侧式悬臂混匀堆料机行走速度与胶带运行速度的匹配
悬臂式斗轮堆取料机悬臂胶带机参数计算
悬臂式斗轮堆取料机悬臂胶带机参数计算【摘要】本文论述了悬臂式斗轮堆取料机的工作原理,分别对悬臂胶带机的四种工况进行了计算,得出了悬臂胶带机所需设计参数。
【关键词】悬臂式斗轮堆取料机;悬臂胶带机1、前言随着科学工业技术的发展,悬臂式斗轮堆取料机在矿山、港口、冶金、电力行业等得到了广泛的应用。
悬臂式斗轮堆取料机完成两种作业方式,取料时,斗轮装置转动,臂架绕回转中心作往复回转运动,斗轮装置将物料取送到悬臂胶带机上,通过安装在回转平台及门座上的中心落料系统将物料卸到地面胶带机上,此时,尾车副车处于水平位置。
堆料时,尾车副车抬起,物料由地面胶带机经尾车副车卸料到尾车上,尾车再卸料到悬臂胶带机上,物料运至斗轮装置头部一端卸至料场。
2、悬臂式斗轮堆取料机技术参数某项目悬臂式斗轮堆取料机基础技术参数如下所示:输送物料:球团矿物料密度:2.2t/m3粒度:0-50mm 运量:堆:900t/h ,取:2000t/h带宽:1400mm 带速:2.5m/s水平机长:47.03m 倾角:上仰9°,下俯10°拉紧形式:重锤拉紧拉紧行程:s=1000mm3、悬臂胶带机技术参数计算由悬臂式斗轮堆取料机作业方式,可知悬臂胶带机的技术参数计算分为以下四个工况。
3.1工况一(取料,下俯10°,顺时针运行)悬臂胶带机圆周驱动力(1)f—模拟摩擦系数,f=0.03l—输送机长度,L=47.03mg—重力加速度,g=9.81m/s2qRO—承载托辊每米长旋转部分质量,qRU—回程分支托辊每米长旋转部分质量,qB—每米长输送带的质量,qG—每米长输送物料的质量,qSI—特种主要阻力,即托辊前倾摩擦阻力及导料槽摩擦阻力,由于胶带机没有采用前倾托辊,采用的是调心托辊,故不计算托辊的前倾摩擦阻力。
其中:μ2—承载、回程托辊和输送带间的摩擦系数,取μ2=0.6L—装有导料板的设备长度,L=4.5b1—导料板内部宽度,取b1=2/3B=0.39mFs2—特种附加阻力,即清扫器、卸料器及翻转回程分支输送带的阻力,N,由于悬臂胶带机只有4个清扫器,故其中:A—输送带和输送带清扫器的接触面积,A=0.021m2P—输送带清扫器和输送带间的压力,取u3—输送带和输送带清扫器间的摩擦系数,取u3=0.7FN—附加阻力,其中:FbA—在加料段、加速段输送物料和输送带间的惯性阻力及摩擦阻力,(其中V0=0)Ff—在加速段物料和导料槽挡板间的摩擦阻力,,其中F1—输送带经过滚筒的弯曲阻力,根据经验取经过传动滚筒时的弯曲阻力为500N,取经过改向滚筒时的弯曲阻力为400N,故,F1=900NFt—滚筒轴承阻力,根据经验取经过改向滚筒时的弯曲阻力500N,故Ft=500N故,圆周驱动力Fu为:其中:H=7.9m圆周力Fu通过摩擦传递到输送带上,为保证输送带工作时不打滑,需在回程带上保持最小张力F2式中:Fumax—满载输送机启动或制动时出现的最大圆周力,取;—尤拉公式,取=2.56为了限制输送带在两组承载托辊间的下垂度,作用在输送带上任意一点的最小张力Fmin为承载分支回程分支式中:输送带许用的最大下垂度应满足,则由上可取,由“逐点张力法”可得3.2工况二(取料,下俯10°,顺时针运行)悬臂胶带机圆周驱动力其中:模拟摩擦系数,满足输送带工作时不打滑满足承载分支下垂度,则由上可取,由“逐点张力法”可得,3.3工况三(堆料,上仰9°,逆时针运行)悬臂胶带机圆周驱动力其中:每米长输送物料的质量特种主要阻力附加阻力因此工况下悬臂胶带机运行形式为尾部驱动,则满足输送带工作时不打滑,满足承载分支下垂度,则此时,取,由“逐点张力法”可得,3.4工况四(堆料,下俯10°,逆时针运行)悬臂胶带机圆周驱动力因此工况下悬臂胶带机运行形式为尾部驱动,则满足输送带工作时不打滑,满足承载分支下垂度,则此时,取,由“逐点张力法”可得,3.5技术参数的确定由悬臂胶带机四种工况计算可得以下设计参数:(1)胶带最大张力,选择EP200X5(4.5+1.5);(2)圆周驱动力,则传动轴功率,需电机功率,所选电机功率为110KW;(3)驱动滚筒合张力为,取传动滚筒直径,则驱动滚筒扭矩;(4)改向滚筒合张力为;(5)悬臂胶带机采用垂直重锤拉紧形式,所以拉紧力4、结论悬臂式斗轮堆取料机悬臂胶带机技术参数的计算过程包含了胶带机上运、下运、头驱、尾驱典型形式计算,依据计算结果选择合理的配套件,为悬臂输送机的整机布置设计提供依据。
侧式悬臂石灰石堆料机行走驱动装置控制方式改造
生的转矩随频率增大(速度升高)而逐渐增大,可以
KM3反转
很好起到缓冲作用,减轻堆料机启动过程中对导轨 的冲击。
堆料机由运行状态停止时,原控制方式下行走 电机转速直接变为0,堆料机由于惯性对导轨造成
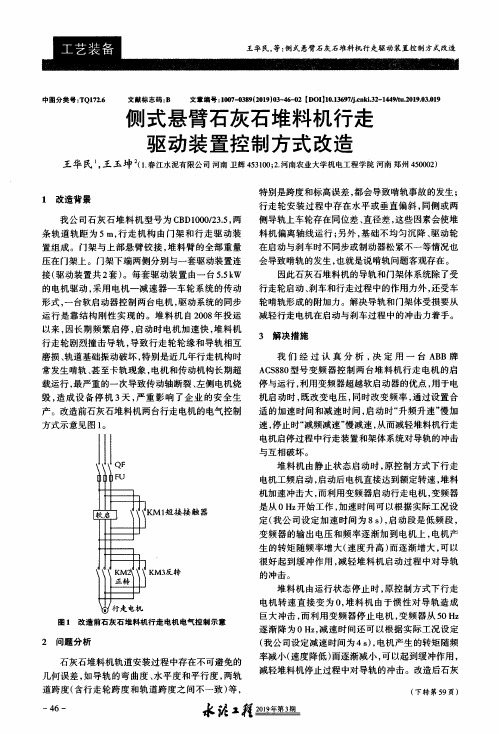
图1改造前石灰石堆料机行走电机电气控制示意 2问题分析
巨大冲击,而利用变频器停止电机,变频器从50 Hz 逐渐降为0 Hz,减速时间还可以根据实际工况设定 (我公司设定减速时间为4 s),电机产生的转矩随频
载运行,最严重的一次导致传动轴断裂、左侧电机烧 毁,造成设备停机3天,严重影响了企业的安全生 产。改造前石灰石堆料机两台行走电机的电气控制 方式示意见图1。
停与运行,利用变频器超越软启动器的优点,用于电 机启动时,既改变电压,同时改变频率,通过设置合 适的加速时间和减速时间,启动时“升频升速”慢加 速,停止时“减频减速”慢减速,从而减轻堆料机行走 电机启停过程中行走装置和架体系统对导轨的冲击
表1我公司划分的VLAN
霉
名称
VLAN ID
网段lP
网关IP
(5)增加了MOXA工业核心交换机,并部署了 工业行为审计,通过镜像流量的方式对全网的流量 进行审计与检测;
(6)设立了专门的工控运维管理区,该区通过 工业防火墙进行隔离、并配备了主机白名单、漏洞 扫描。
在进行网络安全及工控安全的同时,除了考虑 以上建设内容外,我公司按照两化融合管理体系建 设和完善了公司机房配置及网络配置,也是保证网 络及工控的必要手段,具体如下:
与互相破坏。
堆料机由静止状态启动时,原控制方式下行走
电机工频启动,启动后电机直接达到额定转速,堆料
Ic洲1短接接触器
机加速冲击大,而利用变频器启动行走电机,变频器 是从0 Hz开始工作,加速时间可以根据实际工况设 定(我公司设定加速时间为8 s),启动段是低频段,
浅谈侧式悬臂堆料机结构及结构优化
1 引言侧式悬臂堆料机广泛应用于水泥、钢铁、冶金、化工、能源等行业中,该设备主要用于对某些均化效果有较高要求的生产原料如钢铁厂的铁粉,水泥厂的石灰石、粘土、磷渣、热电厂的原煤等物料进行预均化处理。
北方重工生产的侧式悬臂堆料机,是二次料场中与取料机配套使用的原料预均化设备,此设备可堆积多种粒度在0~50mm之间的物料,将由来料皮带输送来的物料按照规定的堆料方式均匀的堆积在料场,在此过程中对物料进行预均化处理。
2 主要结构与工作原理2.1主要结构侧式悬臂堆料机(此后简称堆料机)主要由:(1)悬臂部分;(2)导料槽;(3)胶带机;(4)行走机构;(5)来料车;(6)液压系统;(7)照明系统;(8)检测系统;(9)控制室;(10)动力电缆卷盘;(11)控制电缆卷盘等组成。
2.1.1悬臂架由两个变截面的工字型梁构成。
横向用角钢连接成整体。
工字型梁采用钢板焊接成型。
悬臂架上安有胶带输送机,胶带机随臂架可上仰、下俯。
螺旋拉紧装置设在头部卸料点处,拉紧装置使胶带保持足够的张力。
胶带机上设有料流检测装置、打滑检测器、防跑偏等保护装置,胶带机头、尾部设有清扫器。
悬臂尾部同时设有配重系统。
悬臂前端垂吊两个料位计,分别为工作检测和极限检测。
悬臂两侧设有走台,走台上铺设钢格板,一直通到悬臂的前端,以备检修、巡视胶带机。
悬臂下部设有两处支撑铰点。
一处是与行走机构的三角形门架上部铰接,使臂架可绕铰点在平面内回转;另一处是通过球铰与液压缸的活塞杆端铰接,随着活塞杆在油缸中伸缩,实现臂架变幅运动。
液压缸尾部通过球铰铰接在三角形门架的下部。
在悬臂与三角形门架铰点处,设有角度检测限位开关,正常运行时,悬臂在一定角度之间运行;当换堆时,悬臂上升到最大角度。
2.1.2行走机构由三角形门架和行走驱动装置组成。
三角形门架通过球铰与上部悬臂铰接,堆料臂的全部重量施加于三角形门架上。
三角形门架一侧与一套驱动装置铰接,另一侧与另一套驱动装置刚性连接。
《CJ181侧悬臂堆料机》新型干法水泥企业

《CJ181侧悬臂堆料机》新型干法水泥企业侧悬臂堆料机技术文件设备型号:CCBD300/16.5工艺编号:1802图号: CJ181中华人民共和国成都建筑材料工业设计研究院有限公司2012.04技术文件-总目录中国,成都,CDICCBD300/16.5侧悬臂堆料机 Page 1 / 1总目录 (中文)02.15.2012 Created by CDI 05.04.2012 Revised by CDI 总目录-封面 -总目录A 卷安装资料B 卷操作与维护C 卷电气资料D 卷外购件资料侧悬臂堆料机技术文件A卷安装资料技术文件—A 卷中国,成都,CDICCBD300/16.5侧悬臂堆料机 Page 1 / 6A1设备概述 (中文)05.23.2008 Created by CDI 05.04.2012 Revised by CDI 1 设备概述目录1 设备概述 (1)1.1 额定数据...............................................................................................................2 1.2 工艺说明...............................................................................................................3 1.3 结构说明 (4)1.3.1 概述.............................................................................................................4 1.3.2 结构说明 (4)技术文件—A卷中国,成都,CDICCBD300/16.5侧悬臂堆料机Page 2 / 6 A1设备概述(中文) 05.23.2008 Created by CDI 05.04.2012 Revised by CDI1.1 额定数据设备名称:CCBD300/16.5侧悬臂堆料机?堆料能力:300t/h物料:原煤粒度:≤30mm密度:0.9t/m3休止角:42°环境温度:-3.2-32.7℃堆料量:300t/h输送带带宽:800mm带速:1.6m/s行走装置行走速度:18.8m/min技术文件—A 卷中国,成都,CDICCBD300/16.5侧悬臂堆料机 Page 3 / 6A1设备概述 (中文)05.23.2008 Created by CDI 05.04.2012 Revised by CDI1.2 工艺说明本设备是用于水泥厂原煤预均化堆场。
侧式堆料机操作 .及动作原理

侧式堆料机操作及动作原理一:机上手动堆料1;转换开关打到机上,堆料2;按屏幕皮带启动按钮,启动堆料皮带。
3;按屏幕左行或右行按钮堆料机行走启动,每次行走到工作限位行走自动停止,然后按相反方向行走,如中途要停止,按行走停止按钮。
4;手动堆料悬臂不能自动抬起,当料堆快要碰到料位计时,按上升,上升高度由人为掌握。
二;机旁手动堆料1;转换开关打到机旁,堆料2;按在操作室外面的左右行走按钮,和皮带电机启动按钮.其原理与机上手动操作相同三:机上自动堆料1;转换开关打到机上,堆料2;把悬臂下降到相对料堆最底位。
3;按屏幕自动[启/停]按钮自动堆料开始,所有动作不用人工操作都会自动运行,首先皮带启动然后行走开始,每次行走到工作限位机器会自动返回,当料堆碰触到料位计时悬臂会自动抬起, 当悬臂上升到上工作限位的同时料位计触料,堆满报警开始,然后延迟10分钟后机器会自动停机。
四;机上调机[换堆]1;转换开关打到机上,换堆2;把悬臂上升到上限位。
3;按屏幕左或右行按钮,调车行走开始。
4: 取料机必须停止工作并把料耙收到后工作限!五;中控自动堆料1;手动把悬臂下降止相对料堆最底位。
2;转换开关打到中控,堆料。
3;由中控发出长驱信号机器开始运行,所有动作不用人工操作都会自动运行,动作过程与原理与机上自动相同。
六: 屏幕参数设置障1.机器断电后开机必须先进行堆位修整,否则机器无法开启,屏幕上有显示(修整方法)(1)进入参数设置(2)按断电后堆位修整(3)以机器所在堆位为准按数字键(按回车键确认)(4)如果第一次修整错误可重新修整.但必须先设置零确认后再设置正确堆位!2.行走频率设置0--50Hz(建议堆料行走频率在15-25之间)调车频率设置0--50Hz3.皮带打滑开关可设置无效(开关损坏无配件情况下)4:堆料机与取料机的两机联络信号也可设置无效.(只有在两台机同时送电而联络信号有效时才能设置有效,不然机器无法开启. 5:机器出现故障报警必须先处理完故障然后复位再确认才能返回到操作界面.注: 常检查左右行程限位开关,极限开关,上下限位开关是否处在正常完好状态,如有损坏及时维修,不然机器无法正常运行,特别是不能开启机上自动及中控自动!浙江嘉兴一建2014.04.24。
最新侧式悬臂堆料机(CBD30017)侧式刮板取料机(CGQ15026)安装使用说明书
侧式悬臂堆料机(C B D30017)侧式刮板取料机(C G Q15026)安装使用说明书目录1 说明················································································ (1)2 设备用途················································································ (1)3 主要技术性能参数 (1)3.1 物料特性 (1)3.2 料场参数 (1)3.3 堆料机性能参数 (1)3.4 取料机性能参数 (2)4 基本构造和工作原理················································································ (3)4.1 堆料机 (3)4.2 取料机 (4)5 工作原理················································································ (5)6 操作 (6)6.1 手工操作 (6)6.2 自动操作 (6)6.3 机旁(维修)操作 (7)6.4 调车 (7)6.5 事故停车 (7)7 检查、维修················································································ (7)7.1 检修 (7)7.2 设备故障的诊断及处理 (8)7.3 报警信号 (8)7.4 润滑 (8)7.5 取料机的检查项目和要求················································································ (9)8 安装 (9)8.1 安装前准备 (9)8.2 堆料机安装 (10)8.3 取料机的安装 (11)9 试车················································································ (13)9.1 试车前的准备 (13)9.2 空负荷试车 (14)9.3 负荷试车 (14)9.4 试车的连续性 (15)1 说明本机安装在焦作千业的综合料场。
悬臂斗轮堆取料机设备技术要求
悬臂斗轮堆取料机设备技术要求1总的技术要求a.投标人提供的设备应功能完整、技术先进,并能满足人身安全和劳动保护条件。
b.所有设备均应正确设计和制造,在正常工况下均能安全、持续运行,而不应有过度的应力、振动、温升、磨损、腐蚀、老化等其它问题,设备结构应考虑方便日常维护(如加油、紧固等)需要。
招标人欢迎投标人提供优于本规范书要求的先进、成熟、可靠的设备及部件。
c.设备零部件应采用先进、可靠的加工制造技术,应有良好的表面几何形状及合适的公差配合。
招标人一般不接受带有试制性质的部件。
d.外购配套件,必须选用优质、节能、先进的定型产品,并有生产许可证及生产检验合格证。
严禁采用国家公布的淘汰产品。
减速机、控制及液压系统须采用进口产品,进口设备及部件清单、外购件清单,按招标人确认的厂家或品牌供货。
e.投标人应对外购的部件及材料进行检验,并对其质量、性能负责。
f.易于磨损、腐蚀、老化或需要调整、检查和更换的部件应提供备品、备件,并能比较方便地拆卸、更换和修理。
所有重型部件均应具有便于安装和维修需要的起吊或搬运条件。
电动机、减速机质量在20kg以上时应提供环形螺栓、吊钩或其它能安全起吊的装置。
g.所用的材料及零部件(或元器件)应符合有关规范的要求,且应是优质的和新型的,并能满足当地环境条件的要求。
h.机械零部件有良好的互换性,所有的设备和材料能满足所使用工况条件的要求。
i.固定设备的基础螺栓原则上不采用直埋方式,尽量采用预留孔洞二次灌浆固定方式(二次灌浆材料由投标人负责)。
j.设备制造中结构钢材需进行喷丸(砂)预处理。
k.所使用的零件或组件有良好的互换性,所有的减速器齿轮均应采用硬齿面,减速器应转动灵活、密封良好、无冲击和漏油现象。
减速机(含减速一体电机)选用SEM弗兰德、罗西优质产品,最终厂家由招标人确认。
1.液压系统及部件在组装前必须进行清洗,组装后密封好、无冲击和渗漏现象。
油箱油温一般控制在35~50°C范围内,油箱油温不得超过60℃。
浅谈侧式悬臂堆料机桥式斗轮取料机控制系统的设计
P R O F I B U S — D P 、 光 纤通 讯等 的应 用 。
关键 词 : 控 制理 论 ; P L C: 工业 以 太 网
1堆取 料机 控 制系 统现状 1 . 1堆 取料 机 的特点 侧式悬臂堆料机桥式斗轮取料机具有 占地面积小 ,物料贮量大 等优点是现今应用最广泛的均化设备 , 在港口、 码头、 大型 电厂、 水 泥 厂、 矿山都可以见到它的影子。随着科学技术的不断发展 , P L C功能 日渐 强 大 , 网络 通 讯 功能 的应 用 , 使 功 能控 制 更 加 集 中 , 监 测 能力 更 加完备 , 侧式悬臂堆料机和桥式斗轮取料机控制技术也 日臻完善。 1 . 2堆取 料 机 的工艺 流程 侧式悬臂堆料机和桥式斗轮取料机配套使用 ,侧式悬臂堆料机 由堆料臂 、 配重块 、 驱动装置 、 液压系统、 主控制室 、 动力电缆卷盘 、 控 制电缆卷盘和来料小车等部分组成 ; 桥式斗轮取料机 由收料皮带 、 耙 车、 斗轮 、 行走小车、 动力电缆卷盘及控制电缆卷盘等部分组成。 侧式 悬臂堆料机采用往复鳞状堆料的方法 ,桥式斗轮取料机采用横断面 取 料方 法 。 1 . 3堆取 料 机 的控制 方式 侧式悬臂堆料机和桥式斗轮取料机分三种控制方式 , 自动方式、 手动方式 、 维修方式 , 其中 自动方式又分为机上 自动和中控室 自动 , 中控 室 自动 控制 实 现 了设 备 的远 程遥 控操 作 。 1 . 4堆取料机动作联锁流程 侧 式悬 臂 堆料 机 和 桥式 斗轮 取 料机 在 同一 个料 场 工作 ,正常 工 作 时它 们是 相对 独立 的个 体 。
侧式悬臂堆料机 自动工作时的起机顺序是首先将悬臂降低至下 极限, 由中控室或机上发出 自动工作命令 , 堆料机发出起机响铃预警 1 5 秒, 之后皮带启动, 5秒后 , 行走驱动运行并伴有移动警告 , 堆料机 在堆料 区域往返行走 , 卸料皮带机同时卸下物料 , 堆料机在远离料场 中心 一侧 的停 留点是 固定 的 , 称 为 固定 点 。 在 靠近 料场 中心一侧 的停 留点 是可 变 的 , 即每次 回缩 一段 距 离 , 称 为 可变 点 。为保证 堆形 , 堆 料 机 在 固定 点 、 可 变点 的停 留时 间是 可 调 的 。每次 堆料 时 , 堆料 机 总 是 向 固定 点方 向行走 , 在 固定点 与 可变 点之 间 往返 行走 进 行堆 料 , 直 到 堆料臂上的料位检测开关触料后液压俯仰系统工作 ,这时俯仰系统 自动 上 升一 段 距离 ,待 堆 料机 达 到堆 满 开关 时会 向中控 室 发 出堆 满 停车申请 ,中控室或机上发 出正常停机命令停止堆料皮带和堆料机 的运 行 。侧式 悬臂 堆料 机 会按 起动 时 的相 反顺 序依 次停 车 。 3 - 2工 业 以太 网 桥式斗轮取料机自动工作的起删 顿序是 ,启动命令发出响铃 1 5 本项 目中工业以太网的应用是为了实现堆料机与取料机之间的 秒, 响铃完毕启动输送皮带, 5秒后斗轮启动 ( 由于料场位置不同, 斗 信息 传递 。 轮旋转的方向不同) , 7秒后斗轮小车后行( 靠近控制室一侧 ) , 待物料 工业 以太 网的特 点 : 取完一个横断面 , 斗轮小车后行碰到后行程 , 这 时斗轮小车停止 , 取 ( 1 ) E t h e r n e t 是全开放 、 全数字化的网络 , 遵照网络协议不同厂商 料 机大 车会 向前运行 ( 靠近物料 ) 0 . 5米 , 之后斗轮小车前行 , 待碰到 的设备可以很容易实现互联 。 前行程 , 斗轮又完成一个 横断面取料 , 小车停止 , 大车向前 运行 0 . 5 ( 2 ) 以太网能实现工业控制网络与企业信息网络的无缝连接 , 形 米 。取料机如此反复工作 , 直到碰到料取完限位。取料机的停机顺序 成企业 级 管控 一体 化 的全开 放 网络 。 是 起 机 的逆 续 , 先 停 大 车行 走 和 小 车 行走 , 之后 是 斗 轮 , 最 后 停输 料 ( 3 ) 软硬件成本低廉 , 由于 以太网技术 已经非常成熟 , 支持以太 皮带。 网的软硬件受到厂商 的高度重视和广泛支持 ,有多种软件开发环境 侧式 悬 臂 堆料 机 和桥 式斗 轮 取料 机 正常 停机 后 ,堆 料机 大臂 抬 和硬件设备供用户选择。 到上极 限 , 取料 机 的斗 轮开 到后 行 程 , 以便 两 台设 备交 叉换 堆 。 ( 4 ) 通信速率高, 随着企业信息系统规模的扩大和复杂程度 的提 2堆 取料 机设 计 的原 则 、 硬 件及 辅助 系统 设计 高, 对信息量 的需求也越来越大 , 有时甚至需要音频 、 视频数据的传 2 . 1 P L C硬 件 的组态 选择 输 ,目前以太 网的通信速率为 1 0 M、 1 0 0 M 的快速 以太 网开始广泛应 本文 介 绍 的侧 式悬 臂堆 料 机 和桥 式斗 轮 取料 机 其控 制 系统有 如 用 , 千兆 以太 网技术也逐渐成熟, 1 0 G以太网也正在研究 , 其速率 比目 下特点 : 前 的现 场 总线快 很 多 。 选用 西 门 子 S 7 3 0 0系列 P L C ; 由E T 2 0 0和有 源底 板 构成 的可热 ( 5 ) 可持续发展潜力大 , 在这信息瞬息万变的时代 , 企业的生存 插拔的输入输 出模块系统 ; 堆料机 、 取料机与中控室采用 D P通讯 , 中 与发展将很大程度上依赖 于一个快速而有效 的通信管理 网络,信息 控室为 D P通讯的主站 , 堆料机和取料机 为 D P通讯的从站 ; 堆料机 技术与通信技术的发展将更加迅速 , 也更加成熟 , 由此保证了以太网 与 取 料机 之 间 的通 讯采 用 工业 以太 网 ,堆 料 机为 主 站 ,取料 机 为从 技 术不 断地 持续 向前 发展 3 - 3 PROFI BUS — DP 站, 两种通讯都通过光纤介质传输 , 在硬件选型时需要选用将 D P信 号转变为光纤信号的 O L M 以及将工业 以太 网的电信号转换为光信 P R O F I B U S— D P用于现场层的高速数据传送 。主站周期地读取 号 的光电转换器 , 并将运行时的数据显示在西门子触摸屏上 。 从站的输入信息并周期地 向从站发送输出信息。总线循环时间必须 2 . 2堆 取料 机驱 动 系统 的设 计 要 比主站 ( P L C )程 序循环 时间短 。除周期性 用户数据 传输外 , 2 . 2 . 1侧式悬臂堆料机主回路 P R O F I B U S ~ D P还提供智能化设备所需的非周期性通信以进行组态 ,
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
第24卷第2期
2001年4月鞍山钢铁学院学报Journal of Anshan Institute of I.&S.Technology Vol.24No.2Arp.,2001
侧式悬臂混匀堆料机行走速度与胶带运行速度的匹配
崔红杰1,宋宝华2
(1.鞍山钢铁学院高等职业技术学院,辽宁鞍山 114002;2.沈阳矿山机械有限责任公司设计院,辽宁沈阳 110042)
摘 要:混匀堆料机的混匀效果一直是堆料机设计中首要考虑的问题.根据侧式悬臂混匀堆料机人字形堆料工艺的原理,任意两层堆积的物料量相等是提高原料的混匀效果的重要因素,从而导出行走速度与来料、悬臂胶带机运行速度的匹配关系.
关键词:堆料机;人字形堆料法;胶带机;运行速度中图分类号:TH23711;TH222 文献标识码:A 文章编号:1000Ο
1654(2001)02Ο0104Ο03 自80年代初期以来,侧式悬臂混匀堆料机在我国水泥、煤炭、冶金等行业的原料预均化堆场已得到广泛的应用.随着科技的发展和工业水平的提高,原料堆场对混匀堆料机混匀效果的要求越来越高,而影响堆料机混匀效率的因素主要是物料的堆积层数和每层堆积的物料量.在传统的堆料机设计中,很少考虑由于堆料机往复行走时堆料能力的不同对混匀效果产生的影响,而实际上由于堆料机的来回行走堆料,造成来回各堆一层料时的料量不同,从而影响了混匀效率.因而,合理的确定堆料机大车前进与后退的运行速度及与来料、悬臂胶带机带速的关系,使每层物料的堆积量相等,是堆料机取得理想混匀效果应该考虑的重要因素.
1 堆料机的工作原理及堆料工艺
侧式悬臂混匀堆料机主要由行走机构、变幅机构、悬臂胶带机、来料车、电缆卷盘、轨道系统等组成.图1 侧式悬臂混匀堆料机堆料工艺Fig.1 Piling Technics for Side-Style Cantalever Blend Piling Machine 从原料场来的物料经过来
料胶带机和堆料机上的来
料车,卸至悬臂胶带机上,
再由悬臂胶带机运至预均
堆场中.堆料机在可编程序
控制器(PLC )的控制下,大
车在堆料区域内沿着轨道
作水平方向的往复运动,每
运行一次物料堆积一层,往
复运行多次后,堆料臂抬高
一个预先给定的高度,直到
最高点,物料靠自然堆积形
成横断面为人字形的长形料堆,如图1.根据预均化堆场的堆料工艺,堆料层数一般要保证在400-600层.
收稿日期:2001-03-15.
作者简介:崔红杰(1966-),女,天津人,讲师.
经过以上论述可以看出,如果在料堆横断面任意两层堆积的物料量相等,可以达到更加理想的混匀效果,即堆料机前进任意一个行程堆到堆场的物料和后退任意一个行程所堆到堆场的物料必须保持相等.
2 堆料机大车行走速度与胶带机运行速度的关系
如图2所示,设混匀堆料机大车运行方向与来料胶带机运行方向一致时为前进方向,其速度为v 1,图2 侧式悬臂混匀堆料机在料场中位置Fig.2 Position of Side-Style Cantalever Blend Piling Machine in Stuff Field
相反时为后退,其速度为v 2;再设来料
胶带机的带速为v 0,悬臂胶带机的带速
为v 3,当堆料机前进时,来料胶带机相
对于悬臂胶带机的运行速度为v 0-v 1.
当堆料机后退时,来料胶带机相对于悬
臂胶带机的带速为v 0+v 2.可以得出:
大车停止时的堆料能力为
Q 0=S 1v 0k 1ρ
(1)式中,S 1为来料胶带机上物料的截面
积;k 1为来料胶带机及来料车的倾斜系
数;ρ为物料容重.
大车前进行驶时的堆料能力为
Q 1=S 1(v 0-v 1)k 1ρ
(2)大车后退行驶时的堆料能力为
Q 2=S 1(v 0+v 2)k 1ρ(3)令堆料机前进行驶单位料场长度所堆物料为A 1,令堆料机后退行驶单位料场长度所堆物料为A 2,则有A 1=S 1(v 0-v 1)k 1ρv 1
(4)A 2=S 1(v 0+v 2)k 1ρ
v 2(5)
由堆料机堆料工艺分析知道,为了达到满意的堆料效果,任意单位料场长度内堆料机前进行驶堆到料场的料量与后退行驶堆到料场的料量必须相等,即A 1=A 2.所以
S 1(v 0-v 1)k 1ρv 1=S 1(v 0+v 2)k 1ρ
v 2
由此可得出大车在行走速度与来料胶带机带速的匹配关系,即
v 0-v 1v 1=v 0+v 2v 2(6)
3 堆料机行走速度、来料胶带机带速与悬臂胶带机带速的关系
由堆料机工作原理知道,堆料机中悬臂胶带机的作用是把来料胶带机输送来的物料运至堆场中.为了保证堆料机输送物料的可靠性,必须使悬臂胶带机的堆料能力大于或等于来料胶带机的最大堆料能力.
设悬臂胶带机的输送能力为Q 3,则Q 3=S 2v 3k 2ρ
(7)式中,S 2为悬臂胶带机上物料截面积;k 2为悬臂胶带机的倾斜系数.
・501・第2期 崔红杰,等:侧式悬臂混匀堆料机行走速度与胶带运行速度的匹配
由前面分析知道
Q 0=S 1v 0k 1ρ
Q 1=S 1(v 0-
v 1)k 1ρ
Q 2=S 1(v 0+v 2)k 1ρ
其中Q 2>Q 0>Q 1,所以须使Q 3≥Q 2,即
S 2v 3k 2ρ≥S 1(v 0+v 2)k 1ρ
也就是
v 3≥S 1S 2k 1k 2(v 0+v 2)(8)
这就是堆料机大车行走速度、来料胶带机带速与悬臂胶带机带速的关系.
如果来料胶带机和悬臂胶带机的带宽、倾角相同,则公式简化为
v 3≥v 0+v 2(9)
4 结 论
根据本文论述的大车行走速度与来料胶带机、悬臂胶带机带速的匹配关系确定堆料机有关运动参数,可使堆料机的大车行走任意单位距离时所堆至预均化堆场的料量相等,且在料堆横截面上每一层物料的截面积相等,从而大大加强了堆料机的混匀效率.该运行参数的匹配关系只要在堆料机行走机构中使用变频调速电机,并把变频调速器信号接入可编程序控制器(PLC )予以控制即可实现,简单易行、成本低廉.
侧式悬臂混匀堆料机在我国使用的时间不长,但其优越性已越来越被认识.因此,提高混匀堆料机的混匀效率在堆料机的设计中显得愈来愈重要.本文论述的只是提高堆料机混匀效率的一个方面,希望对今后混匀堆料机的设计有所帮助.
参考文献:
[1] 钟一律,翟东波.原料预均化堆场的设计在水泥工业中的应用[J ].连续输送技术,1994(3):12-17.
[2] 北京起重运输机械研究所.DT Ⅱ固定式带式输送机设计选用手册[M ].北京:冶金工业出版社,1994.1.
[3] 高长明.矿物原料预均化[M ].北京:中国建筑工业出版社,1983.1.
Matching of W alking -V elocity of Side-Style C antalever Blend
Piling Machine with One of T ransmittal Strap
CU I Hong-jie 1,S ON G B ao-hua 2
(1.School of Higher Vocational Technolgy ,Anshan Institute of I.&S.Technology ,Anshan
114002,China ;2.Designing Institute ,Shenyang Mine Machine Co.Lid ,Shenyang 110042,China )
Abstract :Uniformity effect of blend piling machine is always the importance problem in design of blend pil 2ing machine.This paper explained it is a important factor of increasing uniformity effect that making stuff quantity of double-deck faculative equal ,and inferring the matching relation of walking-velocity of blend pil 2ing machine with one of stuff and transmittal strap.
K ey Words :piling machine ;method of piling-herringbone ;strap transmission ;walking-velocity
(R eceived March 15,2001)・
601・ 鞍山钢铁学院学报 第24卷。