小五金手册
五金工具使用电子手册

五金工具使用电子手册
五金工具是各种行业中不可或缺的工具,能够完成各种不同的任务。
本电子手册提供了一些常用的五金工具及其使用方法,以帮助用户更好地了解和使用这些工具。
螺丝刀
螺丝刀是一种常用的五金工具,用于拧紧和松开螺丝。
螺丝刀有不同的类型,包括一字螺丝刀和十字螺丝刀。
使用螺丝刀时,请将其插入螺丝头部的槽口中,然后旋转螺丝刀以拧紧或松开螺丝。
扳手
扳手是一种用于拧紧和松开螺母和螺栓的工具。
扳手有不同的类型,包括活动扳手和固定扳手。
使用扳手时,请将其放在螺母或螺栓上,然后旋转扳手以拧紧或松开它们。
锤子
锤子是一种用于敲打物体的工具,可以用于敲打钉子、螺丝钉和其他物品。
使用锤子时,请将锤头放在物品上,然后用手握住锤柄并
挥动锤子以敲打物品。
钳子
钳子是一种用于夹住和扭曲物体的工具,可以用于夹住钉子、螺丝钉和其他小物品,也可以用于扭曲电线和其他细小的物品。
使用钳子时,请将钳口打开,然后将物品放入钳口中,最后握住钳柄并用力夹
住物品。
螺丝锥
螺丝锥是一种用于制作螺纹的工具,可以用于制作内螺纹和外螺纹。
使用螺丝锥时,请将其插入钻头中,然后旋转螺丝锥以制作螺纹。
以上是一些常用的五金工具及其使用方法。
在使用五金工具时,请注意安全,并确保使用正确的工具以避免损坏物品。
幕墙五金手册

幕墙五金手册
幕墙五金手册是指关于幕墙系统中使用的五金部件的技术资料手册,包括五金部件的种类、规格、安装方法、性能要求等内容。
幕墙五金主要包括以下几个方面的内容:
1. 挂件:用于固定幕墙玻璃、铝板、石材等材料的金属构件,包括吊装挂件、侧固定挂件、上下固定挂件等。
2. 导轨:用于固定幕墙板的导向装置,包括横向导轨、纵向导轨等。
3. 拉杆:用于连接挂件和幕墙板的金属杆件,一般采用不锈钢材质,具有一定的强度和抗拉性能。
4. 连接件:用于连接各种五金部件的金属构件,包括螺栓、螺母、膨胀螺栓等。
5. 密封件:用于幕墙系统的密封和防水功能,包括胶条、胶垫、密封胶等。
幕墙五金手册通常由幕墙系统厂家或相关行业组织编制,提供给设计师、安装工人和维护人员参考使用。
通过使用幕墙五金手册,可以确保幕墙系统的安装质量和性能达到设计要求,同时也可以提供参考和依据,帮助解决一些技术难题。
个人版五金手册

1 冷轧钢板(YB459-64) 2 冷轧铜条(YB459-64) 3 特殊用冷轧黄铜条(YB555-65) 4 冷轧黄钢板(YB460-71) 5 特殊用冷轧黄钢板(YB555-65) 6 铝及铝合金板 7 铅板(GB1470-79) 8 纯铜带(YB464-64) 9 铝带 10 热轧铜条(YB454 钢板网 15 钢丝纱(窗纱) 16 紫铜丝布(紫铜纱) 17 黄铜丝布(黄铜纱) 18 铝及铝合金直角角型材(XC111) 19 铝及铝合金直丁字型材(XC211) 20 热轧铜板(YB459-64) 21 铝及铝合金等边等壁工字型材(XC511) 22 铝及铝合金等边等壁Z字形型材(XC411) 23 铝及铝合金槽形型材(XC311) 24 冷拔(轧)无缝钢管(YB231-70) 25 冷拔(轧)无缝钢管(YB231-70) 26 冷弯内卷边槽钢 27 冷弯Z形钢 28 冷弯外卷边槽钢 29 方钢 多面体的体积和表面积计算公式 常用图形求面积、体积公式 30 31 32 33 34 35 36 37 38 39 40 41 42 43 44 45 46 47 48 49 50 51 52 53 54 55 56 57 58 水、煤气输送钢管[冶标(YB)234-63] 电丝套管 电焊钢管[冶标(YB)242-68] 低碳钢丝、电镀锌钢丝 瓦楞白铁皮 马口铁板 薄钢板习用号数的厚度 冷拔(轧)无缝钢管(YB231-70) 锅炉用无缝钢管(YB232-70) 锅炉用无缝钢管(YB232-70) 锅炉用无缝钢管(YB232-70) 热轧无缝钢管(YB231-70) 热轧无缝钢管(YB231-70) 冷弯卷边角钢 冷弯吊顶轻钢龙骨 普通薄钢板 酸洗薄钢板和镀锌薄钢板(YB181-65) 中、厚钢板 花纹钢板(YB184-65) 六角钢[冶标(YB)160-63] 热轧等边角钢[(YB)166-65] 热轧不等边角钢[(YB)167-65] 热轧普通工字钢[(GB)706-65] 热轧轻型工字钢[(YB)163-63] 热轧普通槽钢[(GB)707-65] 热轧轻型槽钢 冷弯方形焊接管 冷弯矩形焊接钢管 热轧黄铜板
最新实用五金手册-(710页)
专业知识篇第 1 页共36 页第一部分基础知识第一章度量当今世界上长度计量单位主要有两种,一种为公制,计量单位为米(m)、厘米(cm)、毫米(mm)等,在欧州、我国及日本等东南亚地区使用较多,另一种为英制,计量单位主要为英寸(inch),相当于我国旧制的市寸,在美国、英国等欧美国家使用较多。
1、公制计量:(10 进制)1m =100 cm=1000 mm1 cm0 1 2 3 4 5 6 7 8 9 10 mm2、英制计量:(8 进制)1 英寸=8 英分1 英寸=25.4 mm 3/8′′×25.4 =9.521/16 3/16 5/16 7/16 9/16 11/16 13/16 15/160 1/8 1/4 3/8 1/2 5/8 3/4 7/8 1 inch3、1/4′′以下的产品用番号来表示其称呼径,如:4#,5#,6#,7#,8#,10#,12#第二章螺纹一、螺纹是一种在固体外表面或表面的截面上,有均匀螺旋线凸起的形状。
根据其结构特点和用途可分为三大类:(一)、普通螺纹:牙形为三角形,用于连接或紧固零件。
普通螺纹按螺距分为粗牙和细牙螺纹两种,细牙螺纹的连接强度较高。
(二)、传动螺纹:牙形有梯形、矩形、锯形及三角形等。
(三)、密封螺纹:用于密封连接,主要是管用螺纹、锥螺纹与锥管螺纹。
二、螺纹配合等级:螺纹配合是旋合螺纹之间松或紧的大小,配合的等级是作用在外螺纹上偏差和公差的规定组合。
(一)、对统一英制螺纹,外螺纹有三种螺纹等级:1A、2A 和3A 级,螺纹有三种等级:1B、2B 和3B 级,全部都是间隙配合。
等级数字越高,配合越紧。
在英制螺纹中,偏差仅规定1A 和2A 级,3A 级的偏差为零,而且1A 和2A 级的等级偏差是相等的。
专业知识篇第 2 页共36 页等级数目越大公差越小,如图所示:1B 2B 3B 螺纹基本中径3A 外螺纹2A1A1、1A 和1B 级,非常松的公差等级,其适用于外螺纹的允差配合。
完整版)五金手册查询表

完整版)五金手册查询表金属材料理论重量表下面是金属材料理论重量计算公式表:表1名称。
单位。
计算公式圆钢、盘条。
㎏/m。
W=0.×d²(d为直径,单位为㎜)螺纹钢。
㎏/m。
W=0.×d²(d为断面直径,单位为㎜)方钢。
㎏/m。
W=0.×d²(d为边宽,单位为㎜)扁钢。
㎏/m。
W=0.×d×b(d为边宽,b为厚,单位为㎜)六角钢。
㎏/m。
W=0.×d²(d为对边距离,单位为㎜)八角钢。
㎏/m。
W=0.0065×d²(d为对边距离,单位为㎜)等边角钢。
㎏/m。
22W=0.×[d×(2b-d)+0.215(R-2r)](b为边宽,d为边厚,R为内弧半径,r为端弧半径)不等边角钢。
㎏/m。
22W=0.×[d(B+b-d)+0.215(R-2r)](B为长边宽,b为短边宽,d为边厚,R为内弧半径,r为端弧半径)槽钢。
㎏/m。
22W=0.×[h×d+2t(b-d)+0.349(R-r)](H为高,b为腿长,d为腰厚,t为平均腿长,R为内弧半径,r为端弧半径)工字钢。
㎏/m。
22W=0.×[h×d+2t(b-d)+0.8584(R-r)](H为高,b为腿长,d为腰厚,t为平均腿长,R为内弧半径,r为端弧半径)钢板。
㎏/㎡。
无公式,根据实际尺寸和厚度查询重量表即可钢管(无缝及焊接钢管)。
㎏/m。
W=0.×S(D-S)(D为外径,S为壁厚,单位均为㎜)注:由于型材在制造过程中有允许偏差值,因此用公式计算的理论重量,与实际重量有一定的出入(误差一般约为0.2~0.7%之间),只能作为估算时的参考。
槽钢理论重量表下面是槽钢的理论重量表:型号。
尺寸(mm)。
高度(h)。
腿宽度(b)。
腰厚度(d)。
理论重量(kg/m)。
备注6.3.40.20.4.8.6.7098.43.20.5.8.04510.48.22.5.3.10.00712.6.53.22.5.5.12.31814a。
实用五金手册
实用五金手册实用五金手册,是一种指导性文档,可为人们提供有关五金工具和硬件的实用信息。
本手册涵盖了实用五金工具种类以及用法。
它可以帮助用户正确使用五金工具,避免不必要的损坏,从而达到高效、安全地完成任务。
本手册涵盖了以下五金工具:钳子:钳子是对金属物体进行紧固、拆卸、折弯、拧入或拧出的常用工具。
它有多种形状,但都有一个主要的特点,即支撑和卡钳的双手把手。
螺丝刀:螺丝刀是安装和拆卸螺丝和螺钉的工具,螺丝刀的形状和尺寸也有很大的变化。
螺丝刀的刀头可以是放大的驼峰形或梯形,也有特殊形状的刀头,可以用于特殊用途或不同螺丝。
撬棍:撬棍用于把开和解开各种机器、气缸等部件,也可以用于紧固或拆卸某类零件。
撬棍有多种形状,除了普通的平型撬棍外,还有弯曲型、瓷管撬棍等。
锤子:锤子用于安装、拆卸、加固金属件或其他件。
它有多种形状,如凿锤、平头锤、大头锤、斜凿锤、定位锤和铣锤等。
钢丝刷:钢丝刷一般用于清洁机器零件、焊接电线、洗涤瓷砖等表面,也可用于把金属表面和装饰表面抛光。
它有各种不同尺寸、硬度和型号等可选。
螺丝起子:螺丝起子是一种精密工具,用于拧紧或松开各种形状的螺丝、螺栓和其他五金件。
螺丝起子有固定式和翻转式,螺丝起子的刀头形状也有扁平螺纹、梯形螺纹和交叉螺纹等可选。
扳手:扳手是常用的安装和拆卸用具,主要用于紧固和拆卸螺母、螺柱和其他把手件。
扳手有组合式、活动式、伸缩式、折叠式和手接式等多种形状可供选择。
此外,本手册还提供了安装和使用五金工具的步骤、注意事项和注意安全常识,以及一些安全驾驶建议等内容,旨在使用者更好地使用五金工具。
五金手册完整版(共65页65种材料)
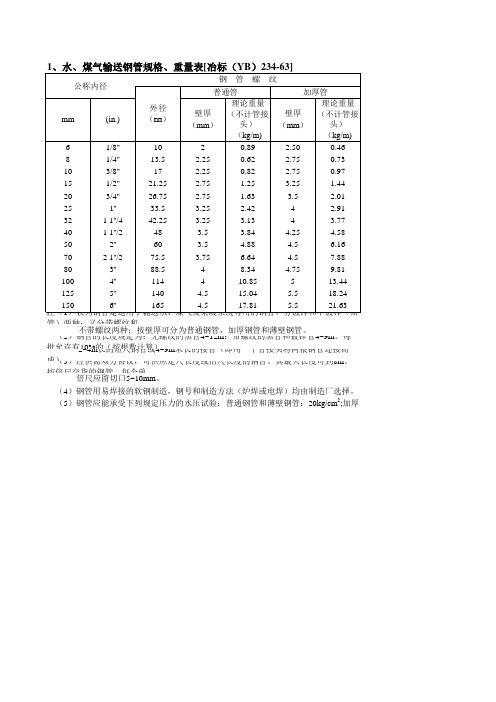
不带螺纹两种;按壁厚可分为普通钢管,加厚钢管和薄壁钢管。
(2)钢管的长度规定为:无螺纹的黑管4~12m;带螺纹的黑管和镀锌管4~9m。
每批允许有10%的(按根数计算) 2~4m长的短尺钢管或4~9m米长的接管(即用一个管接头将两根钢管连接而成)。
(3)经供需双方协议,可供应定尺长度或倍尺长度的钢管。
其最大长度可到8m。
按倍尺交货的钢管,每个单倍尺应留切口5~10mm。
(4)钢管用易焊接的软钢制造,钢号和制造方法(炉焊或电焊)均由制造厂选择。
(5)钢管应能承受下列规定压力的水压试验:普通钢管和薄壁钢管:20kg/cm2;加厚钢管30kg/cm2。
五金手册——精选推荐

五⾦⼿册热轧黄铜板⽅钢冷弯矩形焊接钢管冷弯⽅形焊接管冷弯外卷边槽钢冷弯Z形钢冷弯内卷边槽钢热轧钢筋热轧轻型槽钢热轧普通槽钢热轧轻型⼯字钢热轧普通⼯字钢热轧不等边⾓热轧等边⾓钢六⾓钢圆钢槽钢⾮标花纹钢板中、厚钢板酸洗薄钢板和镀锌薄钢板(普通薄钢板冷弯吊顶轻钢龙⾻冷弯焊接I型管冷弯卷边⾓钢热轧⽆缝钢管1热轧⽆缝钢管过热蒸汽管⽤⽆缝钢管锅炉⽤⽆缝钢管薄钢板习⽤号数的厚度马⼝铁板⽡楞⽩铁⽪规格和重量低碳钢丝、电镀锌钢丝电焊钢管电丝套管⽔、煤⽓输送钢管冷拔(轧)⽆缝钢管2冷拔(轧)⽆缝钢管1铝及铝合⾦槽形型材铝及铝合⾦等边等壁Z字形型材铝及铝合⾦等边等壁⼯字型材热轧铜板铝及铝合⾦直丁字型材铝及铝合⾦直⾓⾓型材黄铜丝布紫铜丝布钢丝纱钢板⽹钢丝⽹刻痕钢丝刺钢丝英国标准线规(BWG)号数与线径的关系热轧铜条铝带纯铜带铅板铝及铝合⾦板特殊⽤冷轧黄钢板多⾯体的体积和表⾯积特殊⽤冷轧黄铜条冷轧铜条冷轧钢板优质钢:各种直径….………………………………………………………………………………………..长2~6mB.定尺长度(合同中确定)C.倍尺长度(合同中确定)短尺圆钢的交货数量不得超过⼀批订货总量的10%。
普通钢短尺不短于2.5m,优质钢短尺不短于1.5m。
(⼀)圆钢规格、重量表[冶标(YB)158-63]边长(mm)截⾯⾯积(cm2)9.001.0016.0025.0036.004.0049.003.8064.0081.005.30100.0078.50注(1)在标准件中,边长105~250毫⽶的⽅钢未列出截⾯⾯积及重量,必要时可参照表列数据的倍数进⾏计算。
(2)⽅钢的长度规定如下:A.通常长度(⾮定尺的):边长26~50mm….……………………………………………………………………………………..长4~9m边长53~110mm….……………………………………………………………………………………长4~8m边长≥120mm….……………………………………………………………………………………..长3~6m各种边长尺⼨………………………………………………………………………………………..长2~6mB.定尺长度(合同中确定)C.倍尺长度(合同中确定)短尺⽅钢的交货数量不得超过⼀批订货总量的10%。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
小五金工程评估手册第1页共57 页目录1.螺钉.............................................................................................61.1螺纹标志及尺寸.........................................................................61.1.1米制细牙螺纹......................................................................71.1.2米制粗牙螺纹.......................................................................81.1.3英制细牙螺纹.......................................................................81.1.4英制粗牙螺纹......................................................................91.2通孔孔径...............................................................................101.3攻螺纹孔孔径..........................................................................111.3.1米制细牙螺纹........................................................................111.3.2米制粗牙螺纹........................................................................111.3.3英制细牙螺纹........................................................................121.3.4英制粗牙螺纹........................................................................131.3.5板材上孔与板边间距..................................................................131.4配合尺寸................................................................................131.5机械性能................................................................................131.6钢板厚度................................................................................141.7特殊螺钉................................................................................151.7.1自攻螺钉.........................................................................151.7.1.1硬化层深度....................................................................151.7.1.2硬度.........................................................................161.7.1.3尺寸.........................................................................16菲菱科思标准化小五金工程评估手册第2页共57 页1.7.1.4工作扭力...........................................................171.7.1.5结合比与预冲孔呎寸关系................................................181.7.1.6钢板孔径及抽牙高.........................................................191.7.2 塑料螺钉....................................................................201.7.2.1 螺纹形状...............................................................201.7.2.2 硬度..................................................................211.7.2.3 螺纹呎寸................................................................211.7.3 浮动螺钉....................................................................211.7.3.1 浮动螺钉形状................................................................211.7.3.2 基本要求..................................................................211.8 螺钉验证方法....................................................................22资料:.......................................................................23A.螺钉常见穴型简介...............................................................23B.常用板材硬度................................................................23C.电镀层..................................................................232.螺母............................................................................242.1制造材料......................................................................242.1.1材料牌号...................................................................242.1.2材质化学成份................................................................242.1.3 机械性能.....................................................................242.1.4 螺母材料的选取..................................................................242.2尺寸及公差......................................................................252.2.1型号为“S. SS. CLS以及CLSS”的自铆螺母尺寸.............................25菲菱科思标准化小五金工程评估手册第3页共57 页2.2.2型号为SP, 专用于不锈钢冲压板件上的自铆螺母尺寸..........................282.2.3型号为H, HN, HNL之易削钢制自锁和防锁螺母的尺寸.........................302.2.4型号为F的自铆螺母尺寸..................................................302.2.5尺寸公差...................................................................322.3 压铆要求.......................................................................322.4配合呎寸.......................................................................352.5螺母验证方法...................................................................353.螺柱............................................................................363.1制造螺柱材料.....................................................................363.1.1材料牌号.....................................................................363.1.2化学成份.....................................................................363.1.3 机械性能.....................................................................363.1.4 螺柱材料的选取.....................................................373.2尺寸....................................................................373.2.1型号为“SO. SON. SOA. SOS. ”的通孔螺柱..............................373.2.1.1一般尺寸.........................................................383.2.1.2螺纹规格和螺柱长度...............................................393.2.2 型号为“BSO.BSON. BSOA.BSOS. ”的盲孔螺柱.............................403.2.2.1一般尺寸.........................................................403.2.2.2螺纹规格和螺柱长度.................................................413.3 公差.........................................................................433.4压铆要求.......................................................................433.5螺柱验证方法.....................................................................44菲菱科思标准化小五金工程评估手册第4页共57 页4.支柱.......................................................................454.1型号为“SO.SON. SOA.SOS”的通孔支柱........................................454.1.1材料牌号...........................................................454.1.2材质化学成份......................................................454.1.3机械性能...........................................................454.1.4 螺柱材料的选取.......................................................464.1.5一般尺寸............................................................464.1.6支柱规格和支柱长度..................................................474.1.7公差..................................................................494.2 其它异型支柱...............................................................494.2.1 制造材料..............................................................494.2.2尺寸...................................................................494.2.3 板材厚度及孔径........................................................514.3压铆要求...................................................................514.4 支柱验证方法...............................................................525.拉钉...........................................................................535.1 拉钉制造材料..............................................................545.2 尺寸.......................................................................545.3 拉钉验证方法...............................................................556.弹簧............................................................................566.1 弹簧制造材料...............................................................566.2弹簧钢丝呎寸..............................................................566.2.1制造弹簧用不锈钢钢丝标准直径............................................56菲菱科思标准化小五金工程评估手册第5页共57 页6.2.2标准钢丝尺寸偏差.............................................................576.3 弹簧自由长度.....................................................................576.4 弹簧外径D ......................................................................576.5弹簧的总圈数....................................................................576.6 弹簧的方向......................................................................576.7弹簧验证方法....................................................................57菲菱科思标准化小五金工程评估手册第 6 页 共 57 页菲菱科思标准化1. 螺钉定义:由头部和螺杆两部份构成的一类紧固件.本手册中包括的螺钉主要有机械螺钉、自攻螺钉、塑料螺钉和浮动螺钉等. 机械螺钉:由头部和螺杆两部份构成的一类金属紧固件﹒主要用于一个带有内螺纹孔的零件与带有通孔的零件之间的紧固联接,不需要螺母配合;也用于带有通孔的零件之间的紧固联接,但要与螺母配合﹒属可拆卸连接.自攻螺钉:由头部和螺杆两部份构成的一类金属紧固件,但螺杆上的螺纹为专用的自攻螺钉用螺纹﹒用于紧固联接两个薄的金属构件,使之成为一体,构件上需事先制出小孔﹒这种螺钉具有较高的硬度,可直接旋入构件的孔中,使构件孔中形成相应的内螺纹﹒塑料螺钉:由头部和螺杆两部份构成的一类金属紧固件,但螺杆上的螺纹为专用的塑料螺钉用螺纹﹒可直接旋入塑料件中,用于把一个带通孔的金属(或非金属)零件与一个塑料件紧固联接在一起﹒浮动螺钉:压铆于冲件预制孔内, 用于经常拆装之冲压件的把手螺钉, 其结构特点是螺钉本体内包含弹性体. 1.1 螺纹标志及尺寸(除非特别指明,适用于所有的螺钉、螺母和螺柱)螺纹分为外螺纹和内螺纹两种,一般螺钉为外螺纹形式,螺母或螺柱为内螺纹形式,常用的螺纹如图标.小五金工程评估手册第7页共57 页H:原始三角形高度P:螺距D:内螺纹公称直径d:外螺纹公称直径H1:螺纹牙高D2:内螺纹中径D1:内螺纹小径d2:外螺纹中径d1:外螺纹小径n为每英寸牙数.1.1.1米制细牙螺纹H =0.866025P d2=d-0.649519P D=dH1=0.541266P d1=d-1.082532P D2=d2D1=d1单位mm螺纹标志P H1d(D) d2(D2)d1(D1)M1 ×0.20.2 0.108 1.000 0.870 0.783M1.1×0.20.2 0.108 1.100 0.970 0.883M1.2×0.20.2 0.108 1.200 1.070 0.983M1.4×0.20.2 0.108 1.400 1.270 1.183M1.6×0.20.2 0.108 1.600 1.470 1.383M1.8×0.20.2 0.108 1.800 1.670 1.583M2 ×0.250.25 0.135 2.000 1.838 1.729M2.2×0.250.25 0.135 2.200 2.038 1.929M2.5×0.350.35 0.189 2.500 2.273 2.121M3 ×0.350.35 0.189 3.000 2.773 2.621M3.5×0.350.35 0.189 3.500 3.273 3.121M4 ×0.50.5 0.271 4.000 3.675 3.459M4.5×0.50.5 0.271 4.500 4.175 3.959M5 ×0.50.5 0.271 5.000 4.675 4.459M5.5×0.50.5 0.271 5.000 5.175 4.959菲菱科思标准化小五金工程评估手册第8页共57 页M6 ×0.750.75 0.406 6.000 5.513 5.1881.1.2米制粗牙螺纹H =0.866025P d2=d-0.649519P D=dH1=0.541266P d1=d-1.082532P D2=d2D1=d1单位mm螺纹标志P H1d(D) d2(D2)d1(D1) M1 0.25 0.135 1.000 0.838 0.729M1.1 0.25 0.135 1.100 0.938 0.829M1.2 0.25 0.135 1.200 1.038 0.929M1.4 0.3 0.162 1.400 1.205 1.075M1.6 0.35 0.189 1.600 1.373 1.221M1.8 0.35 0.189 1.800 1.573 1.421M2 0.4 0.217 2.000 1.740 1.567M2.2 0.45 0.244 2.200 1.908 1.713M2.5 0.45 0.244 2.500 2.208 2.013M3 0.5 0.271 3.000 2.675 2.459M3.5 0.6 0.325 3.500 3.110 2.850M4 0.7 0.379 4.000 3.545 3.242M4.5 0.75 0.406 4.500 4.013 3.688M5 0.8 0.433 5.000 4.480 4.134M6 1 0.541 6.000 5.350 4.9171.1.3英制细牙螺纹P=25.4÷n H =0.866025P d=(d)×25.4 D=dH1=0.541266P d2=(d-0.649519/n)×25.4 D2=d2d1=(d-1.082532/n)×25.4 D1=d1菲菱科思标准化小五金工程评估手册第9页共57 页单位mm螺纹标志(Reference) n P H1d(D) d2(D2)d1(D1) No. 0-80 UNF 0.0600-80 UNF 80 0.3175 0.172 1.524 1.318 1.181No. 1-72 UNF 0.0730-72 UNF 72 0.3528 0.191 1.854 1.626 1.473No. 2-64 UNF 0.0860-64 UNF 64 0.3969 0.215 2.184 1.928 1.755No. 3-56 UNF 0.0990-56 UNF 56 0.4536 0.246 2.515 2.220 2.024No. 4-48 UNF 0.1120-48 UNF 48 0.5292 0.286 2.845 2.502 2.271No. 5-44 UNF 0.1250-44 UNF 44 0.5773 0.312 3.175 2.799 2.550No. 6-40 UNF 0.1380-40 UNF 40 0.6350 0.344 3.505 3.094 2.817No. 8-36 UNF 0.1640-36 UNF 36 0.7056 0.382 4.166 3.708 3.401No. 10-32 UNF 0.1900-32 UNF 32 0.7938 0.430 4.826 4.310 4.967No. 12-28 UNF 0.2160-28 UNF 28 0.9071 0.491 5.486 4.897 4.5031.1.4英制粗牙螺纹P=25.4÷n H =0.866025P d=(d)×25.4 D=dH1=0.541266P d2=(d-0.649519/n)×25.4 D2=d2d1=(d-1.082532/n)×25.4D1=d1单位mm螺纹标志(Reference) n P H1d(D) d2(D2)d1(D1) No. 1-64 UNC 0.0730-64 UNC 64 0.3969 0.215 1.854 1.598 1.425No. 2-56 UNC 0.0860-56 UNC 56 0.4536 0.246 2.184 1.890 1.694No. 3-48 UNC 0.0990-48 UNC 48 0.5292 0.286 2.515 2.172 1.941No. 4-40 UNC 0.1120-40 UNC 40 0.6350 0.344 2.845 2.433 2.156No. 5-40 UNC 0.1250-40 UNC 40 0.6350 0.344 3.175 2.764 2.487No. 6-32 UNC 0.1380-32 UNC 32 0.7938 0.430 3.505 2.990 2.647No. 8-32 UNC 0.1640-32 UNC 32 0.7938 0.430 4.166 3.650 3.307No. 10-24 UNC 0.1900-24 UNC 24 1.0583 0.573 4.826 4.138 3.680菲菱科思标准化第 10 页 共 57 页菲菱科思标准化No. 12-24 UNC 0.2160-24 UNC 24 1.05830.573 5.486 4.798 4.3411.2通孔孔径螺钉连接零件上预制之通孔如图标:通孔孔径之尺寸如下表(单位mm):螺钉公称直径通孔直径(d) mm 1级 2级 3级 4级 1 1.1 1.2 1.3 1.2 1.3 1.4 1.5 1.4 1.5 1.6 1.8 1.6 1.7 1.8 2 1.7 1.8 2 2.1 1.8 2.0 2.1 2.2 2 2.2 2.4 2.6 2.2 2.4 2.6 2.8 2.3 2.5 2.7 2.9 2.5 2.7 2.9 3.1 2.6 2.8 3 3.2 3 3.2 3.4 3.6 3.5 3.7 3.9 4.2 4 4.3 4.5 4.8 5.5 4.5 4.8 5 5.3 6 55.35.55.86.5第 11 页 共 57 页菲菱科思标准化66.4 6.6 77.81.3攻螺纹孔孔径与螺钉相配的螺纹攻丝孔孔径取决于外内螺纹结合比之大小.螺纹结合比(%)=[(螺钉公称直径-攻丝孔直径)÷(2×螺纹结合高度)] ×100(%)1.3.1米制细牙螺纹(单位mm)螺纹结合比(%) 螺纹标志 公称直径 100 95 90 85 80 75 7065 60 M1 1.000 0.78 0.79 0.81 0.82 0.83 0.84 0.85 0.86 0.87 M1.1 1.100 0.88 0.89 0.91 0.92 0.93 0.94 0.95 0.96 0.97 M1.2 1.200 0.98 0.99 1.01 1.02 1.03 1.04 1.05 1.06 1.07 M1.4 1.400 1.18 1.19 1.21 1.22 1.23 1.24 1.25 1.26 1.27 M1.6 1.600 1.38 1.39 1.41 1.42 1.43 1.44 1.45 1.46 1.47 M1.8 1.800 1.58 1.59 1.61 1.62 1.63 1.64 1.65 1.66 1.67 M2 2.000 1.73 1.74 1.76 1.77 1.78 1.80 1.81 1.82 1.84 M2.2 2.200 1.93 1.94 1.96 1.97 1.98 2.00 2.01 2.02 2.04 M2.5 2.500 2.12 2.14 2.16 2.18 2.20 2.22 2.24 2.25 2.27 M3 3.000 2.62 2.64 2.66 2.68 2.70 2.72 2.74 2.75 2.77 M3.5 3.500 3.12 3.14 3.16 3.18 3.20 3.22 3.24 3.25 3.27 M4 4.000 3.46 3.49 3.51 3.54 3.57 3.59 3.62 3.65 3.68 M4.5 4.500 3.96 3.99 4.01 4.04 4.07 4.09 4.12 4.15 4.18 M5 5.000 4.46 4.49 4.51 4.54 4.57 4.59 4.62 4.65 4.68 M5.5 5.500 4.96 4.99 5.01 5.04 5.07 5.09 5.12 5.15 5.18 M6 6.0005.195.235.275.31 5.35 5.395.435.475.51第12页共57 页1.3.2米制粗牙螺纹(单位mm)螺纹标志公称直径100 95 90 85 80 75 70 65 60 M1 1.000 0.73 0.74 0.76 0.77 0.78 0.80 0.81 0.82 0.84M1.1 1.100 0.83 0.84 0.86 0.87 0.88 0.90 0.91 0.92 0.94M1.2 1.200 0.93 0.94 0.96 0.97 0.98 1.00 1.01 1.02 1.04M1.4 1.400 1.08 1.09 1.11 1.12 1.14 1.16 1.17 1.19 1.21M1.6 1.600 1.22 1.24 1.26 1.28 1.30 1.32 1.33 1.35 1.37M1.8 1.800 1.42 1.44 1.46 1.48 1.50 1.52 1.53 1.55 1.57M2 2.000 1.57 1.59 1.61 1.63 1.65 1.68 1.70 1.72 1.74M2.2 2.200 1.71 1.74 1.76 1.79 1.81 1.83 1.86 1.88 1.91M2.5 2.500 2.01 2.04 2.06 2.09 2.11 2.13 2.16 2.18 2.21M3*0.5 3.000 2.46 2.49 2.51 2.54 2.57 2.59 2.62 2.65 2.68M3.5 3.500 2.85 2.88 2.92 2.95 2.98 3.01 3.05 3.08 3.11M4*0.7 4.000 3.24 3.28 3.32 3.36 3.39 3.43 3.47 3.51 3.55M4.5 4.500 3.69 3.73 3.77 3.81 3.85 3.89 3.93 3.97 4.01M5*0.8 5.000 4.13 4.18 4.22 4.26 4.31 4.35 4.39 4.44 4.48M6 6.000 4.92 4.97 5.03 5.08 5.13 5.19 5.24 5.30 5.351.3.3英制细牙螺纹(单位mm)螺纹标志公称直径100 95 90 85 80 75 70 65 60 No. 0-80 UNF 1.524 1.18 1.20 1.21 1.23 1.25 1.27 1.28 1.30 1.32No. 1-72 UNF 1.854 1.47 1.49 1.51 1.53 1.55 1.57 1.59 1.61 1.62No. 2-64 UNF 2.184 1.75 1.78 1.80 1.82 1.84 1.86 1.88 1.90 1.93No. 3-56 UNF 2.515 2.02 2.05 2.07 2.10 2.12 2.15 2.17 2.20 2.22No. 4-48 UNF 2.845 2.27 2.30 2.33 2.36 2.39 2.42 2.44 2.47 2.50No. 5-44 UNF 3.175 2.55 2.58 2.61 2.64 2.68 2.71 2.74 2.77 2.80No. 6-40 UNF 3.505 2.82 2.85 2.89 2.92 2.96 2.99 3.02 3.06 3.09No. 8-36 UNF 4.166 3.40 3.44 3.48 3.52 3.55 3.59 3.63 3.67 3.71No. 10-32 UNF 4.826 3.97 4.01 4.05 4.10 4.14 4.18 4.22 4.27 4.31菲菱科思标准化第13页共57 页菲菱科思标准化No. 12-28 UNF 5.486 4.50 4.55 4.60 4.65 4.70 4.75 4.80 4.85 4.901.3.4英制粗牙螺纹(单位mm)螺纹标志公称直径100 95 90 85 80 75 70 65 60 No. 1-64 UNC 1.854 1.42 1.45 1.47 1.49 1.51 1.53 1.55 1.57 1.60No. 2-56 UNC 2.184 1.69 1.72 1.74 1.77 1.79 1.82 1.84 1.86 1.89No. 3-48 UNC 2.515 1.94 1.97 2.00 2.03 2.06 2.09 2.11 2.14 2.17No. 4-40 UNC 2.845 2.16 2.19 2.23 2.26 2.30 2.33 2.36 2.40 2.43No. 5-40 UNC 3.175 2.49 2.52 2.56 2.59 2.63 2.66 2.69 2.73 2.76No. 6-32 UNC 3.505 2.65 2.69 2.73 2.77 2.82 2.86 2.90 2.95 2.99No. 8-32 UNC 4.166 3.31 3.35 3.39 3.44 3.48 3.52 3.56 3.61 3.65No. 10-24 UNC 4.826 3.68 3.74 3.79 3.85 3.91 3.97 4.02 4.08 4.14No. 12-24 UNC 5.486 4.34 4.40 4.45 4.51 4.57 4.63 4.68 4.74 4.801.3.5板材上孔与板边间距(对所有螺钉适用)板材上螺纹孔与板边间距如图要求b≧2t (b为孔与板边的距离,t为板材厚度)1.4 配合尺寸同种规格的螺钉需与同种规格螺纹的螺母或与预攻同规格螺纹孔的钢板配合.如对M3的螺钉需与M3的螺母相配合,或者与在钢板上攻出M3的螺纹孔相配合.1.5 机械性能(包括材质与热处理)第 14 页 共 57 页菲菱科思标准化一般用C<0.20%的低碳钢制造,拉伸强度要求不小于330MPa ;硬度不小于95HV(90HB 或52HRB);屈服强度不小于190MPa ;延伸率不小于25%.部分螺钉拉力如下表:螺纹标志 M1.6 M2 M2.2 M2.5 M3 M3.5 M4 M5 M6 最小拉力(N)420 620 680 1120 1660 2240 2900 4690 66301.6 钢板厚度(取决于螺钉与内螺纹的结合长度,钢板厚度应大于实际螺纹要求之旋合长度,单位mm)旋合长度螺纹标志 > ≦M1 0.6 1.7 M1.1 0.6 1.7 M1.2 0.6 1.7 M1.4 0.7 2 M1.6 0.8 2.6 M1.8 0.8 2.6 M2 1.0 3 M2.2 1.3 3.8 M2.5 1.3 3.8 M3 1.5 4.5 M3.5 1.7 5 M4 2 6 M4.5 2.2 6.7 M5 2.2 7.5 M6 3 9M1×0.20.5 1.4 M1.1×0.20.5 1.4第 15 页 共 57 页菲菱科思标准化M1.2×0.2 0.5 1.4 M1.4×0.2 0.5 1.4 M1.6×0.2 0.5 1.5 M1.8×0.2 0.5 1.5 M2×0.25 0.6 1.9 M2.2×0.25 0.6 1.9 M2.5×0.35 0.8 2.6 M3×0.35 1 3 M3.5×0.35 1 3 M4×0.5 1.5 4.5 M4.5×0.5 1.5 4.5 M5×0.5 1.5 4.5 M5.5×0.5 1.5 4.5 M6×0.752.4 7.1注:对薄材,钢板厚度至少应大于2~3个螺距.1.7 特殊螺钉1.7.1 自攻螺钉1.7.1.1 硬化层深度一般应进行表面硬化处理.表面渗碳或碳氮共渗层深度如下表(单位mm):硬化层深度螺纹标志MinMax第 16 页 共 57 页菲菱科思标准化1-64 2-56 3-48 0.04 0.10 4-40 5-40 6-32 0.05 0.18 8-32 10-24 12-24 0.10 0.231.7.1.2 硬度表面渗碳或碳氮共渗处理后硬度之一般要求:表面硬度 不小于45HRC [或450 HV] 芯部硬度 26~40HRC [270~390 HV]1.7.1.3 尺寸自攻螺钉截面应为弧形三角形,如图(L 为导引长度,a 为收尾长度).C 、D 值如下表.(单位inch)螺纹标志C D第 17 页 共 57 页菲菱科思标准化Max Min Max Min 00-90 0.0481 0.0461 0.0459 0.0439 0-80 0.0613 0.0593 0.0588 0.0568 1-64 0.0745 0.0725 0.0710 0.0690 2-56 0.0875 0.0840 0.0840 0.0805 3-48 0.1010 0.0975 0.0970 0.0935 4-40 0.1145 0.1115 0.1095 0.1060 5-40 0.1275 0.1240 0.1225 0.1190 6-32 0.1410 0.1360 0.1350 0.1300 8-32 0.1670 0.1620 0.1610 0.1560 10-24 0.1940 0.1890 0.1850 0.1800 10-32 0.1930 0.1880 0.1870 0.1820 12-24 0.2200 0.2150 0.2110 0.2060.对螺纹长度大于1/6inch ,L 应为2~3个螺距;对螺纹长度小于1/6inch ,L 应为1~2个螺距. .对螺纹收尾长度应小于1个螺距.1.7.1.4 工作扭力对不同厚度钢板及预制孔,自攻螺钉之工作扭力如下表(单位 lbf .inch):螺纹标志 钢板厚(inch) 孔径(inch) 攻牙扭力 第一次拆卸扭力 攻螺纹后安装扭力 破坏扭力0.0469 0.075 4 0.5~1 1~2 6~70.0625 0.076 4 0.5~1 1~2 8~102-56 0.0938 0.079 5 0.5~1 1~2 11~14 0.0625 0.087 6 1~2 3~4 14~150.0938 0.089 7 1~2 3~5 15~163-48 0.1250 0.090 7 1~2 4~6 15~18第 18 页 共 57 页菲菱科思标准化0.0312 0.098 6 1~22~38~11 0.0625 0.102 9 1~23~4 15~18 4-40 0.0938 0.102 11 1~2 3~4 22~27 0.0625 0.111 12 2~34~5 22~29 0.0938 0.113 18 3~44~7 34~41 5-40 0.1250 0.116 20 4~5 6~8 38~46 0.0625 0.120 14 3~44~7 25~30 0.0938 0.120 20 3~56~9 35~45 6-32 0.1250 0.125 22 4~6 6~9 39~45 0.0938 0.147 30 5~710~13 65~75 0.1250 0.150 45 4~711~14 75~85 8-32 0.1875 0.150 45 8~11 16~20 75~95 0.0938 0.172 35 5~814~18 65~80 0.1250 0.172 45 5~814~18 80~90 10-24 0.1875 0.172 55 9~13 17~22 100~115 0.0938 0.173 35 9~1311~14 80~95 0.1250 0.177 50 9~1312~16 100~120 10-32 0.1875 0.177 70 12~16 19~25 115~140 0.1250 0.196 65 9~1219~24 95~115 0.1875 0.199 75 9~1321~26 135~155 12-24 0.2500 0.203 85 10~1421~26 150~170 1.7.1.5结合比(%)与预冲孔呎寸(单位 inch)关系如表所示:结合比(%) 10095 90 85 80 75 70 65 60 55 50 2-56 0.0744 0.0750 0.0756 0.0761 0.0767 0.0773 0.0779 0.0785 0.0790 0.0796 0.0802 3-48 0.0855 0.0861 0.0868 0.0875 0.0882 0.0888 0.0895 0.0902 0.0909 0.0916 0.0922 4-40 0.0958 0.0966 0.0974 0.0982 0.0990 0.0998 0.1006 0.1014 0.1023 0.1031 0.1039 5-40 0.1088 0.1096 0.1104 0.1112 0.1120 0.1128 0.1136 0.1144 0.1153 0.1161 0.1169 6-32 0.1177 0.1187 0.1197 0.1207 0.1218 0.1228 0.1238 0.1248 0.1258 0.1268 0.1278 8-32 0.1437 0.1447 0.1457 0.1467 0.1478 0.1488 0.14980.15080.15180.15280.1538第 19 页 共 57 页菲菱科思标准化10-24 0.1629 0.1643 0.1656 0.1670 0.1683 0.1697 0.1710 0.1724 0.1738 0.1751 0.1765 10-32 0.1697 0.1707 0.1717 0.1727 0.1738 0.1748 0.1758 0.1768 0.1778 0.1788 0.1798 12-24 0.1889 0.1903 0.1916 0.1930 0.1943 0.1957 0.1970 0.1984 0.1998 0.2011 0.2025对不同的金属材料应选用不同的旋合比,建议选用范围如下:粉末合金或铸铁50~65% 冷轧钢板65~70% 铝材70~80% 金属薄材80~95%1.7.1.6钢板孔径及抽牙高不同规格自攻螺钉所需钢板预制孔孔径及抽牙孔高呎寸如下(单位inch):钢板厚度 T0.02 0.03 0.04 0.06 0.09 螺纹标志 抽牙孔孔径D 6-32 0.118~0.120 0.118~0.121 0.119~0.122 0.120~0.123 0.122~0.1258-32 0.144~0.146 0.144~0.147 0.145~0.148 0.146~0.149 0.147~0.150 10-24 0.163~0.165 0.163~0.166 0.164~0.167 0.165~0.1680.166~0.170第 20 页 共 57 页菲菱科思标准化10-32 0.170~0.172 0.170~0.1730.171~0.174 0.172~0.175 0.173~0.176 12-240.189~0.191 0.189~0.192 0.190~0.193 0.191~0.194 0.192~0.196板厚T (inch) 0.024~0.035 0.042~0.048 0.0600.0900.1060.122 孔径D (inch) H R H R H R H R H R H R 0.081~0.100 0.040 0.005 0.040 0.005 0.040 0.006 0.043 0.010 0.101~0.130 0.047 0.005 0.047 0.005 0.047 0.006 0.052 0.010 0.054 0.010 0.131~0.150 0.053 0.005 0.053 0.005 0.053 0.006 0.060 0.010 0.063 0.010 0.072 0.013 0.151~0.180 0.060 0.005 0.060 0.006 0.070 0.010 0.075 0.010 0.087 0.013 0.181~0.220 0.070 0.005 0.070 0.006 0.090 0.010 0.095 0.010 0.104 0.013 0.221~0.260 0.075 0.006 0.100 0.010 0.105 0.010 0.120 0.013 0.261~0.300 0.083 0.006 0.116 0.010 0.125 0.010 0.140 0.013 0.301~0.340 0.130 0.010 0.140 0.010 0.164 0.013 0.341~0.380 0.140 0.010 0.155 0.010 0.170 0.013 0.381~0.4300.150 0.0100.170 0.0100.184 0.0131.7.2 塑料螺钉 1.7.2.1 螺纹形状第 21 页 共 57 页菲菱科思标准化1.7.2.2 硬度一般要求硬度范围在33~39HRC[310~370HV](必要时可采用表面渗碳或碳氮共渗处理)1.7.2.3螺纹呎寸(单位 mm)螺纹小径d1螺纹小径d1公称直径d 尺寸 偏差螺距P b(Max) 公称直径d尺寸 偏差螺距P b(Max)1.6 1.2 0.8 42.8 0/-0.40 1.6 2 1.4 0.9 4.53.2 1.82.5 1.8 1 53.5 23 2.1 0/ -0.25 1.2 0.255.5 3.8 2.2 4 2.5 0/-0.40 1.4 0.30 64.2 0/ -0.48 2.50.31.7.3 浮动螺钉1.7.3.1 浮动螺钉形状1.7.3.2 基本要求第22页共57 页浮动螺钉铆合后与板材之间隙应在0~0.35mm.1.8 螺钉验证方法螺纹其它呎寸化学成分硬度镀层扭力环规* 卡尺或千分尺化学或光谱分析显微硬度计X-Ray膜厚计、盐雾试验扭力计*注:对自攻螺钉用环规测量螺纹有困难时,可仅测试其C值,此时应采用特殊之三棱千分尺,且避过引导区进行.菲菱科思标准化第 23 页 共 57 页菲菱科思标准化资料A.螺钉常见穴型简介穴型 传递最大扭力比(%)(以六方型为100%,同规格螺纹螺钉)图标Torx Plus345Torx 314方型 276十字型183六方型100B .常用板材硬度GI 料:牌号C1 55~67 HRB ;C2 50~65 HRB ;C3 40~53 HRB EG 料:45~58 HRB CRS 料:45~56 HRB C .电镀层C .1在工作环境湿度低于70%的室内条件使用的小五金,镀锌层不小于0.005mm ,镀镍层不小于0.010mm .C .2在城市的室外条件或可产生冷凝作用的室内条件使用的小五金,对镀锌层不小于0.008mm ,对镀镍层应不小于第24页共57 页0.020mm.2.螺母定义:螺母是带有内螺纹的紧固件,配合带有外螺纹的螺钉,利用内外螺纹连接形式,作紧固连接两个被连接件之用.本手册所讨论的是自铆螺母,亦即压铆于冲件预冲孔内, 用于固定或连接其它零件的一类螺母.2.1制造材料2.1.1材料牌号一般只用到下列两种材料JIS SUS 303不锈钢和JIS SUM22易削钢.2.1.22.1.32.1.4 螺母材料的选取菲菱科思标准化第 25 页 共 57 页应根据冲压板材硬度的不同选取不同材质的自铆螺母.如下表:材料 适合板材硬度自铆螺母型号 型号 说明SUM22热处理 SUS303 SUM22未处理 预硬SUS303 ≦90 HRB ≦80 HRB ≦70 HRB ≦60HRBS ● ● SS 用易削钢制造,机械加工后热处理SS 为个别规格特别形式● ● CLS ● ● CLSS 用不锈钢制造 CLSS 为个别规格特别形式● ● H 易削钢制,机械加工后热处理之防锁螺母 ● ● HN 易削钢制,机械加工后不热处理之防锁螺母 ● ● HNL 易削钢制,机械加工后不热处理之自锁螺母 ● ● SP不锈钢制,机械加工后预硬用于不锈钢板●●2.2尺寸及公差2.2.1型号为“S. SS. CLS 以及CLSS ”的自铆螺母尺寸.第 26 页 共 57 页菲菱科思标准化单位 mm型号螺纹 及螺距易削钢 不锈钢 螺纹代号 板材厚度代码压入深度A(Max)最小板材厚度板材孔径+0.08/-0 C(Max)E ±0.25 T ±0.25孔边缘至对边之最小距离(b)0.76 0.8-1 1 0.97 1 M2×0.4SCLS NSM22 1.37 1.4 4.254.226.31.54.80.76 0.8-1 1 0.97 1 M2.5×0.45SCLSM2.52 1.37 1.4 4.254.226.31.54.80.76 0.81 1 0.97 1 M3×0.5SCLSM32 1.37 1.4 4.254.226.31.54.80.76 0.8-1 1 0.97 1 M3.5×0.6SCLSM3.52 1.37 1.4 4.754.737.11.55.60.76 0.8~1 1 0.97 1 M4×0.7SCLSM42 1.37 1.4 5.45.387.926.90.76 0.8~1 1 0.97 1 M5×0.8SSCLSSM52 1.37 1.4 6.46.388.727.11.15 1.2 1 1.37 1.4 M6×1SCLSM622.212.38.758.7211.054.088.6第 27 页 共 57 页菲菱科思标准化1 1.37 1.4 M8×1.25SCLSM82 2.21 2.3 10.510.47 12.655.479.712.21 2.31 M10×1.5SCLSM1023.053.181413.97 17.357.4813.5单位inch型号 螺纹 及螺距 易削钢不锈钢 螺纹 代号板材厚度代码 压入深度A(Max) 最小板材厚度 板材孔径+.003/-0 C(Max)E ±..01 T ±.010孔边缘至对边之最小距离(b)0.030 0.030 1 0.038 0.040 0.086-56 #2-56SCLS NS2562 0.054 0.056 0.1660.1650.250.070.190.030 0.030 1 0.038 0.040 0.099-48 #3-48SCLS3482 0.040 0.056 0.1660.1650.250.070.190.030 0.030 1 0.038 0.040 2 0.054 0.056 0.112-40 #4-40SCLS4403 0.087 0.091 0.1660.1650.250.070.190.030 0.030 10.038 0.040 2 0.054 0.056 0.138-32 #6-32SCLS63230.0870.0910.18750.1870.280.070.22第 28 页 共 57 页菲菱科思标准化0.030 0.0301 1 0.038 0.040 2 0.054 0.056 0.164-32 #8-32SCLS8323 0.087 0.091 0.2130.2120.310.090.270.030 0.030 1 0.038 0.040 2 0.054 0.056 0.190-24 #10-24SSCLSS0243 0.087 0.091 0.2500.2490.340.090.280.030 0.030 1 0.038 0.040 2 0.054 0.056 0.190-32 #10-32SSCLSS03230.087 0.091 0.2500.2490.340.090.2810.038 0.040 2 0.054 0.056 0.216-24 #12-24SCLS122430.0870.0910.2770.2760.380.130.312.2.2型号为SP, 专用于不锈钢冲压板件上的自铆螺母尺寸(米制单位为mm ,英制单位为inch ).第 29 页 共 57 页菲菱科思标准化螺纹及螺距类型螺纹代号 板材厚度代号压入深度 A(Max) 板材最小 厚度 板材孔径+0.08/-0C (最大)E ±0.25T ±0.25孔边缘至对边之最小距离(b)0.76 0.8-1 1 0.97 1.01-1.39 M3×0.5 SPM32 1.37 1.4 4.254.226.31.54.80.76 0.8-1 1 0.97 1.01-1.39 M4×0.7 SPM42 1.37 1.4 5.45.387.926.90.76 0.8-1 1 0.97 1.01-1.39 M5×0.8 SPM521.37 1.4 6.46.388.727.1M6×1 SP M611.37 1.4 8.75 8.72 11.1 4.1 8.6 螺纹及螺距 类型螺纹代号 板材厚度代号压入深度 A(Max) 板材最小 厚度 板材孔径+0.003/-0.000 C(最大) E±0.010 T±0.010孔边缘至对边之最小距离(b)0.030 0.030~0.039 1 0.038 0.040~0.055 0.112-40 #4-40 SP 440 2 0.054 0.056 0.1660.1650.250.070.190.030 0.030~0.039 1 0.038 0.040~0.055 0.138-32 #6-32 SP 632 2 0.054 0.056 0.18750.1870.280.070.220.030 0.030~0.039 1 0.038 0.040~0.055 0.164-32 #8-32 SP 832 2 0.054 0.056 0.2130.2120.310.090.2810.030 0.030~0.039 2 0.038 0.040~0.055 0.190-32 #10-32SP 032 30.0540.0560.2500.2490.340.090.28第 30 页 共 57 页菲菱科思标准化2.2.4型号为F. 的自铆螺母尺寸单位mm菲菱科思标准化第 32 页 共 57 页菲菱科思标准化33.1 3.2-3.9 4 3.9 4-4.7 M6×1FM65NS4.74.72-UP8.758.719.58.82.2.5尺寸公差一般未注公差:米制尺寸为整数的公差为±0.30mm ;尺寸之小数点后面一位的公差为±0.2mm ;小数点有二位的公差为±0.13mm .英制尺寸小数点后面二位的公差为±0.01inch ;小数点有三位的公差为±0.005inch . 2.3 压铆要求(压铆力为参考项目)螺母定位准确、压入深度A 应与下模面平齐,上下模铆合高度应为一个板厚.压合后自铆螺母铆合部位应完全深入母材,不能出现间隙. 目前选用材质所制螺母对100吨以下冲床完全适应,若因超出此范围而发生螺母之变形失效,则应考虑选用另外的材料制造,如中碳钢等.螺母类型 螺纹代码 板材厚度代码板材压铆力(KN)推力(N)(Min)扭力(N.M)(Min)280 0.9 1 400 1.13 2 5052-H34铝板6.7-8.9750 1.47 0 470 1.47 1 550 1.7 S CLSM2 M2.5 M32 钢板11.2-15.61010 2.03 0 280 1.8 1400 1.92 2 5052-H34铝板11.2-13.5840 2.5 0 480 1.8 1 570 2.3 S CLSM3.52钢板13.4-26.71210 2.3第 33 页 共 57 页菲菱科思标准化0 300 2.37 1470 2.6 2 5052-H34铝板11.2-13.4970 4 0 490 2.95 1 645 4 S CLSM42 钢板18-271250 5.1 0 300 3 1480 3.6 2 5052-H34铝板11.2-15.61190 5.7 0 530 3.6 1 800 4.5 S CLSM52 钢板18-381410 6.8 0 970 7.9 110.2 2 5052-H34铝板18-321580 14.1 0 1380 13 1 S CLSM62 钢板27-361760 17 113.6 2 5052-H34铝板18-32 1570 18.1 1 18.7 S CLSM82 钢板27-36187020.3 12 176032.71 S CLSM1025052-H34铝板22-36202036.2第 34 页 共 57 页菲菱科思标准化0 575 1.58 1 725 1.92 SP M3 2 304不锈钢板13-221290 2.03 0 645 3.38 1 800 4.18 SP M4 2 304不锈钢板 22-311600 5.08 0 800 3.95 1 1025 5.08 SP M5 2304不锈钢板 26-4017756.77第35页共57 页2.4 配合呎寸同种规格的螺母需与同种规格的螺钉相配合.如对M4的螺母需与M4的螺钉相配合.2.5 螺母验证方法螺纹其它呎寸化学成分硬度铆合间隙镀层推力扭力塞规卡尺或千分尺化学或光谱分析显微硬度计目视或塞尺X-Ray膜厚计、盐雾试验推力计扭力计菲菱科思标准化。