板测操作指导书(1)
超声检测操作指导书
示例1现场安装一台1000m3液化气球罐,产品编号为2015F001,采用16MnR制造,其外形如图所示,主要技术参数如下:容器类别:三类;设计压力:1.8MPa;设计温度:50℃;规格:φ12300mm×42mm;容积:1000m3;超声检测执行NB/T47013.3-2015标准,抽查20%的球壳板进行超声波检测,球壳板尺寸为:5900mm×1900mm和4400mm×1800mm,Ⅱ级合格;对接焊接接头焊后36小时应进行100%的超声波检测,Ⅰ级合格。
超声检测操作指导书委托单位XXXXXXX公司部件状况部件名称液化气球罐球壳板部件编号2015F001设备类别三类部件规格T=42mm部件材质16MnR焊接方法/坡口型式/检测部位球壳板热处理状态/技术要求执行标准NB/T47013.3-2015检测技术等级/合格级别Ⅱ级验收标准GB150检测比例20% 表面状态轧制检测时机安装前检测面轧制面检测方法纵波直探头直接接触法检测条件及工艺参数仪器型号HS610e仪器编号63936探头型号 2.5P20Z扫查方式在板材中部区域,探头沿垂直于板材压延方向,间距不大于50mm的平行线进行扫查,或探头沿垂直和平行板材压延方向且间距不大于100mm格子线进行扫查。
(边缘50mm全面扫查)对比试块2#板材检测用对比试块探头前沿/扫描比例深度1:1 检测灵敏度按2#φ5平底孔对比试块绘制距离波幅曲线,提高6dB耦合剂工业浆糊表面补偿4dB检测部位示意图操作要求:1.仪器水平线性、垂直线性应满足标准要求,每隔6个月进行一次核查并记录。
2.缺陷判定:在检测基准灵敏度条件下,发现下列两种情况之一即作为缺陷:(1)缺陷第一次反射波(F1)波幅高于距离-波幅曲线;(2)底面第一次反射波(B1)波幅低于显示屏满刻度的50%,即B1<50%。
3缺陷定量:(1)板材厚度大于20mm~60mm时,移动探头使缺陷波下降到距离-波幅曲线,探头中心点即为缺陷的边界点;(2)确定2.(2)中缺陷的边界范围时,移动探头使底面第一次反射波上升到基准灵敏度条件下显示屏满刻度的50%或上升到距离-波幅曲线,此时探头中心点即为缺陷的边界点;(3)缺陷边界范围确定后,用一边平行于板材压延方向的矩形框包围缺陷,其长边作为缺陷的长度,矩形面积则为缺陷的指示面积。
高度游标卡尺操作指导书
浙江万冠电机有
限公司高度游标卡尺操作指导书
文件编号:WG-QC-GC001
版本号/修订次A/0
发布日期2012-05-08 生效日期2012-05-09 页次1/1
一、目的
统一检验员的量具操作手法,减少测量误差。
二、适用范围
适用本公司所有高度尺操作指引。
三、操作
1.使用前,应将高度游标卡尺放置在平板上,松开尺框和微动框上的固紧螺钉,
将尺框平稳拉开,将平板、测量面、导向面等擦干净。
2.检查“零”位,轻推尺框,使卡尺的测量面与平板基面相贴合,游标“零”
刻线与尺身"零"刻线应对齐。
3.测量高度时,应将被测的工作放于平板上,使测量面与工件的被测量相贴合.
4.在划线时,首先预制需要的高度尺寸,即可在工件表面划线。
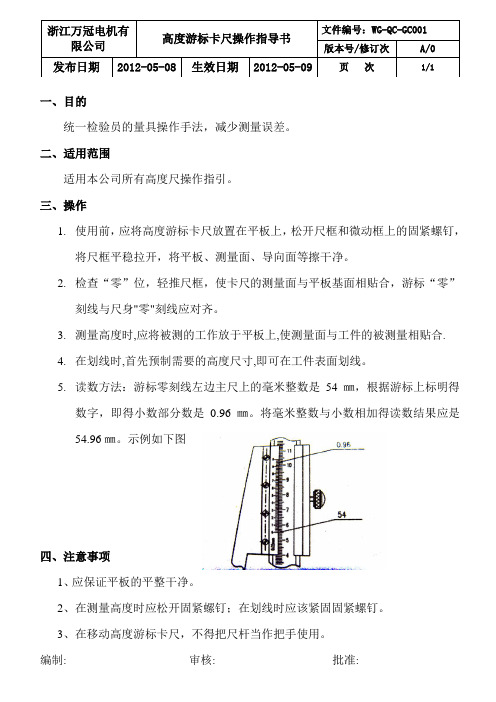
5.读数方法:游标零刻线左边主尺上的毫米整数是54㎜,根据游标上标明得
数字,即得小数部分数是0.96㎜。
将毫米整数与小数相加得读数结果应是
54.96㎜。
示例如下图
四、注意事项
1、应保证平板的平整干净。
2、在测量高度时应松开固紧螺钉;在划线时应该紧固固紧螺钉。
3、在移动高度游标卡尺,不得把尺杆当作把手使用。
编制: 审核: 批准:。
PCB板焊接作业指导书
PCB板焊接作业指导书PCB板焊接作业指导书1. 引言本文档是为了指导PCB板焊接作业而编写的指导书。
通过本指导书,操作人员可以了解并掌握PCB板焊接的操作流程和注意事项,以确保焊接质量和安全。
2. 设备和材料准备2.1 设备准备- 焊接台- 焊接烙铁- 铅锡焊丝- 置物架- 钳子- 手持吸锡器- 剪线钳- 螺丝刀- 万用表- PCB板支架2.2 材料准备- PCB板- 元件(电阻、电容、二极管等)- 连接线(导线、排线)3. 焊接准备3.1 环境准备- 保持工作区干燥和整洁- 避免操作台上存在杂物和液体,以免影响焊接质量和安全3.2 安全准备- 确保操作人员穿戴好防静电手套,以防止静电对元件和PCB 板造成损坏- 确保操作人员了解烙铁的工作原理和正确使用方法,避免烫伤和火灾等意外事故4. 焊接操作流程4.1 准备工作- 将PCB板固定在焊接台上,并使用支架支撑好- 预热烙铁,使其达到适宜的工作温度(一般为300°C)- 准备好需要焊接的元件和连接线4.2 元件焊接- 根据PCB板上的焊点布局图,确定元件的位置- 将元件放置在对应的焊点上,注意方向和位置的准确性- 使用钳子固定元件,防止其移动和倾斜- 用烙铁将铅锡焊丝熔化,轻轻触碰焊点和元件引脚,使其焊接在一起- 检查焊点是否均匀、光滑,无焊锡球和冷焊现象4.3 连接线焊接- 按照设计要求,将连接线焊接到对应的焊点上- 确保连接线与焊点之间的接触良好,无松动和虚焊现象- 检查焊点是否均匀、光滑,无焊锡球和冷焊现象5. 检查和测试- 使用万用表测量焊点和连接线的连通性,确保焊接质量- 检查PCB板上是否存在短路和断路现象- 进行外观检查,确保焊点整齐、光滑,并且没有焊锡溅渣6. 清理和整理- 清理焊接台和工作区,将碎焊锡和垃圾清理干净- 将使用的工具和材料进行整理和归位,确保工作台整洁有序附件:本文档无附件。
法律名词及注释:1. 静电 - 静电是指物体带有静止电荷的现象,通常会对电子元器件造成损坏。
Mitutoyo高度仪操作指导书
1.高度测量的方法:
先把底面设为零点,按,然后按数字键1。
将测头移动到测量位置附近按键即可得出测量结果。
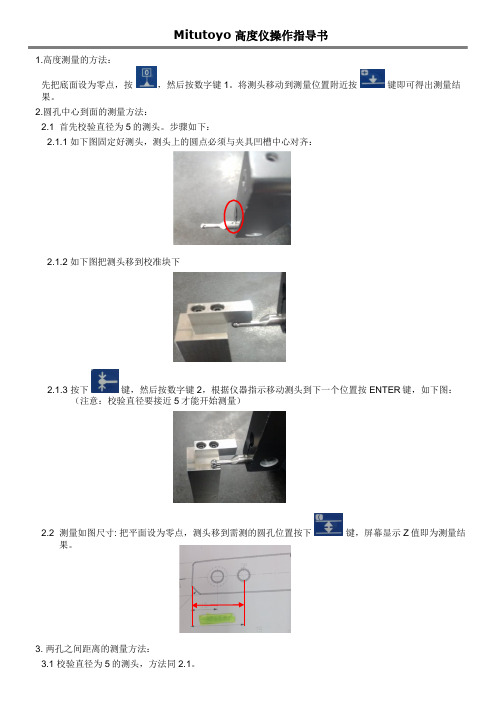
2.圆孔中心到面的测量方法:
2.1 首先校验直径为5的测头。
步骤如下:
2.1.1 如下图固定好测头,测头上的圆点必须与夹具凹槽中心对齐:
2.1.2 如下图把测头移到校准块下
2.1.3 按下键,然后按数字键2,根据仪器指示移动测头到下一个位置按ENTER键,如下图:
(注意:校验直径要接近5才能开始测量)
2.2 测量如图尺寸: 把平面设为零点,测头移到需测的圆孔位置按下键,屏幕显示Z值即为测量结
果。
3. 两孔之间距离的测量方法:
3.1 校验直径为5的测头,方法同2.1。
3.2 测量如下图尺寸:
3.2.1 将测头移到需测的圆孔位置按下键,然后按键,按数字键2,再按ENTER,屏幕
出现偏置尺寸,输入0,再按ENTER。
3.2.2 将测头移到下一圆孔处,按下键,屏幕显示Z值即为测量结果。
4. 两边分中中心到圆孔中心距离的测量方法:
4.1 校验直径为5的测头方法同2.1。
4.2 测量如下图尺寸:
4.2.1 首先测出零件总的高度,按下键,按数字键2,按ENTER,屏幕出现偏置尺寸,输入零件
总高的一半61,再按ENTER。
4.2.2 将测头移到需测圆孔处,按下键,屏幕显示Z值即为测量结果。
电子分析天平(十万分之一)操作作业指导书

电子分析天平(十万分之一)操作作业指导书文件页码 第1页,共4页生效日期1.0 目的为确保操作者安全、正确操作电子天平,特制定此规程。
2.0 适用范围用于样品及试剂的称量操作。
3.0操作规程 3.1 天平各键的功能3.1.1 “POWER ”键切换动作/待机。
3.1.2 “CAL ”键进入灵敏度校准或菜单设定。
3.1.3 “O/T ” 键去皮重(变为 零显示) 。
3.1.4 “UNIT ”键切换测定单位。
3.1.5 “PRINT ” 键日期与时间的输出→连续按约 3 秒钟。
3.1.6 “1d/10d ”键切换 1d/10d 显示(忽略 1 位最小显示);切换测定量程。
3.2 开机预热3.2.1 确认供电电源电压、与 AC 适配器上所标示的电压相符。
AC 适配器插入插座,接通电 源, 天平自检后, 自动进行调整灵敏度。
在此期间, 显示变化如下: 〔CHE5〕 、 〔CHE4〕 ……〔CHE0〕 、〔CAL2〕 、〔CAL1〕 、〔CAL0〕 、〔CALEnd 〕 、 〔OFF 〕 (这个灵敏度调整,可按“POWER ” 键中断,但是,在质量测定前必须进行灵敏度调整) 。
3.2.2按“POWER ”键,全显示亮灯后,显示 g (克) 。
3.2.3 再次按“POWER ”键时,待机标志亮灯,进入待机(设备预热)状态,显示现在时刻。
3.2.4 天平必须预热和调整灵敏度,调整灵敏度时,必须使天平处于十分稳定的状态。
待机显示下此为3.1.1键此为3.1.2键此为3.1.3键此为3.1.4键此为3.1.5键此为3.1.6键电子分析天平(十万分之一)操作作业指导书文件页码第2页,共4页生效日期通电 1 小时以上,待天平稳定后进行灵敏度调整。
使用小量程时,必须通电4小时以上。
另外,必须在人出入少,没有风和振动的状态下进行调整。
3.3 灵敏度校准3.3.1 质量显示后,按 1 次“CAL”键,显示( i-CAL)。
SMT作业指导书
XX 电子有限公司
主题:
锡膏搅拌机操作指导书受控状态文件编号EN-WI-003 版本A1 页码第2页共3页
9、确定机器运转停止后打开上盖,用专用扳手取下锡膏瓶,再盖上盖。
10、时间调整,设定值第三位为设定单位字母,“S”为秒,“M”为分钟,“H”为小时,各数字的变换按增、减键更改
半自动印刷机操作指导书(另加附图1)
作业指导书
作业指导书
XX XX 电子有限公司作业指导书
XX XX 电子有限公司
XX XX 电子有限公司
XX XX 电子有限公司作业指导书
XX XX 电子有限公司
XX XX 电子有限公司
标准作业指导书
XX XX 电子有限公司标准作业指导书
XX XX 电子有限公司
XX XX 电子有限公司
XX XX 电子有限公司。
静电环点检操作指导书

车间防静电环点检操作指导书
1、目的:
为了使操作者正确操作设备,以确保人身安全、设备的正常性能和测试结果的准确性。
2、适用范围:
适用于工厂品质部总装过程控制静电手环仪操作.
3、点检操作:
3.1将接地线插头,插入测试仪上端的接地线插座内;
3.2将腕带扎紧手腕;接地线连接腕带;
3.3将手按测试仪板座,此时LED指示灯亮起,并听到蜂鸣器声音.
1)如果绿色”GOOD“灯亮时,表示连接系统良好.
2)如果红色”LOW”灯亮时,须检查腕带接地连接电阻,因为可能低于800千欧姆,对人体有所影响.
3)如果红色”HIGH”灯亮时,须检查腕带是否扎紧手腕,并检查腕带接地电阻,确保腕带未松脱测试仪接地线.
3.4测试操作图:
1、正确佩戴静电手环,有金属的一端
在手腕的上面,静电环的松紧要适中
不能松.
如皮肤较为干燥,可以涂抹护手霜或凡士林等进行润湿,增大接触。
2、静电环的鳄鱼夹与测试仪点检鳄鱼夹连接在一起,也可以静电环的头部直接插入静电测试仪接地端口中。
.
w
4、点检要求:
4.1巡检每天开线前对静电手环进行点检,对总装有要求静电防护的岗位所使用的静电手环均需点检,包含返修岗位。
(单班上午开线和下午开线各一次。
双班类推)
4.2点检完毕后由巡检在《静电手环点检表》中做记录。
4.3测试不良的静电手环由巡检通知当班班组长,班组长必须立即更换,不允许再次使用。
3.左手按压测试仪金属触片,中间”GOOD ”亮且报警说明静电手环良好,两边”LOW “”high ”红色亮且无报警时,说明不良。
WI-002 一次元电子高度仪操作指导书
文件编号:WI-002版本号:A/0
使用部门:品保部
作成日期:
2020.7.25
作成:
确认:
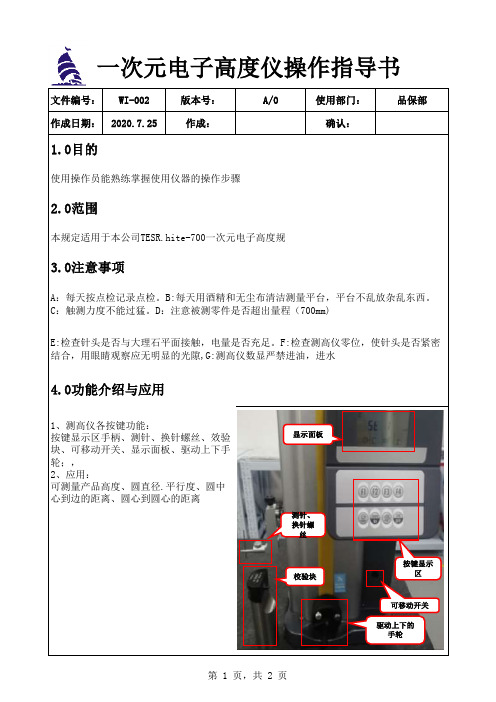
1、测高仪各按键功能:
按键显示区手柄、测针、换针螺丝、效验块、可移动开关、显示面板、驱动上下手轮;,2、应用:
可测量产品高度、圆直径.平行度、圆中心到边的距离、圆心到圆心的距离
4.0功能介绍与应用
A:每天按点检记录点检。
B:每天用酒精和无尘布清洁测量平台,平台不乱放杂乱东西。
C:触测力度不能过猛。
D:注意被测零件是否超出量程(700mm)
E:检查针头是否与大理石平面接触,电量是否充足。
F:检查测高仪零位,使针头是否紧密结合,用眼睛观察应无明显的光隙,G:测高仪数显严禁进油,进水
1.0目的
使用操作员能熟练掌握使用仪器的操作步骤
2.0范围
本规定适用于本公司TESR.hite-700一次元电子高度规
3.0注意事项
按键显示
区
可移动开关显示面板
测针、换针螺丝
校验块
驱动上下的
手轮
5.0开始测量与效验
1.打开开关ON/OFF、上下各摇一下、出现箭头在上下摇一下,直到出现(图1),就可以直接测量高度等以及其他尺寸
2.然后再按F2键出现(图2)显示数值,把针深入效验块中,上下各点两下显示屏会出现(图3),表示已经效验OK,就可测量圆中心到边的尺寸或两圆心到圆心的距离等以及其他尺寸。
3.测量完成按ON/OFF开关键关机
图1图2
图3。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
江苏佳通通讯设备有限公司
板测操作指导书
编 号:
版 本:04版
共 8页
拟 制: 柳瑞宝
审 核: 方洪亮
批 准:
会 签:_______________
日 期: 2005-12-13
1适用范围
所有SKYWORKS系列主板板测,同时支持Pegasus和Pegasus Q方案。
2 材料
防静电手腕带、防静电手套、电脑、CMU200综测仪或HP8960 、KEITHLY2304或
HP66311B电源、GPIB电缆、射频连接线、射频连接器、 测试夹具、周转箱、
耦合箱
3 操作流程
一
一,测试box用法
前面板:
1,SYS CONNECTOR 接手机底部18PIN 接口
2,NEST(电源输出)接手机“+,-“两个电极
3,MODE处于OFF(弹出状态)
后面板:
1,SDS-COM口接计算机串口
2,PC-I2C-CONNECTOR接计算机并口
3,2304 SUPPLY 接电源(2304)
4,PS CONTROL OFF(弹出状态)
5,Force NO : 1,2,3,4 OFF 拨到下位置
6,ADDR SET : 1,2,3 ON 拨到上位置
二,SkyworksProductionTest操作方法:
1,安装SkyworksProductionTest,点击setup 安装程序。
2,操作SkyworksProductionTest
点击桌面上的快捷方式,进入到测试程序。
进入测试程序,点击菜单 Fixture1 的子菜单 Configuration 输入密码“jig”
打开如下界面对测试设备进行设置。
注:Control Card Addr应该与接口板上的ADDR SET拨码开关拨的地址保持一
致。ADDR SET:设置接口盒地址,拨到ON端为0,比如主接口盒地址设为0,
拨码开关全部拨到ON端。
设置完成后点击 ok键,可以发现PC已经可以控制CMU与电源了。
CMU200
地址
电源地址
对线损进行设置
接PC串
口号
然后可以用 I/F Check面板,如下图,手动检验一下接口盒上的继电器和指示灯有没
有控制上!(可以听见继电器切换时噼啪的声响)。
点击菜单Systemconfig!,输入密码“system”对测试系统进行配置
具体参数设置如下图:(通过Test Station的参数可以选)
1,BT测试(BoardTuningStation)【包括RF和电池效准】
2,FT测试(FinalCallTestStation)。
3,配置完成后,点击OK保存。
根据手机设计的不同方案须在 Model Type中进行选择。现在有pegasus
和pegasusQ 两种方案,在运行程序前要选择正确的方案 否则BT 不能正常测试 。
process control 控制项也须选中。
待以上配置完成后,点击ok 键开始测试,若结果PASS 屏幕显示绿色,若
结果FAIL 屏幕显示红色。
校准时
此两项
都要选
中
不同方
案的选
择
附录1:接口板连线跳线规则
1 SYS CONNECT
25针LPT(接测试盒前面板端口 SYS Connecter) 手机 18PIN I/O 接口
SDS_TX 1 14 SDS_TX
SDS_RX 2 13 SDS_RX
DTR 4 10 DTR
GND 5,6 8,11 GND
DBG_RX 7 7 DBG_RX
PWR +4.2V 9 1 VABT
DBG_TX 11 9 DBG_TX
BAT_ID 18 16 BAT_ID
PWR +5V 24,25 17,18 VCHARGE
注意:以下2,3两种电源线必须
采用2mm以上电源线
2 NEST CABLE(DB9F-5PIN)
DB9F(接测试盒前面板端口 NEST) 5PIN(接手机”+,-“极)
PWR + 1,2,3 PWR+
PWR - 4,5 PWR-
3 2304 SUPPLY CABLE
DB9F(接测试盒背后端口2304 SUPPLY) 5PIN(接电源输出)
PWR + 1 PWR +
VSEN + 3 VSEN +
VSEN - 4 VSEN -
PWR - 5 PWR -
GND 9 GND
4 通用 串口-串口
5 通用 并口-串口
6 接口板跳线的规则
J40短接 , K7短接, J36短接, J35短接2、3脚 , J37短接2、3脚, J34短接1、2脚。
K6
开路, K3开路, K4开路, J19开路, J20开路。
附录2:FT测试规定
在一个机型的量产初期(1000台),终测选用完整的测试方案,选项设定为:
测试信道: GSM: 1,62,124 DCS: 512,698,885
功率等级: GSM: 5,12,19 DCS: 0, 7, 15
生产比较成熟后,或者需要提高产能时,可选用普通测试方案,选项设定为:
测试信道: GSM: 1,124 DCS: 512,885
功率等级: GSM: 5,19 DCS: 0, 15
很成熟后,或者急需提高产能时,可选用简易测试方案,选项设定为:
测试信道: GSM: 62 DCS: 698
功率等级: GSM: 5 DCS: 0
如需改变测试方案时可按以下路径操作:
点开始进程序 production test4.01 systemconfig 打开文件
在最后一行CallTestPlanSelect=0(0-standard;1-simplified)的选项
CallTestPlanSelect=0 选择的是完整的测试方案
CallTestPlanSelect=1 选择的是简单的测试方案
由于测试环境的因素造成手机误测的,可根据实际情况调整测试信道。
简单的测试方案调整测试信道的路径:
点开始进程序 production test4.01 simplecalltestplan 打开文件
调整完后须保存文件并退出测试程序,然后重新打开测试程序,修改方可生效。.
完整的测试方案调整测试信道的路径:
点开始进程序 production test4.01 standardcalltestplan 打开文件
调整完后须保存文件并退出测试程序,然后重新打开测试程序,修改方可生效。
若起呼信道有干扰,可修改call CMU 信道号:
右键点击程序中production test4.01的执行文件 属性 查找目标
fixture0config
在文本文件的14行和19行 修改GSM900 Call Test BCH或GSM900 Init Call Test
TCH