焊接工艺及焊接材料选
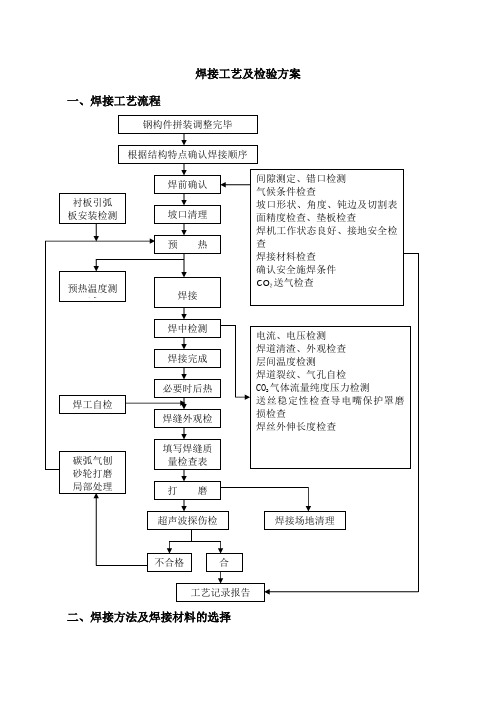
焊接工艺及检验方案
c、焊工操作平台搭设牢固,并做好防护。
d、焊工工具配备齐全,施工时妥善放置。
e、焊工必须具备相应焊接资格,持证上岗,焊工只能从事其资格认定的工作范围的焊接。
f、焊接接点处的铁锈、油漆、水分及其他影响焊接质量的杂物,应在焊接前清除。
g、对焊缝坡口尺寸进行检查、记录。
m、焊接完毕,应清理焊缝表面的熔渣和两侧的焊缝外观检查
a、所有焊缝均需由焊接工长100%进行目视检查,并记录成表。
B、对焊道尺寸、焊角尺寸、焊喉进行检查记录。
3、无损探伤
为保证焊接质量及检验的公正、可信性,我单位将按设计及现行国家钢结构施工质量验收规范要求聘请有资质的无损检测单位及人员对本工程钢结构焊缝进行无损检测。探伤比例及标准依据钢结构施工质量验收规范执行。
焊接工艺及检验方案
一、焊接工艺流程
二、焊接方法及焊接材料的选择
在焊接时为尽量减小结构焊接后的变形和焊后残余应力,结构焊接应尽量实行对称焊接,让结构受热点在整个平面内对称、均匀分布,避免结构因受热不均匀而产生扭曲和较大焊后残余应力。
焊接方法、工艺参数及焊接材料的选择
序号
构件名称及施焊位置
焊接方法
工艺参数
四、焊接质量保证程序
本工程将组织有经验的焊接工程师和焊接工人进行施工,焊接施工的质量目标为:自检探伤一次合格率为98%,监理、业主检查一次合格率为100%。
焊接质量保证程序见—焊接质量保证程序图。
焊接质量保证程序图
CO2气保焊
V=25-30v
I=180-250A
φ1.2
H08Mn2SiA
5
圆形钢支撑安装
CO2气保焊
V=25-30v
焊接工艺及材料大全
钨极为电极,不熔化; 焊丝单独另外送入且
★
焊丝只作填充金属用
焊
接
学
习
手
册
MIG/ MAG
TIG
气体保护焊
氩弧焊
氩弧焊有什么特点?
瑞
奥
主要应用于哪些领域呢?
★ 焊
接
学
习
手
册
气体保护焊
氩弧焊
TIG
钨极,手动送丝。
焊丝仅仅是填充金
瑞
属,焊丝不通过电 流,故无飞溅。但
奥
为了避免钨极熔化、
★
烧损而使熔池沾钨, 焊接电流不易过大。
埋弧自动焊
两根热丝共用一个导 电嘴,且同速送出。
单电源并联多丝埋弧焊
瑞
奥
两根平行的热丝中间插 ★
入一根冷丝,利用热丝 多余的热量来熔化冷丝。
焊
接
学
习
手
册
大幅提高生产效率,增加焊接速度,降低焊剂消耗,降低热输入量 和变形,节能,更高效率打底,更平滑盖面。
2.1.3 气体保护焊
瑞
气体保护焊是什么啊? 奥
气体保护焊
CO2气体保护焊
瑞
呃,呃…CO2气体保护焊
奥 ★
是怎么回事呢?
焊 接
学
习
手
册
气体保护焊
CO2气体保护焊
瑞
奥
★
焊
接
学
习
CO2气体保护焊的原理与熔化极氩弧
手 册
焊(MIG)一样,只是保护气体为CO2
气体罢了。
气体保护焊
CO2气体保护焊
CO气体在熔池
瑞
和熔滴内,体
奥
积急剧膨胀而
★
焊接工艺规程(含各种焊接材料选用)
################公司零星工程焊接工艺规程编制:李**审核:曹***批准:**************集团有限公司******项目部2018年10月23日压力管道焊接工艺规程1 适用范围本规程适用于工业管道或公用管道中材质为碳素钢、低合金钢、耐热钢、不锈钢和异种钢等压力管道的焊条电弧焊、钨极氩弧焊以及二氧化碳气体保护焊的焊接施工。
2 主要编制依据2.1 GB50236-2011《现场设备、工业管道焊接工程施工及验收规范》;2.2 GB/T20801-2006《压力管道规范-工业管道》;2.3 SH3501-2011《石油化工剧毒、可燃介质管道工程施工及验收规范》;2.4 GB50235-2010《工业金属管道工程施工及验收规范》;2.5 CJJ28-2014《城市供热管网工程施工及验收规范》;2.6 CJJ33-2005 《城镇燃气输配工程施工及验收规范》;2.7 GB/T5117-2012 《碳钢焊条》;2.8 GB/T5118-2012 《热强钢焊条》;2.9 GB/T983-2012 《不锈钢焊条》;2.10 YB/T5092-2005《焊接用不锈钢丝》;2.11 GB14957-1994《焊接用钢丝》;2.12 其他现行有关标准、规范、技术文件。
3 施工准备3.1 技术准备3.1.1 压力管道焊接施工前,应依据设计文件及其引用的标准、规范,并依据我公司焊接工艺评定报告编制出焊接工艺技术文件(焊接工艺卡或作业指导书)。
如果属本公司首次焊接的钢种,则首先要制定焊接工艺评定指导书,然后对该种材料进行工艺评定试验,合格后做出焊接工艺评定报告。
3.1.2 编制的焊接工艺技术文件(焊接工艺卡或作业指导书)必须针对工程实际,详细写明管道的设计材质、选用的焊接方法、焊接材料、接头型式、具体的焊接施工工艺、焊缝的质量要求、检验要求及焊后热处理工艺(有要求时)等。
3.1.3 压力管道施焊前,根据焊接作业指导书应对焊工及相关人员进行技术交底,并做好技术交底记录。
常用焊接材料选用及不锈钢焊材选用
常用焊接材料选用及不锈钢焊材选用
一、通用焊接材料选用
1.铁基体材料
常见的铁基体材料包括碳钢、低合金钢和合金钢。
碳钢的焊接性能好,可以使用焊接前处理技术,如酸洗、抛光等,以提高焊接质量;低合金钢
具有良好的可焊性,但焊接空隙大,焊缝外观差,焊接部件的强度低,使
用条件有限;而合金钢具有优异的可焊性,焊接部件具有高强度,但合金
成分较复杂,焊接技术和焊接质量相对较差。
2.非铁基体材料
非铁基体材料包括铝、铜、镁等,这些材料具有较好的焊接性能,但
熔核形成温度较低,易造成处理不当后形成脆性断头,因此在耐热性较高
的条件下使用时容易出现问题,可采用适当的焊接前处理技术来改善。
1.焊接材料的选择
具有良好抗腐蚀性能的不锈钢焊接材料,通常采用低碳型、钝化性好
的不锈钢棒焊材料。
在焊接不锈钢的管件时,应采用相同类型的焊材料,
如309或310L,其低碳含量可以有效减少焊接处缺陷,使焊接部位具有
良好的抗腐蚀性能。
2.焊接工艺的确定
在焊接不锈钢之前,应先将焊接部位进行清理,去除污物和油脂等杂质,以减少焊接处的气孔和缺陷,保证焊接质量。
焊接工艺参数的选择
焊接工艺参数的选择焊接工艺参数的选择对焊接质量和生产效率具有重要影响,不同的焊接工艺参数可能会产生不同的焊接热输入和热循环,从而影响焊接区域的显微组织和力学性能。
因此,正确选择合适的焊接工艺参数至关重要。
本文将从焊接材料、焊接位置、设备条件和技术要求等方面讨论焊接工艺参数的选择。
1.焊接材料焊接材料的选择是决定焊接工艺参数的基础。
首先需确认焊接材料的种类、牌号和规格,然后根据材料的化学成分、力学性能和热物性能等参数进行分析和判断,确定焊接工艺的类型和参数。
例如,如果焊接的是高强度钢板,由于其热导率相对较低,需要采用较高的焊接电流和较大的焊接速度来增加焊缝的凝固速度,并避免产生过多的热输入。
2.焊接位置焊接位置的选择也会影响焊接工艺参数的选择。
不同的焊接位置可能会造成焊件热传导方式和热循环的不同。
例如,在水平焊接和垂直上焊接等不同位置上,热传导的方式和速度会有所不同,因此需要根据具体的焊接位置选择合适的焊接参数。
3.设备条件焊接设备的性能和条件也是选择焊接工艺参数的重要因素。
例如,焊接电流的范围、电压的调节范围、焊接速度的控制等都会直接影响焊接工艺参数的选择。
另外,焊接设备的维护和保养也会对焊接工艺参数的选择有影响,例如焊咀、电极的磨损情况、飞溅情况等都需要考虑在内。
4.技术要求根据具体的焊接要求和技术要求,选择合适的焊接工艺参数。
例如,在需要得到高强度焊缝时,可以采用高能量密度的焊接工艺,增加热输入和焊缝的深度;如果需要得到焊接变形较小的焊缝,可以采用脉冲焊接,减小热输入和热影响区域。
总之,习得火候要分庖丁解牛,正确选择合适的焊接工艺参数需要综合考虑焊接材料、焊接位置、设备条件和技术要求等因素。
通过科学分析和实验验证,选择合适的焊接工艺参数,可以提高焊接质量和生产效率,并降低生产成本。
焊接工艺及焊接材料选用

02
无害化焊接材料
研究开发低毒或无毒的焊接材料,以降低对操作工人的健康危害和对环
境的影响。
03
可再生与循环利用焊接材料
推动焊接材料的可再生利用和循环利用,减少资源浪费和环境污染。
THANK YOU
塑料的焊接
选用热风焊接、激光焊接等非接触式 焊接方法,适用于聚乙烯、聚丙烯等 塑料材料的焊接。
陶瓷的焊接
选用银基焊料和陶瓷焊料,通过钎焊 方式进行焊接,适用于氧化铝、氮化 硅等陶瓷材料的焊接。
新材料的焊接选用探索
复合材料的焊接
根据复合材料的组成和结构,选用适合的焊接方法和焊料,如碳纤维增强复合 材料的激光焊接、金属基复合材料的钎焊等。
设备检查
对焊接设备进行全面检查,确保其处于良好的工作状态。
环境要求
确保焊接环境符合工艺要求,如温度、湿度、清洁度等。
焊接过程中的注意事项
1 2
工艺参数控制
严格控制焊接电流、电压、焊接速度等工艺参数 。
焊缝跟踪
实时监测焊缝的质量,确保符合设计要求。
3
安全防护
确保操作人员佩戴齐全的劳动保护用品,防止烫 伤、弧光伤害等。
功能材料的焊接
探索新型功能材料的焊接工艺和焊料,如导电材料、导热材料、超导材料等, 以满足不断发展的科技需求。
06
焊接工艺与材料选用的发展趋 势
高效化、自动化与智能化焊接工艺的发展
高效化焊接工艺
随着对生产效率的追求,高效焊接工艺如激光焊接、电子束焊接等 具有快速、精准的特点,能够大幅提高焊接效率。
自动化焊接工艺
自动化焊接设备的应用,如焊接机器人和自动化生产线,能够减少 人工操作,提高焊接质量和一致性。
智能化焊接工艺
焊接材料的介绍及其焊接工艺标准
焊接材料的介绍及其焊接工艺标准
焊接材料是指用于焊接过程中填充和连接金属零件的物质。
常见的焊接材料主要包括焊接电极、焊丝和焊剂。
以下是常见的焊接材料及其简单介绍:
1. 焊接电极:焊接电极是一种导电材料,通常由金属或合金制成。
焊接时通过电流的传导,使电极与焊件接触产生高温,将焊丝熔化并与焊件连接。
2. 焊丝:焊丝是一种可以通过熔化和凝固来连接焊件的金属线材。
根据不同的焊接材料和应用,焊丝可以分为不同种类,如钢丝、铝丝、铜丝等。
3. 焊剂:焊剂是一种用于焊接过程中提高熔化电极和焊件接触性能的物质。
它通常被涂在焊丝或焊接部位上,能够清除金属表面的氧化物和污垢,改善焊接质量。
焊接工艺标准是为了保证焊接过程质量及连接的强度而制定的一系列标准和规范。
以下是一些常用的焊接工艺标准:
1. 焊接符号和表示方法:用于标识焊缝形状、尺寸和其他有关信息的符号和表示方法。
2. 焊接工艺规程:定义了焊接方法、焊接材料、焊接参数等相关要求,以确保焊接过程中质量的一致性和稳定性。
3. 焊接工艺评定和认可:对焊接工艺进行评定和认可,以证明
其能够满足相关标准和要求。
4. 焊接过程监控和控制:使用各种监测和控制手段,对焊接过程中的相关参数进行监控和控制,以确保焊接质量。
总之,焊接材料的选择和焊接工艺标准的遵循对于保证焊接质量和连接强度至关重要。
根据具体的应用和要求,选择合适的焊接材料和遵循相应的焊接工艺标准,可以确保焊接连接的可靠性和长期使用性能。
焊接工艺及材料大全

接
燃烧, 产生熔渣和气体, 对熔化金
学 习
属和熔池起保护作用;
手
(3)当电弧向前移动时,后面
册
的熔池冷却凝固而新的熔池又不
断产生,从而形成连续的焊缝。
精品
手弧焊示意图
手工焊条电弧焊
瑞
奥
那它有什么特点呢?
★ 焊
接
主要是用在哪方面呀? 学
习
手
册
精品
手工焊条电弧焊
优点
瑞
设备简单,操作灵活,适应性强。
奥
习
手
钎焊:用熔点低于母材熔点的金属为钎料,将焊件和钎料加热到
册
母材熔点和钎料熔点之间的温度,致使钎料呈液态而润湿
母材,填充接头间隙并与母材相互扩散而实现焊接的方法。
精品
(二)焊接方法
具体分类:
瑞
电阻焊
奥
手工电弧焊
摩擦焊
★
电弧焊 气体保护焊
埋弧焊
压力焊
超声波焊 爆炸焊
焊 接
扩散焊
学
熔焊 电渣焊
高频焊
使电弧持续稳定燃烧,焊缝成型美观。
精品
埋弧自动焊
埋弧自动焊的特点有哪些?
瑞 奥
★
主要用在哪些领域呢? 焊
接
学
习
手
册
精品
埋弧自动焊
优点
瑞
奥
★
★生产效率高(比手弧焊提高5~倍) 焊
★焊接质量好( 气孔、夹渣少)
接 学
★成本低 (省工、省时、省料) 习
★劳动条件好(无飞溅, 劳动强低)
手 册
精品
埋弧自动焊
习
激光焊
手
电子束焊 等离子弧焊