7.PCBA生产注意事项(一)
pcba车间管理制度

pcba车间管理制度一、总则为了规范PCBA车间管理工作,提高生产效率,保障产品质量,制定本管理制度。
二、车间组织和人员管理1. 车间领导班子由车间主任、副主任及各部门主管组成,负责车间生产、质量和安全管理工作。
2. 车间员工分为生产工人、技术员和管理人员,各岗位人员要求严格按照工作职责履行职务。
3. 车间领导要定期召开生产例会,及时反馈车间生产情况,解决生产中的问题。
三、生产管理1. 车间生产任务由生产计划部门制定生产计划,并将生产任务书下达给生产组长。
2. 生产组长要根据生产计划组织生产工人进行生产,保证生产进度和质量。
3. 每天生产结束后,要进行生产台账和原材料使用情况的统计,并按时上报到生产计划部门。
四、质量管理1. 质量部门要对原材料的质量进行把控,不合格原材料不得进入生产线。
2. 生产过程中,对产品进行严格抽检,发现不良品,要及时停线处理,并进行原因分析。
3. 定期对产品进行全面检查,确保产品质量达标。
五、安全管理1. 车间要进行安全生产教育培训,提高员工的安全意识。
2. 严格遵守车间生产安全操作规程,严禁超负荷操作,杜绝事故的发生。
3. 发现安全隐患要及时上报,并立即采取措施进行排除。
六、设备管理1. 负责设备的使用和管理的人员要定期对设备进行维护保养,确保设备的正常运转。
2. 对设备进行定期检查和保养记录,查找和解决设备故障。
3. 制定设备维护保养计划,并做好记录和台账。
七、环境管理1. 车间要对生产环境进行定期检查,保持生产环境的整洁和安全。
2. 严格执行环保政策法规,减少废水、废气和噪音对环境的污染。
3. 建立废料分类和处理制度,对废料进行分类收集和处理,做到废料无害化处理。
八、财务管理1. 车间要制定经济成本预算,并严格执行。
控制生产成本,提高产品利润。
2. 对车间的开支进行严格管控,保证开支符合预算。
3. 对车间的资金使用和收支情况进行定期核算和报表上报。
九、纪律管理1. 车间要建立良好的纪律和规章制度,对员工进行严格管理。
PCBA 生产工艺基础知识
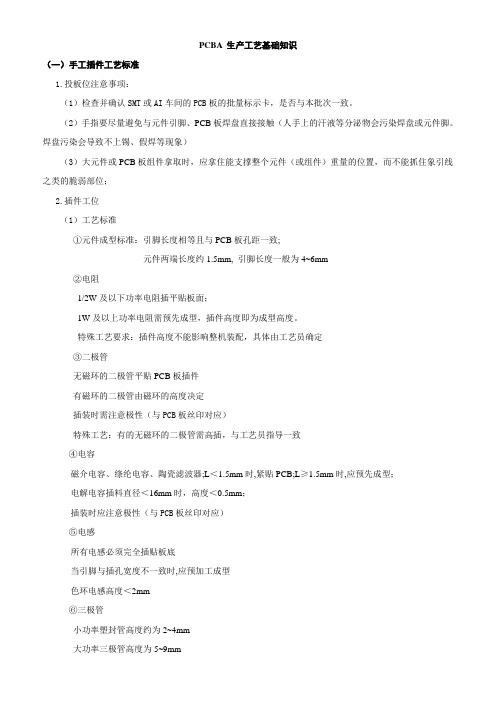
PCBA 生产工艺基础知识(一)手工插件工艺标准1.投板位注意事项:(1)检查并确认SMT或AI车间的PCB板的批量标示卡,是否与本批次一致。
(2)手指要尽量避免与元件引脚、PCB板焊盘直接接触(人手上的汗液等分泌物会污染焊盘或元件脚。
焊盘污染会导致不上锡、假焊等现象)(3)大元件或PCB板组件拿取时,应拿住能支撑整个元件(或组件)重量的位置,而不能抓住象引线之类的脆弱部位;2.插件工位(1)工艺标准①元件成型标准:引脚长度相等且与PCB板孔距一致;元件两端长度约1.5mm, 引脚长度一般为4~6mm②电阻1/2W及以下功率电阻插平贴板面;1W及以上功率电阻需预先成型,插件高度即为成型高度。
特殊工艺要求:插件高度不能影响整机装配,具体由工艺员确定③二极管无磁环的二极管平贴PCB板插件有磁环的二极管由磁环的高度决定插装时需注意极性(与PCB板丝印对应)特殊工艺:有的无磁环的二极管需高插,与工艺员指导一致④电容磁介电容、绦纶电容、陶瓷滤波器;L<1.5mm时,紧贴PCB;L≥1.5mm时,应预先成型;电解电容插料直径<16mm时,高度<0.5mm;插装时应注意极性(与PCB板丝印对应)⑤电感所有电感必须完全插贴板底当引脚与插孔宽度不一致时,应预加工成型色环电感高度<2mm⑥三极管小功率塑封管高度约为2~4mm大功率三极管高度为5~9mm带散热片的大功率三极管以散热片插贴PCB板为准⑦组件高频头完全插贴PCB板,固定脚对角拧弯紧固,与PCB相垂直;散热片组件完全插贴板面。
⑧其它如IC、变压器、开关、声表、插座等元件均需插贴PCB板(二)螺丝装配1.螺丝刀杆保持与螺丝同一轴线并保持与紧固面垂直2.应压紧螺丝头3.螺丝刀头不应有掉角、滑角现象。
4.力矩要求:螺丝大小、使用位置不同,力矩要求亦不同。
具体以PE工艺要求为准。
力矩监控要定期进行;5.螺丝孔直径与螺丝直径的配合间隙为0.6±0.1mm,如螺丝直径为4mm,则螺丝孔直径应该为3.3~3.5mm;6.螺丝孔直径是指在螺丝有效长度处的直径,承受较大作用力的螺丝孔直径应选下限值;(三)加防松剂1. 目的:增大螺钉和螺母间的摩擦力,有效防止螺母松动来实现防松;2. 加防松剂要求:防松剂(又称红胶水)应加在螺丝与螺母(或其它带螺纹的金属件)的结合部,并能覆盖螺丝周长的1/3以上;应避免红胶水污染元件脚影响焊接质量。
pcba方案商

PCBA方案商1. 引言在电子产品生产过程中,电子元器件的装配非常重要。
PCBA(Printed Circuit Board Assembly)方案商是专门负责电子元器件的采购和组装工作的企业。
本文将介绍PCBA方案商的定义、职责和优势,并分析选择PCBA方案商的一些注意事项。
2. 定义PCBA方案商是指专门提供PCBA服务的供应商,其主要任务是将客户提供的组装材料和相关信息,按照客户要求进行组装、焊接和测试,最终将成品交付给客户。
PCBA方案商通常拥有先进的设备和专业的团队,能够确保产品的质量和制造效率。
3. 职责PCBA方案商在电子产品制造过程中扮演着关键角色,其职责如下:3.1 电子元器件采购PCBA方案商负责根据客户提供的BOM(Bill of Materials)清单,负责电子元器件的采购工作。
他们与各大电子元器件供应商建立了长期稳定的合作关系,可以获得较好的价格和交货周期。
通过对供应链的灵活管理,PCBA方案商能够确保所采购的电子元器件的质量和可用性。
3.2 组装和焊接PCBA方案商拥有先进的自动化设备和专业的操作人员,能够实现高效、精确的组装和焊接过程。
根据产品的特性和需求,PCBA方案商能够提供多种组装方式,如表面贴装技术(SMT)和插装技术(Through-Hole)等。
通过严格的品质控制流程,PCBA方案商确保产品的可靠性和一致性。
3.3 测试和调试PCBA方案商在组装完成后,会进行严格的功能性测试和调试工作。
他们会利用自动化测试设备和专业的测试程序,对产品进行全面的测试,确保产品的性能和可靠性达到客户的要求。
同时,在测试和调试过程中发现的问题,也会及时反馈给客户,以便进行优化和改进。
3.4 交付和售后服务PCBA方案商完成组装和测试后,会将成品按照客户指定的方式和时间进行交付。
对于大批量生产的产品,PCBA方案商通常会与物流公司合作,确保产品的安全翻运。
同时,PCBA方案商还提供售后服务,包括产品的保修和维修等,为客户提供全方位的支持。
pcba分板注意事项

pcba分板注意事项
1. 嘿,你知道吗,pcba 分板的时候可千万得小心!就像拆礼物一样,不能太粗暴啦!比如说你在分板时,用力过猛,那岂不是把板子给弄坏啦!所以啊,一定要掌握好力度哦。
2. 哎呀呀,可别小瞧了 pcba 分板中的细节呀!这就好比建房子,一砖一瓦都不能马虎的。
要是不注意那些小零件,一不小心弄丢了或者弄伤了,那不就糟糕啦!你想想看,那损失多大呀!
3. 嘿,pcba 分板时环境也很重要哦!就跟人要住在舒适的家里一样。
如果
环境乱七八糟的,你能安心分板吗?比如在灰尘特别多的地方,那板子说不定就被弄脏啦!
4. 你晓得不,pcba 分板的工具可得选对呀!这就好像战士上战场,武器可
不能差。
要是拿了个不好用的工具,那不是给自己找麻烦嘛!你见过用钝刀子切肉的吧,多费劲呀!
5. 哇塞,pcba 分板可别心急啊!心急吃不了热豆腐知道不?如果你匆匆忙
忙地去分板,是不是很容易出错呀!就像跑步比赛,太着急反而容易摔倒呢!
6. 记住哦,pcba 分板结束后也得检查检查呀!这就像考试完了要检查一遍
试卷一样。
要是不检查,万一有啥问题没发现,那不就白干啦!你说是不是呀?
我的观点结论就是:pcba 分板真的得处处小心,每个环节都不能大意,不然很容易出问题呀!。
pcba生产工作内容

pcba生产工作内容一、物料清点1.1 对照物料清单,对所有物料进行清点,确保物料数量和种类与清单相符。
1.2 对物料进行外观检查,确保无破损、老化、潮湿等问题。
1.3 如有异常,及时上报并处理。
二、SMT贴片2.1 根据生产计划,准备相应的PCBA板卡和元器件。
2.2 使用SMT贴片机进行贴片操作,确保元器件正确、稳定地粘贴在PCBA板上。
2.3 对贴片后的PCBA板进行外观检查,确保无缺件、错件、虚焊等问题。
三、光学检测3.1 使用光学检测设备对PCBA板进行外观检测,包括元器件位置、极性、焊点质量等。
3.2 对检测出的缺陷进行记录和分析,及时采取相应措施进行处理。
四、ICT检测4.1 根据产品要求,使用ICT测试设备对PCBA板进行功能性检测。
4.2 对检测出的故障进行记录和分析,及时采取相应措施进行处理。
五、DIP插件5.1 根据生产计划,准备相应的插件元器件。
5.2 进行DIP插件操作,确保元器件正确、稳定地插装在PCBA板上。
5.3 对插装后的PCBA板进行外观检查,确保无缺件、错件等问题。
六、波峰焊6.1 使用波峰焊设备对PCBA板进行焊接处理,确保焊点质量和连接性良好。
6.2 对焊接后的PCBA板进行外观检查,确保无虚焊、短路等问题。
七、人工目测7.1 使用显微镜对PCBA板进行人工目检,确保无微小缺陷和潜在问题。
7.2 对目检出的缺陷进行记录和分析,及时采取相应措施进行处理。
八、通断检测8.1 使用万用表对PCBA板进行通断检测,确保线路连接正常,无断路或短路问题。
8.2 对检测出的故障进行记录和分析,及时采取相应措施进行处理。
pcba来料检验流程及注意事项
PCBA来料检验流程及注意事项随着电子产品的广泛应用和需求的增加,PCBA(Printed Circuit Board Assembly)作为电子产品的核心部件,其质量和稳定性也成为了关注的焦点。
而PCBA的质量不仅与加工、制造的工艺有关,更与来料检验的严谨性和准确性密切相关。
下面将介绍PCBA来料检验的流程及注意事项,以帮助大家更好地保障PCBA质量。
一、来料检验流程1. 收货验收(1)检查外包装:核对外包装是否完好无损,有无破损、变形、湿透等情况。
(2)核对货物清单:确认收货物品清单是否和订单相符,注意是否有缺漏或错误。
2. 外观检查(1)外观检查:检查PCBA的外观,包括焊点是否完整、元器件是否完好、印刷标识是否清晰等。
(2)标识确认:核对PCBA上的标识信息,确认与订单信息一致。
3. 尺寸检验(1)测量尺寸:使用测量仪器对PCBA的尺寸进行测量,确认是否符合要求。
4. 功能测试(1)功能测试:对PCBA进行功能测试,确保其连接正常、元器件功能正常等。
5. 化验检验(1)元器件化验:对部分元器件进行化验检验,包括环保检测、元件RI(RoHS)测试等。
6. 包装检验(1)包装复查:再次检查PCBA的包装情况,确认是否完好。
7. 记录保存(1)记录保存:对来料检验的整个过程进行记录保存,包括收货验收单、外观检查记录、尺寸检查记录、功能测试记录等。
二、注意事项1. 流程严谨PCBA来料检验的流程必须严谨,每一个环节都需按照规定进行,不得有任何疏漏。
特别是在外观检查、尺寸检验等环节,需要细致耐心地进行,保证检查的准确性。
2. 标准要求PCBA来料检验要按照相关标准和要求进行,包括外观标准、尺寸标准、功能测试标准等。
只有符合标准的PCBA才能够进入后续生产和加工环节。
3. 设备仪器PCBA来料检验需要使用各种测量仪器和测试设备,如显微镜、卡尺、电子测试仪等。
这些设备的选用和操作都需要专业技术人员进行,以确保检验的准确性和可靠性。
波峰焊作业规范标准

1.目的因波焊制程需特殊技术,并且其焊接质量又不能被以后的测试所完全验证,为确保质量,合理有效的管理与管控设备,是以管制之.2.围:适用于PCBA组装产品的波焊制程.3.权责:工艺设备部波峰焊之操作人员(非相关人员勿动)4.定义:由PE工程师与波峰焊技术员共同完成设备的各项调整和测试动作.5.作业流程:无.6.作业容及说明:6-1.锡炉的安装及调整:6-1-1轨道调整:轨道出入口宽度分别用卷尺量测.宽度应相同,以防PCBA在运行中出现掉板或卡板现象.6-1-2夹爪调整:A.左右两端轨道之夹爪应同步运行B.两侧之夹爪距离锡波液面的高度应一致,以防PCBA在过炉时有不良现象发生.6-1-3锡面高度量测调整:锡面高度量测应在波峰开启的状态下,用钢尺下量至液面,锡面距锡槽边的距离应控制在20±2mm.生产中每两小时量测一次,如高于上述标准.则需添加锡棒.并记录于<<波峰焊日常保养点检表>>.6-1-4锡波高度量测:A.用钢尺垂直于波峰喷口向下量测锡波高度,平视钢尺刻度.高度应在10±3mm以下,以防波面落差过大造成焊锡大量氧化和吃锡不良.B.PCB吃锡深度控制在其板(或过炉载具)厚的1/2-2/3之间,以防溢锡或漏焊.6-1-5.锡炉传送带测试调整:A.新设备进厂后,在锡炉传送带导轨两端用红色高温胶带标出1000MM长的标示段,用秒表计算PCBA通过此标示段所耗用的时间,然后用标示段长度除以PCBA通过标示段所耗用的时间,即得到锡炉标准传送带传送速度.B.以A所述的标准传送带速度为参照,校正锡炉自检系统测得的传送带速度,使两者保持一致,即得出正确的锡炉自检速度,一般控制在1700mm±200mm/min之间,生产中每一天读取锡炉自检传送速度一次,并记录于<<波峰焊炉温与链速记录表>>.6-1-6.输送带仰角量测:设备上所安装的角度测量仪所显示的实际输送带仰角,应控制在5°-7°6-1-7.锡炉熔锡温度量测:将温度测试仪电源开关摁下至屏幕上显示数字,然后将温度测试仪之感温头插入锡波面约5mm的位置.待温度测试仪数字显示稳定后,表面所显示数值即为所要测试锡炉熔锡的实际温度.温度应控制在250±10℃,测试完毕,将测试结果(正常生产需每天检测一次)填写在<<波峰焊炉温与链速记录表>>上.(备注:也可以使用其它温度计进行量测).6-1-8.锡炉预热温度测试:A.新设备进厂后,在预热区每一个发热段中部各选取一个测试点,设定其预热参数为a,机台自检测得的温度为b,用温度测试仪测试各测试点之温度值为标准预热段温度值c.B.以A所述的标准预热段温度值c为参照,校正锡炉自检系统测得的预热段温度b,使两者保持一致,得到正确的锡炉自检预热段温度值,生产中每两小时读取锡炉自检预热段温度一次,并记录于<<波峰焊预热区记录表>>.Profile测试所得预热最高温度以产品也指导书为准.6-2.锡炉Profile测试:6-2-1.测温点的选择参照《Profile制作规》.如客户有特殊需求.依客户要求为准.6-2-1.测试方法及步骤请参照profile炉温测试仪使用说明书.6-2-2profile测试时机:6-2-2-1.新设备进厂时,由锡炉工程师对锡炉进行Profile测试,以检测设备工作性能及技术指标.相关数据标准及测试点选取由锡炉工程师参照业界标准,结合公司实际情况确定各项参数的设定及测试点选取.6-2-2-2.新机种上线,由锡炉工程师参照客供标准Profile,并结合本公司实际情况测得该机种在本公司生产环境下之标准Profile,如客户有特殊要求,请以客户要求为准.6-2-2-3.每周对每台波峰焊用测温仪测试一次Profile并存档,.并确实以Profile反映数据为参照来设定锡炉工作参数,达到合理有效的管控锡炉各项参数、监测锡炉工作状态的目的, 以此来保证良好的焊接质量.6-2-2-4.测试基本参数要求:6-2-2-5如在生产过程中出现品质异常需重新测试Profile.6-2-2-6设备在维修后.为确保其温控系统未受到影响.也需测试Profile.6-3.锡炉助焊剂比重测试:将所要测试的助焊剂用吸管吸入测试量杯中,然后将比重计轻轻放入测试量杯中,待液面与比重计皆静止不动时读取比重计所显示的数值, 即得到所测试助焊剂的比重.( 读取数据时以液面的凹面为准).每天开线前对锡炉所使用之助焊剂进行量测并把量测结果填写在<波峰焊机每天点检报告>>上.6-5.锡炉PPM值管控:6-5-1.锡炉PPM值管控由工程单位实施执行,并持续改善.6-5-2.每日锡炉工程师需对炉后补焊段不良进行统计,分析其不良原因并写出改善说明.7.生产注意事项:7-1.生产前注意事项:7-1-1.查看锡炉锡液温度是否在设定温度.7-1-2.锡炉液位是否在要求围.7-1-3.确认锡炉各控制开关处在打开状态,各机构部份运行正常.7-1-4.检查喷雾机压力桶助焊剂是否够当天生产用.检查气压是否正常(2.0-4.0kgf/c㎡). 7-1-5.检查喷雾机运行及喷雾状况是否正常.7-1-6.检查输送带宽度与过炉治具(或PCBA)宽度是否匹配.7-1-7.检查抽风系统是否正常.7-1-8.Profile测得温度曲线是否正常.7-1-10.检查有无变形链爪.如有变形须即使更换7-2.生产中注意事项:7-2-1.目送首件PCBA进入锡炉各工作区域:观察PCBA在插件线与输入接驳交接处,输入接驳与输送链交接处运行是否顺利平稳;并检查PCBA进入喷雾区域时的喷雾是否正常.目送PCBA进入焊接区域,波峰高度以浸PCBA(或过炉载具)板厚的1/2~2/3为宜,(如果PCBA使用过炉治具进行过炉,则锡炉工程师根据过炉状况可适当的调整锡波);目视PCBA经过冷却部分,结束焊接全过程.锡炉技术员和IPQC确认过炉焊接质量,确认OK并在首件单上签字后方可批量生产.(如有不良,可对锡炉进行适当的调整后再过第二次首件)7-3.生产结束后注意事项:7-3-1.关闭波峰及预热,确认锡炉无产品后关闭输送.7-3-2.对喷雾部分进行清洁.并将喷头清洗装置打开.用酒精清洗喷头.7-3-3.锡炉现场6S的整理工作.7-3-4.确认生产计划及锡炉定时器状态,以便下次生产.7-3-5.长期停产前需将锡炉总电源关闭.8.保养与维修:8-1.具体保养规请参考《波峰焊保养规》及《波峰焊日常保养点检表》8-2.异常处理.8-2-1. 当设备出现故障时, PE工程人员进行及时处理维修并记录于<<设备履历表>>. 如果出现重大问题,PE人员不能及时解决,则向上级主管提出申请设备厂商共同进行维修,维修OK后跟踪产线的使用情况.8-2-2. 当设备使用年限超过其使用寿命,确实无法使用与修复,应由相关部门评估申请报废,经相关部门确认后呈上级主管进行签核.并重新开出新设备评估单进行采购。
波峰焊作业规范
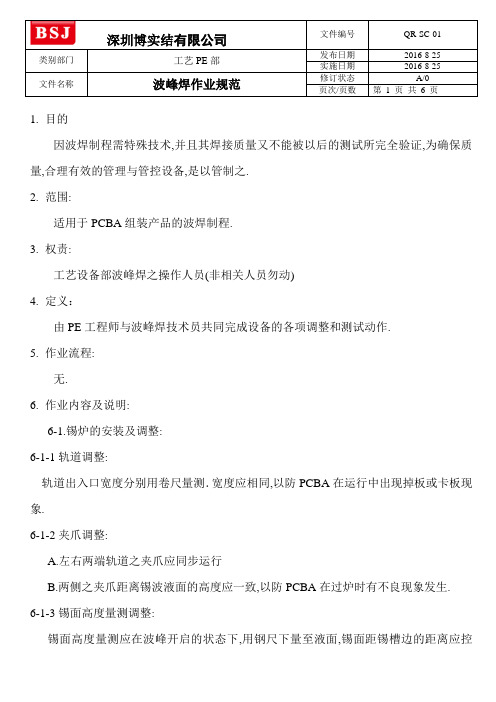
文件名称波峰焊作业规范修订状态A/0页次/页数第1 页共6 页1.目的因波焊制程需特殊技术,并且其焊接质量又不能被以后的测试所完全验证,为确保质量,合理有效的管理与管控设备,是以管制之.2.范围:适用于PCBA组装产品的波焊制程.3.权责:工艺设备部波峰焊之操作人员(非相关人员勿动)4.定义:由PE工程师与波峰焊技术员共同完成设备的各项调整和测试动作.5.作业流程:无.6.作业内容及说明:6-1.锡炉的安装及调整:6-1-1轨道调整:轨道出入口宽度分别用卷尺量测.宽度应相同,以防PCBA在运行中出现掉板或卡板现象.6-1-2夹爪调整:A.左右两端轨道之夹爪应同步运行B.两侧之夹爪距离锡波液面的高度应一致,以防PCBA在过炉时有不良现象发生.6-1-3锡面高度量测调整:锡面高度量测应在波峰开启的状态下,用钢尺下量至液面,锡面距锡槽边的距离应控文件名称波峰焊作业规范修订状态A/0页次/页数第2 页共6 页制在20±2mm.生产中每两小时量测一次,如高于上述标准.则需添加锡棒.并记录于<<波峰焊日常保养点检表>>.6-1-4锡波高度量测:A.用钢尺垂直于波峰喷口向下量测锡波高度,平视钢尺刻度.高度应在10±3mm以下,以防波面落差过大造成焊锡大量氧化和吃锡不良.B.PCB吃锡深度控制在其板(或过炉载具)厚的1/2-2/3之间,以防溢锡或漏焊.6-1-5.锡炉传送带测试调整:A.新设备进厂后,在锡炉传送带导轨两端用红色高温胶带标出1000MM长的标示段,用秒表计算PCBA通过此标示段所耗用的时间,然后用标示段长度除以PCBA通过标示段所耗用的时间,即得到锡炉标准传送带传送速度.B.以A所述的标准传送带速度为参照,校正锡炉自检系统测得的传送带速度,使两者保持一致,即得出正确的锡炉自检速度,一般控制在1700mm±200mm/min之间,生产中每一天读取锡炉自检传送速度一次,并记录于<<波峰焊炉温与链速记录表>>.6-1-6.输送带仰角量测:设备上所安装的角度测量仪所显示的实际输送带仰角,应控制在5°-7°6-1-7.锡炉熔锡温度量测:将温度测试仪电源开关摁下至屏幕上显示数字,然后将温度测试仪之感温头插入锡波面约5mm的位置.待温度测试仪数字显示稳定后,表面所显示数值即为所要测试锡炉熔锡的实际温度.温度应控制在250±10℃,测试完毕,将测试结果(正常生产需每天检测一次)填写在<<波峰焊炉温与链速记录表>>上.(备注:也可以使用其它温度计进行量测).6-1-8.锡炉预热温度测试:文件名称波峰焊作业规范修订状态A/0页次/页数第3 页共6 页A.新设备进厂后,在预热区每一个发热段中部各选取一个测试点,设定其预热参数为a,机台自检测得的温度为b,用温度测试仪测试各测试点之温度值为标准预热段温度值c.B.以A所述的标准预热段温度值c为参照,校正锡炉自检系统测得的预热段温度b,使两者保持一致,得到正确的锡炉自检预热段温度值,生产中每两小时读取锡炉自检预热段温度一次,并记录于<<波峰焊预热区记录表>>.Profile测试所得预热最高温度以产品也指导书为准.6-2.锡炉Profile测试:6-2-1.测温点的选择参照《Profile制作规范》.如客户有特殊需求.依客户要求为准.6-2-1.测试方法及步骤请参照profile炉温测试仪使用说明书.6-2-2profile测试时机:6-2-2-1.新设备进厂时,由锡炉工程师对锡炉进行Profile测试,以检测设备工作性能及技术指标.相关数据标准及测试点选取由锡炉工程师参照业界标准,结合公司实际情况确定各项参数的设定及测试点选取.6-2-2-2.新机种上线,由锡炉工程师参照客供标准Profile,并结合本公司实际情况测得该机种在本公司生产环境下之标准Profile,如客户有特殊要求,请以客户要求为准.6-2-2-3.每周对每台波峰焊用测温仪测试一次Profile并存档,.并确实以Profile反映数据为参照来设定锡炉工作参数,达到合理有效的管控锡炉各项参数、监测锡炉工作状态的目的, 以此来保证良好的焊接质量.6-2-2-4.测试基本参数要求:文件名称波峰焊作业规范修订状态A/0页次/页数第4 页共6 页6-2-2-5如在生产过程中出现品质异常需重新测试Profile.6-2-2-6设备在维修后.为确保其温控系统未受到影响.也需测试Profile.6-3.锡炉助焊剂比重测试:将所要测试的助焊剂用吸管吸入测试量杯中,然后将比重计轻轻放入测试量杯中,待液面与比重计皆静止不动时读取比重计所显示的数值, 即得到所测试助焊剂的比重.( 读取数据时以液面的凹面为准).每天开线前对锡炉所使用之助焊剂进行量测并把量测结果填写在<波峰焊机每天点检报告>>上.6-5.锡炉PPM值管控:6-5-1.锡炉PPM值管控由工程单位实施执行,并持续改善.6-5-2.每日锡炉工程师需对炉后补焊段不良进行统计,分析其不良原因并写出改善说明.7.生产注意事项:7-1.生产前注意事项:文件名称波峰焊作业规范修订状态A/0页次/页数第5 页共6 页7-1-1.查看锡炉锡液温度是否在设定温度内.7-1-2.锡炉液位是否在要求范围.7-1-3.确认锡炉各控制开关处在打开状态,各机构部份运行正常.7-1-4.检查喷雾机压力桶内助焊剂是否够当天生产用.检查气压是否正常(2.0-4.0kgf/c㎡). 7-1-5.检查喷雾机运行及喷雾状况是否正常.7-1-6.检查输送带宽度与过炉治具(或PCBA)宽度是否匹配.7-1-7.检查抽风系统是否正常.7-1-8.Profile测得温度曲线是否正常.7-1-10.检查有无变形链爪.如有变形须即使更换7-2.生产中注意事项:7-2-1.目送首件PCBA进入锡炉各工作区域:观察PCBA在插件线与输入接驳交接处,输入接驳与输送链交接处运行是否顺利平稳;并检查PCBA进入喷雾区域时的喷雾是否正常.目送PCBA进入焊接区域,波峰高度以浸PCBA(或过炉载具)板厚的1/2~2/3为宜,(如果PCBA使用过炉治具进行过炉,则锡炉工程师根据过炉状况可适当的调整锡波);目视PCBA经过冷却部分,结束焊接全过程.锡炉技术员和IPQC确认过炉焊接质量,确认OK并在首件单上签字后方可批量生产.(如有不良,可对锡炉进行适当的调整后再过第二次首件)7-3.生产结束后注意事项:7-3-1.关闭波峰及预热,确认锡炉内无产品后关闭输送.7-3-2.对喷雾部分进行清洁.并将喷头清洗装置打开.用酒精清洗喷头.7-3-3.锡炉现场6S的整理工作.文件名称波峰焊作业规范修订状态A/0页次/页数第6 页共6 页7-3-4.确认生产计划及锡炉定时器状态,以便下次生产.7-3-5.长期停产前需将锡炉总电源关闭.8.保养与维修:8-1.具体保养规范请参考《波峰焊保养规范》及《波峰焊日常保养点检表》8-2.异常处理.8-2-1. 当设备出现故障时, PE工程人员进行及时处理维修并记录于<<设备履历表>>. 如果出现重大问题,PE人员不能及时解决,则向上级主管提出申请设备厂商共同进行维修,维修OK后跟踪产线的使用情况.8-2-2. 当设备使用年限超过其使用寿命,确实无法使用与修复,应由相关部门评估申请报废,经相关部门确认后呈上级主管进行签核.并重新开出新设备评估单进行采购。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
(3) 錫膏特性檢查項目: FLUX成分含量, 以及 顆粒大小與 黏度檢查。
(4) 錫膏管理: 需保存4 ~ 8℃冷藏下,印刷錫膏過程在 18℃~24 ℃, 40% ~ 50%RH環境作業最好,不 可有冷風或熱風直接對著吹,溫度超過26.6℃ ,會影響錫膏性能。存貨儲存時間不超過3 個 月,錫膏使用前攪拌 1~3分鐘。
Solder Ball Co-planarity
Solder Ball Height
1.4 The Structure of Solder Sphere to Substrate
BT-RESIN Solder Mask PAD (Cu) Solder Mask Plating (Ni) Solder Ball (Sn/Pb) Solder Mask PAD (Cu)
1.1 IC 元件外形簡介 (IC Devices Introduction)
Through Hole Package
Surface Mounted Package
K
BGA ( Ball Grid Array)
L
Flip Chip
1.2 208P QFP 重要尺寸規格介紹
( Mechanical Specifications)
VT82C586B
YYWWRR TAIWAN LLLLLLLLL C M
Bent Lead Spec.
Y = Date Code Year W= Date Code Week R= Chip Revision L= Lot Code
Lead Co-planarity Spec.
The Important Specifications for QFP : 1. Lead Co-planarity : USL : 4.0 mils. 2. Lead Span : USL : 6.5 mils. 3. Bent Lead : USL : +3 mils, LSL : -3 mils. 4. QFP Package warpage : USL : 4 mils. 5. LQFP Package warpage : USL : 3 mils. <Note> (1) USL : Upper Spec. Limit. (2) LSL : Lower Spec. Limit. (3) 1mil = 0.0254mm.
Plating (Au)
BT-RESIN Solder Mask Solder Ball (Sn/Pb) IMC layer (Intermetalic Compound, Au/Ni/Sn/Pb)
Original
After Reflow
1.5 Transformation of BGA Solder Sphere in Reflow
1.3 476P BGA 重要尺寸規格介紹 (Mechanical Specifications) :
Solder Ball Diameter True ball position error
The Important Specifications for BGA : 1. Solder Ball Co-planarity : USL = 5.5 mils 2. True ball position error : USL = +6.0mils, LSL = -6.0 mils 3. Ball diameter : USL = 35 mils, LSL = 24 mils 4. Package warpage : USL =3.5 mils 5. Solder Ball Height : USL = 28 mils, LSL = 19 mils.
(5)良好錫膏之焊錫性對錫球要求: 愈圓愈好。(對錫球滾動較有幫助)
愈小愈均勻愈好。 氧化層愈薄愈好。(所需要之FLUX活性就不需 太強)
(6)錫膏使用前的準備: 回溫。在錫膏回溫到室溫前切勿拆開容器或 攪拌錫膏。 一般回溫時間約為 4~8小時(以自 然回溫方式) 。如未回溫完全即使用,錫膏會 冷凝空氣中的水氣,造成slump, spatter等問 題。 (7)錫膏使用時間不超過8小時,回收,隔夜之錫膏最好 不要用。
激光鋼板
快
較貴
較光 滑
較少
較佳
化學鋼板
慢
較便 宜
較粗 糙
較多
較差
2.3 SMT 鋼板: 厚度及開孔尺寸設計及使用要領
(1)開孔尺寸: 一般IC鋼板開口要比PCB pad小10μm,如此可避 免因錫膏偏離錫墊(Pad) 0.2mm 就會形成錫球之不良現 象。 (2)理想鋼板孔內品質: 沒有undercut : undercut 在印刷時會阻抗錫膏前進, 使印下去錫膏的形狀不清晰,同時亦減少錫膏量. 孔壁平滑。 前中後寬度相同。
STENCILLI速度: 15 ~ 30mm/sec , 愈細線 路要愈慢
squeeze
solder paste
印刷間隙/角度: 基板與印刷底板間 距0.4 ~ 0.8mm
錫膏 (Solder Paste) 溫度 (Temperature):環境溫度18 ~ 24℃,溼度40 ~ 50%RH
2% ~ 5% 2% ~ 10% 85% ~ 95%
m I J ¨ Â (¢ )
78J ~ 100J ¢ ¢ 170J ~ 172J ¢ ¢ 183J ¢
K ~ s { s { ¨» û K y A ç Å X ô O n D C §ª » µ » µ ¦ ¥ ¸ © § ¡ ¥ ² ¦ À © « ¨¡ (2) 水洗製程/免洗製程錫膏特性比較 u I ÀÂ
Transformation of Solder Paste in Reflow
Melted solder
Pad Solder Particles Preheating dripping Flow of solder balls
2.5 SMT 組裝過程注意事項:
2.5.1 各IC元件腳位尺寸及容許誤差設定輸入正確
★ SMD 常用零件:
方形晶片電阻 平 板 型 晶片鉭質電容 迷你功率 其他 薄膜電容 模 型 晶片電阻 圓 (1) 被 動 元 件 型 陶瓷電容 (2) 晶片形陶瓷振盪器 電阻(排組) 複 合 型 晶片電容(排組) 積層晶片(薄膜形) 其他 鋁電解電容 異 型 陶瓷微調 電容 半固定可 變電阻 開關 石英 振盪器 測針 連接器 晶片線圈 繼電器 半 導 體 零 件 裸 晶 片 型 腳距 : 1.27mm QFP/VQFP 腳距 1mm 0.8mm 0.65mm 0.5mm PLCC/SOJ 腳距 : 1.27mm 裸晶片 COB 多點銲晶片 FFP TAB LCC 腳距 : 0.65mm 超小 (一個匣) 同軸 超小型
1. Flux¬ © ¸ ± ¡A ¨ ² © ¸ ¨ ¡C ¡ Êûj ä k ÊûÎ
ÊI ¯ Â
1. ¦h Pin ¸ ¤ ¥ ¶ PCB ¤ SMT ¹s ¥ ¡A }Î K § ó ¦] © ¤ Flux¤ © ² ¬ °® ² ¡A ´ ¯ Flux© ³ U £ ö M~ b Ý d ö y ³ ¦¨ PCB» » ¡C Gk 2.¦h Pin ¸ ¥ ¶ PCB© °ª ± « ¤ SMT¹s } K Î K× § ó y s {£öM ¥ ¡A ³ ¦¨ » µ ¤ © ¯ °® ¡A © ³ ¦¨ PCB» öy G kP ôuô§ \ à£} » » ¹q ¸ µ ¸ ¤ ¥ ¯ ¤ ¨ ¡C 3. ¤ ¬ ³ ³ ¶ ¡A ¾ § ¥ » ¤ ¶ ¥ ¤ ¤ ¼ ô ~ ] ÆQ Þ @ ç Ý j q Î ô Î o ô Bz ¤ ³ ² ¡A ¹ï © ·~ ª ¬ ¬ ¤ ¤ ¾ ¡C ó Ì O ° @j t á 1. Flux¬ © ¸ ® ¡A ¨ ² ¿ © ¸ ® ¡C © ¥ ¡ Êû z ä k ü Êû t ÒH ¹ï ¹s ¥ ¡A ¿ ª ¤ » µ ± ¥ ¨ ´ ¯ § ª ó û OÎ s { ø ó n DNS O` ·N ¡C 2. Y Flux ´ ¯ ¡A ¥ Æ ¸ ¤ ¬ Æ ¡C Ýd ~ [ û £ ü [
PCBA生產注 意事項(一)
目 綠
一、IC 元件外形及重要尺寸規格 二、SMT組裝及PCBA測試要求
一、IC 元件外形及重要尺寸規格
1.1 IC 元件外形簡介 (IC Devices Introduction)
1.2 208P QFP 重要尺寸規格介紹 1.3 476P BGA 重要尺寸規格介紹 1.4 The Structure of Solder Sphere to Substrate 1.5 Transformation of BGA Solder Sphere in Reflow
(3)印刷錫膏厚度:
每2小時檢查1次(防止厚度不均,控制誤差在10 % 之內). (4)鋼板清潔保養: 在每班/日使用前清潔保養,防止鋼板污染及 塞孔 及變形問題(如以IPA擦拭鋼板,須等乾再印)。 (5)鋼板工作壽命: 約印刷基板8萬~ 10萬片。
2.4 鋼板印刷的製程參數有:
(以厚度0.15mm,208pin pitch 0.5mm 之鋼板為例)
積層陶瓷電容 (MLCC)
SOP(MFP)
VSOP
2.5.2 錫膏種類與特性檢查 (1) 錫膏成份:
ü I ¨÷ ¿ » ¦ ¥
Solvent & Water (² ¼ · ¾ & ¤ ) M ä » ¯ ô Flux (§ ² ¾ ) U k ¯ Solder Ball(¿ ² ) ü y
ñ Ò ¤ ¨ (%)
ô ¬»µ ¤~s {
2. ² ¬ « ¡A Flux¤ ´ ¯ ® ¡A « Pin » M~ á Y £ Ý d É h P Pin¶ º ¹q ¬ ¤ ¡A PCB¥ Æ ¸ ¬ Æ ¡C ¡ | yp ~[ ûü[