三相异步电动机正反转控制电路图原理及plc接线与编程
三相异步电动机正反转控制
三相异步电动机正反转控制简介三相异步电动机是工业中常用的电动机之一,它具有运行平稳、结构简单、维护方便等优点,在很多领域都得到了广泛应用。
正反转控制是三相异步电动机的基本控制方式之一,通过控制电机的供电方式,可以使电动机实现正向运行和反向运行。
本文将介绍三相异步电动机正反转控制的原理、方法和实现步骤。
原理三相异步电动机的正反转控制实际上是通过改变电源的供电方式来实现的。
电动机的运行方向由电动机的线圈接线方式决定,通常有两种常见的接线方式:正转接线和反转接线。
在正转接线方式下,电动机的三相线圈与电源的三相电压相位相同,电流正弦波形一次通过电动机的三相线圈,从而使得电动机正向旋转。
在反转接线方式下,电动机的三相线圈与电源的三相电压相位相反,电流正弦波形一次通过电动机的三相线圈,从而使得电动机反向旋转。
通过切换电源的供电方式,可以实现电动机的正反转控制。
方法实现三相异步电动机的正反转控制有多种方法,常见的方法有以下几种:1. 交叉接线法交叉接线法是最简单的正反转控制方法之一。
通过将电动机的两个相互对换的线圈连接到电源的正确相位,可以实现电动机的正反转。
在正转时,将电源的L1和L3相连接到电动机的U、V线圈上,将电源的L2相连接到电动机的W线圈上。
在反转时,将电源的L1和L3相连接到电动机的W、V线圈上,将电源的L2相连接到电动机的U线圈上。
2. 利用接触器控制利用接触器控制是一种较为常见的正反转控制方法。
通过控制接触器的通断,可以改变电动机的供电方式,实现正反转控制。
正转时,接触器的U1、V1、W1触点闭合,U2、V2、W2触点断开。
反转时,接触器的U1、V1、W1触点断开,U2、V2、W2触点闭合。
3. 使用可编程控制器(PLC)PLC(Programmable Logic Controller)是一种数字化电子设备,可用于自动化控制系统。
使用PLC控制电动机的正反转可以实现更为灵活的控制。
通过PLC编程,可以控制电源的供电方式,实现电动机的正反转。
任务三 三相异步电动机正反转循环运行的PLC控制
(二)设备与器材
表1-22 设备与器材
序号
名称
符号
型号规格
数量 备注
1
常用电工工具
十字起、一字起、尖嘴钳、剥线钳 等
1
2
计算机(安装GX Works3编程 软件)
3
三菱FX5U可编程控制器
PLC
FX5U-32MR/ES
4
三相异步电动机正反转循环运 行控制面板
5
三相异步电动机
6
以太网通信电缆
M
WDJ26,PN=40W,UN=380V, IN=0.2A,nN=1430r/min,f=50Hz
2)学会用三菱FX5U PLC的顺控程序指令编辑三相异步电动机正反转循 环运行控制的程序。
3)会绘制三相异步电动机正反转循环运行控制的I/O接线图。 4)掌握FX5U PLC I/O接线方法。 5)熟练掌握使用三菱GX Works3编程软件编辑梯形图程序,并写入 PLC进行调试运行。
11
项目一 任务三 三相异步电动机正反转运行运行的PLC控制
MPS
栈存储器的第一层, 之前存储的数据依次
下移一层
读取堆栈第一层的 MRD 数据且保存,堆栈内
的数据不移动
读取堆栈存储器第
MPP
一层的数据,同时该 数据消失,栈内的数
据依次上移一层
梯形图表示
FBD/LD表示
ST表示
目标元件
ENO:=MPS(EN);
ENO:=MRD(EN);
无
ENO:=MPP(EN);
对于FX5U PLC默认情况下,16位计数器的个数为256个,对应编号为C0 ~C255;32位超长计数器个数为64个,对应编号为LC0~LC63。
PLC控制实验--三相异步电机带延时正反转控制
实验二十四三相异步电机带延时正反转控制在继电接触控制实验挂箱中完成本实验。
一、实验目的1. 通过对三相鼠笼式异步电动机延时正反转控制线路的安装接线,掌握由电气原理图接成实际操作电路的方法。
2. 加深对电气控制系统各种保护、自锁、互锁等环节的理解。
3. 学会分析、排除继电--接触控制线路故障的方法。
二、原理说明在鼠笼电机延时正反转控制线路中,通过相序的更换来改变电动机的旋转方向。
本实验给出两种不同的正、反转控制线路如图6-24-1及6-24-2,具有如下特点:1.电气互锁为了避免接触器KM1(正转)、KM2(反转)同时得电吸合造成三相电源短路,在KM1(KM2)线圈支路中串接有KM1(KM2)动断触头,它们保证了线路工作时KM1、KM2不会同时得电(如图6-24-1),以达到电气互锁目的。
2. 电气和机械双重互锁除电气互锁外,可再采用复合按钮SB1与SB2组成的机械互锁环节(如图6-24-2),以求线路工作更加可靠。
3. 线路具有短路、过载、失、欠压保护等功能。
三、实验设备四、实验内容认识各电器的结构、图形符号、接线方法;抄录电动机及各电器铭牌数据;并用万用电表Ω档检查各电器线圈、触头是否完好。
按图6-25-1接线,经指导教师检查后,方可进行通电操作。
实验步骤:(1) 开启控制屏电源总开关。
(2) 按正向起动按钮SB2,观察并记录电动机的转向和接触器的运行情况。
(3) 按停止按钮SB3,观察并记录电动机的转向和接触器的运行情况。
(4) 调整时间继电器的整定时间,观察接触器KM1、KM2的动作时间是否相应地改变。
(5) 再按SB2,观察并记录电动机的转向和接触器的运行情况。
(6) 实验完毕,按控制屏停止按钮,切断三相交流电源。
PLC控制系统编程与实现课件任务五三相异步电动机正反转控制系统编程与实现

PLC控制系统编程与实现任务提出任务目标相关知识任务分析任务实施任务训练任务五三相异步电动机正反转控制系统编程与实现会运用“经验设计法”来设计三相异步电动机正反转控制系统梯形图程序,能够熟练运用编程软件进行联机调试。
1.了解经验设计法的一般步骤。
2.了解联锁控制的意义,并掌握PLC联锁控制的设计要点。
3. 掌握堆栈操作指令的应用。
二.任务目标(1) PLC联锁控制在生产机械的各种运动之间,往往存在着某种相互制约或者由一种运动制约着另一种运动的控制关系,一般均采用联锁控制来实现。
图2-6联锁(互锁)控制梯形图互锁控制方式经常用于控制电动机的减压起动、正反转、机床刀架的进给与快速移动、横梁升降及机床卡具的卡紧与放松等一些不能同时发生运动的控制。
⑵堆栈操作指令表2-5 堆栈操作指令的格式及功能指令名称语句表STL功能操作码操作数栈装载与指令(电路块串联指令)ALD 无将堆栈中第一层和第二层的值进行逻辑与操作,结果存入栈顶,堆栈深度减1栈装载或指令(电路块并联指令)OLD 无将堆栈中第一层和第二层的值进行逻辑或操作,结果存入栈顶,堆栈深度减1逻辑推入栈指令LPS 无复制栈顶的值并将其推入栈,栈低的值被推出并丢失逻辑读栈指令LRD 无复制堆栈中的第二个值到栈顶,堆栈没有推入栈或弹出栈操作,但旧的栈顶值被新的复制值取代逻辑弹出栈指令LPP 无弹出栈顶的值,堆栈的第二个值成为栈顶的值堆栈操作指令编程举例例1 电路块串联指令编程假定输入I0.0常开与I0.1常闭并联,I0.2常开与I0.3常开并联,并联后再串联输出到Q0.0。
图2-7 逻辑块“与”操作编程举例假定输入I0.0常开与I0.2常开串联,I0.1常闭与I0.3常开串联,串联后再并联输出到Q0.0。
图2-8 逻辑块“或”操作编程举例假定某逻辑控制梯形图程序如图2-9a所示,则与此对应的语句表指令如图2-9b所示。
图2-9 逻辑堆栈操作指令编程举例经验设计法也叫做试凑法。
PLC控制三相异步电动机正反转设计
PLC控制三相异步电动机正反转设计摘要本论文文设计了三相异步电动机的PLC控制电路,就是三相异步电动机的正反转控制,与传统的继电器控制相比,具有控制速度快、可靠性高、灵活性强等优点。
非常实用。
三相异步电动机的应用非常广泛,具有机构简单,效率高,控制方便,运行可靠,易于维修成本低的有点,几乎涵盖了工农业生产和人类生活的各个领域,在这些应用领域中,三相异步电动机运行的环境不同,所以造成其故障的发生也很频繁,所以要正确合理的利用它。
本文研究的这个系统的控制是采用PLC的编程语言----梯形图,梯形语言是在可编程控制器中的应用最广的语言,因为它在继电器的基础上加进了许多功能,使用灵活的指令,使逻辑关系清晰直观,编程容易,可读性强,所实现的功能也大大超过传统的继电器控制电路,可编程控制器是一种数字运算操作的电子系统,它是专为在恶劣工业环境下应用而设计,它采用可编程序的存储器,用来在内部存储执行逻辑运算,顺序控制,定时,计数和算术等操作的指令,并采用数字式,模拟式的输入和输出,控制各种的机械或生产过程。
关键词:PLC 三相异步电动机可编程控制梯形图武汉职业技术学院毕业设计(论文)引言 (1)第一章三相异步电动机基础 (2)1.1三相异步电动机的基本结构 (2)1.1.1 三相异步电动机定子 (2)1.1.2三相异步电动机转子 (3)1.2三相异步电动机的工作原理 (3)1.3三相异步电动机的正反转工作过程 (4)1.3.1 三相异步电动机的原理 (4)1.3.2 三相异步电动机的制动 (4)第二章 PLC基础的知识 (5)2.1关于PLC的定义 (5)2.2PLC与继电器控制的区别 (5)2.3PLC的工作原理 (5)第三章三相异步电动机的PLC控制 (7)3.1三相异步电机的正反转PLC控制 (7)3.2PLC定时器控制电动机正反转互锁的设计 (9)3.2.1 PLC定时器控制电动机正反转电路的主接线图 (9)3.2.2 PLC定时器控制三相异步电动机正反转的梯形图 (10)3.2.3定时器控制电动机正反转的指令表程序 (11)3.2.4 PLC的I/O分配 (11)3.2.5 实体框形图 (12)3.3三相异步电动机使用PLC控制优点 (13)结论 (13)参考文献 (14)致谢 (15)引言三相异步电动机的应用非常广泛,具有机构简单,效率高,控制方便,运行可靠,易于维修成本低的有点,几乎涵盖了工农业生产和人类生活的各个领域,在这些应用领域中,三相异步电动机运行的环境不同,所以造成其故障的发生也很频繁,所以要正确合理的利用它。
三相异步电动机正反转控制电路图原理及plc接线与编程
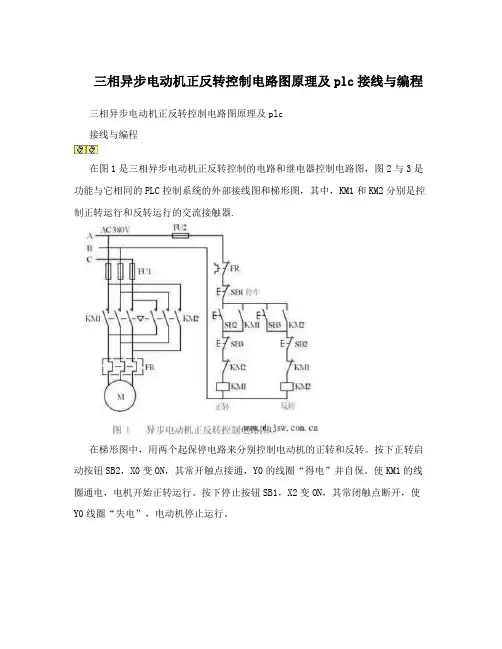
三相异步电动机正反转控制电路图原理及plc接线与编程三相异步电动机正反转控制电路图原理及plc接线与编程在图1是三相异步电动机正反转控制的电路和继电器控制电路图,图2与3是功能与它相同的PLC控制系统的外部接线图和梯形图,其中,KM1和KM2分别是控制正转运行和反转运行的交流接触器.在梯形图中,用两个起保停电路来分别控制电动机的正转和反转。
按下正转启动按钮SB2,X0变ON,其常开触点接通,Y0的线圈“得电”并自保。
使KM1的线圈通电,电机开始正转运行。
按下停止按钮SB1,X2变ON,其常闭触点断开,使Y0线圈“失电”,电动机停止运行。
在梯形图中,将Y0与Y1的常闭触电分别与对方的线圈串联,可以保证他们不会同时为ON,因此KM1和KM2的线圈不会同时通电,这种安全措施在继电器电路中称为“互锁”。
除此之外,为了方便操作和保证Y0和Y1不会同时为ON,在梯形图中还设置了“按钮互锁”,即将反转启动按钮X1的常闭点与控制正转的Y0的线圈串联,将正转启动按钮X0的常闭触点与控制反转的Y1的线圈串联。
设Y0为ON,电动机正转,这是如果想改为反转运行,可以不安停止按钮SB1,直接安反转启动按钮SB3,X1变为ON,它的常闭触点断开,使Y0线圈“失电”,同时X1的敞开触点接通,使Y1的线圈“得电”,点击正转变为反转。
在梯形图中的互锁和按钮联锁电路只能保证输出模块中的与Y0和Y1对应的硬件继电器的常开触点心不会同时接通。
由于切换过程中电感的延时作用,可能会出现一个触点还未断弧,另一个却已合上的现象,从而造成瞬间短路故障。
可以用正反转切换时的延时来解决这一问题,但是这一方案会增大编程的工作量,也不能解决不述的接触触点故障引起的电源短路事故。
如果因主电路电流过大或者接触器质量不好,某一接触器的主触点被断电时产生的电弧熔焊而被粘结,其线圈断电后主触点仍然是接通的,这时如果另一个接触器的线圈通电,仍将造成三相电源短路事故。
任务1.1-用PLC改造三相异步电动机正反转控制线路
任务1.1 用PLC 改造三相异步电动机正反转控制线路1.1.1任务描述下图1-1-1是三相异步电动机正反转控制线路,它由主电路和辅助电路两部分组成,能够实现异步电动机的正反转控制,此外该电路还具有短路保护和过载保护的功能。
现利用三菱FX 系列PLC 改造三相异步电动机正反转控制线路,要求不改变原先的控制面板,保持系统原有的外部特性,即改造完成后工作人员不需要改变长期形成的操作习惯。
本任务要求电机正反转启动按钮、停止按钮以及过载保护常闭触点与改造前一致。
图1-1-1 三相异步电动机正反转控制线路1.1.2任务目标1.能根据控制要求分配PLC 的输入输出端口; 2.会根据输入输出端口完成线路的连接;3.能选择PLC 指令完成梯形图程序的编写,例如LD 、AND 、OUT 、SET 和RST 等指令; 4.会上电调试程序功能。
1.1.3任务分析与实施一、硬件线路1.系统输入输出信号分析根据图1-1-1的分析,系统的输入信号由两部分构成:一是三相异步电动机停止、正反向启动的控制信号,分别由按钮SB1、SB2 和SB3提供;二是三相异步电动机的过载检测信号,由热继电器FR 的常闭触点提供。
系统需提供两个输出信号,分别用于驱动接触器KM1和KM2,使三相异步电动机实现M3L1L2L3QSFU1FU2KM1KM2FRKM1KM2KM1KM2SB3SB2SB1KM1KM2FR123456789正反转运行。
根据上述分析,PLC 的I/O 端口分配如表1-1-1所示。
表1-1-1 I/O 端口分配表2.硬件线路的设计硬件线路由主电路和控制回路构成,具体如图1-1-2所示。
图1-1-2 三相异步电动机正反转PLC 控制线路说明:(1)为延长PLC 输入点的使用寿命,其输入信号一般采用常开的方式接入,但为更可靠接受保护类信号,其输入信号一般采用常闭的方式接入;(2)与上图中一致,凡是由PLC 实现的正反转控制线路,KM1和KM2必须实行电气联锁,否则在电动机正反转切换的过程中会导致主回路短路;(3)由于三菱FX2N-48MR (继电器输出型)的输出点承受电压最大为AC240V 或DC30V ,故本图中使用的接触器线圈额定电压选为AC220V 。
电机正反转控制电路及实际接线图
在图1是三相异步电动机正反转控制的电路和继电器控制电路图,图2与3是功能与它相同的PLC控制系统的外部接线图和梯形图,其中,KM1和KM2分别是控制正转运行和反转运行的交流接触器.在梯形图中,用两个起保停电路来分别控制电动机的正转和反转。
按下正转启动按钮SB2,X0变ON,其常开触点接通,Y0的线圈“得电”并自保。
使KM1的线圈通电,电机开始正转运行。
按下停止按钮SB1,X2变ON,其常闭触点断开,使Y0线圈“失电”,电动机停止运行。
在梯形图中,将Y0与Y1的常闭触电分别与对方的线圈串联,可以保证他们不会同时为ON,因此KM1和KM2的线圈不会同时通电,这种安全措施在继电器电路中称为“互锁”。
除此之外,为了方便操作和保证Y0和Y1不会同时为ON,在梯形图中还设置了“按钮互锁”,即将反转启动按钮X1的常闭点与控制正转的Y0的线圈串联,将正转启动按钮X0的常闭触点与控制反转的Y1的线圈串联。
设Y0为ON,电动机正转,这是如果想改为反转运行,可以不安停止按钮SB1,直接安反转启动按钮SB3,X1变为ON,它的常闭触点断开,使Y0线圈“失电”,同时X1的敞开触点接通,使Y1的线圈“得电”,点击正转变为反转。
在梯形图中的互锁和按钮联锁电路只能保证输出模块中的与Y0和Y1对应的硬件继电器的常开触点心不会同时接通。
由于切换过程中电感的延时作用,可能会出现一个触点还未断弧,另一个却已合上的现象,从而造成瞬间短路故障。
可以用正反转切换时的延时来解决这一问题,但是这一方案会增大编程的工作量,也不能解决不述的接触触点故障引起的电源短路事故。
如果因主电路电流过大或者接触器质量不好,某一接触器的主触点被断电时产生的电弧熔焊而被粘结,其线圈断电后主触点仍然是接通的,这时如果另一个接触器的线圈通电,仍将造成三相电源短路事故。
为了防止出现这种情况,应在PLC外部设置KM1和KM2的辅助常闭触点组成的硬件互锁电路(见图2),假设KM1的主触点被电弧熔焊,这时它与KM2线圈串联的辅助常闭触点处于断开状态,因此KM2的线圈不可能得电。
实验2.8 PLC控制的三相异步电动机的正反转控制实验
实验2.8 PLC 控制的三相异步电动机的正反转控制实验V12L3L2L1U12KM2上图为电工实训实验指导书中三相异步电动机正反转继电器控制线路。
线路的动作过程: 按下正转按钮SB1,KM1主触头闭合,KM2主触头处于打开状态,电机正转;按下反转按钮SB2,KM1主触头打开,KM2主触头闭合,电机反转;按下停止按钮SB3,电机停止运转。
可编程控制器控制系统可代替继电器控制系统实现相同的控制任务。
其输入设备和输出设备与继电器控制系统相同,但他们是直接接到可编程控制器的输入端和输出端的。
控制程序是通过一个编程器写道可编程控制器的程序存储器中。
每个程序语句确定一个顺序,运行时依次读取存储器中的程序语句,对它们的内容进行解释并加以执行,执行结果用以接通输出设备,控制被控对象的工作。
在存储器控制系统中,控制程序的修改不需要通过改变控制系统的接线(即硬件),而只需要通过编程器改变程序存储器中某些语句的内容。
一、实验目的1、了解继电器控制系统和PLC 控制系统的不同点和相同点。
2、掌握三相异步电动机正反转控制主回路的接线。
3、学会用可编程控制器实现三相异步电动机正反转控制的编程方法。
二、实验内容L1L2L3(b)FX系列PLC上图(a )为PLC 控制系统主回路接线图;图(b )为本实验的PLC 主机接线图。
按钮SB1为电机正转正转按钮,按钮SB2为反转控制按钮,按钮SB3为急停控制按钮,KM1为正转接触器,KM2为反转接触器,FR 为热继电器,QS 为低压断路器。
要求实现以下的控制目的:当按下正转控制按钮SB1,线圈KM1通电,KM1主触头闭合,电动机M 正向旋转,当松开按钮时,电动机M 不会停转。
当按下反转控制按钮SB2,线圈KM2通电,KM2主触头闭合,电动机M 反向旋转,当松开按钮时,电动机M 不会停转。
按下按钮SB3,电机M 停止运转(正转或反转)。
三、编写PLC 的实验程序。
任务一 三相异步电动机变频调速正反转运行的PLC控制
项目四 任务一 三相异步电动机变频调速正反向运行的PLC控制
✓ 模拟量输入A/D的应用举例 有一台压力传感器测量范围是0~40000N,将其连接至输出范围为0~
10V的电压变送器,并将电压变送器的输出端连接到FX5U32MR/ES内置模拟 量输入端子,要求实时显示压力数值,试编辑梯形图程序。
打开GX Works3编程软件,按图4-2、4-3所示的方法设置模拟量输入的参 数。由于FX5UPLC内置模拟量输入是将A/D转换值存于特殊寄存器SD6020中 ,数字量的范围0~4000,这个数值对应的力是0~40000N,据此编辑梯形 图如图4-4所示。
11
项目四 任务一 三相异步电动机变频调速正反向运行的PLC控制
✓ 内置模拟量输出规格
表4-3 FX5UCPU内置模拟量输出规格(续)
项目
规格
转换速度
30μs(数据的更新为每个运算周期)
绝缘方式
与CPU模块内部不绝缘
输入输出占用点数
0点(与CPU模块最大输入输出点数无关)
① 0V 输出附近存在死区区域,模拟量输出值相对于数字输入值存在部分 未反映的区域。
-32768~+32767
默认
禁止 0 0
禁用 0 0 0
CLEAR
0
15
项目四 任务一 三相异步电动机变频调速正反向运行的PLC控制
在图4-6“模块参 数 模拟输出”设置 窗口,单击该窗口左 侧“应用设置”选项 ,即可选择对输出通 道进行应用设置,设 置界面如图4-7所示 ,参数设置完成后, 单击“应用”按钮。 这一步很重要,否则 ,参数设置无效。
图4-4 模拟量输入A/D的应用梯形图
10
项目四 任务一 三相异步电动机变频调速正反向运行的PLC控制
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
三相异步电动机正反转控制电路图原理及plc
接线与编程
在图1是三相异步电动机正反转控制的电路和继电器控制电路图,图2与3是功能与它相同的PLC控制系统的外部接线图和梯形图,其中,KM1和KM2分别是控制正转运行和反转运行的交流接触器.
在梯形图中,用两个起保停电路来分别控制电动机的正转和反转。
按下正转启动按钮SB2,X0变ON,其常开触点接通,Y0的线圈“得电”并自保。
使KM1的线圈通电,电机开始正转运行。
按下停止按钮SB1,X2变ON,其常闭触点断开,使Y0线圈“失电”,电动机停止运行。
在梯形图中,将Y0与Y1的常闭触电分别与对方的线圈串联,可以保证他们不会同时为ON,因此KM1和KM2的线圈不会同时通电,这种安全措施在继电器电路中称为“互锁”。
除此之外,为了方便操作和保证Y0和Y1不会同时为O N,在梯形图中还设置了“按钮互锁”,即将反转启动按钮X1的常闭点与控制正转的Y0的线圈串联,将正转启动按钮X0的常闭触点与控制反转的Y1的线圈串联。
设Y0为ON,电动机正转,这是如果想改为反转运行,可以不安停止按钮SB1,直接安反转启动按钮SB3,X1变为ON,它的常闭触点断开,使Y0
线圈“失电”,同时X1的敞开触点接通,使Y1的线圈“得电”,点击正转变为反转。
在梯形图中的互锁和按钮联锁电路只能保证输出模块中的与Y0和Y1对应的硬件继电器的常开触点心不会同时接通。
由于切换过程中电感的延时作用,可能会出现一个触点还未断弧,另一个却已合上的现象,从而造成瞬间短路故障。
可以用正反转切换时的延时来解决这一问题,但是这一方案会增大编程的工作量,也不能解决不述的接触触点故障引起的电源短路事故。
如果因主电路电流过大或者接触器质量不好,某一接触器的主触点被断电时产生的电弧熔焊而被粘结,其线圈断电后主触点仍然是接通的,这时如果另一个接触器的线圈通电,仍将造成三相电源短路事故。
为了防止出现这种情况,应在PLC外部设置KM1和KM2的辅助常闭触点组成的硬件互锁电路(见图2),假设KM1的主触点被电弧熔焊,这时它与KM2线圈串联的辅助常闭触点处于断开状态,因此KM2的线圈不可能得电。
图1中的FR是作过载保护用的热继电器,异步电动机长期严重过载时,经过一定延时,热继电器的常开触点断开,常开触点闭合。
其常闭触点与接触器的线圈串联,过载时接触其线圈断电,电机停止运行,起到保护作用。
有的热继电器需要手动复位,即热继电器动作后要按一下它自带的复位按钮,其触点才会恢复原状,及常开触点断开,常闭触点闭合。
这种热继电器的常闭触点可以像图2那样接在PLC的输出回路,仍然与接触器的线圈串联,这反而可以节约PL C的一个输入点。
有的热继电器有自动复位功能,即热继电器动作后电机停止转,串接在主回路中的热继电器的原件冷却,热继电器的触点自动恢复原状。
如果这种热断电器的常闭触点仍然接在PLC的输出回路,电机停止转动后果一段时间会因热继电器的触点恢复原状而自动重新运转,可能会造成设备和人身事故。
因此有自动复
位功能的热继电器的常闭触点不能接在PLC的输出回路,必须将它的触点接在PLC的输入端(可接常开触点或常闭触点),用梯形图来实现点击的过载保护。
如果用电子式电机过载保护来代替热继电器,也应注意它的复位.。