汉诺威焊接材料工艺性分析系统在焊接材料领域中的应用
国内外焊接材料的发展及应用

国内外焊接材料的发展及应用焊接是制造业中常见的加工方法之一,而焊接材料作为焊接过程中不可或缺的组成部分,其发展和应用对焊接质量和效率起着至关重要的作用。
国内外的焊接材料在不同历史时期有着不同的发展轨迹,而如今随着科学技术的迅速发展,焊接材料的技术水平也在不断提高。
国内焊接材料的发展在我国的焊接材料领域,经过多年的不懈努力,我国已经取得了显著的进步。
首先,我国的焊接材料生产技术得到了显著改善,生产工艺更加先进,品质更加优良。
其次,我国焊接材料的品种逐渐丰富,不仅可以满足普通焊接需求,还可以满足高端焊接领域的需求。
再者,我国的焊接材料研发水平正在逐步提高,一些新型焊接材料的研制取得了重要突破,为我国焊接行业的发展注入了新的活力。
国内焊接材料的应用我国的焊接材料在机械制造、航空航天、汽车制造等领域得到了广泛应用。
例如,在汽车制造领域,我国的高强度焊接材料可以用于焊接汽车车身,提高汽车的强度和安全性。
在航空航天领域,我国的耐高温焊接材料可以用于焊接发动机零部件,提高发动机的使用寿命。
在核工业领域,我国的特种焊接材料可以用于焊接核电厂关键部件,确保核电安全。
国外焊接材料的发展国外焊接材料的发展同样值得关注。
一些发达国家在焊接材料领域拥有先进的技术和经验,其研发水平和产品性能一直处于世界领先地位。
这些国家不断推出一些创新性、高效率的焊接材料,为焊接行业带来了新的发展机遇。
国外焊接材料的应用国外的焊接材料在航空航天、船舶制造、电子电气等领域得到了广泛应用。
例如,一些发达国家制造的高效率焊接材料可以用于焊接航空航天器件,提高器件的性能和可靠性。
在电子电气领域,国外的特种焊接材料可以用于焊接电子器件,确保电子设备的可靠工作。
总的来说,国内外焊接材料在不同领域的发展和应用都取得了显著成就,而且随着科学技术的不断进步,焊接材料领域的发展还将迎来更多新的机遇和挑战。
对焊接材料技术进行深入研究,加强国际合作与交流,将是我国焊接材料领域未来发展的重要方向。
D550R系列焊条的焊接电参数分析

万方数据
3焊接参数测试结果及分析 在焊接过程中,汉诺威焊接质量分析仪对焊接时的电弧
电压、焊接电流瞬时值以20万次/s的速率实时采样,并经过其
内部的测试分析软件对这些瞬时值进行统计分析。 3.1 电压和电流测试结果及分析[弼3
采用汉诺威电弧分析仪分析得出的电弧平均电压以及电压 均方差见表l。一般说来,电压的均方差越小,说明电压的波 动越小,套筒长度越稳定。这5种焊条电弧电压的均方差由小 到大依次为:2’,4。,3+,54,1*。2。焊条的电压波动最小,l* 波动最大。
由于细小熔滴的过渡时间大都非常短.在统计计算加权燃 弧时间乃时,往往被作为瞬间短路而忽略.于是加权燃弧时间 乃相对于如增大。
渣桥的存在,使细熔滴过渡平稳,飞溅减少,从而大大提 高了焊条的工艺性能。死越长,说明被包裹在渣桥内的细小熔 滴向熔池过渡的成分越多,焊条的工艺性能也就越好。因此,
可以用平均加权燃弧时间乃一作为判定堆焊焊条工艺性能的依 据之一。焊条的平均加权燃弧时间乃一越大,焊条的工艺性能 越好。由表2可以看出,5种焊条的乃一,由大到小依次为:2。, l’,5。,38,4”。根据乃一的统计结果,28焊条最为理想。 3.4过渡周期图.电弧电压概率密度
分布曲线为“双驼峰’’状。左边的小驼峰是短路电压的概率分
布,右边的大驼峰是电弧正常燃弧时的电压概率分布。
U一 围1 5种焊条电弧电压概率分布图
可以认为.从大驼峰左侧20 V左右处的拐点到0 V之间的
44-焊接设备与材料·
区域为小驼峰区域。事实上该区是短路过程中不稳定的低电弧 电压概率分布区。短路的产生往往引起电弧的激烈动荡.而引 起较猛烈的电爆炸和熔滴自身的爆炸飞溅,使工艺性能明显恶 化。因此小驼峰区域越小,电弧越稳,工艺性能越好。即:以 n(以)表示短路电压为以时的概率,将短路电压概率n(以) 之和∑n(以)作为判据,则∑n(以)越小,焊条的工艺性能越 好。由图1可以看出,在小驼峰区域,2一焊条的短路电压曲线
焊接材料工艺质量的分析评价及分析与评价系统软件开发

ME G Q n— n WA G B o N igr , N a u
(e a m n f tr l n n ier gN a nvr t o hn ,a u n0 0 5 ,hn ) D p d e t ei dE g ei , o hU i s y f iaT i a 3 0 C ia o Ma a a n n e i C y l
c lu o e tpe, ti e s se lee to e ll s y sanls te lcr de,o i r fux c r d wie a tb lt fwedig c ns m a l v l a in s se i e p. e s ld wie, l —o e r nd sa iiy o l n o u b e e au to y t m ss tu Th
孟庆润 , 王 宝
伸 北 大 学 焊接 材料 技 术 中心 , 西 太 原 0 0 5 ) 山 30 1
摘要: 对汉诺威焊接质量 分析仪在焊接材料领域作进_步的 开‘ 由汉诺威焊接 应用 发, 质量分析仪提
取反映焊接材料_  ̄性的 关数据信息 提 出以短路 电压概率 和 短路频率和、 vE - 相 ' 过渡周期 变异 系数等 作为评价焊接材料工艺,的判据i 性 用短路 电压及短路电流概率 和的变异 系数作为 焊接材料稳定性评价
c r ut v l g n u r n o e a u t h tb l y o l ig c n u b eT e u a i t fl i n a t p ,o y r g n tp ic i ot e a d c re t t v l ae te s i t f wed n o s ma l . h s b l y o i a a i i me t a i y e lw h d o e y e, t
焊接材料行业研究报告

焊接材料行业研究报告一、行业概述焊接是一种常见的连接方法,广泛应用于制造业、汽车制造、航空航天、建筑等领域。
而焊接材料作为焊接的重要组成部分,对焊接质量和焊接效果起到关键的作用。
焊接材料包括焊丝、焊条、焊剂等。
近年来,焊接材料行业得到了快速发展,主要受益于国内建筑、汽车、航空航天、电子等行业的需求增长。
随着国内制造业的快速发展,焊接材料市场呈现出良好的增长势头。
然而,由于行业竞争激烈,市场进入门槛较低,行业内竞争压力也相对较大。
二、市场情况分析1.市场规模和增长趋势:根据统计数据显示,近年来焊接材料市场规模不断扩大,年均增长率超过10%。
预计未来几年,焊接材料市场将保持稳定增长,主要受益于国内制造业的持续发展以及新兴领域的不断涌现。
2.市场竞争格局:目前,焊接材料市场竞争格局相对分散,没有出现明显的垄断企业。
市场上主要存在一些知名的国内和国际焊接材料供应商,如佳能、林肯电气等。
同时,也有一些小型厂家涌入市场,为市场提供了更多的选择。
3.产品技术创新:随着焊接技术的不断进步,对焊接材料的要求也越来越高,需要具备更好的焊接性能和质量。
因此,焊接材料企业需要不断进行产品创新,提高产品质量和技术含量,以满足市场需求。
三、市场机遇和挑战1.市场机遇:焊接材料行业有着广阔的市场前景,主要受益于国内制造业的快速发展和技术进步。
随着新兴行业的涌现,如新能源汽车、5G通信等,焊接材料的需求将进一步增加。
2.市场挑战:市场竞争激烈,行业内竞争压力较大。
同时,焊接材料行业的技术门槛相对低,容易被其他企业模仿。
因此,焊接材料企业需要加大技术研发和创新力度,提高产品的附加值。
四、发展建议1.加强技术研发:焊接材料企业应加大技术研发力度,提高产品的附加值和竞争力。
投入更多的人力和物力资源,不断追求产品的创新和升级,以满足市场需求。
2.加强品牌建设:建立和完善焊接材料的品牌形象,提高品牌知名度和影响力。
通过增加市场推广和宣传力度,加强与客户的沟通和合作,提升市场份额。
IE理念在焊接材料测试系统中的应用

终 的测试 评价结 果 , 可存储试 验资 料 , 出打 印测 并 输 试 报告[ 使焊接 材料工 艺性 的分析 和评价 的操作 过 2 1 。
程简化 , 十分 方便 、 捷 , 焊接 材料 工艺 性 定量 分 快 为 析 与 评价 提供 了实 用 工具 。 “ 焊接 材料 评价 系 统 ” 包括 焊 接质 量分 析仪 本 ( 身 和二 次 应用 开发 的焊 接 材 料 工艺 性 评 价 系 统 软
量 测设 备 、 业 环境 等 统 一考 虑)从 而提 高 了信 息 作 ,
资 源 的流动 性 、 工艺 路 线制 定 的合 理性 和试 制产 品
件) 的应 用 , 变 了 以往 焊 接 材 料 工 艺 性 完 全 依 靠 改
操 作 人员定 性 经 验评 估 的现状 , 在一 定程 度 上克 服 了人 为 因素 的影 响 。 同时 , 焊 接材料 评 价系 统 ” “ 实
技 术 、 应 商 的管 理 等) 供 的评 价 焊 接 材 料 开 发 设 计
质量 。并行 工程思 想成功 实现 了计 算机 网络信 息 技 术 、 息预 发 布技术 、 D Po u tD t Maae et 信 P M(rd c a ngm n a )
技 术等 在焊 接材 料 开发 中 的应用 , 到 宏观 上 的并 达 行、 微观 上 的串行 , 短 了焊 接材 料 开发过 程 。 缩
的成 功率 ; 出 的质 量 综合 评 价 体 系 , 提 实现 了多 方
位、 多层 次 、 视角 即从 5 E 人员 、 料 、 器 、 多 M1 ( 材 机 测
量 系 统 、 法 和环 境) 开发 、 造 过 程 、 方 、 制 品质 保 证 、
现 了焊ห้องสมุดไป่ตู้ 材 料企 业 质量 保证 部 门 的 MS (0 系统 A ̄ 量
铝合金变极性等离子弧平焊工艺
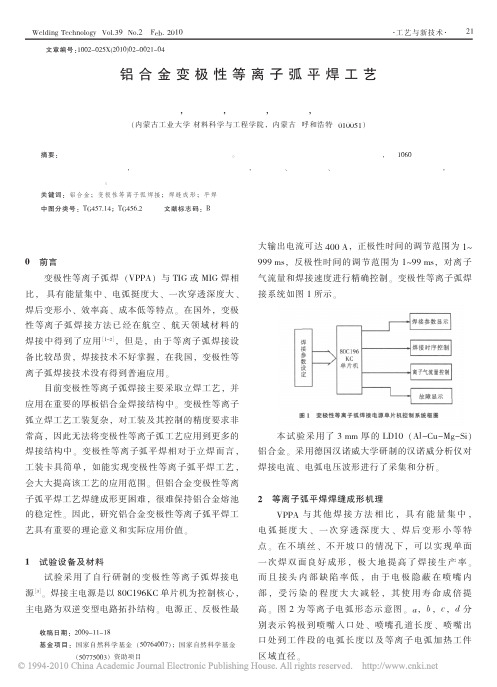
缝正/背面照片。 正反极性时间比为 19∶4。
电弧电压 U/V
30
20
10
0
-10
-20
-30
-40
320
360
400
440
480
时间 T/ms
120
80
40
0
-40
-80
-120
-160
320
360
400
440
480
时间 T/ms
图 4 变极性等离子电弧电压和焊接电流波形
焊接电流 I/V
Welding Technology Vol.39 No.2 Feb. 2010
本 试 验 采 用 了 3 mm 厚 的 LD10 (Al-Cu-Mg-Si) 铝合金。 采用德国汉诺威大学研制的汉诺威分析仪对 焊接电流、 电弧电压波形进行了采集和分析。
2 等离子弧平焊焊缝成形机理 VPPA 与 其 他 焊 接 方 法 相 比 , 具 有 能 量 集 中 ,
电弧挺度大、 一次穿透深度大、 焊后变形小等特 点。 在不填丝、 不开坡口的情况下, 可以实现单面 一次焊双面良好成形, 极大地提高了焊接生产率。 而且接头内部缺陷率低, 由于电极隐蔽在喷嘴内 部, 受污染的程度大大减轻, 其使用寿命成倍提 高。 图 2 为等离子电弧形态示意图。 a, b, c, d 分 别表示钨极到喷嘴入口处、 喷嘴孔道长度、 喷嘴出 口处到工件段的电弧长度以及等离子电弧加热工件 区域直径。
比较图 5 和图 7 可知, 在平均电流相同的情况 下, 减少正、 反极性电流幅值差值时, 变极性等离子 弧平均电压降低, 电弧功率下降, 使得正面焊缝余高 增高而背面焊缝余高降低, 甚至有些未焊透的现象。
WELDOX900E高强钢焊接性及应用研究

高铁 救 援 起重 机 是 为高 速 铁路 事 故救 援 而制造 的 专用 设 备 。 由 于 高速铁 路 对 运行 设备转 向架 轴 重 、 运行 速 度 等 要求 比普 通 线 路要 求更高 , 故 高铁 救 援设 备 需 大 大减 轻 整 机 重 量 。高 铁救 援 起 重 机钢 结 构选 用瑞 典 奥 克 德 隆 钢 铁 公 ・ , 卜产 的 高 强 度 钢 WE L D O X 9 0 0 E , 该类 型 钢板 能 以较 轻 的 『 1 重达 到 较 商 的强 度 ,大大 减 少 材料 用 量 。 迄今为止, 许多学 者 对高 强 钢进 行 r 大 量研 究 并 取 得 了显 著 的 经济 社会效益. 研究 成 果 已成 功 应 川 - ] t - 产实 际 中 。 蒋 庆梅 【 】 I 等 对 同样板 厚 条 件 下 不 同焊接 线 能 量 的临 界预热 温度 进 行 了研 究 , 但 不 能 确 定 不 同线 能量 下 不 同板 厚 的 临界 预 热温 度 , O s h i t d I 对 钢材 预 热 必 要性 进 行 了研 究 ,得 m碳 1 { l } 在0 . 4 %~ 0 . 6 %钢 材 有一 定 的 淬硬 倾 向 , 需 进 行预 热 , 但 未 对 具体 的预 热 温 度 进 行研 究 , 为 保证 高 铁救 援 起 重 机 钢 结 构 的 质量 ,故 对 小同线 能 } I : = _ F 不 同板 厚 的 临界 预 热 温度 , 以 及 对 各 种焊 接 参 数 问的 选择 关 系 进行 进 一 步 的研 究 与 试 验 , 以 此 为 铁 路 起 重机 高强 钢 的实 际焊 接 1 作打 下 理论 与 实践 基 础 。 l不 同扳 厚 预热 温 度 的选择 蒋 庆 梅… 等得f ¨l 2 a r m 厚度 钢板 在 小 同焊 接线 能量 下 所需 的 临 界预 热 温度 l 盘 I 】 罔 1 所 示 。预 热 温 度 的 选择 可 以根 据 碳 当量 来选 择 , 为研 究 不 焊 接 线 能 艟 下 不 板 的预 热 温 度 ,分 别取 线 能量 为 0 . 8 7 K J / a r m、 0 . 6 5 K J / m m、 0 . 9 4 K J / n u n 进行研究 , 结 果 从 图 2可 以看 f J J , 相 同板 厚 条 什下 线 能 量 为 0 . 6 5 K J / m m 时需 求 的 预热 温 度 相 对较 高 , 线能量为 O . 9 4 K J / m m时 预热 温度 相 对 较低 , 线能量为 0 . 8 7 K J / a r m 时 则居中 . 说 明 相 同板 厚焊 接 线 能 艟 越 高 则 预热 温 度 越 低 , 从 而 保 证 T 一 致 , 不 M 焊接 线 能 量下 不 ㈨饭 的预 热 温 度趋 势 基 本 一致 , 随 着 厚 度 的增 加 则 预热 温 度 相应 的增 加 。 2 可 以看 出在 相 同 的热输 入E = 0 . 8 7 K J / a r m下 板 厚 为 l 2 am的 钢板 预 热 温度 约 为 1 r 5 0 q C , 文献 l 预 热 温度 应 为 1 4 8 ℃。 E = 0 . 9 4 K . I / a r m下 1 2 a r m的 钢板 预 热温 度 分 别
304不锈钢局部干法自动水下焊接_朱加雷

焊 接 学 报
TRANSACTIONS OF THE CHINA WELDING INSTITUTION
Vol . 3 0 No. 1 January 2 0 0 9
304 不锈钢局部干法自动水下焊接
朱加雷1 ,2 , 焦向东2 , 周灿丰2 , 沈秋平3 , 余 燕3 , 高 辉1 , 董继红1
接平台 、排水罩 、试验环境系统 、水下摄像系统 6 个 部分组成 ,能够实现水下微型排水罩式脉冲 MIG 全 自动焊接 (图 1) . 水下焊接试验舱为立式快开结构 压力容器 ,最大作业水深为 15 m ,设计最高工作压 力 0. 3 MPa. 试验采用芬兰 Kemppi 焊接电源 ,根据 实际工作需要 ,将电焊机与送丝机分离 ,焊接电源放 在试验舱外部 ,送丝机置于舱内. 液压驱动自动焊 接平台包括升降油缸和焊接平台两个部分 ,升降油 缸将焊接平台抬升到适合高度后 ,焊接平台可以在 油缸的驱动下通过手控盒控制完成行走 、摆动 、跟踪 和小幅度高度调节. 排水罩是局部干法水下焊接的 重要设备 ,是焊接能否成功的关键所在. 为了适应 全自动水下焊接 ,自行设计制造了局部干法自动焊 接排水罩.
图 2 试板的坡口形状及尺寸 (mm) Fig. 2 Groove shape and size of te st plate
2 试验参数
每种焊接材料均对应一个喷射过渡的临界电流 值 ,一般情况下 ,这个临界值较大 ,在 200 A 以上. 但如果选用脉冲焊接方式 ,当脉冲电流大于临界电 流值 ,电弧也可以呈喷射过渡状态 ,实现无飞溅焊 接. 实际焊接时分空气中焊接 、5 m 水深和 15 m 水 深三种情况进行 ,为了探讨水下环境以及水深对焊 接过程的影响 ,三种焊接情况的焊接参数基本相同 , 只是因为水下焊接时排水气体同时作为焊接保护 气 ,所以水下焊接时 Ar 气流量较空气中焊接时明显 增大 ,且随着水深的增加 ,排水所需气体压力加大 , Ar 气流量也相应增加. 焊接试验参数如表 1 所示. 试验表格中所记录的数值均为焊机面板以及焊接平 台手控盒上的设定值. 在实际水下焊接中 ,由于排 水罩和试件之间的摩擦 ,实际的摆动幅度要小于手 控盒设定的摆幅值. 因此 ,焊接程序中设定的摆幅 值略大于试板的坡口宽度. 另外 ,由于坡口较浅 (5 mm) ,且水下焊接比在空气中焊接的实际移动速度 慢 ,所以空气中焊接时需要两层焊缝而 5 m 和 15 m 水深均是一层焊缝焊接完成. 因空气中焊接时 ,两 层焊接时的焊接参数完全相同 ,因此 ,表 1 只列出了 一层焊接的试验参数.
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
‘ ee t d |I f x  ̄ ll 1 lcm e l・ l - 。 ' IⅥ r , ee 『 { u Oe r a cinii v h i t e s l lY lwed n f f k lh e s e t c f e a mtm c h u a, i o! Li g 'l l  ̄ i l il O Sn
德 国 汉 诺 成 大学 材 料 连 接 焊 接 工 艺 研 究 中心 ( 国 汉 诺 威 市 ) 德
摘 要 对 德 圜 汉诺 戚 大学 发 I 咐的汉 诺 战 焊 接 质 培 分 析 系统 进 行 状应 用 开 发 , 以汉 诺 碱焊 接 质 量 分 析 系 统 装 得 数
据 信息 为 基础 . 出 对 蚀 钙 型 氢 型 结 掏 铜 焊 条 、 锈 铜 焊 嫠 以及 药 芯 焊 丝 工 艺 性进 行 评 估 的 削 据 . 以 对 焊 接 材 料 提 低 可
越 设i= 尢 研 n _ _威 } _ 瓶岬城 外析 但l ^H瓶 竹折他) 一i 电的散 捧取 与址删系统 ’ 俺川陂 址 、赴』 测 试 f 对 接I 也弧 电 m J 控J U流啡 坩衄“ 甜
2 0厅敬 的逮 宾 Ⅱ 样 .坪 过其 内 的删 试 讣忻软 l j 划这世 瞬t 进仃缝 _ 仆 , J l 『自动牛 电弧 I 』 接 电流 慨 毕 衔 度 讣 布 【 P 割 DD ( rl 1l P o} ,i “ i… l 、
维普资讯
一 .
行业聚焦 ・ 掳 螺
中 北 大 学 焊 徭 材 料 技 术
中 心 ( 原市 太
0 0 5 ) 王 宝 高 俊 华 宋 丽 3 0 1 宋 永 伦
D. h ed Re f lt
北 京 工 业 大 学 机 电 学 院 ( 京 市 10 2 ) 北 0 0 2
N r ¨e l l Ch n o t Un m l l ia h v r
Wa g o .Ga . h a o g Li n B o o 1 un u ,S n ,
S n ngu o g Yo ln D. e f I R h edt
B in nvr t I Fc nl y e i U i sy e h o g jg e i d . a
料技 水创 新产| 可 的! 1 i r , 鲫
1 汉诺 威焊接 质量分析仪 原理殛 分析方法
J #屉 伍 前 巾场 经济 的基什 F,焊接 材料 1岂性 往 c
作成 勾该 种产品 足否 有竞争 力的 定 性固 采 对于 僻描 材料生 产 业 而 言,产乩 的 1艺 L 水 “接 影 ‘ 击 自企业 经济设 旋 【 而 I 何别 援材料 l艺 进行 删 l 试 科学 价 成为迫 切需要解 决的 趔 然l H前 蝌 n 】 挂材料工 艺性迁主罂 依靠操作 菪的 觉目l 经验 束评仙
l 5
维普资讯
l 6 葺
0 前
行业聚焦
言
一 ,
,
J 面 求 由蚪拨 I 岂 。 衍 世 r f 哑
快捷 、 艟 柏实 m ¨ 瞧 一成 呐墩 将 ¨巾同样拄 甜l 拉 填 觅制料 的 r艺 是焊接 制料 的 重更忡 能 .
工 艺性 进 行 科 学 评 价
关键 词 :汉 诺 威 焊 接 材 料 工 艺 性 分 析 系 统 焊 接材 l 料
焊 接 电弧 物 理
APPLI CAT1 0N F ANALYS 0 AT0 R HANN0 VER l ANALYS S N I AND EVALUAT1 0N 0F US ABI TY F LI 0 W ELDl NG C0NS UM ABLES
a 】 aempi e n e o  ̄s d h
Ke r s y wo d :ha o e a a y t r v v r n l so
w ed n o s m a l lig c nu be
wed n r y i li g a c ph st  ̄
20 0 6生第 1 O期
u a ii r li g o ,l  ̄ is hr h i t i i y e h w y m D, s b ly , wed n n Lll e I te l ・ttra p l h d t f ql h l m al t a n e s se l 。 ls te r, ( c n l r in le f),e ee t) P sa — o sr ‘o s l ,、" d lcH d t i ut e f r
近年来馋 汉诺 戚大学 ” 料连 接博 接1 艺 妍 花
Байду номын сангаас
wie i a p ia in d n l p l t . t e a“ l aa r r s c o h u i l or d f l An ls t r ln , r te a i t e r e in o v l aig h a y ao ta n l H h b ss I h r i ro t e au ln l P t
U v  ̄i 1 J l o' . e ma y nie t o1} r t ̄ G r n y rl ,r t
Ab  ̄
c e t Th Au [ s tr Ha o  ̄ . whc i n e l d y [a lO e ! , r i . Ctl lI. i J h r e tfm d o ay ao n v r r k ih s v ne b i 1l v r Lni sl n . e Y 'fli  ̄ l y s f e d v-q 1 t lT l l