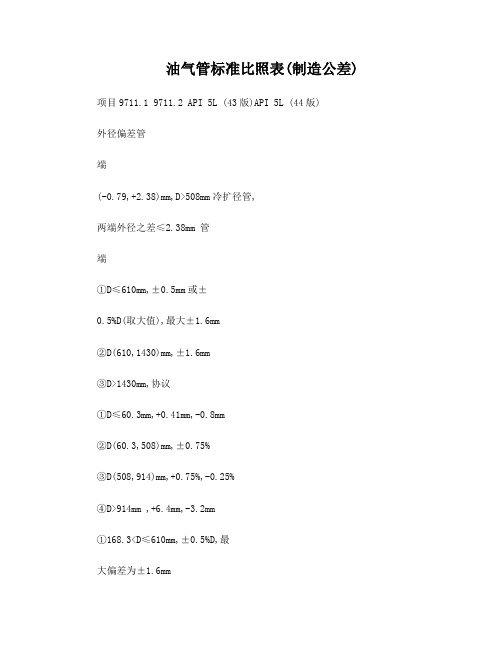
油气管标准比照表(制造公差) 项目9711.1 9711.2 API 5L (43版)API 5L (44版)外径偏差管端(-0.79,+2.38)mm,D>508mm冷扩径管,两端外径之差≤2.38mm 管端①D≤610mm,±0.5mm或±0.5%D(取大值),最大±1.6mm②D(610,1430)mm,±1.6mm③D>1430mm,协议①D≤60.3mm,+0.41mm,-0.8mm②D(60.3,508)mm,±0.75%③D(508,914)mm,+0.75%,-0.25%④D>914mm ,+6.4mm,-3.2mm①168.3<D≤610mm,±0.5%D,最大偏差为±1.6mm②610<D≤1219mm,±1.6mm管体管体①D≤610mm,±0.75%D最大±3mm②D(610,1430】mm,±0.5%D, 最大±4mm③D>1430mm,协议①D≤273mm,+ 1.6mm,-0.4mm②D(273,508)mm,+2.4mm,-0.8mm③D(508,1066)mm,+2.4mm,-0.8mm④D>1066mm ,+2.4mm,-0.8mm ①168.3<D≤610mm,±0.75%D,最大偏差为±3 mm②610<D≤1219mm,±0.5%D,最大偏差为±4 mm椭圆度管端:2%D ①D≤610mm,1.5%(管端)、2%(管体)②D>610mm管端:D/T≤75时,1.0%,D/T>75时,1%(D>1430mm时协议)管体:D/T≤75时,1.5%但最大15mm,D/T>75时,2% 管端,一般至少每十根测量一次;管体,每班测量两次,开始中间各测量一根。
螺旋焊管标准号

螺旋钢管的常用标准一般分为:SY/T5037-2000(部标、也叫普通流体输送管道用螺旋缝埋弧焊钢管)、GB/T9711.1-1997(国标、也叫石油天然气工业输送钢管交货技术条件部分:A级钢管(要求严格的有GB/T9711.2 B级钢管))、API-5L(美国石油协会、也叫管线钢管;其中分为PSL1和PSL2两个级别)、SY/T5040-92(桩用螺旋缝埋弧焊钢管)。
承压流体输送用螺旋缝埋弧焊钢管SY5036-83主要用于输送石油、天然气的管线;承压流体输送用螺旋缝高频焊钢管SY5038-83,用高频搭接焊法焊接的,用于承压流体输送的螺旋缝高频焊钢管。
钢管承压能力强,塑性好,便于焊接和加工成型;一般低压流体输送用螺旋缝埋弧焊钢管SY5037-83,采用双面自动埋弧焊或单面焊法制成的用于水、煤气、空气和蒸汽等一般低压流体输送用埋弧焊钢管。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
关于GB/T9711-2011标准PSL1与PSL2的区别
PSL是产品规范水平的缩写,GB/T9711-2011的埋弧焊管的PSL1与PSL2大致有如下区别:
1、PSL1钢管的交货状态由制造商选择,PSL2钢管的交货状态应满足订货合同对钢名的规定。
2、PSL2钢管用钢应为细晶粒镇静钢,PSL1没有规定。
3、用于制造PSL2钢管的钢带或钢板不应带有任何补焊焊缝,管体不允许补焊;PSL1钢管
没有该规定。
4、同样强度级别的PSL1和PSL2钢管的化学成分不同。
5、PSL1钢管的最高钢级L485/X70,PSL2钢管的最高钢级L830M/X120M。
6、PSL1钢管的屈服强度和抗拉强度只规定最小值,没有规定最大值,也没有规定屈强;PSL2
钢管既规定了屈服强度和抗拉强度的最小值,也规定了最大值,同时也规定了屈强比的最大值。
7、PSL2钢管的管体和焊缝要求做冲击试验(CVN),PSL1钢管没有要求。
PSL2钢管的管体要求做落锤试验(DWT),PSL1钢管没有要求。
上述为PSL1与PSL2钢管的主要区别,虽然不全面,但是反映出了PSL2钢管的质量要求总体上比PSL1钢管要高,而且,在签订合同的时候,PSL2钢管往往还有详细的附加技术要求。
江苏通宇钢管集团技术部
2015年2月2日。