工作台步进电动机控制设计
基于单片机的步进电机器控制设计

摘要本文应用单片机AT89C51和脉冲分配器PMM8713,步进电机驱动器,光电隔离器4N25等,构建了步进电机控制器和驱动器为一体的步进电机控制系统。
通过AT89C51和脉冲分配器PMM8713完成步进电机的各种运行控制方式,实现步进电机在3相6拍的工作方式下的正反转控制和加减速控制。
并通过步进电机丝杠连动,带动XY工作台的直线运动,实现从起点A点到预定点B点的位移控制。
整个系统采用模块化设计,结构简单,可靠,通过人机交互换接口可实现各功能设置,操作简单,易于掌握。
该系统可应用于步进电机在机电一体化控制等大多数场合。
关键词:步进电机单片机控制目录绪论 (1)1、步进电机及其发展 (1)1.1步进电机在我国的发展应用及前景 (2)1.2本文研究内容 (2)2、步进电机的分类、结构、工作原理及特性 (2)2.1步进电机的概念 (2)2.2步进电机的特点 (3)2.3步进电机的结构及工作原理 (3)2.4步进电机的常用术语 (4)3、步进电机的单片机控制 (5)3.1步进电机控制系统组成 (5)3.2步进电机控制系统原理 (6)3.3脉冲分配 (6)3.4步进电机与微型机的接口电路 (8)4、步进电机的运行控制 (9)4.1步进电机的速度控制 (9)4.2步进电机的位置控制 (9)4.3步进电机的加减速控制 (10)5、步进电机的程序设计 (11)5.1程序框图 (11)结论 (13)致谢辞 (13)参考文献 (13)绪论步进电机是将电脉冲信号转变为角位移或线位移的开环控制元步进电机件。
在非超载的情况下,电机的转速、停止的位置只取决于脉冲信号的频率和脉冲数,而不受负载变化的影响,当步进驱动器接收到一个脉冲信号,它就驱动步进电机按设定的方向转动一个固定的角度,称为“步距角”,它的旋转是以固定的角度一步一步运行的。
可以通过控制脉冲个数来控制角位移量,从而达到准确定位的目的;同时可以通过控制脉冲频率来控制电机转动的速度和加速度,从而达到调速的目的。
X-Y双坐标联动数控工作台课程设计说明书

目录1。
课程设计目的 (1)2。
课程设计任务 (1)2.1设计题目: (1)2。
2技术数据 (1)2。
3技术要求 (1)3。
总体结构设计 (1)3.1滚珠丝杠设计 (2)3.2滚珠丝杠副的选取 (3)3。
3稳定性运算 (4)3。
4压杆稳定性计算 (5)4.滚动导轨 (6)4。
1计算行程长度寿命 Ts (6)4。
2计算动载荷 (6)5。
步进电机的选择 (8)5.1步距角的确定 (9)5.2步进电机转矩校核 (10)5.3频率校核 (12)6.总结 (12)7。
参考文献 (13)1。
课程设计目的本课程设计的目的在于培养学生对典型机电一体化产品机械结构的设计能力和对机电伺服系统的设计能力,在学习有关专业课程设计的基础上,进行机电系统设计的初等训练,掌握手册、标准、规范等资料的使用方法,培养分析问题和解决问题的能力,为以后的毕业设计打下良好的基础.2.课程设计任务2。
1设计题目:X—Y双坐标联动数控工作台设计2。
2技术数据工作台长×宽(mm):450×310工作台重量(N):3300行程(mm):ΔX=60-100;ΔY=50-100脉冲当量:0。
05-0。
08mm/p2。
3技术要求(1)工作台进给运动采用滚珠丝杠螺旋结构(2)滚珠丝杠支撑方式:双锥-简支型(3)驱动电机为反应式步进电机(4)步进电机与滚珠丝杠间采用齿轮降速要求消除齿轮间隙3.总体结构设计数控工作台采用由步进电机驱动的开环控制结构,其单向驱动系统结构简图如图所示:实际设计的工作台为X、Y双坐标联动工作台,工作台是由上拖板、中拖板、下拖板及导轨、滚珠丝杠等组成.其中下拖板与床身固联,它上面固定X向导轨,中拖板在下拖板的导轨上横向运动,其上固定Y向导轨,上拖板与工作台固联,在Y向导轨上移动。
X、Y导轨方向互相垂直。
3。
1滚珠丝杠设计滚珠螺旋传动按滚动体循环方式分为外循环和内循环两类,其中应用较广的是插管式和螺旋槽式,它们各有特点,其轴向间隙的调整方法主要有垫片调隙式和螺纹调隙式。
立式数控铣床X-Y工作台
机电一体化课程设计立式数控铣床X-Y数控工作台机电系统设计姓名:***学号: **********班级:10机电<2>班学院:中国计量学院机电工程学院指导老师:张远辉、徐立军目录前言................................................................................................ 错误!未定义书签。
一、设计任务 (2)1.1课程设计时间 (2)1.2课程设计题目 (2)1.3课程设计任务 (2)1.4课程设计内容 (2)1.5课程设计要求 (2)二、总体方案的确定 (3)2.1机械传动部件的选择 (3)2.2控制系统的设计 (4)三、机械传动部件的计算与选型 (4)3.1导轨上移动部件的重量估计 (4)3.2铣削力的计算 (5)3.3导轨副计算和选型 (6)3.4滚珠丝杠螺母副的计算和选型 (7)3.5步进电机减速箱的选用 (9)3.6步进电机的计算与选型 (9)3.7编码器(反馈电路)选型 (13)四、工作台机械装配图的绘制 (14)4.1可参考课本图6-23 XY数控工作台装配图 (14)五、工作台控制系统的设计 (14)5.1电源电路 (14)5.2存储器扩展电路 (15)5.3键盘电路 (17)5.4显示电路 (18)5.5传感器电路 (19)六、步进电机驱动电路设计 (20)6.1驱动电路 (20)6.2光电隔离 (20)七、程序设计 (21)7.1功能 (21)7.2框图 (22)7.3代码 (23)八、总结 (24)参考文献 (24)答辩记录 (25)前言X-Y数控工作台是许多机电一体化设备的基本部件,如数控车床的纵-横向进刀机构、数控铣床和数控钻床的X-Y工作台、激光加工设备的工作台、电子元件表面贴装设备等。
因此,选择X-Y数控工作台作为机电综合课程设计的内容,对于机电一体化专业的教学具有普遍意义。
基于单片机的步进电机控制系统设计

中国地质大学(武汉)远程与继续教育学院本科毕业论文(设计)指导教师指导意见表学生姓名:学号:专业:电气工程及其自动化毕业设计(论文)题目:基于单片机的步进电机控制系统设计中国地质大学(武汉)远程与继续教育学院本科毕业设计(论文)评阅教师评阅意见表学生姓名:学号:专业:电气工程及其自动化毕业设计(论文)题目:基于单片机的步进电机控制系统设计论文原创性声明本人郑重声明:本人所呈交的本科毕业论文《基于单片机的步进电机控制系统设计》,是本人在导师的指导下独立进行研究工作所取得的成果。
论文中引用他人的文献、资料均已明确注出,论文中的结论和结果为本人独立完成,不包含他人成果及使用过的材料。
对论文的完成提供过帮助的有关人员已在文中说明并致以谢意。
本人所呈交的本科毕业论文没有违反学术道德和学术规范,没有侵权行为,并愿意承担由此而产生的法律责任和法律后果。
论文作者(签字):日期:2014 年9 月 1 日摘要本文应用单片机、步进电机驱动芯片、执行部件等,构建了集步进电机控制器和驱动器为一体的步进电机控制系统。
二维工作台作为被控对象通过步进电机驱动滚珠丝杆在X/Y轴方向联动。
文中讨论了一种以最少参数确定一条圆弧轨迹的插补方法和步进电机变频调速的方法。
步进电机控制系统的开发采用了软硬件协同仿真的方法,可以有效地减少系统开发的周期和成本。
最后给出了步进电机控制系统的应用实例。
目录一、绪论 (5)(一)引言 (5)(二)步进电机常见的控制方案与驱动技术简介 (6)(三)本文研究的内容 (9)二、步进电机概述 (11)(一)步进电机的分类 (11)(二)步进电机的工作原理 (11)三、系统的硬件设计 (16)(一)系统设计方案 (16)(二)单片机最小系统 (17)(三)串口通信模块 (22)(四)数码管显示电路设计 (23)(五)电机驱动模块设计 (25)(六)驱动电流检测模块设计 (27)(七)独立按键电路设计 (32)四、系统的软件实现 (33)(一)系统软件主流程图 (33)(二)系统初始化流程图 (33)(三)按键子程序 (34)(四)系统组成 (37)(五)程序设计 (39)五、结论 (56)(一)具体结论 (56)(二)后续工作 (56)致谢 (57)参考文献 (58)一、绪论(一)引言步进电动机又称脉冲电动机或阶跃电动机,国外一般称为Steppingmotor、Pulse motor或Stepper servo,其应用发展已有约80年的历史。
XY数控工作台设计说明书范文[1]
![XY数控工作台设计说明书范文[1]](https://img.taocdn.com/s3/m/9f11978a31b765ce050814f6.png)
适用标准文案1、整体方案设计设计任务课程设计任务:设计两轴联动的数控 X-Y 运动平台,达成机械系统设计、控制系统设计与相应软件编程,依据实验条件进行调试,达成整个开发系统。
主要参数见下表:系列型号行程台面尺寸底座外形尺寸最大负载XY最大重复定定位X Y C B H C1B1H1长度重量挪动速位精度L N度HXY-4025400250240254156505001847785001M/分±整体方案确立方案确立思想方案一:机械部分传动:滚珠丝杠螺母副支撑:双推 - 双推式滑动导轨控制部分控制器件:单片机控制方式:开环控制伺服电机:步进电动机长处:采纳滚珠丝杠螺母副,可实现旋转运动与直线运动互相变换,在拥有螺旋槽的丝杠螺母中装有滚珠作为中间传动元件,以减少摩擦。
长处是摩擦系数小,传动效率高,敏捷度高,传动安稳,不易产生滑行,传动精度和定位精度高;磨损小,使用寿命长,精度保持性好。
双推式支撑实现高精度传动,采纳单片机控制步进电动机,响应迅速而正确。
弊端:滚珠丝杠螺母副的不足在于制造工艺复杂,成本高,不可以自锁,故需附带制动装置。
开环控制精度比较低。
方案二:机械部分传动:同步带传动支撑:滑动导轨控制部分控制器件:单片机控制方式:开环控制伺服电机:直流无刷电机长处:适用标准文案同步带传动无相对滑动,传动比正确,传动精度高,齿形带的强度高,厚度小、重量轻,故可用于高速传动;传动比恒定,同步带无需特别涨紧,因此作用于轴和轴承等上的载荷小,传动效率高。
单片机控制直流无刷电机,空载电流小,效率高。
弊端:同步带工作时候有温度要求,安装精度要求较高,中心间距要求较高,有时需要张紧,安装麻烦。
无刷直流电机启动时有震动,控制器要求高,价钱高。
采纳开环精度较低。
方案三:机械部分传动:齿轮齿条支撑:直线导轨控制部分控制器件:单片机控制方式:闭环控制伺服电机:直流无刷电机长处:齿轮齿条传动功率大,精度高,稳固性好,响应速度快。
实验五 步进电机单轴定位控制实验
方向信号 (a) 脉冲+方向 (b) 正脉冲+负脉冲 实验五 步进电机单轴定位控制实验一、实验目的1. 学习和掌握步进电机及其驱动器的操作和使用方法;2. 学习和掌握步进电机单轴定位控制方法;3.学习和掌握PLC 单轴定位模块的基本使用方法。
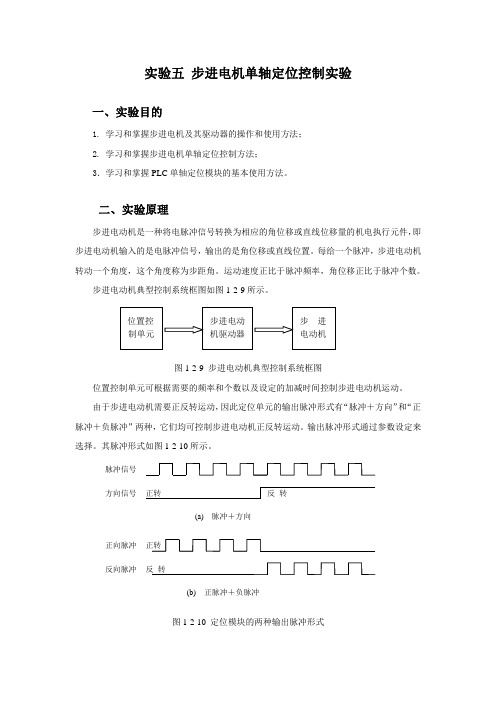
二、实验原理步进电动机是一种将电脉冲信号转换为相应的角位移或直线位移量的机电执行元件,即步进电动机输入的是电脉冲信号,输出的是角位移或直线位置。
每给一个脉冲,步进电动机转动一个角度,这个角度称为步距角。
运动速度正比于脉冲频率,角位移正比于脉冲个数。
步进电动机典型控制系统框图如图1-2-9所示。
图1-2-9 步进电动机典型控制系统框图位置控制单元可根据需要的频率和个数以及设定的加减时间控制步进电动机运动。
由于步进电动机需要正反转运动,因此定位单元的输出脉冲形式有“脉冲+方向”和“正脉冲+负脉冲”两种,它们均可控制步进电动机正反转运动。
输出脉冲形式通过参数设定来选择。
其脉冲形式如图1-2-10所示。
图1-2-10 定位模块的两种输出脉冲形式频 率 (HZ ) 脉冲数(PLS ) f 1S 2 S 3S 1由于步进电动机的电磁惯性和所驱动负载的机械惯性,速度不能突变,因此定位模块要控制升降频过程。
步进电机升、降频过程如图1-2-11。
一般情况下,S 2=S 3。
图 1-2-11 步进电机升、降频示意图其中:f 1——设定的运行频率,应小于步进电动机的最高频率;S 1——设定的总脉冲个数;S 2——升频过程中脉冲个数,由加速时间和运行频率确定;S 3——降频过程中脉冲个数,由减速时间和运行频率确定。
步进电动机驱动器将位置定位模块的输出脉冲信号进行分配并放大后驱动步进电动机的各相绕组,依次通电而旋转。
驱动器也可接受两种不同形式的脉冲信号,通过开关来选择,定位模块和驱动器的脉冲形式要相同。
另外,为了提高步进电动机的低频性能,驱动器一般具有细分功能,多个脉冲步进电动机转动一步,细分系数一般为1、2、4、8、16、32等几种,通过拨码开关来设定。
数控车床XY轴工作台和控制系统设计说明书 毕业设计

数控车床XY轴工作台和控制系统设计说明书毕业设计数控车床XY轴工作台和控制系统设计摘要我设计的是车床XY轴工作台和控制系统,采用单片机控制步进电动机驱动工作台。
首先确定设计的总体方案,然后对车床的机械部分进行设计,其中包括工作台、滚动导轨、滚珠丝杠、步进电动机的设计和选用,最后对数控系统硬件和软件设计。
新一代的CNC系统这类典型机电一体化产品正朝着高性能、智能化、系统化以及轻量、微型化方向发展。
关键词:数控车床 XY工作台控制系统前言一、当今世界数控技术及装备发展的趋势及我国数控装备技术发展和产业化的现状在我国对外开放进一步深化的新环境下 ,发展我国数控技术及装备、提高我国制造业信息化水平和国际竞争能力的重要性 ,并从战略和策略两个层面提出了发展我国数控技术及装备的几点看法。
装备工业的技术水平和现代化程度决定着整个国民经济的水平和现代化程度 ,数控技术及装备是发展新兴高新技术产业和尖端工业的使能技术和最基本的装备 ,又是当今先进制造技术和装备最核心的技术。
数控技术是用数字信息对机械运动和工作过程进行控制的技术 ,而数控装备是以数控技术为代表的新技术对传统制造产业和新兴制造业的渗透形成的机电一体化产品 ,其技术范围覆盖很多领域。
(一)、数控技术的发展趋势。
数控技术的应用不但给传统制造业带来了革命性的变化 ,使制造业成为工业化的象征 ,而且随着数控技术的不断发展和应用领域的扩大 ,他对国计民生的一些重要行业 IT、汽车、轻工、医疗等的发展起着越来越重要的作用。
从目前世界上数控技术及其装备发展的趋势来看 ,其主要研究热点有以下几个方面:(1) 高速、高精加工技术及装备的新趋势(2) 5 轴联动加工和复合加工机床快速发展(3) 智能化、开放式、网络化成为当代数控系统发展的主要趋势(二)、对我国数控技术及其产业发展的基本估计我国数控技术起步于 1958 年 ,近 50 年的发展历程大致可分为三个阶段:第一阶段从 1958 年到 1979 年 ,即封闭式发展阶段。
数控回转工作台资料

在目前的机械行业当中只有数控铣床、加工中心和数控镗床都应用回转工作台,并且这三种机床的使用最普遍。与其他的普通回转台相比起来,在外形上看来他们并没有什么区别,只是他们有不同的驱动,一种是手动回转,而数控回转工作台是与其他的数字控制驱动结合。
图1-1闭环内部结构
1-进电机;2-主动齿轮;3-偏心环;4-从动齿轮;5-柱销;6-压块;7-螺母;8-锁紧螺钉、11-轴承盖、套筒;9-蜗杆;10-蜗轮;12、13-加紧瓦;14-压紧液压缸;15-活塞;16-弹簧;17-钢球;18-光栅;
蜗杆传动的特点:
1.结构紧凑蜗杆每旋转一周,蜗轮转过一个齿距,所以可以实现大的传动比。传动比比其他传动方式的大,所需零件数目少,不占用空间,所以结构相对紧凑。
2.冲击载荷小、传动平稳、噪声低因为蜗轮蜗杆在传动过程中是很缓慢的进入啮合然后慢慢地退出啮合的,而且齿对相对来说较多。
3.自锁由于蜗杆的螺旋线升角与当量摩擦角相比较小,所以当蜗杆传动时具有自锁功能。
转工作台主要是与立式铣床配套使用,其精度直接影响到机床的性能。本次设计选择由步进电动机作为动力源,一级圆柱直齿轮减速器进行减速及传递转矩和转速,将其传递给蜗轮蜗杆机构来带动工作台进行回转加工工作。数控回转工作台与数控立式铣床结合使用可进行工件的分度和切削旋转,配合机床X、Y、Z三轴的直线运动可以扩大机床的加工范围,来提高机床的工作效率。配合数控系统的控制,数控回转工作台可以有效提高生产效率,消除人为误差,提高加工精度。本次主要设计方向是数控铣床中的数控回转工作台,我们对主要的零件进行了结构功能设计。装配图、零件图用CAXA软件绘制。
关键词:立式铣床数控回转工作台齿轮蜗轮蜗杆
Abstract
Thedesignof the NC rotary table is mainly with vertical milling machine , Its precision directly affects the performance of the machine. The design choices the stepping motor as a power source. Level of cylindrical spur gear reduce of reduction and transmission torque and rotational speed, pass it to worm and worm wheel mechanism to drive the workbench rotary processing work. NC rotary table with NC vertical milling machine combined with the use of artifacts can be dividing and cutting rotation, cooperate with X,Y,Z three axis machine tool can expand the linear motion of the machine toolprocessing range, to improve the working efficiency of the machine tool. With NC system, the control of NC rotary table can effectively improve the production efficiency, eliminating human error, and improve the machining accuracy. The main design direction is the NC rotary table in CNC milling machine, structure and function of main parts of our design. Assembly drawing and part drawing drawn using CAXA software.
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
工作台控制设计
一、已知参数
步距角: 1.5°
通电方式:三相六拍
丝杠导程:5mm
工作台给速度:30mm/min
二、参数休整程序的设计
外部输入参数:(X1,Y1)、(X2,Y2)
(X1,Y1)为切割起点,(X2,Y2)为切割终点,其工作台运动合成图如下:
ΔX、ΔY分别为X方向与Y方向的位移,总位移设为P,则:
P2=ΔX2+ΔY2
而速度合成为:
v2=v x2+v y2
设
v=k P
则有
v x=kΔX v y=kΔY
=6MHz,定时器每计一次数定时为2μs,使用工作方式1,8051单片机的晶振频率f
o s e
则最长定时为131.027ms。
丝杠导程为5mm,则步进电机每转一周对应拖板前进5mm,那么步进电机的脉冲当量δ=1.5°×5mm/360°,那么相临脉冲间隔时间T m=δ/v。
设定时常数为X,则:
T m=(216-X)×2×106s
则:
X=216-δ/v/(2×106s) 当X〈100ms时,可以直接计数,当X〉100ms时,可用循环程序反复计数。
X轴前进脉冲个数N X=ΔX/δ,Y轴前进脉冲个数N Y=ΔY/δ。
参数休整程序由以上公式算得定时器应该循环的次数及最后一次循环的计时初值。
存入指定地址以备取用。
同时判断电动机的转向,并将标志置入相应的标志位。
程序如下:
#i n c l u d e<s t d i o.h>
#i n c l u d e<m a t h.h>
#d e f i n e D T(1.5*5/360)
v o i d m a i n()
{
i n t t x,t y,*x x=30H,*x y=31H,*y x=32H,*y y=34H;
i n t*p x=D5H,*p y=D1H;
f l o a t x1,x2,y1,y2,d x,d y,v x,v y,k,p;
f l o a t v=30;
p r i n t f("请输入起点:\n");
s c a n f("%f,%f",&x1,&y1);
p r i n t f("请输入终点点:\n");
s c a n f("%f,%f",&x2,&y2);
/*****************坐标轴分速度计算******************/
d x=x2-x1;
d y=y2-y1;
p=s q r t(d x*d x+d y*d y);
k=v/p;
v x=k*d x;
v y=k*d y;
/*******************定时常数计算*******************/ t x=(i n t)(p o w(2,16)-D T/v x/d o w(2,6));
t y=(i n t)(p o w(2,16)-D T/v y/d o w(2,6));
*x x=t x/100;
*x y=t y/100;
*y x=t x%100;
*y y=t y%100;
/*******************电动机方向判断******************/ *p x=1;
*p y=1;
i f(d x<=0)
*p x=0;
i f(d x<=0)
*p x=0;/*标志位为1则正转,为0则反转。
*/ /*******************前进脉冲个数计算***************/ *x g=d x/D T;
*y g=d y/D T;
}
三、电机控制设计
步进电动机转速、转向采用单片机控制,每个电机由一片8051单片机单独控制,单片机输出的相临脉冲的间隔时间由定时器控制,定时常数由参数修整程序输出。
采用负逻辑控制,当P1口某一口线输出低电平“0”时,对应的步进电动机绕组被接通,脉冲分配控制数据表如下:
脉冲分配控制数据表
工作台运动极限位置处放置行程开关,当工作台运动到达极限位置是,触动行程开关ST,使外部中断0触发,停止工作台前进。
SB为急停开关,当按下SB,外部中断1触发,使工作台停止前进。
接线图如下:
8051单片机接线图
8051
P 1.0
P 1.1P 1.2P 1.3P 1.4P 1.5P 1.6P 1.7R S T R X D T X D I N T 0I N T 1T 0T 1W R R D X T A L 2X T A L 1V S S
V C C
P 0.0P 0.1P 0.2P 0.3P 0.4P 0.5P 0.6P 0.7E A A L E P S E N P 2.7P 2.6P 2.5P 2.4P 2.3P 2.2P 2.1P 2.0
C
B
A
A
B
C
+5V
轴电动机
轴电动机
X
Y
S T S B
+5V +5V
步进电动机控制程序如下:
O R G0000H
R E S E T:L J M P M A I N;复位入口转主程序 O R G0003H
M O V P1,#F F H;P1、P2口清零
M O V P2,#F F H
O R G000B H
L J M P I T0P;转T0中断服务程序
O R G0013H
M O V P1,#F F H
M O V P2,#F F H
O R G001B
L J M P I T1P;转T1中断服务程序
O R G0100H
M A I N: ...
参数休整程序
...
M O V S P,#30H;设置堆栈指针
M O V R2,#5;装入查表初值
M O V R3,#5
M O V I P,#05H;设置中断优先级
M O V T M O D,#11H;设置定时器工作方式
M O V I E,#8F H;中断允许开
I T0F H:D J N Z36H,N E X T0
C L R E T0
N E X T0:M O V R0,30H
I N C R0
I T1F H:D J N Z37H,N E X T1
C L R E T1
N E X T1:J B T R1,X H P D X
M O V R1,31H
I N C R1
X H P D X:J B T R0,X H P D X
D J N Z R0,X H T X;装入计数初值
M O V T L0,32H
M O V T H0,33H
X H P D Y:D J N Z R1,X H T Y
M O V T L1,34H
M O V T H1,35H
A J M P Q D C X
X H T X: M O V T L0,#0B0H
M O V T H0,#3C H
A J M P X H P D Y
X H T Y: M O V T L0,#0B0H
M O V T H0,#3C H
Q D C X: S E T B T R0;开计时器0
S E T B T R1;开计时器1
H E R E: S J M P H E R E;等待中断
I T0P: C J N E R0,#0,X H P D X
J B D5,X Z Z;X轴正反转判断
X F Z: D J N Z R1,C B P D1;查表
M O V R1,#5
C B P D1:M O V A,R1
S J M P X M C S C
X Z Z: D J N Z R1,C B P D2
M O V R1,#5
C B P D2:M O V A,#5
S U B B A,R1
X M C S C:P U S H D P H
P U S H D P L
M O V D P T R,#T A B
M O V C A,@A+D P T R
M O V P1,A
P O P D P L
P O P D P H
L J M P I T0F H;返回
I T1P: C J N E R2,#0,X H P D Y
J B D1,Y Z Z
Y F Z: D J N Z R2,C B P D1
M O V R2,#5
C B P D3:M O V A,R2
S J M P Y M C S C
Y Z Z: D J N Z R2,C B P D4
M O V R2,#5
C B P D4:M O V A,#5
S U B B A,R2
Y M C S C:P U S H D P H
P U S H D P L
M O V D P T R,#T A B
M O V C A,@A+D P T R
M O V P2,A
P O P D P L
P O P D P H
L J M P I T1F H H
T A B: D B0F E H,0F C H,0F D H,0F9H,0F B H,0F A H。