工业工程毕业设计--统计过程控制(SPC)技术在马鞍山方圆公司质量管理中的应用
统计过程控制(SPC)
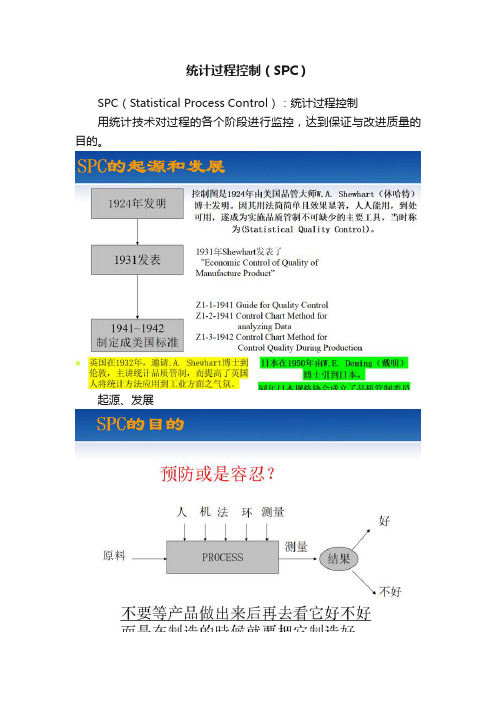
统计过程控制(SPC)SPC(Statistical Process Control):统计过程控制用统计技术对过程的各个阶段进行监控,达到保证与改进质量的目的。
起源、发展SPC目的统计的基本概念1、数据计量型特点:可以连续取值也称连续型数据。
如:零件的尺寸、强度、重量、时间、温度等计数型特点:不可以连续取值,也称离散型数据。
如:废品的件数、缺陷数2、波动(变差)波动是指在现实生活中没有两件东西是完全一样的。
生产实践证明,无论用多么精密的设备和工具,多么高超的操作技术,甚至由同一操作工,在同一设备上,用相同的工具,生产相同材料的同种产品,其加工后的质量特性(如:重量、尺寸等)总是有差异,这种差异称为波动。
公差制度实际上就是对这个事实的客观承认。
消除波动不是SPC的目的,但通过SPC可以对波动进行预测和控制。
波动原因控制图控制图是用于分析和控制过程质量的一种方法。
控制图是一种带有控制界限的反映过程质量的记录图形,图的纵轴代表产品质量特性值(或由质量特性值获得的某种统计量);横轴代表按时间顺序(自左至右)抽取的各个样本号;图内有中心线(记为CL)、上控制界限(记为UCL)和下控制界限(记为LCL)三条线。
控制图目的计量型、计数型控制图的选择应用流程计量型控制图制作步骤A 收集数据数据收集B 计算控制限计算控制线C 过程控制解释过程控制D 过程能力计算/解释过程能力计算计数型控制图的制作步骤A 收集数据收集数据B 计算控制限计算控制限C 过程控制解释过程控制解释D 过程能力解释过程能力解释使用控制图注意事项分组问题主要是使在大致相同的条件下所收集的质量特性值分在一组, 组中不应有不同本质的数据, 以保证组內仅有偶然因素的影响.我们所使用的控制图是以影响过程的许多变动因素中的偶然因素所造成的波动为基准来找出异常因素的, 因此, 必须先找出过程中偶然因素波动的这个基准.分层问题同样产品用若干台设备进行加工时, 由于每台设备工作精度、使用年限、保养状态等都有一定差异, 这些差异常常是增加产品质量波动、使变差加大的原因. 因此, 有必要按不同的设备进行质量分层, 应按不同条件对质量特性值进行分导控制, 作分层控制图. 另外,当控制图发生异常时, 这又是为了确切地找出原因、采取措施所不可缺少的方法.控制界限的重新计算为使控制结适应今后的生产过程, 在确定控制图最初的控制线CL、UCL、LCL时, 常常需要反复收集数据和计算, 以求得切实可行的控制图. 但是, 控制图经过使用一定时期后, 生产过程有了变化, 例如加工工艺改变、刀具改变、设备改变以及进行了某种技术改革和管理改革措施后, 应重新收集最近期间的数据, 重新计算控制界限并作出新的控制图.6sigma。
SPC统计手法简介
SPC统计手法简介什么是SPC统计手法?SPC(Statistical Process Control,统计过程控制)是一种用于监控和改进过程稳定性和质量的统计工具和方法。
SPC统计手法结合了统计学原理和质量管理理论,旨在帮助组织提高过程能力和产品质量。
SPC统计手法的基本原理是通过对样本数据的收集和分析,评估过程的稳定性和能力,发现过程中的变异情况,并采取相应的控制措施,以减少过程偏差,提高产品质量。
SPC统计手法的主要应用领域SPC统计手法在各个行业中都有广泛的应用,特别是在制造业和服务业中最为常见。
以下是SPC统计手法的主要应用领域:制造业在制造业中,SPC统计手法被广泛应用于监控和优化生产过程。
通过收集和分析数据,制造商可以实时监测生产线上的关键指标,如温度、压力、速度等,以确保产品的一致性和稳定性。
通过SPC统计手法的应用,制造商能够及时发现和纠正生产过程中的异常,提高产品质量,减少不良品率。
服务业在服务业中,SPC统计手法可以应用于各种过程的监控和优化,例如,餐厅可以使用SPC统计手法监测食品质量,快递公司可以使用SPC统计手法监控包裹送达时间。
通过SPC统计手法的应用,服务业可以实时监测关键绩效指标,识别问题和改进机会,并对服务过程进行持续改进,提供更高质量的服务。
SPC统计手法的关键技术和工具SPC统计手法使用了一系列的技术和工具来分析和改进过程。
以下是SPC统计手法的主要技术和工具:控制图控制图是SPC统计手法中最常用的工具之一。
控制图能够显示过程数据的变异状况,并标识出特殊原因变异和常规原因变异。
通过分析控制图,可以帮助确定是否需要采取控制措施,以减少过程变异并提高产品质量。
常见的控制图包括平均值图(X-bar chart)、范围图(R chart)、方差图(S chart)、P图(P chart)和C图(C chart)等。
流程能力分析流程能力分析是SPC统计手法的另一个重要技术。
统计过程控制(SPC)的常规应用

如何实 现过程控 制 、Q C D S和 P D C A
活 动 呢 ?在 这 方 面 ,探 讨 许 多 企 业 模 式 ,难 以定 论 谁 最 好 。事 实 上 ,就 企 业 对 市 场 、用 户 来 讲 ,产 品质 量 的 高 低 、可 靠 性 、稳 定 性 、持 久 性 。能 得
到社会 的全 方位 认可 ,才 是核 心价值 关
统计过程控 制 ( S P C)的常规应用
赵 跃庆
摘 要 :叙 述 s P C特 性 、要素 ,介 绍过程 变差原 因 ,解释计 量数据 控制
图,分析 C P K 与P P K的差异 ,评 价短长期过程 能力 ● 背景 ● S P C 定义 ● 控制图描述 ● 均值 一 极差图 X — R图 ● S P C 应用实例 关键词 :统计过程控 制 常规应 用
位 。
一 .
使 用 输 出顾 客 共 同工 作 的集 合 ( 见 图 1) 。从 图 l 中 可 以看 出 :
S P O 定 义
S P C是工业 革命 以来 ,大 规模生产
所 形成 的 。英 、美等 国着方法 ,进 行事前 预 防和 控制 ,开创 了统 计过 程控制 S P C的应用 。 1 9 2 4 年 ,美 国贝尔试验室 的 W a l t e r
写S P C )技术 ,实现产 品质量过程控制 , 推行流程 化管理 ,保持过程 稳定是基础 。 分析 普通 、特 殊 原 因存 在机 理 ,发现异 常 ,识别变差,关注 5 M - 人 、机、料 、法、
环 因素 ,采取局 部和 系统措 施消 除普通 与特 殊原 因 ,不 断提 高过程 能力 ,通过 直 接 具 体 实 际 工 作 ,就 会 占据 领 先 地
从 图 2中不难 得 出结论 ,普通 原 因
spc质量管理
spc质量管理SPC (Statistical Process Control)是指统计过程控制,是一种在生产过程中使用统计方法来监测和控制制造产品质量的方式。
SPC与传统的控制方法不同,它通过对过程数据的分析,使生产过程更可控,从而达到提高产品质量、减少浪费和成本的目的。
下面我们将就SPC的原理和方法以及在质量管理中的应用做详细介绍。
一、SPC理论基础1、过程变异在任何时刻,一种生产过程的输出不能百分百相同。
这种不同可以由多种因素产生,包括异常的原材料、工艺变更、机器磨损、操作者错误等等。
导致输出中变异的因素称为特殊因素,也称为系统性因素。
这种特殊因素变异是造成过程差异的主要原因。
2、常规变异除了特殊因素外,生产过程的输出也有常规变异。
常规变异是指,即使没有特殊因素,也会有一些小的差异在过程输出中出现。
常规变异主要由不可避免的自然因素或生产设备的某些功能限制引起。
3、SPC方法SPC方法的核心是确定过程总体的变异范围,并确定过程中的差异是否在可接受的范围内。
在某些情况下,它可以通过实施统计控制来消除这种变异。
SPC方法可以有效地降低过程差异,提高产品质量,减少成本,增加可靠性,提高客户满意度。
二、SPC的应用范围SPC方法可以应用于所有类型的制造过程,包括离散、连续、传统目视检验和自动化检验。
以下是SPC可以处理生产过程的举例:•\t安装对象的物理特性:例如长度、宽度、高度、重量、颜色、性质等。
•\t材料特性:例如硬度、强度、韧性、导电性等。
•\t流体特性:例如温度、压力、流量、粘度等。
•\t机器特性:例如速度、功率、电流、温度、气压等。
•\t操作员特性:例如工作时间、工作速度、操作标准等。
三、SPC的主要原理SPC的主要原理是基于过程变异性的持续监测和控制,包括以下步骤:1、控制图建立控制图以时间为横轴,测量数据为纵轴。
每次收集数据时,都将点绘制到控制图上。
然后通过绘制中心线、上界和下界来确定控制限。
SPC统计在制程中的应用

SPC统计在制程中的应用引言SPC〔Statistical Process Control,统计过程控制〕是一种制程控制方法,通过对制程中收集到的数据进行统计分析和控制,以实现制程的稳定性和可控性。
SPC统计在制程中的应用已经得到了广泛的认可和应用,本文将介绍SPC统计在制程中的应用,包括其定义、原理、应用场景和效果等内容。
1. SPC统计的定义SPC统计是一种通过对制程过程中数据进行收集和分析,以实现对制程稳定性和可控性的控制方法。
其核心思想是通过收集和分析数据,获取制程的变化情况,并根据统计结果进行制程控制和改善,从而保证制程的稳定和一致性。
2. SPC统计的原理SPC统计的原理是基于统计学的方法和工具,通过对制程数据的收集和分析,了解制程的变化状态。
主要包括以下几个方面:•数据收集:收集制程过程中产生的数据,可以是实时监控数据,也可以是离线收集的数据。
•数据分析:对收集到的数据进行分析,可以使用统计方法,如均值、方差、极差等,来分析制程的变化情况。
•制程控制:根据分析结果,制定相应的控制策略,以实现对制程的控制和改善。
3. SPC统计的应用场景SPC统计在制程中的应用场景较为广泛,以下是几个常见的应用场景:3.1. 过程监控SPC统计可以用于实时监控制程过程中的关键参数,如温度、压力、流量等。
通过对实时监控数据的收集和分析,可以及时发现制程中的异常情况,并采取相应的控制措施。
3.2. 缺陷检测与分析SPC统计可以应用于制程中的缺陷检测和分析。
通过对制程中产生的数据进行分析,可以发现和分析制程中的缺陷产生的原因,从而采取相应的改良策略,提高制程的质量。
3.3. 过程改良SPC统计也可以应用于制程的改良中。
通过对制程数据的分析和比照,可以找出制程中存在的问题,并采取相应的改良策略,以提高制程的稳定性和可控性。
4. SPC统计的效果SPC统计在制程中的应用可以带来许多效果,包括以下几个方面:•提高制程的稳定性:通过对制程数据的统计分析和控制,可以提高制程的稳定性,减少制程中的变异性。
SPC统计控制技术

SPC统计控制技术引言SPC(Statistical Process Control)统计控制技术是一种利用统计学原理和方法对过程进行监控和控制的技术。
它可以帮助组织在生产过程中实时监测数据,分析过程的变异性,并根据统计方法来进行控制,从而确保产品或服务的质量,提高生产效率。
本文将介绍SPC统计控制技术的原理、应用和实施步骤等内容。
原理SPC统计控制技术的原理基于统计学的基本原理,主要包括以下几个方面:在任何生产过程中,存在着各种因素导致的变异性。
这些因素可以分为两类:可分配因素和不可分配因素。
可分配因素是可以通过改变生产过程来消除或减小其影响的因素,如设备故障、操作错误等。
不可分配因素是不可控制的,如天气、原材料差异等。
SPC统计控制技术通过对变异性的分析和控制,帮助组织区分和减少可分配因素的影响,提高产品的一致性。
2. 过程能力过程能力是指生产过程能够满足规定的技术要求的能力。
SPC统计控制技术通过收集和分析数据,评估生产过程的能力。
常用的过程能力指标包括Cp指数和Cpk指数。
Cp指数表示过程的潜在能力,而Cpk指数表示过程的实际能力。
通过监控这些指标,可以确定生产过程是否稳定并符合要求。
控制图是SPC统计控制技术的核心工具之一。
它是一种以时间为横轴,过程变量为纵轴,通过收集和分析样本数据来绘制的图表。
在控制图上,通常包括上下控制限和中心线。
通过与这些统计限制进行比较,可以确定生产过程的状态,是否处于控制状态或变异状态。
常用的控制图包括X-Bar和R图、X-Bar和S图等。
应用SPC统计控制技术在各个领域都有广泛的应用。
下面列举几个常见的应用场景:1. 制造业在制造业中,SPC统计控制技术可以帮助检测和控制产品的质量。
通过对生产过程的监控和分析,可以及时发现问题并采取措施进行校正,从而降低次品率,提高产品的一致性和稳定性。
在服务业中,SPC统计控制技术可以用于监控和控制服务过程的质量。
例如,餐饮业可以通过监控食材的质量、厨师的操作等因素来确保食品的质量和口感的一致性。
SPC统计过程控制
SPC统计过程控制SPC(Statistical Process Control)是一种质量管理工具,用于监控和控制生产过程中的变异性。
它利用统计分析方法,通过收集和分析数据,帮助企业了解生产过程中的变异情况,并及时采取控制措施以提高产品质量。
SPC统计过程控制方法可以帮助企业发现生产过程中的异常情况,并避免生产不良品。
它通过收集生产过程中的数据,并利用统计方法分析这些数据,确定生产过程中的变异性是否在可接受范围内。
如果变异性超出了可接受范围,SPC可以及时发出警示,并帮助企业找出问题的根源,采取相应的改进措施。
这样可以减少生产过程中的变异性,提高产品质量。
1.确定要监控的关键质量特性:企业首先需要明确要监控的关键质量特性,即对产品质量影响最大的特性。
这些特性可以是尺寸、重量、外观等。
确定了要监控的质量特性后,企业就可以采集相关数据进行分析。
2.收集数据:企业需要收集与关键质量特性相关的数据。
这些数据可以通过自动化设备、传感器或手工记录等方式收集。
数据的收集应该有一定的随机性,以反映生产过程的真实情况。
3.统计分析:通过对收集到的数据进行统计分析,企业可以了解生产过程的变异性情况。
常用的统计方法包括均值、标准差、范围等。
统计分析可以帮助企业判断生产过程中的变异性是否在可接受范围内。
4.建立控制界限:根据统计分析的结果,企业可以确定变异性的上下界限,即控制界限。
通过设定控制界限,企业可以及时发现生产过程中的异常情况,并采取相应的纠正措施。
通常,控制界限可以分为警示界限和动作界限。
当数据超出警示界限时,企业需要注意生产过程的变化,可能需要进行调整。
当数据超出动作界限时,企业需要立即采取措施纠正问题。
5.监控生产过程:在设定好控制界限后,企业需要定期监控生产过程中的数据,并与控制界限进行比较。
如果数据超出了控制界限,企业需要及时采取措施进行调整。
这样可以保证生产过程的稳定性,并避免生产过程中的异常情况。
浅谈统计过程控制(SPC)的有效应用

浅谈统计过程控制(SPC)的有效应用【第一部分回顾与SPC的感情】最开始接触统计过程控制(以下简称“SPC”)的时候,要追溯到2004年,被公司委派出去学习五大工具,然后回公司实践。
那时候,理论知识在似懂非懂的文言文阶段,只能说是依葫芦画瓢,选择关键的特性,要求车间操作人员进行人工的数据收集、描点、绘制控制图、记录变化点、有超出控制线的点时,通知车间技术人员来处理。
然后工程师把数据录入到计算机系统内进行控制图的绘制和过程能力Cpk、过程性能Ppk的计算。
对于过程能力不足的改进意识和管理行为是非常欠缺的,更多的是为了满足顾客要求而提供满足客户要求的数据。
对于SPC真正起到预防作用,避免浪费的有效应用,要追溯到2008年,那时,公司在过程绩效指标中设定有Cpk能力达标率,年初由工艺部门和质量部门共同确定SPC控制的产品和过程特性,同时明确各特性的Cpk能力要求目标值。
生产部门采用SPC计算机站点系统进行数据的采集和控制图的绘制,当有特殊原因存在时,各生产线的工艺工程师将在收到信息后,当天处理。
有一段时期,Cpk能力达标率作为公司级重点管控项目,公司质量部和生产运营质量管理部门对SPC过程进行不定期的稽查,对未按要求处理特殊原因的相关生产部门和工艺部门人员进行通报批评,同时Cpk能力达标率提升的项目汇报到公司总经理层面。
另外,SQE对供应商的帮扶活动中,SPC培训是重点内容,Cpk是对于供应商的重点考核项目。
公司质量警示室里面,也专门陈列有未按要求进行SPC预防管控而造成重大损失的案例说明及缺陷产品,并组织全员参观学习。
【第二部分重点分享咨询和培训过程中,遇到的SPC问题及答疑】问题1.在咨询过程中,发现有客户采用SPC站点进行过程预防管控,计算机绘制的控制图中的“控制线”(CL),实际采用是“规范线”(SL)。
(×)答疑1:现在还记得那时感觉特别“心痛”的感觉。
客户是具备一定规模的千人以上的企业,花钱购置了SPC站点,但作为“量具”使用了,大材小用,浪费了成本。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
安徽工业大学毕业设计(论文)任务书课题名称统计过程控制(SPC)技术在马鞍山方圆公司质量管理中的应用学院管理科学与工程学院专业班级工业工程051姓名李锋学号049094010毕业设计(论文)的工作内容:1.通过实地考察、调研,发现方圆公司生产过程中质量管理存在的问题。
2.掌握SPC方面的知识,并通过查找文献资料、数据采集、计算、分析等方式,提出解决问题的方案。
3.针对方圆公司生产过程中关键参数进行过程稳定性的分析,并针对公司的扭转轴和进口导位提出相应分析方案。
4.在生产线上进行数据采集,用直方图对主要生产过程中的关键参数进行分析。
5.计算出各个方案的数据,得到可行的最佳方案。
起止时间:2009 年02 月16 日至2009 年 6 月14 日共17 周指导教师签字系主任签字院长签字┊装┊┊┊┊┊订┊┊┊┊┊线┊┊┊┊┊┊┊┊┊┊┊┊┊摘要本文运用SPC对扭转轴及进口导位生产过程中的关键工艺参数进行控制,并结合生产线实际情况,给出可行性方案。
首先详细介绍了质量管理中关于SPC,SPD,控制图的基础概念。
其次研究SPC在小型企业中的实施。
由于公司规模不大,在面向多品种、小批量的生产方式下通过计数、计量和计点三种控制图研究方法来对生产过程进行控制,以保证生产过程的稳定性和和产品质量的一致性,提高产品质量。
最后应用各种控制图来对不同的生产工艺过程进行数据分析,做了大量数据统计分析,对方圆材料有限公司的生产过程进行过程控制和过程诊断。
关键词:统计过程控制(SPC)、SPD、控制图┊装┊┊┊┊┊订┊┊┊┊┊线┊┊┊┊┊┊┊┊┊┊┊┊┊AbstractIn this paper, through controlling the key technical indices of the reverse shaft and imported lead-bit production process by SPC, it gives a feasible method to SPC and SPD, according to the actual situation of production line, given the feasibility of the program. First of all, it introduces basic concepts of SPC, SPD and control chart in detail. Secondly, it works on the execution of SPC in small corporations. Placements, through the study of SPC in the implementation of small business in small scale as a result of the company, for more variety in small quantities under the mode of production through the count, three points of measurement and control chart methods to control the production process, the production process to ensure the stability and consistency and product quality, improve product quality. Done a great deal of training data after statistical analysis, application of control charts for production processes of different data analysis process.Key Words: Statistical Process Control(SPC), Statistical Process Diagnosticate (SPD) 、Control Chart┊装┊┊┊┊┊订┊┊┊┊┊线┊┊┊┊┊┊┊┊┊┊┊┊┊目录引言 (1)1 前言 (2)1.1 课题背景 (2)1.2 研究思路 (3)1.3 目的和意义 (4)2 课题研究的相关知识 (5)2.1 SPC (7)2.1.1 什么是SPC (7)2.1.2 SPC的发展简史 (7)2.1.3 SPC的技术原理 (8)2.1.4 SPC的特点 (8)2.1.5 实施SPC的两个阶段 (8)2.1.6 SPC的主要作用 (8)2.1.7 SPC的技术流程 (9)2.1.8 SPC运行成功的条件 (9)2.1.9 实施SPC的效果 (10)2.1.10 关键过程节点和关键工艺参数 (10)2.2 控制图 (11)2.2.1 什么是控制图 (11)2.2.2 控制图的设计原理 (12)2.2.3 控制图的用途 (13)2.2.4 控制图的分类 (14)2.2.5 合理选择SPC控制图 (16)2.2.6 SPC控制图实施的八个步骤 (16)2.2.7 过程控制实施步骤流程 (17)2.2.8 控制图的重要性 (18)2.2.9 控制图判别准则 (18)2.3 SPD (20)2.3.1 两种质量 (20)2.3.2 两种控制图诊断 (21)2.4 过程能力 (22)2.4.1 过程能力的分类 (23)2.4.2 过程能力的测定 (24)2.4.3 过程能力指数 (24)┊装┊┊┊┊┊订┊┊┊┊┊线┊┊┊┊┊┊┊┊┊┊┊┊┊2.4.4 Cp .Cpk和不合格率P的关系 (27)2.4.5 数据收集的意义与原则 (28)2.4.6 计数值数据收集 (29)2.4.7 计量值数据收集 (29)3 安徽马鞍山方圆材料有限公司概括 (31)3.1 安徽马鞍山方圆材料有限公司简介 (31)3.2 马鞍山方圆材料有限公司组织机构: (32)4 马鞍山方圆材料有限公司SPC应用分析 (33)4.1 公司质量方针和质量目标 (33)4.2 进口导卫内径及扭转轴内径数据分析 (33)4.2.1 直方图分析 (33)4.2.2 X R-控制图分析 (35)4.2.3 计算P C和PKC (38)4.2.4 扭转轴内径数据X R-控制图 (38)4.2.5 扭转轴的改进分析 (40)4.2.6 鱼骨图分析 (42)4.3 不合格产品的不合格数的研究分析 (43)4.3.1 对不合格品进行质量仲裁 (43)4.3.2 不合格品控制程序 (43)4.3.3 质量持续改进 (43)4.3.4 不合格产品(进口导卫砂眼)不合格数的获取及分析 (44)4.3.5 不合格产品(扭转轴轴面砂眼)不合格数的获取 (46)4.4 U-Chart 单位缺点数控制图 (48)结束语 (51)致谢 (52)主要参考文献 (53)┊装┊┊┊┊┊订┊┊┊┊┊线┊┊┊┊┊┊┊┊┊┊┊┊┊引言质量是一个国家科学技术水平的表征,是一个民族数字的反映,是一个企业生命的体现,因此质量管理已受到各国政府与企业的高度重视。
无论是工业发达国家或是发展中国家,都把质量作为国民经济发展的战略因素来对待。
质量是人类永恒的主题,是企业的生命。
在产品的整个生命周期(从概念形成到产品报废)中,一般都经历了从产品需要到产品定义、产品设计、工艺设计制造装配及使用服务等几个基本阶段。
所谓的质量管理就是在确定质量方针、目标和职责的前提下,通过质量评价、质量控制、质量保证和质量改进等活动来组织实施,确保满足客户需求。
改革开放以后,大量的外资企业或外商以各种形式在中国办厂或办公司,也将国外先进管理经验和制度带进来。
ISO9000质量管理体系也是最早在外资企业应用的,然后在国内大公司应用,并逐渐被人们认识、接受,现在企业是否运行ISO9000质量管理体系,是否获得第三方评审、认证,已经成为衡量一个企业管理是否规范的标志。
从企业外部来看,其好处在于:赢得客户信任,增强市场竞争力。
ISO9000是一套严格的质量控制标准体系,通过建立完整的以顾客中心的质量服务体系,规范服务过程以及严格的质量控制流程,从而增强客户的信心。
获得认证表明公司对客户的承诺是有保障的,而且是有监督的。
特别是在我国加入WTO后,跟国外贸易往来更加频繁,并成为世界产品加工的重要区域,所有国外企业包括部分国内企业在考察合作伙伴时,第一要考察的不是自己能从对方哪里赚多少钱,而是考察该企业是否运行ISO9000质量管理体系;从企业内部来看,其好处在于:1.质量管理规范化;2.提高人员的质量意识,改进服务质量;3.减少工作差错,提高工作效率;4.改善内部沟通和协调部门间的接口和相互关系;5.建立一整套科学、系统并具可操作的企业内部管理运作制度,包括管理和工作程序,服务和操作标准,以实现对业务活动整个过程进行控制,从而减少各类问题出现。
在我国除制造业运行ISO9000质量管理体系外,现在越来越多的事业单位、政府机构也已运行ISO9000质量管理体系进行管理。
┊装┊┊┊┊┊订┊┊┊┊┊线┊┊┊┊┊┊┊┊┊┊┊┊┊1 前言1.1 课题背景质量是一个国家文化、经济、教育、科技和管理水平的综合反映,是一个民族物质文明的象征,是一个企业综合实力的具体体现,也是衡量一个国家经济实力和左右一个国家政治地位的重要因素。
产品质量低劣会严重制约一个国家国民经济的健康发展,削弱产品在国际市场上的竞争力,导致资源的浪费与经济效益的低下。
当今,质量己成为全世界的共同语言,是现代工业社会和各国经济建设中一个受到普遍关注的突出问题。
法国质量协会主席雷麦特认为,法国每年的质量损失约占企业增值的13%-20%,世界质量管理研究院副主席哈林顿认为,西方国家的工业企业不良品质量成本约占制造成本的20%-30%。
美国的统计资料表明,该国的不良成本通常占售价的30%左右,由于质量问题而导致的质量损失也是巨大的。
这种质量损失由于其损失的界定范围和计算依据不同而有不同的结论,据国外学者估计,全世界每年因质量问题造成的损失占社会总收入的1/5-1/4。
当前我国产品质量水平能达到国际先进水平的只有13%左右,有65%的产品落后于世界先进水平20年左右。
从企业的角度来看,质量是企业竞争力的关键因素之一。
从当今的市场发展现状来看,无论是国内市场还是国际市场,买方市场的总体格局已经形成,产品和服务的市场竞争十分激烈,质量管理与控制日益显示出它的重要性,人们对产品质量的要求日益提高,质量己经成为竞争中成败的关键因素。