数控机床FANUC系统对刀步骤
FANUC数控铣床对刀操作步骤
步骤
数控铳床法兰克系统试切对刀详细步骤
通常,建立工件的零点偏置, 使工件在加工时有一明确的参考点。建立工件的零点偏置的过
程,我们通常称之为“对刀”。在大多数精度要求不高、条件不十分优越的情况下,一般采 用试切法进行对刀,其详细步骤如下:
1.先将机床各轴回零
(1)方法一
可以按“机床回零件”键, 选择“Z轴”"+”进给倍率打开机床Z轴移动回机械原点;选
让测头慢慢接触到工件左侧, 直到发现.300 ,然后进行以下操作:
选择翻到“相对坐标” 输入“X60.15”选择“预定” 此时相对坐标中的X值会变成“X60.15”。
(2) Y轴方向对刀操作与X轴同。 假设按上面同样的操作步骤后得出“Y55.63”。(3) Z轴方向对刀
选择
"坐标系"光标移动到G54的位置上,输入相对坐标当前
值进行测量,具体操作如下:
输入“X0”“测量”输入“Y10.5”“测量”输入“Z105.2”
“测量”
此时刀具偏置的补偿已经建立,等待操作者的调用后即生效。(5)调用坐标补偿
“MDI'
输入“M3 S1500; G90 G54 G01X0Y0Z100F1000“循
1转动刀具,快速移动到工件上表面附近;
2改用手轮操作模式,让刀具慢慢接触到工件上表面,直到发现有少许切屑为止,然后进行
以下操作:
选择翻到“相对坐标” 输入“Z'选择"起源”此
时相对坐标中的Z值会变成“Z0”。 此时此刻,相对坐标值不再作改动。 将刀具移到某一安全位置,假设移到相对坐标值显示为
“X0、Y10.5、Z105.2”的位置处。(4)设偏置补偿
环启动"
FANUC_Series_0i-MD数控铣床面板操作与对刀
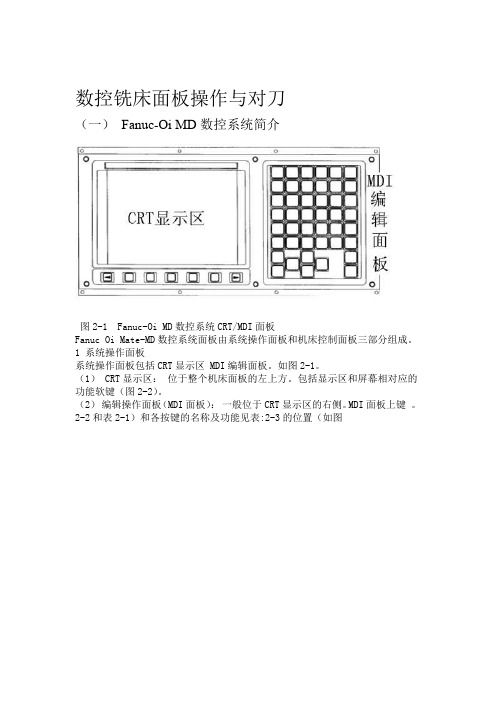
数控铣床面板操作与对刀(一)Fanuc-Oi MD数控系统简介图2-1 Fanuc-Oi MD数控系统CRT/MDI面板Fanuc Oi Mate-MD数控系统面板由系统操作面板和机床控制面板三部分组成。
1 系统操作面板系统操作面板包括CRT显示区 MDI编辑面板。
如图2-1。
(1) CRT显示区:位于整个机床面板的左上方。
包括显示区和屏幕相对应的功能软键(图2-2)。
(2)编辑操作面板(MDI面板):一般位于CRT显示区的右侧。
MDI面板上键。
2-2和表2-1)和各按键的名称及功能见表:2-3的位置(如图图2-2 Fanuc Oi Mate-MD数控系统CRT显示区1 功能软键2 扩展软键图2-3 MDI面板表2-1 Fanuc Oi MD系统MDI面板上主功能键与功能说明功能说明名称按键符号序号.位显示刀具的坐标位置。
1显示键在“edit”模式下显示存储器内的程序;在程序“MDI”模式下,输入和显示MDI2数据;在“AOTO”显示键模式下,显示当前待加工或者正在加工的程序。
参数设定/显示设定并显示刀具补偿值工件坐标系已经及宏程3键序变量。
系统系统参数设定与显示,以及自诊断功能数据显示4显示键等。
报警信息显示显示5NC报警信息键图形显示键6显示刀具轨迹等图形。
表2-2 Fanuc Oi MD系统MDI面板上其他按键与功能说明按键符号名称功能说明序号 1复位键用于所有操作停止或解除报警,CNC复位。
帮助键提供与系统相关的帮助信息。
2在“Edit”模式下,删除以输入的字及CNC中删除键 3存在的程序。
输入键加工参数等数值的输入。
4取消键清除输入缓冲器中的文字或者符号。
56上档键用于输入处在上档位置的字符。
89光标翻页键向上或者向下翻页程序编辑键 10用于NC程序的输入。
光标移动键11用于改变光标在程序中的位置。
2 机床控制面板Fanuc Oi Mate-MD数控系统的控制面板通常在CRT显示区的下方(如图:2-3),各按键(旋钮)的名称及功能见表2-3。
Fanuc系统数控车床对刀方法
Fanuc系统数控车床设置工件零点常用方法一,直接用刀具试切对刀1.用外园车刀先试车一外园,记住当前X坐标,测量外园直径后,用X坐标减外园直径,所的值输入offset界面的几何形状X值里。
2.用外园车刀先试车一外园端面,记住当前Z坐标,输入offset界面的几何形状Z值里。
二,用G50设置工件零点1.用外园车刀先试车一外园,测量外园直径后,把刀沿Z轴正方向退点,切端面到中心(X 轴坐标减去直径值)。
2.选择MDI方式,输入G50 X0 Z0,启动START键,把当前点设为零点。
3.选择MDI方式,输入G0 X150 Z150 ,使刀具离开工件进刀加工。
4.这时程序开头:G50 X150 Z150 …….。
5.注意:用G50 X150 Z150,你起点和终点必须一致即X150 Z150,这样才能保证重复加工不乱刀。
6.如用第二参考点G30,即能保证重复加工不乱刀,这时程序开头G30 U0 W0 G50 X150 Z1507.在FANUC系统里,第二参考点的位置在参数里设置,在Yhcnc软件里,按鼠标右键出现对话框,按鼠标左键确认即可。
三,用工件移设置工件零点1.在FANUC0-TD系统的Offset里,有一工件移界面,可输入零点偏移值。
2.用外园车刀先试切工件端面,这时Z坐标的位置如:Z200,直接输入到偏移值里。
3.选择“Ref”回参考点方式,按X、Z轴回参考点,这时工件零点坐标系即建立。
4.注意:这个零点一直保持,只有从新设置偏移值Z0,才清除。
四,用G54-G59设置工件零点1.用外园车刀先试车一外园,测量外园直径后,把刀沿Z轴正方向退点,切端面到中心。
2.把当前的X和Z轴坐标直接输入到G54----G59里,程序直接调用如:G54X50Z50……。
3.注意:可用G53指令清除G54-----G59工件坐标系。
====================================================FANUC系统确定工件坐标系有三种方法。
数控铣床对刀操作方法

数控铣床对刀操作方滕一、FANUC绻统对刀操作、设置方滕 工件帺寸100*100,选用Ф10刀具1、必须完成回零操作。
2、装夹好刀具、工件。
3、选择手动方式(JOG),使刀具接近工件。
4、选择MDI方式,输入转速如M3S400,按下启动键 。
5、选择手轮方式,选择合适的位移速度。
6、选择X轴,使刀具侧刃刚好切到工人件右侧面。
7、抬起主轴(X向不能移动)。
8、按下 键进入坐标绻设定界面,接着再按下 ,此时CRT显示如下:9、帆光标移动到G54后X上,如上图,输入X55再按 软键,完成X方向对刀。
(55=50+5,即工件宽度一半加上刀具半径,如在左侧对刀输入X-55,再测量)10、用同样的方滕试切工件里侧(Y轴正方向),帆光标移到G54后Y上,输入Y55再按键。
(如在靠近自己一侧,即Y轴负方向,输入Y-55,再测量)11、当X、Y轴设置完成后,用刀具端面轻轻接触工件上表面,当刀具刚好碰到工件时停止移到。
帆光标移到G54后Z 上,输入Z0后按下 ,完成Z方向对刀设置。
12、帆主轴抬起,把刀具移至安全位置。
二、SIEMENS绻统对刀操作、设置方滕工件帺寸100*100,选用Ф10刀具1、必须完成回零操作。
2、装夹好刀具、工件。
3、选择手动方式(JOG),使刀具接近工件。
4、选择MDI方式,输入转速如M3S400,按下启动键 。
5、选择手轮方式,选择合适的位移速度。
6、选择X轴,使刀具侧刃刚好切到工人件右侧面。
7、抬起主轴(X向不能移动)。
8、按下―→进入坐标绻设定界面,此时CRT显示如下:9、按下软健,进入X轴设定状态,①、帆光标移到“存储在”后面的上,再用进行选择,使Basic变为G54。
②、帆光标移到“方向”后的 上,再用进行选择,使左侧刀具与工件示意图上的刀具在工件的右侧,即X轴正方向(如在左侧对刀用“选择/切换键”,帆刀具示意图上的刀具变换在左侧,即X轴负方向)③、帆光标移到“设置位置到”后 上,输入55后按 软键,完成X设定。
FANUC数控铣床对刀操作步骤
FANUC数控铣床对刀操作步骤
1.准备工作
在进行对刀操作之前,需要准备好以下工具和材料:对刀仪、螺丝刀、日光灯、底座块、对刀块、校验块、刀柄和对刀块夹紧螺丝等。
2.将对刀仪安装在机床上
将对刀仪安装在机床的主轴上,并用螺丝刀固定好。
3.安装刀柄和刀具
将刀柄和刀具正确安装在主轴上,并用螺丝刀夹紧。
4.移动主轴至刀具测量点
根据加工程序要求,使用机床的手动模式将主轴移动至刀具测量点,
即刀具尖端的位置。
5.设置对刀块
将底座块和校验块放置在工件上,然后将对刀块放到刀具尖端上,并
用对刀块夹紧螺丝将其固定住。
6.开启对刀程序
在机床的控制面板上选择对刀程序,并按照提示操作,开始对刀操作。
7.确认对刀结果
对刀程序运行结束后,查看对刀仪的显示结果,确认刀具尖端与刀具
所在位置的偏差。
8.调整刀具偏差
根据对刀结果,调整刀具的位置,确保刀具尖端的位置准确无误。
9.完成对刀操作
当确认刀具尖端位置准确无误后,即完成了对刀操作。
10.完善记录
在对刀操作完成后,及时将对刀结果记录下来,并保存到相应的文件中,以备将来查阅。
总结起来,FANUC数控铣床对刀操作步骤包括准备工作、安装对刀仪、安装刀柄和刀具、移动主轴至刀具测量点、设置对刀块、开启对刀程序、
确认对刀结果、调整刀具偏差、完成对刀操作和完善记录。
通过严格按照
以上步骤进行对刀操作,可以确保刀具正确安装,提高加工效率和精度,
保证产品质量。
数控机床(FANUC系统)对刀步骤
数控机床对刀步骤Fanuc系统数控车床设置工件零点常用方法一,直接用刀具试切对刀1.用外园车刀先试车一外园,记住当前X坐标,测量外园直径后,用X坐标减外园直径,所的值输入offset界面的几何形状X值里。
2.用外园车刀先试车一外园端面,记住当前Z坐标,输入offset界面的几何形状Z值里。
二,用G50设置工件零点1.用外园车刀先试车一外园,测量外园直径后,把刀沿Z轴正方向退点,切端面到中心(X轴坐标减去直径值)。
2.选择MDI方式,输入G50 X0 Z0,启动START键,把当前点设为零点。
3.选择MDI方式,输入G0 X150 Z150 ,使刀具离开工件进刀加工。
4.这时程序开头:G50 X150 Z150 …….。
5.注意:用G50 X150 Z150,你起点和终点必须一致即X150 Z150,这样才能保证重复加工不乱刀。
6.如用第二参考点G30,即能保证重复加工不乱刀,这时程序开头 G30 U0 W0 G50 X150 Z1507.在FANUC系统里,第二参考点的位置在参数里设置,在Yhcnc软件里,按鼠标右键出现对话框,按鼠标左键确认即可。
三,用工件移设置工件零点1.在FANUC0-TD系统的Offset里,有一工件移界面,可输入零点偏移值。
2.用外园车刀先试切工件端面,这时Z坐标的位置如:Z200,直接输入到偏移值里。
3.选择“Ref”回参考点方式,按X、Z轴回参考点,这时工件零点坐标系即建立。
4.注意:这个零点一直保持,只有从新设置偏移值Z0,才清除。
四,用G54-G59设置工件零点1.用外园车刀先试车一外园,测量外园直径后,把刀沿Z轴正方向退点,切端面到中心。
2.把当前的X和Z轴坐标直接输入到G54----G59里,程序直接调用如:G54X50Z50……。
3.注意:可用G53指令清除G54-----G59工件坐标系。
FANUC系统确定工件坐标系有三种方法。
第一种是:通过对刀将刀偏值写入参数从而获得工件坐标系。
FANUC数控车床的对刀和零点偏置2007
FANUC数控车床的对刀和零点偏置2007-12-01 20:39fanuc数控车床的对刀和零点偏置操作步骤:第一、 FANUC系统数控车床设置工件零点的几种方法:1、直接用刀具试切对刀(1) 用外园车刀先试车一外园,测量外园直径后,在offset几何形状界面输入“X外园直径值”,按“测量”键,即输入到几何形状里。
(2) 用外园车刀先试车一外园端面,在offset几何形状界面输入“Z 0”,按“测量”键,即输入到几何形状里。
2、用G50设置工件零点(1) 用外园车刀先试切一外园,选择“相对坐标”、按“U”、按“ORIGIN”键置“0”,测量外园后,把刀沿Z轴正方向退点,选择MDI方式,输入G01 U(直径)F0.3,切端面到中心。
(2) 选择MDI方式,输入G50 X0 Z0,启动START键,把当前点设为零点。
(3) 选择MDI方式,输入G0 X150 Z150 ,使刀具离开工件进刀加工。
(4) 这时程序开头:G50 X150 Z150 …….。
(5) 注意:用G50 X150 Z150,你起点和终点必须一致即X150 Z150,这样才能保证重复加工不乱刀。
(6) 如用第二参考点G30,即能保证重复加工不乱刀,这时程序开头G30 U0 W0G50 X150 Z150(7) 在FANUC系统里,第二参考点的位置在参数里设置,在Yhcnc软件里,机床对刀好后(X150 Z150 ),按鼠标右键出现对话框,按鼠标左键确认即可。
3、工件移设置工件零点(1) 在FANUC0i系统的Offset里,有一工件移界面,可输入零点偏移值。
(2) 用外园车刀先试切工件端面,这时X、Z坐标的位置如:X-260 Z-395,直接输入到偏移值里。
(3) 选择“Ref”回参考点方式,按X、Z轴回参考点,这时工件零点坐标系即建立。
(4) 注意:这个零点一直保持,只有从新设置偏移值Z0,才清除。
4、 G54------G59设置工件零点(1) 用外园车刀先试车一外园,测量外园直径后,把刀沿Z轴正方向退点,切端面到中心。
详述数控铣床的对刀流程
详述数控铣床的对刀流程
数控铣床对刀流程主要包括以下步骤:
1. 回参考点:开机后,首先运行机床回到各轴的机械原点,建立机床坐标系。
2. 刀具安装:将刀具正确安装在主轴上,确保刀具夹持牢固且跳动小。
3. X/Y/Z轴对刀:手动移动刀具靠近工件表面,轻微触碰并记录当前坐标值,然后退刀,计算刀具长度补偿值,设定刀具长度补偿参数。
4. Z轴对刀:通常采用试切法,通过切削工件表面一小段距离,测量切削后的尺寸,计算并设定Z轴的刀具补偿值。
5. X/Y轴对刀:使用寻边器或试切法确定工件坐标系原点,通过移动刀具找到工件边缘或设定的对刀点,记录坐标值,然后根据程序设定调整工件坐标系。
6. 参数设置与验证:输入相应刀具参数,执行试运行程序,通过切削结果验证对刀精度,如有误差,需微调并对刀,直至达到要求
精度。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
数控机床F A N U C系统对
刀步骤
Last updated on the afternoon of January 3, 2021
数控机床对刀步骤
法兰克加工中心机床
一、主轴转速的设定
○1、将工作方式置于“MDI”模式;
○2、按下“程序键”;
○3、按下屏幕下方的“MDI”键;
○4、输入转速和转向(如“S500M03;”后按“INSRT”);
○5、按下启动键。
二、分中
1、意义:确定工件X、Y向的坐标原点。
2、X、Y平面原点的确定。
○1、四面分中
○2、两面分中,碰单边
○3、单边碰数
3、抄数
○1、意义:将分中后的机械值输入工件坐标系中,借以建立与机床坐标原点的位置关系。
○2、方法:
→切换到工件坐标系:OFS/SET→坐标系→选择具体的工件坐标系(如G54、G55、
G56、G57、G58、G59等)→输入“X0”后按屏幕下方的“测量”键(或直接输入机械坐标值)。
4、分中的类型
○1、四面分中
○2、单边碰数
○3、X轴分中,Y轴碰单边
○4、Y轴分中,X轴碰单边
○5、有偏数工件原点的确定,如X30Y20
5、分中的方法
试切分中
如果分中的要求不高,或工件为毛坯料,而且外形均可铣去,为了方便操作,可采用加工时所用的刀具直接进行碰刀,从而确定工作原点,其步骤如下(一四面分中为例):
○1、将所要用到的铣刀装在主轴上,并使主轴中速旋转;
○2、手动移动铣刀沿X方向靠近工件被测边,直到铣刀刚好切削刀工件材料即可;
○3、保持X、Y不变将Z轴沿+Z方向升起,并在相对值处将X轴置零;
归零方法:
按下X后按屏幕下方的“起源”或“归零”;
○4、将X轴移动到工件另一边,同样用刀具刚好切到工件材料即可;
○5、将主轴沿+Z方向升起;
○6、将X轴移到此时X轴相对值的1/2处(口算、心算或计算器);
○7、利用相同的方法测Y轴;
○8、抄数。
注:试切分中虽然比较简单,但会在工件表面留有刀痕,所以常用于铝和铜等毛坯料的分中。
6、分中棒分中:
○1、原理:采用离心力的原理。
○2、方法及步骤:
◎、将分中棒装在主轴上,初测端在下方;
◎、将主轴转速设定在350~600r/min左右;
◎、手动将分中棒沿X轴方向慢慢靠近工件侧面,而分中棒逐渐由摆动较大变小到重合,继续移动到分中棒刚到重新分开时并要回到合拢,将手轮倍率调至0.01mm处,并靠近工件移动至刚好重新分开即可;
◎、将主轴沿+Z方向升起,并移到工件另一侧,用同样的方法触碰工件;
◎、将主轴沿+Z方向升起,并将X轴移至相对值1/2处,归零;
◎、同样的方法测得Y轴;
◎、抄数。
○3、分中棒分中注意事项:
分中棒分中时主轴转速只能设定在350~600r/min之间,绝对不能超过600r/min,一般应在500r/min左右。
三、对刀
1、对刀方式
○1、直接对刀:刀具直接触碰工件零面,从而获得零面机械坐标值(适用于工件零面外形基本存在,零面划伤不影响产品成型);
○2、工件外对刀(对刀棒):刀具在工件外部对刀并测出对刀面与工件零面的高度差,从而确定零面位置。
2、选择工件外部对刀的原因
○1、工件在加工过程中外形发生改变不便对刀;
○2、为避免直接对刀划伤工件。
3、对刀原理:
工件零面值=对刀数(G54)+高度差(EXT)G60=工件坐标+补偿
4、对刀种类(对刀棒以10mm为例)
○1、单把刀对顶为零A
○2、单把刀对顶为零B)
○3、多把刀对顶为零A
○4、多把刀对顶为零B
○5、対底为零
有两种方式的:一个是G54的z值不输!每把刀都补偿机械值!就是用塞尺在表面塞ok 了就可以输入对刀值了。
一种是以第一把刀为基准在工件表面对刀后输入G54的z值后不要抬刀在按下pos键回到坐标系界面!z值置零后换第二把刀对刀!这时的z值就是第二把刀和第一把刀的差值!切记在补偿的基准刀具的长度补偿值里一定要为零。
因为G54已经有了刀具的z值。
(适用于对刀仪,塞尺也是一样对)不知道你有没有看...。